Technik nordhessen 1 -2022 - VDE Kassel
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

1 -2022 technik nordhessen Informationen aus den technisch-wissenschaftlichen Vereinen Nordhessens und Süd-Niedersachsens DSW - The Home Gebr. Thiel GmbH Anfänge des Werk- Berichte aus den Vereinen: of Competence und MAHO AG zeugmaschinenbaus VDI / TMK / REFA / DVWG

LEIDENSCHAFT
LEIDENSCHAFT FÜR
FÜR
HERAUSFORDERUNGEN
HERAUSFORDERUNGEN
Mit
Mit einem
einem Gewicht
Gewicht von
von über
über 700
700 Tonnen
Tonnen pro
pro Exemplar
Exemplar sind
sind die
die in
in
Mit einem
Kassel
Kassel undGewicht
und von
Lohfelden
Lohfelden über 700 Tonnen
gefertigten
gefertigten pro Exemplar
SCHMIDT‘SCHE
SCHMIDT‘SCHE sind die in
® Synthesegaskühler
®
® Synthesegaskühler
Kassel
die und
größtenLohfelden
jemals gefertigten
gebauten SCHMIDT‘SCHE
Synthesegaskühler.
die größten jemals gebauten Synthesegaskühler. Synthesegaskühler
die größten jemals gebauten Synthesegaskühler.
Herausragende
Herausragende Lösungen
Lösungen für
für
Wärmeübertragung
Wärmeübertragung von
von
SCHMIDTSCHE
SCHMIDTSCHE SCHACK
SCHACK
Unsere Kernkompetenz
Unsere Kernkompetenz ist die
die Entwicklung von
von
Unsere Kernkompetenz ist
ist die Entwicklung
Entwicklung von
Wärmeübertragungslösungen
Wärmeübertragungslösungen für industrielle Prozesse mit hohen
Wärmeübertragungslösungen für für industrielle
industrielle Prozesse
Prozesse mit
mit hohen
hohen
Temperaturen und
Temperaturen und hohen
hohen Drücken.
Drücken. Hier
Hier zeichnen
zeichnen wir
wir uns
uns durch
durch
Temperaturen und hohen Drücken. Hier zeichnen wir uns durch
Erfahrung
Erfahrung und Expertise aus.
Erfahrung und
und Expertise
Expertise aus.
aus.
Bei
Bei SCHMIDTSCHE SCHACK teilen mehr als 400 hochmotivierte
Bei SCHMIDTSCHE
SCHMIDTSCHE SCHACK
SCHACK teilen
teilen mehr
mehr als
als 400
400 hochmotivierte
hochmotivierte
Mitarbeiter
Mitarbeiter weltweit
weltweit die
die Ambition,
Ambition, auch
auch für
für außergewöhnliche
außergewöhnliche
Mitarbeiter weltweit die Ambition, auch für außergewöhnliche
Herausforderungen
Herausforderungen optimale Lösungen zu finden.
Herausforderungen optimale
optimale Lösungen
Lösungen zu
zu finden.
finden.
Mit
Mit Firmenhauptsitz und Produktion in Kassel und einer weiteren
Mit Firmenhauptsitz und Produktion in Kassel und
Firmenhauptsitz und Produktion in Kassel und einer
einer weiteren
weiteren
Fertigung
Fertigung in Lohfelden, ist der Standort Nordhessen der Mittelpunkt
Fertigung in
in Lohfelden,
Lohfelden, ist
ist der
der Standort
Standort Nordhessen
Nordhessen der
der Mittelpunkt
Mittelpunkt
des
des Unternehmens.
des Unternehmens.
Unternehmens.
Schmidtsche
Schmidtsche Schack
Schack || ARVOS
ARVOS GmbH
GmbH
Schmidtsche
Ellenbacher Schack10
Ellenbacher Straße
Straße 10| ARVOS GmbH
Ellenbacher
34123 Kassel
34123 KasselStraße 10
34123
0561 Kassel
0561 9527-101
9527-101
0561 9527-101
schmidtsche-schack@arvos-group.com
schmidtsche-schack@arvos-group.com
schmidtsche-schack@arvos-group.com
www.schmidtsche-schack.com
www.schmidtsche-schack.com
www.schmidtsche-schack.com
Editorial 3
Liebe Leserinnen, liebe Leser,
wenn Sie heute diese 20. Ausgabe der „tn“ mit dem Themen-
schwerpunkt „Werkzeugmaschinen“ aufschlagen, kommt Ih-
nen vielleicht etwas verändert vor. Diese Veränderung ist –
ohne Zusammenhang mit der Corona-Pandemie – nach der
18. Ausgabe mit dem damaligen Themenschwerpunkt „Her-
kulesaufgabe Energiewende“ aller Voraussicht nach mit einer
weiteren Zäsur verbunden.
Dass Sie die übliche zweite Ausgabe im vergangenen Jahr
nicht erhalten haben liegt ursächlich auch nicht an der wei-
terhin viele Details unseres Lebens beeinflussenden Pande-
mie, auch wenn diese unsere Arbeit aufgrund der häufig nicht
möglichen persönlichen Gespräche mit Autoren und eigenen
Fotos vor Ort erschwert hat. „Werkzeugmaschinen“ hatten wir
als Schwerpunktthema bereits in 2019 ins Auge gefasst und Nun zu der zu Beginn angesprochenen möglichen Zäsur: Sie
vor Layoutbeginn der „Agrartechnik“ im Januar 2021 dann beruht auf der erheblichen Reduzierung der Aktiven im Re-
auch beschlossen, den Zeitaufwand für tatsächliche Artikel- daktionsteam. Leider konnten die Lücken, die durch Wegzug,
und Bilderbeschaffung jedoch angesichts unserer Ressour- berufliche Mehrbelastung und das Ableben von Mitstreitern
cen nicht annähernd erahnt. Aber dazu später mehr. entstanden sind, nicht wieder gefüllt werden. Daher müssen
wir Sie zu unserem großen Bedauern darauf hinweisen, dass
Zu Beginn der Industrialisierung im 19. Jahrhundert gab es die weitere Herausgabe der „technik nordhessen“ in der Ihnen
noch keinen Markt für Werkzeugmaschinen. Den Industrie- bekannten Form von der deutlichen Erweiterung des Kreises
güter produzierenden Betrieben blieb nichts anderes übrig, als ehrenamtlicher Mitarbeiter im Redaktionsteam abhängt. Ge-
die für ihre Erzeugnisse notwendigen Bearbeitungsmaschinen lingt es uns nicht, etliche weitere Vereinsmitglieder aus VDI
selbst zu entwickeln und herzustellen. Henschel in Kassel Nordhessen, VDE Kassel und den weiteren Vereinen für eine
unter dem Sohn Carl Anton des Firmengründers Georg Chris- aktive Mitarbeit zu gewinnen, werden wir das Erscheinen des
tian als „Stückgießer“ begann als Maschinenfabrik, wie wir im Magazins leider auf unbestimmte Zeit aussetzen müssen.
