XPlanar: die Revolution für den Produkttransport - BECKHOFF
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Nr. 1 | März 2019 www.pc-control.net
8 | cover
schwebende Planarmover
XPlanar:
die Revolution für den Produkttransport
24 | interview 30 | worldwide
Hans Beckhoff im Interview Empa: Gebäude- und Mobilitätsbereich
über die Meilensteine der kommunizieren flexibel per OPC UA
PC-basierten Steuerungstechnik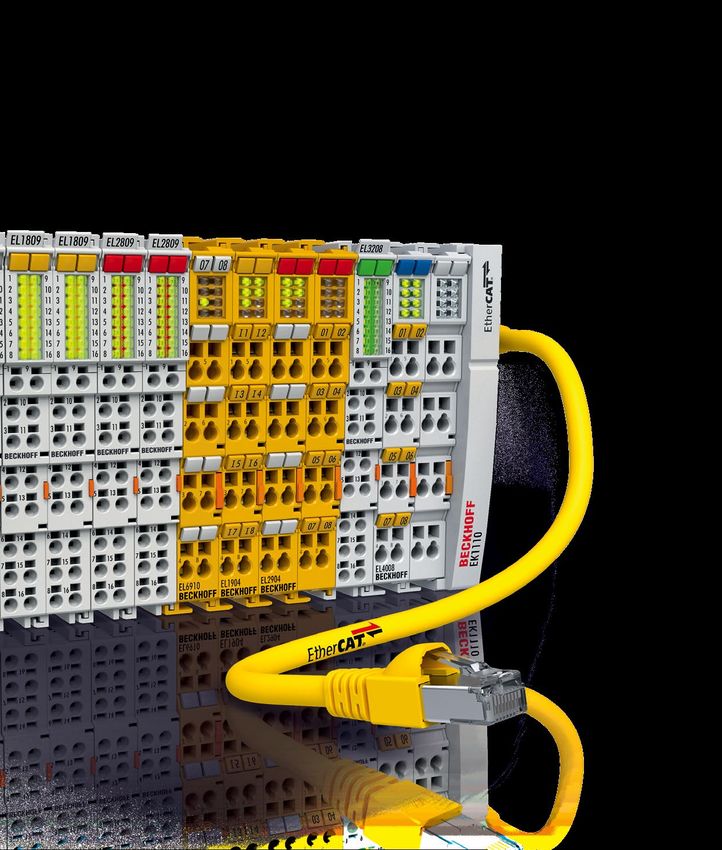
|
2 contents PC-Control 01 | 2019
news interview products
4 | Hannover Messe 2019 8 | Interview mit Uwe Prüßmeier 14 | Embedded-PC CX7000: Die neue
zum neuen Antriebssystem: „Flying Motion“ Einstiegsklasse mit 400-MHz-Prozessor
mit schwebenden Planarmovern und integrierten Multifunktions-I/Os
24 | Hans Beckhoff im Interview:
PC-basierte Steuerungstechnik
der letzten 20 Jahre
6 | Messevorschau 2019
7 | Messerückblick 2018 18 | Produktnews
28 | Personennews 22 | AMP8620: schaltschranklose
Antriebstechnik
23 | TwinCAT Scope meets OPC UA
PC-Control 01 | 2019
|
contents 3
worldwide
30 | Empa, Schweiz: 44 | Emirates Team New Zealand, 50 | IMT, Frankreich:
Gebäude- und Mobilitätsbereich Neuseeland: Industrielle Steuerungstech- 3D-Druck – damit Architektenträume
kommunizieren flexibel per OPC UA nik bewährt sich auch im rauen Einsatz wahr werden
bei einer Segelregatta
36 | Fraunhofer IWS, Deutschland:
Produktivitätssteigerung bei der
Lasermaterialbearbeitung
ETG
48 | Ecmec, Schweden: TwinCAT 3 steuert
Hochleistungsmaschine für die Bearbei- 54 | Neuigkeiten und Aktivitäten der
tung von Automotive-Druckgussteilen EtherCAT Technology Group
40 | Fortna und Journeys, USA:
Modernisierung eines Logistikzentrums
für Footwear Retailer events
56 | Messen und Events 2019
impressum
PC-Control – Redaktions- und Projektleitung: Bildnachweis: Design: www.a3plus.de
The New Automation Technology Magazine Martina Fallmann Ecmec, Schweden, S. 48 – 49
Druck: Richter Druck- und Mediencenter,
Stefan Ziegler Emirates Team New Zealand, Neuseeland, S. 44 – 47
Herausgeber: Germany
Empa/Wojciech Zawarski, Schweiz, S. 32
Beckhoff Automation GmbH & Co. KG Konzeption:
Empa/Zooey Braun, Schweiz, S. 30 – 31 Auflage: 25.000
Hülshorstweg 20 Frank Metzner
Fraunhofer IWS Dresden, Deutschland, S. 38
33415 Verl/Germany
Redaktion: Fortna/Journeys, USA, S. 40 – 43
Telefon: +49 (0) 5246 963-0
Gabriele Kerkhoff
info@beckhoff.de
Vera Nosrati
www.beckhoff.de
Telefon: +49 (0) 5246 963-140
redaktion@pc-control.net
www.pc-control.net
| 4 news PC-Control 01 | 2019 Hannover Messe 2019 Auf der Hannover Messe 2019 demonstriert Beckhoff, wel- XPlanar: fliegende Magnete mit sechs Freiheitsgraden chen Beitrag die PC- und EtherCAT-basierte Steuerungstech- nik zur Realisierung intelligenter Automatisierungskonzepte leistet. In fünf Technologieforen werden aktuelle Innovationen und Revolutionen vorgestellt: vom Transportsystem XPlanar mit freischwebenden Movern über EtherCAT G mit 1-GBit/s- Übertragungsrate bis zur neuen Kleinsteuerung CX7000 mit optimiertem Preis-Leistungs-Verhältnis. Mit dem Leitthema „Integrated Industry – Industrial Intelligence“ unterstreicht die Hannover Messe 2019 die zunehmende Bedeutung von künstlicher Intelligenz in Produktionsprozessen. Anhand ex- emplarischer Applikationsszenarien macht Beckhoff die Vor- teile des maschinellen Lernens erlebbar.
PC-Control 01 | 2019
|
news 5
EtherCAT G: ultimate I/O Speed bis 10.000 MBit/s Embedded-PC CX7000: die neue Einstiegsklasse mit 400-MHz-Prozessor
www.beckhoff.de/hannovermesse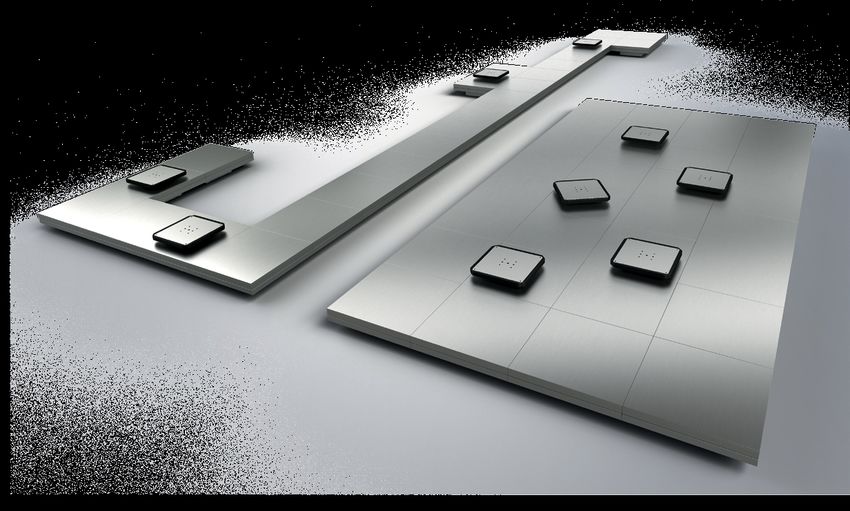
|
6 news PC-Control 01 | 2019
Messevorschau 2019
Automotive Testing Expo Ligna
Beckhoff präsentiert auf der Automotive Testing Expo seine hochpräzise, schnelle Auf der Ligna demonstriert Beckhoff die vielfältigen Vorteile einer integrierten
und robuste Messtechnik. Die optimale Verzahnung von Hard- und Softwaremo- Steuerung für Holzbearbeitungsmaschinen: Mit PC-based Control verfügen
dulen bietet eine vollständige Messkette: von der Anbindung aller gängigen Maschinenbauer über eine durchgängige Toolkette für PLC, Motion Control,
Sensoren an die I/O-Module über den Messtechnikfeldbus EtherCAT bis hin zu HMI, Safety, Bildverarbeitung und IoT. Alle Maschinenfunktionen − inklusive der
verschiedenen On-Premises-TwinCAT-Softwaremodulen und der Datenverarbei- vor- und nachgelagerten Prozesse − sind auf Basis der durchgängigen Hard- und
tung in der Cloud. Softwareplattform realisierbar. Mit TwinCAT IoT, standardisierten Schnittstellen
und Protokollen wie OPC UA bietet Beckhoff die optimale Voraussetzung zur
Realisierung von IoT- und Industrie-4.0-Konzepten.
www.beckhoff.de/automotive-testing-expo www.beckhoff.de/ligna
Sensor + Test
Mit einem umfangreichen Portfolio an Highend-Messtechnikmodulen in verschie-
denen Leistungsklassen, EtherCAT als Messtechnikbussystem sowie den TwinCAT-
Softwaremodulen zeigt Beckhoff auf der Sensor + Test seine durchgängigen
Messtechniklösungen für Prüfstand und Industrie. Neben der Integration von
Vision-Systemen sind auch die Cloud-Anbindung und Datenanalyse Bestandteile
der Gesamtsteuerung, sodass die erfassten Messdaten zentral in Netzwerken
oder Cloud-Systemen miteinander korreliert und analysiert werden können.
www.beckhoff.de/sensor-test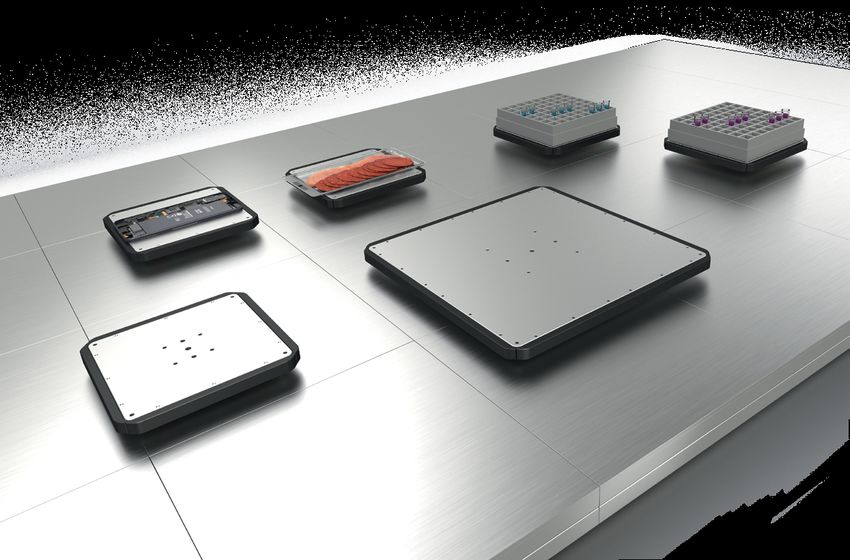
PC-Control 01 | 2019
|
news 7
Messerückblick 2018/2019
Messe-TV: www.beckhoff.de/sps
SPS IPC Drives
Messe-TV: www.beckhoff.de/ise Messe-TV: www.beckhoff.de/logimat
ISE LogiMat
| 8 interview PC-Control 01 | 2019 Interview mit Uwe Prüßmeier zum neuen Antriebssystem: „Flying Motion“ mit schwebenden Planarmovern XPlanar: Sechs Freiheitsgrade für maximale Flexibilität bei der Positionierung Mit XPlanar eröffnet Beckhoff neue Wege für eine maximale Freiheit und Vereinfachung bei der Konzeption von Maschinen und Anlagen. Möglich machen dies die frei beweglich über beliebig angeordneten Planarkacheln schwebenden Planarmover. Die kon- kreten Anwendungsvorteile der äußerst flexiblen, exakten und hochdynamischen Mover-Positionierung erläutert Uwe Prüßmeier, Senior Product Manager Drive Technology, im Interview.
PC-Control 01 | 2019
|
interview 9
Mit „Flying Motion“ ermöglicht XPlanar einen
berührungslosen und verschleißfreien Produkttransport.
– 6 Freiheitsgrade
– x, y, z Bewegung
– α, ß, γ Orientierung
Beim XPlanar-System schweben
Planarmover frei beweglich
über beliebig angeordneten
Planarkacheln.
|
10 interview PC-Control 01 | 2019
läufe beispielsweise durch die Einrichtung spezieller Wartezonen. Wichtig ist auch
das Überholen langsamerer Mover, um Teilprozesse parallel und schnell umsetzen
zu können. Hierbei lässt sich jeder Planarmover als einzelne Servoachse indivi-
duell steuern, bei Bedarf aber auch mit anderen Movern exakt synchronisieren.
Die Mover lassen sich insgesamt in sechs Freiheitsgraden bewegen.
Welche Vorteile ergeben sich daraus insbesondere an den jeweili-
gen Bearbeitungsstationen?
Uwe Prüßmeier: Die Mover können nicht nur an die Bearbeitungsstation fah-
ren, sondern auch in die Station hinein. Zudem können die Mover das Produkt
um alle drei Achsen drehen. So lässt sich das transportierte Produkt auf einfache
Weise von allen Seiten bearbeiten oder prüfen. Möglich ist auch ein geringes
Heben und Senken sowie Kippen des Movers. Das leichte Kippen eignet sich
z. B. ideal, um einen randvoll mit Flüssigkeit gefüllten Behälter dynamisch zu
beschleunigen, ohne dass dabei Flüssigkeit überschwappt.
So komplex die mit XPlanar möglichen Bewegungen sind, so einfach
ist das System aus Anwendersicht aufgebaut und einsetzbar. Was
sind hierbei die wichtigsten Aspekte?
Uwe Prüßmeier: Bei der Entwicklung war uns von Anfang an wichtig, dass
das System hochintegriert aufgebaut ist und der Anwender daher lediglich zwei
Kabelverbindungen – für EtherCAT-G-Datenkommunikation und Energieversor-
gung – stecken muss. Alle anderen Funktionalitäten sind bereits komplett im
Uwe Prüßmeier, Senior Product Manager Drive Technology: „Mit XPlanar eröffnen Modul integriert. Hinzu kommt die sehr kompakte Bauform, d. h. die Arbeitsflä-
sich völlig neue Möglichkeiten für den Maschinenbau – durch einen berührungslosen che über den einzelnen Planarkacheln liegt nur 4 cm über der darunterliegenden
Produkttransport mit einer echten zweidimensionalen Positionierung und zusätzlichen Tragkonstruktion.
Bewegungen in der dritten Dimension.“
Und die Auswahl der einzelnen XPlanar-Komponenten ist ebenso
einfach?
Was kennzeichnet XPlanar als neuartiges Antriebssystem für Uwe Prüßmeier: Ja, denn die 24 x 24 cm großen Planarkacheln dienen als
„Flying Motion“? einheitliches Basiselement, aus denen sich beliebige Flächen zusammenstellen
lassen. Neben dieser Standardkachel wird es zukünftig auch eine baugleiche
Uwe Prüßmeier: XPlanar ist ähnlich wie das lineare Transportsystem XTS Version geben, über der sich der Planarmover komplett um 360°, also auch
mehr als nur ein reines Antriebssystem. Es handelt sich vielmehr um eine endlos drehen kann. Die verfügbaren Mover unterscheiden sich lediglich in
komplette Lösung für den hochflexiblen Produkttransport. Bei XPlanar kommt ihrer Größe und damit in der jeweils zulässigen Traglast. Dies beginnt bei
im Vergleich zu XTS für die Bewegung die zweite Dimension hinzu und damit 95 x 95 mm für bis zu 0,4 kg Nutzlast und reicht derzeit bis 275 x 275 mm
beispielsweise das problemlose, systemintegrierte Überholen bzw. das Buffer- für maximal 6 kg Last.
bilden oder -umfahren in der Fläche. Von besonderem Vorteil ist zudem das
Prinzip der schwebenden Planarmover, die sich naturgemäß berührungslos und Für eine einfache Handhabung ist auch die Software TwinCAT
damit geräuschlos und völlig verschleißfrei bewegen. entscheidend. Welcher Aspekt steht hierbei im Vordergrund?