letzten Artikel zu Werkzeugmaschinen im Technik-Museum
Kassel erfahren. Auch die Brüder Christian und Georg Thiel Berücksichtigen Sie bei Ihrer Antwort auf Befragungen Ihres
erstellten für ihre Uhrenfabrik in Ruhla die Bearbeitungs- Vereins zu einer gedruckten oder digitalen Ausgabe zukünf-
maschinen selbst. tiger Informationen bitte, dass die Redaktionsarbeit zur Text-
und Bildbeschaffung stets die Gleiche bleibt, für ein professi-
Seien Sie in den Artikeln zu Werkzeugmaschinen ab der über- onelles und setzfehlerfreies Erscheinungsbild im Gegensatz
nächsten Seite gespannt auf Retrofit und Neumaschinen der zu manchen regionalen Printmedien weiterhin zeitlicher Auf-
MMD WerkzeugMaschinenGmbH, die Reparatur von Motor- wand entsteht und – last but not least – ehrenamtliche Arbeit
spindeln der DSW Das Spindelwerk GmbH, unsere Kolumne schlichtweg auch Freude und Erfüllung bietet, sofern sie nicht
zu den Motorspindeln und die Geschichte des Werkzeugma- überhandnimmt!
schinenbaus bei THIEL und MAHO in Bad Emstal. Es folgen
dann zwei Artikel zu besonderen Erkenntnissen bei der Be- Doch freuen Sie sich jetzt auf interessante Beiträge zu Werk-
arbeitung von Stählen in der Universität Kassel und aus dem zeugmaschinen in der hoffentlich nicht letzten Ausgabe der
TMK über die Anfänge des Werkzeugmaschinenbaus am Bei- „technik nordhessen“.
spiel Henschels. Der letzte Teil des Beitrags „Es war einmal
– Technik in Märchen“ und die üblichen Ankündigungen und Norbert Heinicke und Wolfgang Dünkel
Berichte aus den Vereinen schließen dieses Heft ab. Redaktion „technik nordhessen“
Titelseite: © nordroden - stock.adobe.com
4 Inhaltsverzeichnis
Werkzeugmaschinen
MMD – WerkzeugMaschinenGmbH in Bad Emstal 5
Das SpindelWerk – The Home of Competence
in Bad Emstal 8
Motorspindeln? – Vom Transmissionsriemen
zur Höchstdrehzahl! 14
Werkzeugmaschinenfabriken Gebr. THIEL GmbH
und MAHO AG 16
Einfluss von Prozessgrößen bei der automatisierten
Zerspanung auf die Randschichteigenschaften 20
Fräsen von Hartstoffschichten 24
Die Anfänge des Werkzeugmaschinenbaus 26
PRÄWEMA – Fertigungslösungen
zur Hart-Feinbearbeitung 32
„Es war einmal…“ – Technik in Märchen / Teil 3 35
Berichte aus den Vereinen
Interview Student – Lars Albert 38
REFA-Mitgliederversammlung 2022 39
IMV-KS-Vorstellung 40
Onlineveranstaltung zum Thema Stellensuche
und Vorstellung bei Arbeitgebern 41
Bericht Mitgliederversammlung 2021 42
Beratungsservice für berufliche
Weiterbildung (IHK, REFA, QM, Lean) 43
DVWG zeichnet Dissertation an Universität Kassel aus 44
Wichtiger Baustein für Transformation des Energiesystems 45
Kontakt 46
Impressum
Herausgeber: VDI Verein Deutscher Ingenieure e.V. Nordhessischer Bezirksverein e.V., Anschrift s. Seite 46
Redaktion: E-Mail: redaktion-tn@sapara.de, www.technik-nordhessen.de
Wolfgang Dünkel (wd), VDE/VDI
Norbert Heinicke (nh), VDI
Satz und Layout: Grafikdesignerin Puy Yeu Sandau
Auflage: 5000 Exemplare je Ausgabe
Redaktionsschluss: 31.10. bzw. 30.04. für die Ausgaben 1-JJJJ bzw. 2-JJJJ jeden Jahres
MMD - WerkzeugMaschinenGmbH 5
MMD – WerkzeugMaschinenGmbH in Bad Emstal
– Retrofit, Instandsetzung, Wartung und Herstellung von Werkzeugmaschinen –
Die MMD Werkzeugmaschinen GmbH,
ansässig im nordhessischen Bad Ems-
tal, beschäftigt rund 70 hochqualifizierte
Mitarbeiter und bietet Industriekunden
neben umfassenden Generalüber-
holungen und Modernisierungen von
Fräs-, Dreh- und Schleifmaschinen
auch die Lieferung von im Hause MMD
entwickelten Werkzeugmaschinen an.
Die Fabrik befindet sich am Ortsrand
des Kurortes in einem Industrieareal mit
längerer Tradition im Werkzeugmaschi-
nenbau. Bereits seit 1950 wurden hier
von der Firma Thiel Bandsägen, Hobel-
maschinen und Universalfräsmaschinen
entwickelt und hergestellt. Nach dem
Verkauf der Firma Thiel an die MAHO Eine Drehmaschine Typ MSC 31 der EMAG vor und nach dem Retrofit, jetzt ausgerüstet mit einer
GmbH wurde das Werk kontinuierlich CNC 840D von Siemens (alle Bilder ohne Einzelquellenangabe © MMD, Bad Emstal)
weiter ausgebaut. Schwerpunkt der Ent-
wicklung waren CNC-Fräsmaschinen
und -Bearbeitungszentren. Die Produk- Komponenten ein Ausmaß erreicht, bei de eine Maschine, die dem ursprüng-
tion, bestehend aus überwiegend spa- dem die Reparatur und Wartungsmaß- lichen Neuzustand entspricht, zu etwa
nender Fertigung und Montage, stellte nahmen des Werkskundendienstes 50 Prozent des damaligen Preises.
komplette Werkzeugmaschinen her den ordnungsgemäßen Weiterbetrieb Frank Muehlaus, geschäftsführender
und belieferte andere Standorte mit Ma- der Maschinen nicht mehr ermöglichen, Gesellschafter von MMD, sagt hierzu:
schinentischen. Die bis zur Schließung muss der Betreiber die Wahl zwischen
des Werkes im Jahr 1992 bestehenden Entsorgung und Neubeschaffung oder „In nahezu jedem Zerspanungsunter-
Bereiche Forschung und Entwicklung, einer Generalüberholung treffen. nehmen gibt es altgediente Werkzeug-
Produktion sowie Vertrieb und Service maschinen, die teils jahrzehntelang,
wurden abgewickelt oder an andere Bezogen auf die betriebswirtschaftliche über 30 000 oder gar 40 000 Betriebs-
Standorte der späteren DMG Deckel Kalkulation eines Retrofits gibt es bei stunden hinweg, ihre Arbeit verrichtet
MAHO Gildemeister AG verlagert. MMD einen Erfahrungswert: Mittels ei- haben. Diese sind in der Regel konst-
ner Generalüberholung erhält der Kun- ruktiv grundsolide ausgeführt, oft mit
Die zunächst in Bad Grönenbach im All-
gäu ansässige Firma MMD sah in der
Liegenschaft und der Verfügbarkeit von
gut ausgebildeten Fachkräften vor Ort in
Bad Emstal Potenzial zur weiteren Ge-
schäftsentwicklung und verlagerte den
Betrieb hierher. Somit bildet das ehema-
lige Vorführzentrum der MAHO AG den
Kern der um weitere Fertigungs- und
Montagehallen entstandenen Werk-
zeugmaschinenfabrik MMD.
Die Generalüberholung von bewährten
Werkzeugmaschinen bietet Anwendern
eine wirtschaftlich attraktive Alternative
zu Verschrottung und Neubeschaffung
von Produktionsanlagen. Wenn der Rückansicht eines aufgearbeiteten Drehmaschinen-Spindelstocks mit schaltbaren Kupplungen und
Verschleiß einer Maschine und ihrer Getriebe sowie Kegelradabtrieb für die Leitspindel (Bild © „tn“(wd))
6 MMD - WerkzeugMaschinenGmbH Gussbett, großflächigen, steifen Flach- bahnführungen und drehmomentstarker Getriebespindel. Damit sind sie gerade für lastintensive Dauerarbeiten prädesti- nierter als so manche Neumaschine mit Motorspindel und Rollenführungen. Eine überholte Maschine erfordert zu- dem keine neuen Werkzeuge und kein neues Fundament. Während das Per- sonal mit der Bedienung der Maschi- ne vertraut ist, kann der Ersatz durch eine Hightech-Anlage zu Problemen führen. Auch steuerlich sind Überho- lungen teilweise interessanter als die Abschreibung einer neuen Anlage. In wirtschaftlich unsicheren Zeiten weiß der Mittelstand zudem eine stille Re- serve in Form weitgehend abgeschrie- bener, aber einsatzbereiter Maschinen zu schätzen. Schließlich lassen sich im Zuge einer Revision interessante Neu- Portalfräszentrum Heyligenstaedt Heynumill während De- und Remontage im Kundenbetrieb. Der erungen integrieren, allen voran bei Fräskopf wurde bereits demontiert, zu sehen sind die horizontalen und vertikalen Linearführun- Spindeln oder der Steuerungstechnik.“ gen (links) sowie nach Retrofit und Wiedermontage vor Verkleidung der Linearführung (rechts). Ein typisches Projekt für MMD waren Modernisierung und Standortverlage- eine von der Mechanik her neuwertige führt im Vergleich mit den vor der Um- rung eines Portalfräszentrums vom Werkzeugmaschine mit modernster rüstung gegebenen Möglichkeiten der Typ Heyligenstaedt Heynumill1500 P. Steuerungstechnik. Die neue Steue- Vorgängersteuerung zu erheblichen Der Betreiber der Anlage beauftragte rung ermöglicht eine deutlich höhere Zeiteinsparungen bei der spanenden den Abbau, die Modernisierung und Auslastung der mechanischen Eigen- Bearbeitung von Werkstücken. den Wiederaufbau der Anlage am neu- schaften der Maschine. Die dadurch en Standort. Abmaße, Gewicht und gesteigerte Dynamik der Fräsmaschine Bauweise der Maschine erforderten die Demontage der Hauptbaugruppen noch vor Ort beim Kunden. Die Baugruppen wurden dann in das Werk nach Bad Emstal transportiert, dort weiter fachmännisch zerlegt und befundet. Wie zu erwarten war, musste die gesamte Mechanik der Portalfräse überarbeitet werden. Sämtliche Linear- führungen und Antriebe wurden kom- plett überholt, alle Leitungen für Ener- gieversorgung, Steuerungstechnik und Fluidführung wurden vollständig erneu- ert und neu aufgebaut. Weiterhin wur- de eine moderne Maschinensteuerung vom Typ Heidenhain TNC 640 einge- baut. Nach abgeschlossener Montage der Hauptbaugruppen im Kundenbe- trieb erfolgte die Einstellung der Ma- schinengeometrie und -kinematik auf Neumaschinentoleranz. Der Kunde erhielt somit nach einer sehr kurzen „Lieferzeit“ von ca. 12 Wochen Die Maschine nach der Wiederaufstellung im Kundenbetrieb
MMD - WerkzeugMaschinenGmbH 7
CNC-Werkzeugmaschinen als
Neumaschinen von MMD
Die Entwicklung von CNC-Maschinen
mittlerer Größe, ausgestattet mit Steu-
erungen unterschiedlicher Hersteller,
gehört ebenfalls zum Lieferprogramm
von MMD. Die durch die langjährige Er-
fahrung bei der Überarbeitung und dem
Umbau von im rauen Praxisbetrieb ein-
gesetzten Werkzeugmaschinen gewon-
nene Kompetenz fließt in die Entwicklung
der Maschinen mit ein. Bei der Fertigung
der Maschinen kooperiert MMD mit ei-
nem Hersteller aus Taiwan. Zu den an-
gebotenen Maschinen gehören: Fräsmaschinen PreMill (Bild © „tn“(wd))
Vertikale und horizontale Bearbei-
tungszentren und Portalmaschinen, Gebrauchten, weil es wegen der ge- wie der Aspekt der Schonung von Res-
Flachbett- und Schrägbett-Drehma- stiegenen Nachfrage beim Neumaschi- sourcen, bei den Entscheidern über
schinen, Flachschleifmaschinen sowie nenkauf zu langen Lieferzeiten kommt. Neukauf oder Überholung, an Bedeu-
entsprechende Softwaretools für den Eine Überholung ist in der Regel inner- tung. Somit gibt es noch viele interes-
wirtschaftlichen Betrieb der Zerspa- halb eines Vierteljahres abgeschlos- sante Projekte, die von den Werkzeug-
nungsmaschinen. sen.“ Er verspricht zudem: „Wenn ein maschinenspezialisten aus Bad Emstal
Kunde am Freitagnachmittag anruft, bearbeitet werden können.