Welche Funktionalitäten stehen für die Umsetzung von Bewegungs- Uwe Prüßmeier: Hauptziel ist die einfache Handhabbarkeit des Planarmotor-
aufgaben konkret zur Verfügung? systems für den Anwender. Hierfür stellt TwinCAT die Planarmover als einfache
Servoachsen dar – prinzipiell mit all ihren sechs Freiheitsgraden. Da aber in der
Uwe Prüßmeier: Letztendlich wird ein Produkt immer von A nach B, von B Praxis nicht immer bzw. nicht in allen Bereichen des XPlanar-Systems diese hohe
nach C, von C nach D usw. transportiert, also von einer Bearbeitungsstation Flexibilität eines 6-Achsers erforderlich ist, bietet TwinCAT die Möglichkeit, diese
zur nächsten. Durch XPlanar müssen diese Stationen nun nicht mehr in einer Komplexität zu reduzieren. Hierfür stellt TwinCAT für den Anwender jeden Mover
Linie angeordnet sein und auch die Reihenfolge muss nicht mehr eingehalten als eindimensionale Achse dar, die optional – z. B. beim Erreichen von Bearbei-
werden. Das Produkt kann also ganz individuell nur die Stationen anfahren, die tungsstationen – die Möglichkeit für Bewegungen in weiteren Dimensionen wie
für die Bearbeitung gebraucht werden. XPlanar eröffnet mit der Erschließung der Heben, Kippen und Drehen bietet. Es reicht also zunächst die reine Definition
zweiten Dimension zahlreiche weitere Optionen. Dazu zählen das Ausschleusen der gewünschten Fahrstrecke – des Tracks – auf der XPlanar-Fläche aus, was die
bestimmter Mover aus dem Produktionsfluss und das Optimieren der Prozessab- Handhabung deutlich vereinfacht.PC-Control 01 | 2019 interview 11
|
Wie wichtig ist das TwinCAT Track Management für die Umsetzung Uwe Prüßmeier: Auch hier steht die Flexibilität im Vordergrund. Aus den
komplexerer Bewegungsabläufe? beliebig anreihbaren Kacheln lässt sich das XPlanar-System optimal ent-
sprechend den jeweiligen Applikationsanforderungen auslegen – beliebig
Uwe Prüßmeier: Die maximale Flexibilität von XPlanar liegt insbesondere hinsichtlich der Flächenform und sogar für eine Wand- oder Deckenmontage.
darin begründet, dass der Produkttransport nicht nur auf die gerade ge- So kann man beispielsweise in der Fläche einfach passende Lücken für die
nannten einzelnen Tracks festgelegt ist. Es können weitere Tracks definiert Bearbeitungsstationen vorsehen oder eine Strecke in Bahnform um Anlagen-
werden und die Mover zwischen diesen wechseln. Damit das Handling für teile herumführen. Auf diese Weise lässt sich das Transportsystem kostenop-
den Anwender aber auch bei mehreren Strecken einfach beherrschbar bleibt, timiert aufbauen und die Baugröße der Maschine minimieren. Zudem ist die
bietet TwinCAT mit dem Track Management ein äußerst komfortables Tool für nachträgliche Änderung des Planarmotorsystems einfach möglich, indem
die entsprechend komplexen Bewegungsabläufe. Beispiele sind das Überho- ganz nach Bedarf einige Planarkacheln hinzugefügt werden – z. B. um neue
len von langsameren Movern auf der bisherigen Strecke oder das Aufstauen Bearbeitungsstationen zu ergänzen oder zusätzlichen Raum für optimierte
in vorgegebenen Wartebereichen. Hierfür lassen sich auf der XPlanar-Fläche Kurvenfahrten zu gewinnen.
parallele Bahnen, Bypass-Strecken oder Tracks zu weiteren Anlagenbereichen
definieren. Über das Track Management kann dann ein Mover einfach zur Wie kann der Anwender denn dieses immense Innovationspotenzial
Laufzeit über ein kurzes Parallelteilstück zweier Tracks ruckfrei von einem bestmöglich für sich erschließen?
zum anderen Track wechseln. Dafür reicht der Befehl zum Trackwechsel aus,
ohne dass sich der Anwender um Details wie z. B. Ein- und Ausfädeln und Uwe Prüßmeier: XPlanar eröffnet neue Wege für das Maschinen- und Anlagen-
Kollisionsvermeidung kümmern muss. Hinzu kommt die Möglichkeit der völlig design. Da der Anwender die neuen Möglichkeiten zunächst „begreifen“ muss
freien, von festgelegten Tracks unabhängigen Positionierung. Dazu wird der – im Sinn des Wortes –, beginnen wir die Markteinführung wie schon bei XTS
Mover über das Track Management einfach zu einer bestimmten Koordinate mit definierten, einfach in Betrieb zu nehmenden Starterkits. Diese umfassen
der XPlanar-Fläche geschickt – natürlich ebenfalls ohne die Gefahr einer Kol- sechs oder zwölf auf einem Traggestell installierte Planarkacheln, vier Mover
lision mit anderen Movern. sowie einen kleinen Schaltschrank mit dem passenden Industrie-PC inkl. vor-
installierter Software und den erforderlichen elektrischen Komponenten. Damit
Welche Vorteile bietet der Aufbau der XPlanar-Fläche aus einzelnen erhält der Maschinenbauer die ideale – später auch für die reale Anwendung
Kacheln für den Anwender? nutzbare – Grundlage, um XPlanar für sein Anwendungsumfeld zu testen. Hinzu
Das XPlanar-System eignet sich hochflexibel
für unterschiedlichste Transportaufgaben
in den vielfältigsten Anwendungsbereichen bis
hin zur Pharma- und Lebensmittelindustrie.|
12 interview PC-Control 01 | 2019
kommt, dass ein solches vorkonfiguriertes System bei aufkommenden Fragen Uwe Prüßmeier: Das Exponat hat sehr großes Besucherinteresse geweckt und
den Support durch Beckhoff erheblich beschleunigt. direkt viele potenzielle Anwendungen gefunden. Denn zahlreiche Anwender
suchen schon seit Jahren nach einer entsprechend flexiblen Lösung für ihre
Für welche Maschinenbaubranchen bzw. Anwendungsbereiche eig- Transportprobleme innerhalb der Fertigungsanlagen. Dazu ein Beispiel aus dem
net sich XPlanar? Lebensmittelbereich: Bei der Produktion von hochwertigen Süßwaren gibt es
immer leichte Abweichungen z. B. hinsichtlich der Farbe des Schokoüberzugs.
Uwe Prüßmeier: Für den Einsatz in Produktionsmaschinen und -anla- Das ist an sich nicht problematisch, insofern kein Unterschied in der einzelnen
gen gibt es nahezu keine Einschränkungen. Voraussetzung ist lediglich, Packung auftaucht. Bei einer Produktion von 100 Pralinen pro Minute ist es
dass das Produkt hinsichtlich Gewicht und Volumen vom Planarmover allerdings nicht einfach, auf konventionelle Weise jeweils 10 gleichfarbige
transportiert werden kann. Dann stehen alle Vorteile des hochflexiblen Produkte für jede Packung auszuwählen. Dazu müssten zahlreiche Pick-and-
Positionierens offen. Besonders interessant ist dies für Bereiche, in de- Place-Roboter alle Pralinen prüfen und passend sortieren, was allerdings viel
nen erhöhte Anforderungen an Sauberkeit bzw. Reinigbarkeit sowie an Zeit, Stellfläche und Durchsatzgeschwindigkeit kosten würde. Mit den auf einer
Emissionsfreiheit und Geräuscharmut gestellt werden. Dies betrifft die Fläche individuell steuerbaren Planarmovern lässt sich dies viel effizienter lösen.
gesamte Lebensmittel- und Pharmaindustrie, aber auch den Laborbereich So können sich die eine Praline transportierenden Mover am Ende der Produk-
sowie Vakuumanwendungen z. B. in der Halbleiterfertigung. Die beiden tionsanlage einfach entsprechend der passenden Farbnuance sortieren. Oder im
letztgenannten Sparten profitieren in besonderem Maß von dem schwe- Fall eines für den Transport ganzer Schachteln konzipierten Movers wird für die
benden und damit abrieb- und kontaminationsfreien Produkttransport. Produktaufnahme automatisch immer der Ausstoßpunkt der Anlage mit der pas-
Außerdem kann XPlanar vom Anwender je nach Applikationsanforderung senden Schokoladenfarbe angesteuert. Beides ist deutlich schneller und vor al-
u. a. mit Kunststoff- oder Edelstahlfolie bzw. einer Glasplatte beschichtet lem platzsparender realisierbar als beispielsweise die erwähnte Roboterlösung.
und dadurch sehr leicht und rückstandsfrei gereinigt werden.
Gibt es weitere aktuelle Beispiele, bei denen die hohe Flexibilität
XPlanar wurde auf der Nürnberger Fachmesse SPS IPC Drives im von XPlanar entscheidend ist?