Mit diesem Portfolio sieht Geschäfts- macht sich unser Monteur am Sams-
führer Frank Muehlaus MMD bes- tagmorgen auf den Weg.“
tens aufgestellt: „Läuft die Wirtschaft MMD WerkzeugMaschinenGmbH
schleppend, können sich Kleinbetriebe Neben den wirtschaftlichen Aspekten, Geschäftsführung
keine neue Maschine leisten und las- die oftmals für eine Überholung von
sen Bewährtes runderneuern. Wenn es Produktionsmaschinen sprechen, ge-
brummt, kommen die Großen mit ihren winnen zunehmend ethische Werte,
das Unmögliche denken
das Realis�sche erreichen
Aktuelles Projekt:
Main Gate East -
Hochhausprojekt Offenbach
Technische Planung
Wärme - Kälte - Strom
Technische Projektsteuerung
Energiekonzepte
Energiemanagement
Sie suchen einen studienbegleitenden
Prak�kumsplatz? Bildrechte: Eyemaxx Real Estate Group,
Schreiben Sie uns: info@enco-gmbh.de Meixner Schlüter Wendt Arch. und Pictury
Kassel Frankfurt München www.enco-gmbh.de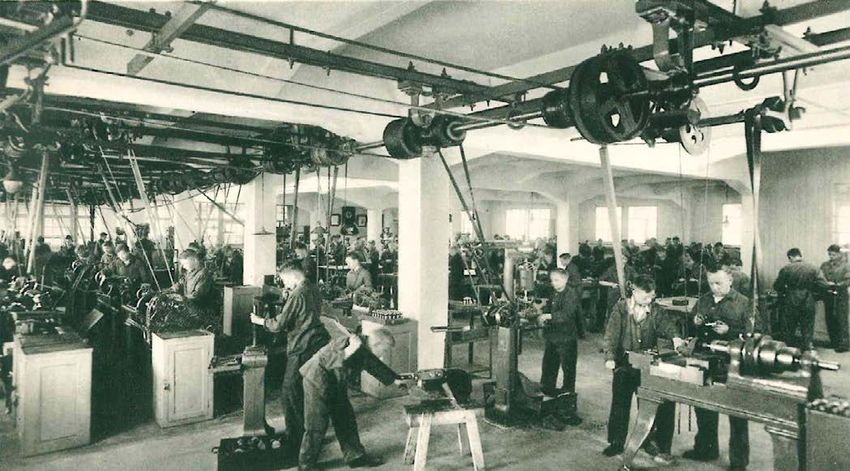
8 DSW Das SpindelWerk – The Home of Competence
Das SpindelWerk – The Home of Competence
in Bad Emstal
Werkzeugmaschinen für spanabhebende Dreh- und Fräsbearbeitungen wurden
ab den 1990er Jahren mit der zunehmenden Verfügbarkeit hartmetallbestückter
Werkzeuge für höhere Schnittgeschwindigkeiten, somit also höhere Drehzahlen
der Spindel, und präzisere Bearbeitungen konstruiert. Damit einhergehend wur-
den konventionelle elektrische Antriebstechniken, also über schaltbare Getriebe
gekuppelte Antriebe mit zwei, maximal drei Drehzahlen, weitgehend abgelöst und
durch – über variable Frequenz aus Wechselrichtern stufenlos in der Drehzahl
verstellbare – Asynchron- und Synchronmotoren ersetzt.
Innovative Entwicklungen bei Lagerungen der Hauptwelle für höhere Drehzah-
len förderten dann zusammen mit einer wirtschaftlichen Krise in der Branche
die Integration einer hochbelastbaren, wassergekühlten Antriebsmaschine in die
Hauptspindel bei gleichzeitiger Aufnahme der Werkzeugspannvorrichtung sowie
erforderlicher Messsysteme in die jetzt „Motorspindel“ genannte Baugruppe. Dies
erfolgte insbesondere bei spezialisierten Zulieferern der vom Werkzeugmaschi-
nenhersteller unabhängigen Komponente.
Zentrale Elemente einer Motorspindel sind – wie die unten, durch Bezifferung ab-
geänderte und gemeinfreie Explosionszeichnung der Fa. Franz Kessler GmbH Raffaele Olisterno, Jahrgang 1971, war bis
aus Wikipedia zeigt – die Arbeitsspindel (1, eine Welle mit integrierter Werkzeug- 1996 in Italien nach seiner Ausbildung einige
bzw. Werkstück-Schnittstelle 2 und dem Rotor 3), dem Stator (4) eines mit fre- Jahre als Maschinenschlosser beschäftigt und
quenzvariablem Drehstrom gespeisten Motors (Details hierzu auch in der Kolumne kam dann nach Deutschland. Bis zum Jahr
„Motorspindeln in Werkzeugmaschinen“) mit Wasserkühlung (5), einer Werkzeug- 2002 arbeitete er in der maschinentechnischen
spannvorrichtung (6) und Löseeinheit (7), der Lagerung der Arbeitsspindel auf Instandhaltung des Werkes Wolfsburg der
Werkzeug- (8) und Rückseite (9), dem Befestigungsflansch auf der Werkzeugseite Volkswagen AG. Er wechselte dann zu einem
(10), der Zuführung von Kühlmitteln bzw. Kühlschmiermitteln bis zum Werkzeug Reparaturbetrieb für Motorspindeln, den er
und ggf. auch Druckluft zum Wegblasen der Späne (beides nicht dargestellt). Das selbst mit aufgebaut hatte und diesen fünf
Bild auf der nächsten Seite oben zeigt eine Motorspindel in Seiten- und Frontan- Jahre als Betriebsleiter führte. Von 2012 war
sicht. Eingesetzt ist hier eine Steilkegelaufnahme für das Werkzeug. er im In- und Ausland als Berater bei Firmen
der Motorspindel-Technologie tätig und trai-
nierte deren Belegschaften, bevor er dann
2014 mit zwei Partnern das Unternehmen
„DSW DasSpindelWerk“ gründete und dieses
seit Anbeginn leitet.
(Bild © „tn“ (wd))
Schematische Explosions-Darstellung einer Motorspindel (Wikipedia © Franz Kessler GmbH, Bad
Buchau, abgeändert durch „tn“(wd))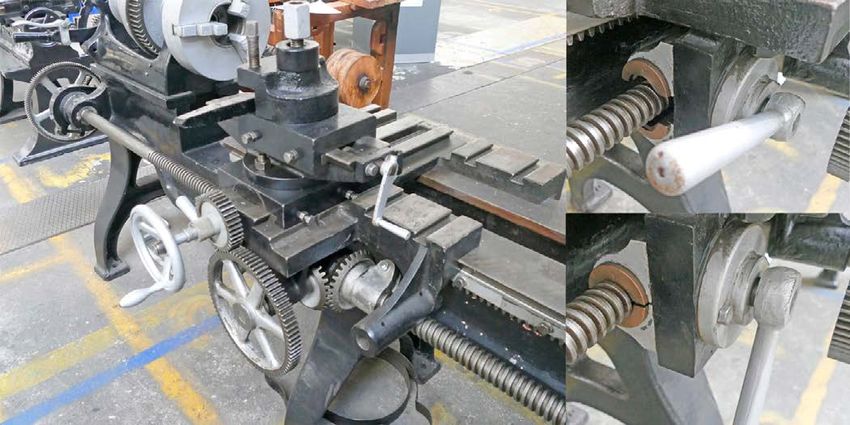
DSW Das SpindelWerk – The Home of Competence 9
Komplette Motorspindel in Seiten- und Frontansicht mit Steilkegelaufnahme, in der Seitenansicht die Kühlwasserführung des Stators (alle Bilder ohne
Einzel-Quellenangabe „tn“(wd))
Da universelle Werkzeugmaschinen möglichst vielseitig als der SK-Konus. Die Drehmomentübertragung erfolgt kraft-
bzw. auch vollautomatisch arbeiten sollen, müssen auch die und formschlüssig, die Wechselgenauigkeit ist sehr gut.