November 2018 erstmals gezeigt. Wie war das Feedback der Messe-
besucher zu dieser Innovation? Uwe Prüßmeier: Es gibt bereits konkrete Anfragen aus der Laborautomatisie-
rung, für die eine maximal flexible Analyse von besonderem Interesse ist. Zwar
Die Planarkacheln lassen sich nicht nur zu einer Rechteckfläche (rechts), sondern auch
zu einer anwendungsspezifisch ausgelegten Struktur (links) anreihen.PC-Control 01 | 2019 interview 13
|
werden die Proben größtenteils auf die gleichen Inhaltsstoffe untersucht, aber
im Sinne der individualisierten Diagnostik muss man auch bestimmte seltene
Analysen durchführen können. Mit XPlanar lassen sich auch mit den Methoden
der Massenanalytik sehr gut individualisierte Proben ziehen und z. B. durch das XPlanar –
einfache Ausschleusen bzw. Ersetzen einzelner Proben zusätzliche Vorteile für
die Qualitätssicherung generieren. Und in der Kosmetikindustrie besteht eben-
technische Daten Planarmover
falls ein entsprechender Bedarf. So sollen in einem konkreten Anwendungsfall
Duftstoffe in kundenspezifisch auswählbaren Flakons abgefüllt sowie individuell –– max. Geschwindigkeit: 4 m/s
bedruckt und verpackt werden. –– max. Beschleunigung: 20 m/s2 (ohne Nutzlast)
–– vier Movergrößen: 95 x 95 mm, 155 x 155 mm, 155 x 275 mm
In welcher Hinsicht unterscheiden sich die beiden Transportsysteme und 275 x 275 mm
XPlanar und XTS in der Anwendung? –– Moverdicke: 12 mm
–– max. Nutzlast (größter Mover): 6 kg (bei geringer Geschwindigkeit)
Uwe Prüßmeier: Das Hauptunterscheidungsmerkmal ist, dass XPlanar ohne –– Flughöhe ohne Nutzlast: 5 mm
mechanische Führungsschiene für die Mover auskommt und somit die erwähnte –– Flughöhe mit 1 kg Nutzlast: 1 mm
höhere Flexibilität in der Bewegung bietet. Diese mechanische Zwangsführung –– max. Drehwinkel (±): 360°, ±15°
ist aber gleichzeitig auch ein Vorteil von XTS. Denn verglichen mit der magne- –– max. Neigungswinkel: 5°
tischen Gegenkraft bei den Planarmovern ermöglicht eine Führungsschiene bei
Kurvenfahrten eine deutlich höhere Dynamik und gerade bei sehr engen Kurven
auch mit Nutzlast eine höhere Geschwindigkeit. Dementsprechend gibt die
jeweilige Anwendung vor, welches System sich am besten eignet. XPlanar und
XTS ergänzen einander also ideal. weitere Infos unter:
www.beckhoff.de/xplanar
Das Interview führte Stefan Ziegler, Editorial Management PR, Beckhoff
Die Planarmover können sich auf verschiedensten
Bahnen über die XPlanar-Fläche bewegen und auch
von einer auf eine andere Strecke wechseln.| 14 products PC-Control 01 | 2019
PC-Control 01 | 2019
|
products 15
TwinCAT-3-Kleinsteuerung erhöht weiter die Skalierbarkeit von PC-based Control
Embedded-PC CX7000:
Die neue Einstiegsklasse mit 400-MHz-Prozessor
und integrierten Multifunktions-I/Os
Mit dem Embedded-PC CX7000 steht die komfortable und leistungsfähige TwinCAT-3-Welt nun auch für Kleinsteuerungen
zur Verfügung. Damit wird die Skalierbarkeit der PC-basierten Steuerungstechnik von Beckhoff – von der Mini-SPS bis hin
zum Manycore-Industrie-PC – weiter erhöht. Ein moderner 400-MHz-Prozessor und integrierte, konfigurierbare I/Os ergeben
hierbei ein optimales Preis-Leistungs-Verhältnis.|
16 products PC-Control 01 | 2019
„Mit dem CX7000 stehen nun
auch dem Anwender von
Kleinsteuerungen alle Vorteile
von TwinCAT 3 und der
EtherCAT-Gerätevielfalt offen.“
Ralf Vienken, Senior Product Manager
Fieldbus Systems and Embedded PC
Der Embedded-PC CX7000 ist mit einem ARM-Cortex™-M7-Prozessor (32 Bit,
400 MHz) ausgestattet und bietet damit eine für den Kleinsteuerungsbereich
hohe Rechenleistung. Zudem lassen sich alle Vorteile der Softwaregeneration
TwinCAT 3 nutzen. Weiterhin trägt die mit 49 x 100 x 72 mm äußerst kompakte
Bauform zur optimalen Skalierbarkeit von PC-based Control für typische Klein-
steuerungsanwendungen mit minimalem Footprint bei.
Ein sehr gutes Preis-Leistungs-Verhältnis ergibt sich durch die bereits integrier-
....
ten Multifunktions-I/Os:
8 digitale Eingänge, 24 V DC, Filter 3 ms, Typ 3
4 digitale Ausgänge, 24 V DC, 0,5 A, 1-Leitertechnik
Diese integrierten Multifunktions-I/Os lassen sich über TwinCAT 3 für andere
Betriebsarten (Modi) konfigurieren, sodass auch schnelles Zählen oder die Ana-
..
logwertverarbeitung ermöglicht wird:
Zähler-Modus: 1 x Zählimpuls-Digitaleingang 100 kHz, 1 x Digitalein-
.. gang Zählrichtung Auf/Ab, 2 x Zähler-Digitalausgang
Inkremental-Encoder-Modus: 2 x Digitaleingang für 100-kHz-Encoder-
.. Signal, 2 x Encoder-Digitalausgang
Analog-Signal-Modus: 2 x Digitaleingang konfiguriert als Analogein-
.. gang 0 … 10 V, 12 Bit
PWM-Signal-Modus: 2 x Digitalausgang konfiguriert für PWM-Signal
Sollen weitere elektrische Signale verarbeitet werden, kann der CX7000 er-
gänzend zu den integrierten I/Os bedarfsgerecht und äußerst flexibel durch
EtherCAT-Klemmen oder Busklemmen erweitert werden.
Der Embedded-PC verfügt über 512 MB MicroSD-Flash-Speicher (optional 1 GB,
2 GB, 4 GB oder 8 GB) und eignet sich für Betriebstemperaturen von -25 bis
+60 °C. Ein Ethernet-Interface (10/100 MBit/s, RJ45) dient als Programmier- Der Embedded-PC CX7000 verfügt über ein
schnittstelle. Damit kann der CX7000 optimal als kompakte und kostengünstige internes EtherCAT-Interface und erschließt damit
Stand-alone-Kleinsteuerung eingesetzt werden. In der Version CX7080 lässt sich erstmals für den Kleinsteuerungsbereich das extrem
zudem über das zusätzliche serielle Interface (RS232/RS485) ein Gerät anschlie- breite Spektrum an Beckhoff- und Drittkomponenten
ßen, wie z. B. ein Display, Scanner oder Wägesystem. für diesen weltweit etablierten Standard.PC-Control 01 | 2019 products 17
|
weitere Infos unter:
www.beckhoff.de/cx7000
Produktankündigung
Voraussichtliche Markteinführung: 3. Quartal 2019|
18 products PC-Control 01 | 2019
C6032: leistungsstarker und
modularer Ultra-Kompakt-IPC
Der nur 129 x 133 x 104 mm große Industrie-PC C6032
erweitert die Reihe der Ultra-Kompakt-IPCs um ein leis-
tungsstarkes, modular aufgebautes Gerät. Hierzu ergänzt
er den Ein-Platinen-Industrie-PC C6030 um eine weitere
Platinenebene für modulare Schnittstellen und Funktions-
erweiterungen. Somit lässt sich das Gerät über kompakte
PCIe-Module optimal an die jeweiligen Applikationsanfor-
derungen anpassen. Mit Intel®-Core™-i-Prozessoren der
sechsten und siebten Generation – bis hin zum Core™ i7
mit vier Kernen à 3,6 GHz – ist der C6032 für umfangreiche
Achssteuerungen, aufwändige HMI-Applikationen, extrem
kurze Zykluszeiten oder großvolumiges Datenhandling prä-
destiniert.