Werkzeuge einfach bzw. automatisch gewechselt werden
können. Hierfür muss die Werkzeug-Schnittstelle eine sehr Die Spannkraft für die Zange wird über zahlreiche axial ange-
hohe Wiederholgenauigkeit haben und dies bedeutet, dass ordnete Tellerfedern erzeugt, die auf der abgewandten Seite
das gleiche Werkzeug – zweimal hintereinander eingespannt im nicht rotierenden Teil untergebrachte Löseeinheit betätigt
– in möglichst gleicher Positition laufen muss, was sich wie- die Spannzange hydraulisch und ist von der Arbeitsspindel
derum auf die exakte Bearbeitung auswirkt. Sowohl Steil- wie nach Spannen der Werkzeugaufnahme entkoppelt.
auch Hohlschaftkegel werden für die Werkzeugaufnahme
verwendet, die mit einer in die Arbeitsspindel integrierten
Spannzange festgespannt werden.
Der Hohlschaftkegel (oben rechts abgebildet dessen Aufnah-
me in die Spindel) kann als Nachfolger und Weiterentwicklung
des Steilkegels (dessen Spindelaufnahme links) betrachtet
werden. Die Funktion des Spannens wurde optimiert und ist
durch die Plananlage für die Werkzeuge wesentlich stabiler
Löseeinheit für die Werkzeugspannvorrichtung
Die Lagerung der Arbeitsspindel innerhalb der Motorspindel
erfolgt beidseitig fast ausschließlich durch je zwei paarweise
angeordnete Schrägkugellager, welche sowohl radiale wie
auch axiale Kräfte in beiden Richtungen aufnehmen können.
Da konventionelle großkugelige Lager nach Aussagen eines
bekannten deutschen Wälzlagerherstellers eine hohe Trag-
Komplette Spannvorrichtung mit ins Bild einmontierter Spannzange fähigkeit und Robustheit gegenüber kleinkugeligen Ausfüh-
10 DSW Das SpindelWerk – The Home of Competence
rungen besitzen, dafür aber eher in der Steifigkeit und er- und Ringen aus einem Stahl als Hochleistungswerkstoff mit
reichbaren Drehzahl begrenzt sind, gilt es bei Spindellagern extrem hoher Belastbarkeit, Verschleißfestigkeit und sehr ho-
durch gezielte Abstimmung von Kugelgröße, Schmiegung her Temperaturbeständigkeit, z. B. FAG Cronidur.
und Radialluft die kinematische Drehzahleignung zu kombi-
nieren. Verwendung finden Lager mit Kugeln, Innen- u. Au- Eingesetzt werden sowohl offene wie auch abgedichtete La-
ßenringen aus Wälzlagerstahl, mit Keramikkugeln (Silizium- ger mit einem Käfig aus Hartgewebe, die Lagerschmierung
nitrid) und Ringen aus Wälzlagerstahl sowie Keramikkugeln erfolgt je nach Aufgabenstellung durch Fett oder Ölnebel.
Bei der Öl-Luft-Schmierung mit kontinuierlichem Luftstrom
und kontinuierlich bzw. auch in Intervallen zugegebenem
Schmierstoff sind eine Ölzuführungsbohrung in der Arbeits-
spindel und ein Öl-Luft-Aggregat an der Maschine erforder-
lich. Die Arbeitsseite der Spindel kann bei beiden Schmier-
arten gegen abrasive Späne und Flüssigkeiten mittels einer
kontinuierlichen Druckluftzufuhr durch den Ringspalt zwi-
schen Welle und Gehäuse in Form einer Sperrluftabdichtung
geschützt und somit eine lange Lagerlebensdauer auch bei
rauhen Betriebsbedingungen sichergestellt werden.
Je nach Hersteller der kompakten Motorspindeln, deren Auf-
FAG-Hochgeschwindigkeitslager mit Cronidur-Ringen und Keramikku- gabenstellung und abhängig von den zur Verfügung stehen-
geln, abgedichtet, und teilzerstörtem Käfig (links). Völlig zerstörter den Abmessungen werden der Stator (4) des Motors und
Käfig (rechts oben liegend) und offene Seite mit geringen Schäden meist auch der vordere Lagersitz (8), ggf. auch (9), gekühlt,
(darunterliegend) am häufigsten durch eine in der Motorspindel integrierteDSW Das SpindelWerk – The Home of Competence 11
Wasserkühlung. Das Kühlwasser wird der Motorspindel auf wechsel ist ein Lagegeber der Antriebsspindel erforderlich,
der Rückseite zugeleitet, umströmt ausgehend von der Lage- die Werkzeugaufnahme muss auf „gespannt“, „gelöst“ und
rung auf der Werkzeugseite schraubenförmig den Stator, tritt „gespannt ohne Werkzeug“ (!) überwacht werden, je nach
auf der Rückseite auch wieder aus und wird über ein Kühlag- Aufgabenstellung werden auch inkrementelle Drehgeber
gregat unterschiedlicher Ausführung rückgekühlt. (links mitte) mit hoher Auflösung und Referenzpunkt sowie
Erfassung durch Hall-Sensoren erforderlich.
Bei den Antriebsmotoren der Motorspindeln handelt es
sich sowohl um Drehstrom-Asynchronmotoren mit Kurz- Drehdurchführungen ermöglichen die Zuführung flüssiger
schlussläufer wie auch um Synchronmotoren mit perma- oder gasförmiger Medien. Die im Bild gekennzeichneten
nent erregtem Rotor (3). Aufgrund der in den vergangenen Dichtflächen bestehen aus keramischem Material und sind
Jahrzehnten entwickelten beschichteten Hartmetallwerk- zur Erzielung geringster Rauhigkeit geläppt. Dadurch sind die
zeuge konnte die Schnittgeschwindigkeit von den bei un- Adhäsionskräfte der beiden Dichtflächen sehr hoch, ein Ausei-
beschichtetem HSS-Werkzeugstahl möglichen 60 m/min nanderziehen ist nur mit höherem Kraftaufwand möglich.
auf bis zu 250 m/min gesteigert werden, was zwangsläufig
andere Antriebstechniken erforderte und schon bei exter-
nen Direktantrieben eine Frequenzsteigerung über die bei
50 Hz maximal möglichen 3.000 min-1 erforderte. Bei Hoch-
geschwindigkeitsspindeln, üblicherweise mit Synchronmo-
toren ausgestattet, für Drehzahlen bis zu 250.000 min-1 wird
der minimal zweipolige Stator mit einer Frequenz bis zu
4.167 Hz, also dem mehr als 83-fachen unserer Netzfre-
quenz von 50 Hz versorgt.
Zerlegte Drehdurchführung mit drehendem Teil links und feststehendem
Teil rechts
Inkrementeller Drehgeber mit Referenzpunkt und hoher Auflösung,
Signalerfassung durch Hall-Sensoren (orangefarbene Flächen), rechts an Viele Motorspindeln werden je nach Aufgabenstellung mit
der Motorspindel angebaut integrierten Werkzeug- und Werkstück-Kühlungen ausge-
stattet, alternativ durch das feststehende Gehäuse oder als
Eine Motorspindel enthält eine umfangreiche Sensorik zur innere Kühlung durch die Arbeitsspindel. Ebenso werden in-
Überwachung: Lagerstellen und die Statorwicklung werden tegrierte Späneabförderungen durch Druckluft realisiert.
auf die zulässige Temperatur überwacht, eine aufgrund der
Belastung mögliche Wellenverlagerung in axialer und radi- Soweit eine Beschreibung der Motorspindeln in Werkzeug-
aler Richtung wird erfasst, bei automatischem Werkzeug- maschinen. Nun zu den Ausfällen und deren Gründen. Wich-12 DSW Das SpindelWerk – The Home of Competence
tig ist eine allgemeine Pflege der Motorspindel und deren Eine schon vor Jahren vorgenommene statistische Auswer-
Peripherie wie der Werkzeugschnittstelle, der Sperrluft, dem tung der Ausfälle belegte zu mehr als der Hälfte Crash-Schä-
Kühlsystem und der Schmierung. Die Spindel ist regelmä- den und zu einem guten Drittel den Ausfall durch schlechte
ßig zu kontrollieren auf Wuchtgüte der Arbeitsspindel und oder keine Wartung. Drehdurchführungen waren zu 6 %,
der eingesetzten Werkzeuge, Geometrie und Einzugskraft. Verschleiß und Ermüdung von Bauteilen zu 5 % und elekt-
Verschleißbehaftete Teile wie Drehdurchführungen sind sys- rische Ausfälle nur zu 3 % beteiligt. Beispielhafte Schäden
tematisch zu überprüfen und ggf. auszutauschen. Der ge- an Spannvorrichtungen, Rotoren und Statoren durch Was-
samte Spannsatz und die Zange sind zu kontrollieren und sereintritt sowie Crash-Schäden zeigen die obigen und un-
zu reinigen. teren Bildzusammenstellungen (alle Schadenbilder © DSW
DasSpindelWerk).
Primäre Ausfallursache bei Motorspindeln sind Schäden an
den Lagern, sie machen mehr als 80 % der Ausfälle aus und Raffaele Olisterno
sind durch mechanische Überlast während des Bearbei- Das Spindelwerk GmbH, Leitung und Vertrieb
tungsprozesses oder nicht ordnungsgemäße Funktion der
Motorspindelkühlung bzw. -schmierung entstanden. Weiter-
hin sind die Drehdurchführungen an den Ausfällen beteiligt,
primäre Ursache hierfür ist der Verschleiß der Dichtungen
und Laufflächen. Dies bewirkt einen Kühlmittelaustritt und
Flutung der Motorspindel.Unsere Region
steckt voller Energie.
EAM Ökostrom – für alle ohne Aufpreis. Setzen Sie auf unsere
regionale Nähe und auf die positive Energie aus regenerativen Quellen.
Jetzt wechseln: www.EAM.de oder unter 0561 9330-9330
Positive Energie aus der Mitte14 Motorspindeln in Werkzeugmaschinen
Motorspindeln? – Vom Transmissionsriemen
zur Höchstdrehzahl!
Was ist eine Spindel? Aus den von Jacob und Wilhelm Grimm wurden, das hat der Verfasser dieser Kolumne verschlafen,
gesammelten Märchen unserer nordhessischen Region, möglicherweise aufgrund zu frühen Ruhestands nach mehr
u. a. „Dornröschen“ auf der Sababurg im verwunschenen als vier Jahrzehnten intensivster Betätigung auf einem ande-
Reinhardswald, kennen wir sie als ein frühes technisches ren antriebstechnischen Gebiet: Sorry und mea culpa!
Hilfsmittel: Durch gleichzeitiges Auseinanderziehen und Ver-
drehen loser Fasern wurden Handspindeln in vielen Kulturen
mittels Wirtel als Schwungmasse zum Spinnen von Fäden
oder Garn verwendet – von fußbetätigten Spinnrädern war
zunächst noch keine Rede.
Stator einer Motorspindel in schlankem Kühlmantel, rechts durch
doppelte O-Ringe gegen den aktiven Teil abgedichtet (Bild © „tn“(wd)
Umso wichtiger daher jetzt die Betrachtung der Motorspin-
del aus Sicht des Elektromaschinenbaus. Verwendet werden
Unterschiedlicher können Spindeln kaum sein, links Dornröschen aus mehrheitlich Asynchronmotoren mit auf der Spindelwelle ange-
Grimms Märchen mit der Illustration von Alexander Zick (Märchen für ordneten Kurzschlussläufern, abhängig von den zu erreichen-
Kinder, Verlag Grote Berlin, um 1880, aus www.maerchenatlas.de) und den Drehzahlen, Drehmomenten und Leistungen auch per-
rechts eine zur Überholung bestimmte Motorspindel (Bild © DSW) manenterregte Rotoren für synchron mit der Ständerfrequenz
laufende Maschinen. Von Bedeutung ist hier die für die Schnitt-
Verwunschen ist Bad Emstal im Südwesten des Landkreises geschwindigkeit bei gewünschtem Vorschub und erforderlicher
Kassel keineswegs und „verschlafen“ wie Dornröschen sind Oberflächengüte erforderliche Drehzahl, die bei beiden Motor-
die Spindel-Fachleute der Fa. DSW Das Spindel Werk schon systemen nur von Frequenz und Polzahl abhängig ist.
gar nicht, sondern hellwach auf der Höhe der Zeit. Und damit
ganz im Gegensatz zum gelernten Elektromaschinenbauer Bei Asynchronmotoren ohne Belastung ist zwar die erreich-
als Verfasser dieser Kolumne. Denn dass Werkzeugmaschi- bare Drehzahl – und damit die erreichbare Schnittgeschwin-
nen nicht mehr von Dampfmaschinen über lange Transmis- digkeit – wie bei Synchronmotoren faktisch die gleiche, aber
sionswellen unterm Hallendach und dann über schlappe, unter Belastung sinkt sie um den sogenannten Schlupf zum
auf andere Räder umwerfbare Flachriemen wie ehemals im Aufbau des Drehmoments im Läufer um einige Prozent ab.