www.beckhoff.de/c6032
CX5230/40: kompakte und modulare Embedded-PC-Serie
mit neuesten Intel®-Atom™-Prozessoren
Die hutschienenmontierbaren, lüfterlosen Embedded-PCs der Serie
CX52xx sind mit den neuesten Intel®-Prozessoren der Atom™-X-
Serie ausgestattet. Die Reihe umfasst zwei Geräte, die sich durch
Prozessortyp und RAM-Ausstattung voneinander unterscheiden:
– CX5230: Intel®-Atom™-CPU (1,3 GHz, 2 Cores),
4 GB DDR4-RAM
– CX5240: Intel®-Atom™-CPU (1,6 GHz, 4 Cores),
8 GB DDR4-RAM
Damit bietet diese Ergänzung der bestehenden CX5000-Baureihe
echte Mehrkern-Technologie im Segment der kompakten Embedded-
PCs. Die Hardware-Schnittstellen sind bei dieser neuen Serie wie bei
der Baureihe CX5000 ausgeführt. Zusätzlich kann allerdings über den
hochpoligen Anschluss auf der linken Geräteseite noch ein System-
oder Feldbusmodul der CX2000-Familie angesteckt werden, sodass
sich die CX52xx-Geräte modular an die jeweiligen Applikationsanfor-
derungen anpassen lassen.
www.beckhoff.de/cx52xx
Produktankündigung
Voraussichtliche Markteinführung: 2. Quartal 2019PC-Control 01 | 2019 products 19
|
Steckverbinder für
One Cable Automation
auch in Baugröße B40
Die für die One Cable Automation (OCA) mit höheren Leis-
tungsanforderungen an eine Einkabellösung entwickel-
ten Steckverbinderfamilien ENP und ECP kom
bi
nieren
EtherCAT bzw. EtherCAT P mit zusätzlichen Leistungsadern
im Kabel. Ergänzend zu den bisher verfügbaren Baugrö-
ßen B12 bis B36 gibt es nun auch B40-Ausführungen
(Aderquerschnitt 16 mm2). Die Powerkontakte der B40-
Hybridsteckverbinder verfügen über eine Stromtragfähigkeit
von jeweils bis zu 72 A. Es können damit Anwendungsfälle
bis zu 630 V AC/850 V DC abgedeckt werden. Neben den
Konfektionen umfasst das flexible B40-Produktportfolio
auch Steckverbinder für die Feldinstallation sowie die dazu-
gehörige Meterware.
www.beckhoff.de/ecp-enp
EL2634: extrem hohe Schaltungs EL2596: flexible und hochpräzise
dichte für Relaisausgänge LED-Ansteuerung für Vision-Applikationen
Die 4-Kanal-Relais-Ausgangs- Die LED-Ansteuerungsklemmen der Serie EL2596
klemme EL2634 verfügt über enthalten ein flexibles Netzteil, das die LED mit
vier Relais mit je einem Ein- dem gewünschten Strom und der gewünschten
zelkontakt und ist mit poten Spannung versorgt. Somit sind Anwendungen von
zialfreien Kontakten ausgestat- Dauerlicht bis hin zu kurzen Lichtpulsen im kHz-
tet. Der Relais-Kontakt ist bis Bereich möglich. Jeder Einzelblitz kann per Distri-
250 V AC bzw. 30 V DC nutzbar. buted-Clocks/Timestamp von der Steuerung kont-
Bei 250 V lassen sich trotz der rolliert ausgelöst werden. Die EtherCAT-Klemmen
äußerst kompakten Bauform verfügen über einen Triggereingang für die direkte
vier mal 4 A AC/DC pro Kanal Ansteuerung durch die Kamera sowie über einen
schalten. Der Signalzustand der Triggerausgang, um Kameras auszulösen. Hinzu
EtherCAT-Klemme wird durch kommt eine hochwertige und schnelle Strom- und
Leuchtdioden angezeigt. Spannungsregelung, sodass beispielsweise Zei-
lenkameras eine konstante Beleuchtung erhalten.
Umfangreiche Echtzeit-Diagnose erlauben eine de-
taillierte Kontrolle der LED-Lichtstärke. Somit sind
auch Überblitz-Anwendungen mit kurzen Hoch-
strompulsen durch die LED möglich. Wenn ein
vorgebbarer Lastkorridor verlassen wird, schaltet
sich die LED-Ansteuerungsklemme zum Schutz der
LED rückstellbar ab.
www.beckhoff.de/el2634 www.beckhoff.de/el2596
Produktankündigung
Voraussichtliche Markteinführung: 2. Quartal 2019|
20 products PC-Control 01 | 2019
AM87xx: eloxierte Servomotoren im Hygienic Design
Die eloxierten Servomotoren der Serie AM87xx kombinieren die Vorteile der thermischen Leitwerts. Daher ergibt sich gegenüber den Standard-Servomo-
hochdynamischen AM8000-Standard-Servomotoren mit den Anforderungen toren keine reduzierte Motorleistung. Das Aluminiumgehäuse ist im Vergleich
der Verpackungs- und Lebensmittelindustrie. Wie die AM88xx-Reihe erfüllen zum Edelstahlgehäuse sehr leicht und bietet somit einen weiteren Vorteil
auch die AM87xx-Motoren die Anforderungen des Hygienic Designs und sind z. B. bei mitfahrenden Achsen. Die in den Flanschgrößen F3 bis F6 in je drei
daher insbesondere für den Einsatz in der Lebensmittel-, Pharma- und Che- Baulängen angebotenen AM87xx-Motoren verfügen standardmäßig am Mo-
mieindustrie geeignet. Das speziell behandelte Aluminiumgehäuse hält auch torgehäuse über die Schutzart IP 69K (exklusive Wellenabgang) und können
rauen Betriebsbedingungen stand, und zwar ohne Beeinträchtigung des guten optional mit Sperrluftanschluss gegen Kondensatbildung ausgestattet werden.
www.beckhoff.de/am87xx
Produktankündigung
Voraussichtliche Markteinführung: 2. Quartal 2019
Tubularmotor: präzise und dynamische Linear
bewegungen ohne zusätzliche mechanische Elemente
Der eisenlose Tubularmotor AA2518 führt eine
translatorische Bewegung (bis zu 600 mm) auf-
grund des nicht vorhandenen Coggings extrem ru-
hig aus und benötigt keine weiteren mechanischen
Übertragungselemente, wie z. B. eine Spindel oder
Zahnstange. Erreichen lassen sich eine Spitzenkraft
von 1.050 N und eine Beschleunigung von 8 m/s2.
Zudem werden durch die absolut spielfreie Anbin-
dung an die Mechanik höchste Anforderungen an
Präzision und Dynamik erfüllt. Somit ist der Tubu-
larmotor ideal geeignet für den Einsatz z. B. in der
Verpackungsindustrie oder der Werkzeugmaschi-
nenbranche. Die einfache Montage sowie die durch
den Wegfall der Mechanik gegebene Spiel- und
Verschleißfreiheit sind weitere Vorteile.
www.beckhoff.de/aa2518
Produktankündigung
Voraussichtliche Markteinführung: 2. Quartal 2019PC-Control 01 | 2019 products 21
|
Neue USV-Serie mit Kommunikationsfähigkeit
Mit der neuen USV-Serie CU81xx können alle Beckhoff-Komponenten aus- fen oder die USVs konfigurieren. Die Reihe umfasst eine kapazitive (0,9 Wh)
gestattet und abgesichert werden. Eine Besonderheit der Baureihe ist ihre und zwei batteriegestützte Geräte (15 und 30 Wh) – je nach Ausführung mit
Kompatibilität und Kommunikationsfähigkeit zu allen bestehenden Industrie-, Doppelschicht-Folienkondensatoren oder Nickel-Metallhydrid-Batterien. Bei
Panel- und Embedded-PCs. Als Kommunikationsschnittstelle kann USB 2.0 oder den batteriegestützten Varianten sind die Batteriezellen leicht zugänglich und
UPS-OCT (wenn vom IPC unterstützt) als Einkabellösung via 24-V-DC-Leitung können daher ausgewechselt werden, ohne dass die USV demontiert oder von
genutzt werden. Darüber lassen sich Statuswerte für Diagnosezwecke abru- der Hutschiene genommen werden muss.
www.beckhoff.de/cu81xx
TwinCAT: XTS Extension um Track Management erweitert
Die erweiterte Softwarefunktionalität Track Management der TC3 XTS Ex- geschlossenen System ausschleusen bzw. gegen einen anderen austauchen, um
tension ermöglicht es, für das eXtended Transport System (XTS) eine nahezu z. B. automatische Werkzeugwechsel und schnelle Formatwechsel zu realisieren.
unbegrenzte Anzahl an Tracks mit unterschiedlichen Längen zu kombinieren. Mit einer so realisierten Weichenfunktion können Mover flexibel zwischen zwei
Motormodule können damit über kundenspezifische mechanische Konstruk- oder mehreren Systemen wechseln, um so optionale Arbeitsstationen einfach
tionen zwischen verschiedenen XTS-Strecken bewegt werden und zusätzlich einzubinden. Weitere Anwendungen sind Puffer oder Produktspeicher im Hoch-
im laufenden Betrieb zwischen den Strecken wechseln. Als eines von vielen regallager sowie das Umsortieren von Produkten.