Werk Rothenditmold von Henschel & Sohn angetrieben wer- Von Bedeutung erscheint eher der Feldschwächbetrieb für
den, war bestens bekannt; dies auch aus den Erzählungen höhere Drehzahlen bei konstanter Leistung und abfallendem
des eigenen Vaters, der dort als Dreher gelernt und gearbei- Drehmoment (wie bei den aktuellen E-Kfz-Antrieben), bei
tet hatte. Näheres dazu erfahren Sie im heute dort angesie- dem zum Aufbau des Gegenfeldes ein den Stator belasten-
delten TECHNIK-MUSEUM KASSEL! der Strom eingestellt werden muss: Superschnelle digitale
Rechentechnik ermöglichte dies in den letzten Jahrzehnten!
Dass später Elektromotoren mit umschaltbaren Getrieben, Über diesen Feldschwächbetrieb hinaus werden auch Kenn-
auch Gleichstromantriebe, ab den 1990-er Jahren zumeh- linien realisiert, die die Leistung abfallen lassen und somit
mend über Wechselrichter gespeiste Drehstrommotoren, das Drehmoment noch stärker reduzieren.
drehzahlverstellbar zur Anpassung der Schnittgeschwin-
digkeit ohne Getriebe verwendet wurden, war auch sehr Je höher die speisende Frequenz f und je kleiner die Pol-
gut bekannt. Dass aber sowohl Asynchron- wie auch Syn- paarzahl p des Motors ist, umso höhere Drehzahlen sind er-
chronmotoren in die Spindeln moderner Dreh-, Fräs- und reichbar. Diese kann in Umdrehungen je Minute ermittelt
Schleifmaschinen und ganzer Bearbeitungszentren integriert werden durch die Formel n=f*60/p. Bei 50 Hz, unserer üb-Motorspindeln in Werkzeugmaschinen 15
lichen Netzfrequenz, und der kleinsten möglichen Polpaar-
zahl 1 mit je einem magnetischen Nord- und Südpol ist also
keine höhere Drehzahl als 3.000 min-1 erreichbar. Dies führt
bei der gleichen minimalen Polpaarzahl 1 und bei zu errei-
chender Drehzahl von 250.000 min-1 zu einer Frequenz
Wie bei vielen motorischen Antrieben werden auch Motor-
spindeln für unterschiedlichen Betrieb ausgelegt. In der Be-
triebsart S1 ist der Motor thermisch für einen Dauerbetrieb
ausgelegt. Dieser wird bei Werkzeugmaschinen mit meist
kurzen Bearbeitungszeiten und häufigen Werkstück- und
Werkzeugwechseln kaum vorkommen. Im Durchlaufbetrieb
mit Aussetzbelastung S6 wird z. B. eine relative Einschalt-
Konstantes Drehmoment im unteren Drehzahlbereich, bei konstanter dauer von 60 % (S6 - 60 %) bei einer Spieldauer von 2 min
Leistung abfallendes Drehmoment im mittleren Drehzahlbereich und li- angenommen und führt zu einer höheren Belastbarkeit.
neare Reduzierung der Leistung mit abfallendem Drehmoment im obers-
ten Drehzahlbereich (Grafik © „tn“(wd)) Wolfgang Dünkel
tn-Redaktion
GB_Anz_Image_Azubis_185x128_4c_20181213_Layout 1 15.01.19 09:31 Seite 1
Ausbildung
Sanitärtechnik
Heizungstechnik
Klimatechnik
Rohrleitungs- und Anlagenbau
wir machen’s möglich!
· Anlagenmechaniker/ -in Sanitär Heizung Klima
· Technischer Systemplaner/-in Sanitär Heizung Klima
· Duales Studium Versorgungstechnik
Zertifiziert nach Gebr. Becker GmbH & Co. KG T + 49 561 9202471- 0
DIN EN ISO 9001 + SCC Energie- und Versorgungstechnik kassel@gebr-becker.com
Miramstraße 74, 34123 Kassel www.gebr-becker.com16 THIEL MAHO – Geschichte des Werkzeugmaschinenbaus
Werkzeugmaschinenfabriken Gebr. THIEL GmbH
und MAHO AG
– Entwicklung und Fertigung von Werkzeugmaschinen in Bad Emstal –
In den Jahren 1952 bis 1992 wurden im dem zweiten Weltkrieg siedelte sich die
heutigen Bad Emstaler Ortsteil Sand AEG hier an. In einer der Fabriken wur-
Werkzeugmaschinen von den Firmen den Hochspannungs-Leistungsschal-
Gebr. Thiel und später MAHO in mo- ter in Druckgastechnik entwickelt und
dernster Technologie entwickelt, ge- produziert sowie bis heute gasisolierte
baut und weltweit verkauft. Die Anfänge Kompakt-Schaltanlagen, in anderen
der hier angesiedelten Werkzeugma- Fabriken Kühlschränke, Fahrkarten-
schinenfabrikation wurzeln geografisch drucker sowie Kunst- und Isolierstoffe.