Anwendungsbeispielen lässt sich mit dieser Funktionalität ein Mover aus einem
www.beckhoff.de/tf5850
Produktankündigung
Voraussichtliche Markteinführung: 2. Quartal 2019|
22 products PC-Control 01 | 2019
Panel-PC
EtherCAT P
Versorgungsmodul
AMP8620
Mit dem Versorgungsmodul AMP8620 in
Schutzart IP 65 ist eine komplett schalt-
schranklose Antriebstechnik möglich
AMP8620: IP-65-Versorgungsmodul erweitert das dezentrale Servoantriebssystem AMP8000
Schaltschranklose Antriebstechnik
durch konsequente Dezentralisierung
Das dezentrale Servoantriebssystem AMP8000 unterstützt optimal die Umsetzung modularer Maschinenkonzepte. Mit dem neuen
in hoher Schutzart ausgeführten Versorgungsmodul AMP8620 lässt sich nun sogar das gesamte System direkt in die Maschine
verlagern, d. h. durch konsequente Dezentralisierung eine komplett schaltschranklose Antriebstechnik realisieren. Dies spart
maximal Material, Platzbedarf, Kosten und Montageaufwand.
Reduzierte sich der Anschluss der AMP8000-Antriebe an den Schaltschrank mit zum Systemausbau benötigte weitere Versorgungsmodule kontaktiert werden
den Koppelmodulen bisher schon auf nur eine Leitung, entfällt diese beim Ein- können. Das im Versorgungsmodul integrierte sichere 24-V-Netzteil sorgt dafür,
satz des Versorgungsmoduls AMP8620 komplett. Durch den damit entfallenden dass die Logik-Spannungsversorgung das zulässige Niveau nicht überschreitet.
Schaltschrank werden der Stellflächenbedarf und der Verkabelungsaufwand für Integrierte Zwischenkreiskondensatoren speichern die regeneratorische Energie
die gesamte Maschine nochmals reduziert. Zudem entstehen keine Aufwendun- des gesamten Systems und stellen diese anschließend für Beschleunigungsvor-
gen für die ansonsten erforderliche Schaltschrankklimatisierung. gänge wieder zur Verfügung. So ist sichergestellt, dass die zugeführte Energie
bestmöglich genutzt wird.
Das AMP8620-Modul wird direkt an das Versorgungsnetz angeschlossen. Es
enthält alle hierfür benötigten Schaltungsteile wie Netzfilter, Gleichrichter weitere Infos unter:
und Ladeschaltung für die integrierten Zwischenkreiskondensatoren. An das www.beckhoff.de/amp8620
Versorgungsmodul lassen sich wahlweise weitere Verteilermodule oder dezen- Produktankündigung
trale Servoantriebe AMP8000 anschließen. Das AMP8620 verfügt über zwei Voraussichtliche Markteinführung:
EtherCAT-P-Ausgänge, über die entweder EtherCAT-P-Module versorgt oder 3. Quartal 2019PC-Control 01 | 2019 products 23
|
Das leistungsfähige Multicore-Oszilloskop TwinCAT Scope lässt sich durch einen
OPC UA-Kommunikationskanal – als ein Charting-Tool für mehrere Datenquellen –
sowohl mit der Beckhoff-Steuerungstechnik als auch für 3rd-Party-Komponenten in
heterogenen Steuerungssystemen nutzen.
TwinCAT Scope meets OPC UA
Vor dem Hintergrund von Industrie 4.0 und Big Data gewinnt die Erfassung von Maschinendaten immer mehr an Bedeutung.
Diese Informationen müssen nicht nur performant und übersichtlich dargestellt werden, sondern neben der eigentlichen Maschi-
nensteuerung auch viele weitere intelligente Komponenten abdecken. Eine solche durchgängige Datenerfassung in heterogenen
Systemumgebungen einer Maschine wird von TwinCAT Scope optimal unterstützt. Denn über einen standardisierten OPC UA-
Kommunikationskanal lassen sich mit diesem Charting-Tool sowohl Daten von TwinCAT-Steuerungen als auch von 3rd-Party-
Komponenten analysieren.
TwinCAT 3 Scope besteht aus dem Scope View für die grafische Darstellung Der im TwinCAT Engineering für die Verwaltung der verbundenen Datenquellen
der Signalverläufe und dem Scope Server, welcher für die eigentliche Datenauf- zuständige TwinCAT Target Browser ist ebenfalls um OPC UA erweitert worden.
zeichnung verantwortlich ist. Der Scope Server kann für Aufzeichnungen – auch Er ermöglicht das Browsen in den Namespace der verbundenen OPC UA Server.
ohne die View-Komponente – autark auf einem Zielgerät oder remote auf dem So selektiert man die gewünschten Variablen, welche vom Scope Server auf-
entsprechenden Engineeringsystem zusammen mit Scope View installiert wer- gezeichnet werden sollen. Bereits hier ist optional der Zugang über Zertifikate
den. Die zweite Lösung bietet den Vorteil, dass keine Zusatzsoftware auf dem konfigurierbar.
Zielgerät installiert werden muss. Folglich sind keine Updates an TwinCAT-Steu-
erungen notwendig und Geräte ohne TwinCAT müssen ebenfalls nicht verändert Mit TwinCAT 3 Engineering werden immer ein Scope View und ein lokaler Scope
werden, um deren Daten grafisch im Scope View darzustellen. Server installiert. Beide Komponenten sind in der Basisversion, in der man auch
die Kommunikation über OPC UA testen kann, lizenzkostenfrei. Letztendlich eig-
Herstellerunabhängige und sichere Datensammlung per OPC UA net sich das bewährte Charting-Tool – u. a. mit Features wie Multicore-Support
Für die Aufzeichnung von Messsignalen verfügt der Scope Server jetzt nicht nur sowie Trigger, Chart-Synchronisation und vielen Zoom-Funktionen – durch die
über einen TwinCAT-spezifischen ADS-Kanal, sondern auch über einen weiteren aktuellen Erweiterungen im Bereich der Kommunikation für eine noch größere
standardisierten Kommunikationskanal. Dieser ist als OPC UA Client realisiert. Nutzergruppe und noch vielfältigere Anwendungsszenarien.
Die weite Verbreitung von OPC UA in der Automatisierungstechnik ermöglicht
TwinCAT Scope herstellerunabhängig das Sammeln und Darstellen von Mess-
daten. Durch OPC UA ist dies zuverlässig und vor allem durch die Nutzung von weitere Infos unter:
Zertifikaten sicher umsetzbar. www.beckhoff.de/twincat-3-scope| 24 interview PC-Control 01 | 2019
|
24 interview PC-Control 01 | 2019 PC-Control 01 | 2019 interview 25
|
PC-basierte Steuerungstechnik der letzten 20 Jahre
Der Blick zurück und nach vorn
Hans Beckhoff gibt im Interview mit Günter Herkommer, Chefredakteur der Fachzeitschrift
Computer & Automation, einen Rückblick auf die letzten 20 Jahre in der PC-basierten
Steuerungstechnik sowie einen Ausblick auf zukünftige Entwicklungen.
Herr Beckhoff, Ende der 90er Jahre wurde in den Fachzeitschriften Hans Beckhoff: Wir waren schon optimistisch und wussten, dass wir etwas
die große Diskussion geführt: Setzt sich der Industrie-PC in der Gutes auf die Beine gestellt hatten. Aber dass wir mit EtherCAT eine Art Welt-
Industrieautomation durch und stirbt damit die klassische SPS? standard definieren, war uns zu dem Zeitpunkt nicht bewusst. Wie so oft in un-
Ersteres ist eingetreten, die SPS lebt trotzdem noch. Wie resümie- serer Firmengeschichte sind wir hier im Glauben an die eigene Stärke mit einem
ren Sie die letzten 20 Jahre Steuerungstechnik? gewissen ‚naiven‘ Optimismus vorangeschritten und haben diese Technologie
aus eigener Überzeugung heraus entwickelt.
Hans Beckhoff: In zwei Jahrzehnten ändert sich sehr viel. Gerade in der Auto-
matisierungstechnik gibt es jedes Jahr spannende, neue Innovationen – manch- Bereits zum damaligen Zeitpunkt waren wir allerdings sehr erfahrene Feldbus-
mal sogar revolutionäre; die eigentliche Auswirkung auf den Markt sehen wir Experten: Zum einen hinsichtlich eigener Kommunikationssysteme, die wir
aber in der Regel erst mit zehn Jahren Verspätung. früher schon in den Markt gebracht hatten. Zum anderen kannten wir aber
auch alle anderen Feldbussysteme – im Wesentlichen den CAN-Bus sowie den
Wir bei Beckhoff haben bereits 1986 den ersten Industrie-PC geliefert, sprich Profibus. Im Vergleich zu all diesen vorhandenen Lösungen stellte die Ent-
seither gibt es bei uns PC-basierte Steuerungstechnik. Und schon 1990 wurde wicklung von EtherCAT letztlich einen wahren Quantensprung dar: Einerseits
mir im Rahmen unseres ersten Auftritts auf der Hannover Messe von Journalis- in puncto Performance, die wir dahingehend optimiert hatten, dass wir mit
ten die Frage gestellt, wie lange denn die SPS noch lebt? Als junger Ingenieur einem einzigen Ethernet-Telegramm scheibchenweise Informationen von vielen
lehnte ich mich zurück und sagte: Noch fünf Jahre – damals eine unheimlich Teilnehmern aus dem Feld einsammeln können. Andererseits bauten wir von
lange Zeit für meine Verhältnisse! Anfang an Distributed Clocks – sprich verteilte Uhren – ein, um eine absolut
genaue Systemzeit in ein Automatisierungssystem zu integrieren. Ein weiteres
Als mir dieser Journalist 1995 wiederum dieselbe Frage stellte, ging es Beckhoff Novum war: Damals musste – was heute schon fast in Vergessenheit geraten ist
zwar gut und wir waren wunderbar gewachsen mit unserer Technik – im Markt – jeder Bus über eine Masterkarte verfügen. Mit EtherCAT war diese nun nicht
insgesamt machte die PC-basierte Steuerungstechnik aber einen verschwindend mehr erforderlich, sondern man konnte das System an einem ganz normalen
geringen Anteil aus. Dies hängt zum einen mit der eingangs angesprochenen Ethernet-Port betreiben.
Zeitkonstante zusammen. Zum anderen gibt es natürlich bei den großen An-
bietern der Steuerungstechnik auch ein gewisses Beharrungsvermögen, um bei Nach den ersten positiven Reaktionen aus dem Markt entschlossen wir uns
erprobter Technik – wie eben der SPS-Technologie – zu bleiben. schließlich dazu, die EtherCAT-Technologie offen zur Nutzung zur Verfügung
zu stellen. In diesem Zusammenhang wurde die EtherCAT Technology Group
Ungeachtet dessen sind wir überzeugt, dass die IPC-Technologie die bei weitem gegründet. Das Freigeben der Technologie hat sicherlich wesentlich zum welt-
leistungsfähigste und oft sogar die preiswertere Plattform darstellt. Und auch weiten Erfolg von Ethercat beigetragen.
eine Plattform, welche die beste Integration von IT- und Automatisierungsei-
genschaften ermöglicht. Welche weiteren Entwicklungen – neben dem IPC und Ethernet –
haben in Ihren Augen die Automatisierungstechnik in den vergan-
Ebenfalls um die Jahrtausendwende begann die Stunde von genen 20 Jahren maßgeblich geprägt?
Ethernet im Industrieumfeld zu schlagen. 2003 stellte Beckhoff
mit EtherCAT selbst eine entsprechende Lösung vor, die heute Hans Beckhoff: 1998 konnten wir IPCs mit einem CPU-Kern und einer Taktfre-
international verbreitet und akzeptiert ist. Hatten Sie diesen quenz von 1 bis 2 GHz zur Steuerung einer Maschine anbieten. Heute liefern
Erfolg so erwartet? wir Industrie-PCs mit bis zu 36 Kernen und 4 GHz Taktfrequenz. Daran sieht|
26 interview PC-Control 01 | 2019
halte ich für eine der wesentlichen Entwicklungstendenzen aus den letzten
zwei Jahrzehnten.
Alles in allem ist die Automatisierungstechnik rückblickend insgesamt einfa-
cher und auch kostengünstiger geworden. Man denke beispielsweise an die
Einkabel-Technologie oder an das elektronische Motor-Typenschild – das gab
es vor 20 Jahren gar nicht oder nur sehr selten. Gleichzeitig sind die Kosten pro
Achse in der Steuerungstechnik während dieses Zeitraums zwischen 20 und
40 % gesunken.
Ein Thema, das Beckhoff bereits seit über sechs Jahren auf der
Agenda hat, dafür aber bis heute noch keine marktreife Lösung
vorgestellt hat, ist die komplett PC-basierte beziehungsweise
frei programmierbare Sicherheitstechnik. Warum tun Sie sich bei
diesem Thema so schwer?
Hans Beckhoff: Hier muss man etwas auseinanderhalten: Wir liefern seit
mittlerweile etwa zehn Jahren hardwarebasierte Safety – sprich die Ein- und
Ausgangsklemmen beziehungsweise Safety-Logik-Klemmen. Diese sind mit
„Bei Beckhoff haben wir eine Arbeitsgruppe gegrün- einem grafischen Editor frei programmierbar und decken rund 80 % aller
Standard-Safety-Funktionen ab. Darüber hinaus haben wir uns vorgenommen,
det, die Algorithmen der Künstlichen Intelligenz auf die Safety-Hardware-CPU abzuschaffen und durch eine rein softwarebasierte
Anwendungsmöglichkeiten in der Automatisierung Runtime zu ersetzen. Dazu haben wir bereits die mathematischen Grundlagen
und spezielle Compiler-Techniken entwickelt. Intern ist das mittlerweile ein fer-
hin untersucht. Die ersten Ergebnisse diesbezüglich
tiges Produkt – was lediglich noch fehlt, ist der einfache grafische Editor dazu.
sind sehr vielversprechend!“ Bis Ende nächsten Jahres wird auch dieser zur Verfügung stehen und dann auch
die offizielle Markteinführung erfolgen!
man, dass die Hardware-Entwicklung große Fortschritte gemacht hat – sprich Seit über fünf Jahren beherrscht das Thema Industrie 4.0 die
das Mooresche Gesetz hat über die ganzen Jahre hinweg seine Gültigkeit be- Branche. Wie lautet Ihre eigene Definition von Industrie 4.0 und
wiesen. Und wir glauben, dass dies auch mindestens die nächsten zehn Jahre wie sehen Sie die Branche diesbezüglich heute aufgestellt –
noch so sein wird. Wenn wir heute die Bildverarbeitung oder Messtechnik in die auch international?
Steuerung integrieren können, wenn wir in einer Maschine statt 20 auch 100
Achsen synchronisieren können und zudem auch eine Bahnsteuerung möglich Hans Beckhoff: Industrie 4.0 ist ein komplexes Thema – von daher ist Ihre Frage
ist – dann ist das dieser Leistungssteigerung zu verdanken. nicht so ganz einfach zu beantworten, zumal in diesem Kontext ja auch immer
wieder weitere Schlagwörter wie Digitalisierung oder auch IoT fallen.
Eine weitere entscheidende Entwicklung der letzten 20 Jahre ist die Zusam-
menfassung von Funktionsbereichen, zum Beispiel durch die Integration von Fangen wir mit der Digitalisierung an: Digitalisierung ist etwas, das die Industrie
Safety in die Standard-Steuerungstechnik. Und was die Antriebstechnik betrifft, und die ganze Welt seit 1970 erfährt. Durch die Fortentwicklung der Hard- und
so wurden neue Antriebsarten wie unser XPlanar, unser schwebender Plan- Softwarekonzepte sind immer weitere Bereiche des Lebens – und damit auch
armotor, den wir auch als fliegenden Teppich bezeichnen, und natürlich auch der Industrie – von datentechnischen elektronischen Hilfsmitteln durchdrungen
unser eXtended Transport System (XTS) auf der Basis inverser Linearmotoren, worden. In diesem Punkt sehe ich daher nicht den ganz großen Entwicklungs-
erfolgreich in den Markt eingeführt. Grundsätzlich sehe ich in spezialisierten sprung, sondern vielmehr eine schon lange vorhandene, sich aber beschleu-
magnetischen Antriebsformen einen Trend für die Zukunft, weil man diese heute nigende Entwicklung. Die gute Wettbewerbsfähigkeit der deutschen Industrie
algorithmisch beherrschen und damit viel Mechanikaufwand an der Maschine zeigt, dass die heimischen Unternehmen diesbezüglich im Vergleich zu anderen
durch Softwarefunktionalität ersetzen kann. Ländern ihre Hausaufgaben ganz gut gemacht haben.
Speziell mit Blick auf die Software waren die letzten 20 Jahre auch die Zeit, Das dritte industrielle Zeitalter, in dem wir uns bis vor kurzem befunden haben,
in der die IT-Welt noch näher mit der Automatisierungswelt zusammengerückt zeichnet sich nach dem Modell der Acatech – die den Begriff Industrie 4.0 be-
ist – im Fall von TwinCAT 3 beispielsweise mit der Integration der verschie- kanntlich im Jahr 2011 erfunden hat – dadurch aus, dass das Produktionsumfeld
denen Tool-Ketten wie Visual C, C++ und IEC 61131 in das Visual Studio von von lokaler Intelligenz an den Maschinen geprägt ist. Das gerade angebrochene,
Microsoft. Ein weiterer Vorteil liegt in der Einbindung von MATLAB®/Simulink® vierte industrielle Zeitalter ist nun dadurch geprägt, dass diese lokale Intelligenz
und damit der Messtechnik sowie der Bildverarbeitung. Kurzum: Diese durch- mit der Cloud-Intelligenz verbunden wird. Das ist auch schon meine wesentliche
gängige Integration von ursprünglich aus verschiedenen Bereichen oder auch Betrachtungsweise von Industrie 4.0 – sprich: Maschinen können über die Cloud
von unterschiedlichen Firmen stammenden Funktionen in einem Softwarepaket miteinander ‚sprechen‘ oder auch Services aus der Cloud abrufen und für Vor-PC-Control 01 | 2019
|
interview 27
gänge an der Maschine nutzen. Umgekehrt kann eine übergeordnete Intelligenz Hersteller Gefahr, dass ihnen dadurch die ‚Butter vom Brot‘
die Maschinen beispielsweise als verlängerten Ausgabearm betrachten. genommen wird?
Wir bei Beckhoff können uns durchaus vorstellen, dass sich ein Teil der Maschi- Hans Beckhoff: Das glaube ich nicht. Schließlich nähern sich die großen
nenintelligenz in Richtung Cloud verlagert – wir nennen dies das ‚Avatar-Konzept‘. IT-Firmen – also Google, Microsoft und auch SAP – von ‚Oben‘ kommend
Beispiele hierfür wären die Steuerung einer Maschine mit einer in der Cloud der Anwendungsebene. Sprich sie haben zum Beispiel Edge-Computer-Konzepte
ablaufenden Spracherkennung oder Vibrationsanalysen für vorausschauende eingeführt, die wiederum lokale Intelligenz und auch Maschinensteuerungs-Intel-
Diagnosen, die gar nicht online erfolgen müssen, sondern offline in der Cloud ligenz beinhalten können. In diesem Punkt haben die klassischen Maschinensteu-
durchgeführt werden können. Schon heute können wir aber auch die ganze SPS erungs-Hersteller noch einen großen Know-how-Vorsprung, denn Automatisie-
‚cloudifizieren‘ – abhängig von der Verfügbarkeit, von den Bandbreiten und den rungstechnik ist wirklich komplex. Insofern mache ich mir keine großen Sorgen,
erreichbaren Reaktionszeiten. Mit Technologien wie 5G scheint hier einiges mach- dass etwa Google plötzlich Motion-Steuerungen oder komplexere Messtechnik
bar zu sein; allerdings liegen auch hier die Reaktionszeiten immer noch oberhalb anbietet. Zudem ist der Markt schlicht zu klein für diese Firmen.
1 ms – eine Verpackungsmaschine lässt sich damit also noch nicht steuern.
Die großen IT-Unternehmen haben in erster Linie Interesse an den Daten, weil
Jetzt kann man hochrechnen und fragen: Wie sieht Kommunikation in 20 Jah- sich daraus lukrative Geschäftsmodelle ableiten lassen. Steuerungen beziehungs-
ren aus? Ich persönlich denke, dass wir dann in etwa bei 100 GBaud sein weise Maschinenbauer können diese Daten liefern.
werden und mit Hilfe von speziellen Switching- und auch Funktechnologien die
Reaktionszeiten für zentrale Anwendungen auf weit unter eine Millisekunde Sind aber nicht eben diese Geschäftsmodelle und weniger
reduzieren können. Und so werden Ihre Kollegen in 20 Jahren rückblickend die reine Steuerungshardware das Reizvolle, mit dem auch der
schreiben können: 2018 war die Zeit, als die Maschinen zaghaft begonnen Maschinenbauer zukünftig sein Geld verdient?
haben, mit der Cloud zu sprechen und aus der Cloud heraus Dienste abzurufen
– heute ist dies völlig normal! Hans Beckhoff: In diesem Punkt wird es sicherlich einen Wettbewerb zwischen
den Automatisierungstechnik-Anbietern und den Datenverarbeitern geben. Au-
Welche weiteren Entwicklungen werden Ihrer Einschätzung ßerdem haben viele Maschinenbaukunden diesbezüglich ebenfalls eine eigene
nach die Automation in den kommenden 20 Jahren entscheidend Strategie.
verändern?
Trotzdem heißt es immer wieder: Die Daten sind das Öl des
Hans Beckhoff: Die Grundlage für die Intelligenz an der Maschine ist unter 21. Jahrhunderts. Um die neuen datengetriebenen Geschäfts-
anderem die Hardware. Diese wird in den nächsten Jahren weiter durch das modelle umsetzen zu können, müssen die Anwender aber auch
Moorsche Gesetz bestimmt werden, sodass wir in 20 Jahren sicherlich Rechner bereit sein, ihre Daten zur Verfügung zu stellen. Scheitert es
an den Maschinen nutzen können, die 100-mal leistungsfähiger sind als heute. daran nicht meist noch?
Das würde bedeuten, dass man 100-mal so viele Achsen oder auch Kameras
steuern oder auch eine 10 mal schnellere Maschine mit sehr vielen Kameras Hans Beckhoff: Ich will es positiv formulieren. Zunächst finde ich, dass die
betreiben kann. Insofern glauben wir, dass z. B. der Einsatz von Bildverarbei- Angst um die Datensicherheit in Deutschland sehr viel ausgeprägter ist als
tungssystemen an der Maschine – auch als Sensor und nicht nur zur Werkstück- in anderen Ländern. Wenn man aber erfolgreich Geschäftsmodelle in diesem
Beurteilung – extrem zunehmen wird. Bereich entwickeln möchte, dann sollte man diese Angst beiseitelegen und
vielmehr überlegen, welcher Nutzen sich aus all den Daten ziehen ließe. Inner-
Auf der anderen Seite steigen mit der Rechenleistung und der zunehmenden halb der deutschen KI-Gemeinde und sogar innerhalb des Eckpunktepapiers
Kommunikations-Bandbreite natürlich auch die Fähigkeiten der Cloud – mindes- der Bundesregierung zur Künstlichen Intelligenz gibt es einen Vorschlag, eine
tens um den gleichen Faktor. Auch hier ist letztlich die Fantasie des Ingenieurs anonymisierte allgemeine Datenbank zu entwickeln, in der personalisierte Daten
gefragt, was in dieser Cloud dann alles passieren kann. In diesem Kontext eingespielt werden und anschließend anonymisiert als allgemeiner Datenpool
tauchen Begriffe auf wie Künstliche Intelligenz und Machine Learning – The- für verschiedenste Nutzungsmöglichkeiten zur Verfügung stehen sollen.
men, die aber sicherlich nicht erst in 20 Jahren sondern bereits in den nächsten
zwei bis drei Jahren Rückwirkungen auf die Maschinenfunktionalität haben Daneben gibt es viele andere praktische Methoden: Wir haben mit einigen un-
werden. Auch wir bei Beckhoff entwickeln AI-Algorithmen im Hinblick auf serer Kunden beispielsweise vereinbart, dass sie gelegentlich einen Testzyklus
Anwendungen in der Automatisierung und werden zur Hannover Messe 2019 auf der Maschine fahren, der keine Aussage über das gerade Produzierte macht.
erste Produkte zeigen! Der Einsatz von AI in der Automatisierung ist spannend, Während dieses Testzyklus werden Daten mitgeschrieben, die sich dann für
wir sehen z. B. Anwendungen im Bereich der Bahnplanung in der Robotik oder Predictive Maintanance heranziehen lassen.
auch zum Thema Sensor-Fusion. Die ersten Ergebnisse diesbezüglich sind sehr
vielversprechend! Kurzum: Es gibt Lösungen für die Datenproblematik und ich würde immer
empfehlen, bei den ersten Überlegungen nicht die Angst in den Vordergrund zu
Im Zeitalter von Industrie 4.0 versuchen mehr und mehr klas stellen, sondern stattdessen positiv nach den Möglichkeiten zu suchen.
sische IT-Unternehmen oder auch Internet-Konzerne wie Google,
Amazon & Co., der Industrieautomatisierung ihren Stempel Veröffentlichung aus der Computer & Automation 12/2018, Weka Fachmedien,
aufzudrücken. Laufen die etablierten Automatisierungstechnik- www.weka-fachmedien.deSie können auch lesen