und historisch in anderen Unterneh-
mungen. Eine der Wurzeln reicht bis in Nach 1945 konnten die Unternehmen
das Jahr 1862 zurück. In diesem Jahr THIEL und MAHO in den unterschied-
gründeten die Brüder Christian und lichen Besatzungszonen wieder mit der
Georg Thiel in dem im Thüringer Wald Herstellung von Uhren und Messmitteln
gelegenen Ort Ruhla eine Uhrenfabrik. sowie dem Bau der hierfür erforderli-
Die für die industrielle Fertigung von chen Maschinen beginnen. Die Firma
günstigen Taschenuhren erforderlichen MAHO, die zunächst wieder die Herstel-
Produktionsanlagen und Bearbeitungs- lung von Messmitteln begann, konzent-
maschinen wurden ebenfalls im eige- rierte sich nach 1950 vollständig auf die
nen Betrieb hergestellt. Somit begann Entwicklung und Herstellung von Werk-
hier, wie auch in anderen Betrieben zeugmaschinen. Die Inhaber des we-
der damaligen Zeit, der Bau von Ma- sentlich größeren THIEL-Konzerns, de-
schinen, die als Werkzeugmaschinen ren Werke nun durch die im Potsdamer Prospekt-Titelseite der THIEL DUPLEX 159
bezeichnet werden. Eine andere Wur- Abkommen festgelegten Zonengrenzen Universal-Werkzeug-Fräsmaschine
zel für die spätere Entwicklung der Ma- im Gebiet der sowjetischen Besatzungs-
schinenfabrik in Bad Emstal entwickel- zone lagen, wurden enteignet. Der Inha- Spieluhren. Die Produktion fand in ei-
te sich im Dorf Pfronten im Allgäu, wo ber der Firma wurde noch während der nem Stallgebäude und in dem darü-
im Jahr 1920 die Reißzeugfabrik Mayr, amerikanischen Besetzung Thüringens ber liegenden Saal eines Wirtshauses
Hoermann & Cie. GmbH, die spätere festgenommen und in unterschiedlichen statt. Durch vorhandene Kenntnisse
Firma MAHO, gegründet wurde. Lagern auf dem Gebiet der späteren und die Beschaffung von Unterlagen
Bundesrepublik interniert. und Maschinen aus Ruhlaer Produkti-
Der zweite Weltkrieg und die vorher- on sowie den Zuzug von Fachkräften
gehende Aufrüstung führte bei den Als der Unternehmer Dr. Reinhold aus Ruhla gelang in den 1950er Jah-
Unternehmen THIEL und MAHO zu- Thiel nach über zwei Jahren von den ren der Wiedereinstieg in die Produk-
nächst zu einem starken Rückgang Behörden der Alliierten entlassen wur- tion von Werkzeugmaschinen. Im Jahr
und später zur Unterbrechung bei der de, gründete er mit seinem Sohn Ed- 1952 wurde eine neue Fabrik am Orts-
Produktion von Uhren, Messmitteln win Thiel in Bad Emstal zunächst einen rand von Bad-Emstal-Sand in Betrieb
und Werkzeugmaschinen, da beide Betrieb zur Herstellung von einfachen genommen.
Firmen Teile und Baugruppen für die
Rüstungsindustrie herstellten. Die Fir-
ma THIEL baute bereits vor dem Krieg
an mehreren Standorten Werke auf,
die ausschließlich der Herstellung von
Rüstungsgütern dienten. Dazu gehörte
auch die Liegenschaft in der Lilienthal-
straße 150 in Kassel-Bettenhausen.
Hier errichtete die Gebr. Thiel Seebach
GmbH ein Werk zur Herstellung von
mechanischen Zeitzündern. Auf dem
Gelände wurden später von der Firma
Junkers Komponenten für die Motoren Werkzeugmaschinenfabrik der Firma Gebr. THIEL in Bad Emstal-Sand direkt an der Bahnlinie
von Kampfflugzeugen gebaut. Nach Kassel-Naumburg gelegen (Bild © Kultur- und Geschichtsverein Bad Emstal e.V.)THIEL MAHO – Geschichte des Werkzeugmaschinenbaus 17
Die erste Werkzeugmaschine, die in Die Familie Thiel verkaufte 1974 die wurde ebenfalls im Werk Bad Emstal
der neuen Montagehalle gebaut wur- Firma Maschinenfabrik Gebr. THIEL an entwickelt und hergestellt. Diese Ma-
de, war eine Säge- und Feilmaschine ihren Konkurrenten, den Inhaber der schine verfügt über automatische An-
vom Typ THIEL Produro 111. Die Pro- Firma MAHO Werkzeugmaschinenbau triebe in X-, Y- und Z-Richtung sowie
duro 111 war der Nachbau einer bereits Babel & Co. aus Pfronten im Allgäu. Da über eine CNC-Punkt-Streckensteue-
von den THIEL-Werken in Ruhla ent- sowohl THIEL als auch MAHO ihre Pro- rung Heidenhain TNC 131.
wickelten und produzierten Maschine. dukte sehr erfolgreich auf dem interna-
Zunehmend gewann die junge Firma tionalen Markt verkaufen konnten, ließ Ab 1982 verfolgte die Firma MAHO zu-
weitere Kompetenzen in Entwicklung der neue Inhaber die Marken THIEL nehmend eine Single-Brand-Strategy
und Fertigung von leistungsfähigen und MAHO zunächst weiterhin beste- und entwickelte MAHO zu einer sehr
Maschinen in international anerkann- hen. An beiden Standorten Pfronten erfolgreichen Marke mit internatio-
ter hoher Qualität. Weitere Säge- und und Bad Emstal wurden die jeweiligen naler Bekanntheit. Die Marke THIEL
Feilmaschinen wie die THIEL Produro Werkzeugmaschinentypen weiterent- verschwand völlig vom Markt für Neu-
115, die Stempelhobelmaschine THIEL wickelt und produziert. Auch Vertrieb maschinen. Die in Bad Emstal konst-
Conturex 132 sowie die Universalfräs- und Service liefen zeitweise parallel. ruierten und gebauten Maschinen, die
maschinen THIEL Duplex 155, 159 und Das Werk Bad Emstal übernahm Ent- nun unter der Marke MAHO verkauft
162 ergänzten das Angebot. wicklung und den Bau von Werkzeug- wurden, konnten in großen Stückzah-
maschinentischen für beide Werke und len abgesetzt werden und trugen maß-
belieferte auch das MAHO-Werk in geblich zum Erfolg des Unternehmens
Pfronten. Bis 1981 wurden MAHO und bei. Das Werk Bad Emstal wurde somit
THIEL Maschinen gemeinsam auf dem endgültig ein Zweigwerk der ab 1986
Markt angeboten. börsennotierten MAHO AG. Die durch
den Börsengang verfügbaren Mittel
Die CNC-Universal-Werkzeugfräsma- ermöglichten der Firma umfangreiche
schine MAHO MH 600 P Baujahr 1980 Investitionen in den Ausbau und die
Eines der erfolgreichen Produkte der
Firma THIEL war die Universal-Werk-
zeugfräsmaschine THIEL Duplex 155.
Die in obigem Bild gezeigte Maschine
Baujahr 1978 verfügt über automatisch
angetriebene Verfahrantriebe in X- und
Z-Richtung (angetriebener Arbeitstisch)
sowie über einen manuellen Antrieb in
Y-Richtung (Spindelstockquerweg).
Bildmontage aus den Logos der beiden Firmen MAHO MH 600 P CNC-Universal-Werkzeugfräsmaschine Baujahr 1980 hergestellt im Werk Emstal,
THIEL und MAHO (Bilder und Bildmontage © ebenfalls weiter unten (alle Maschinen- und Prospektbilder © WAHO Werkzeug und Maschinen-
„tn“ (wd)) handelsgesellschaft mbH)18 THIEL MAHO – Geschichte des Werkzeugmaschinenbaus Modernisierung der Standorte. Auch das Werk Bad Emstal wurde massiv ausgebaut. Die dort angesiedelten drei Bereiche Produktion, Forschung und Entwicklung sowie Vertrieb und Service wurden von Verantwortlichen, die direkt an den Vorstand berichteten, geführt. Als sich 1989 der eiserne Vorhang hob, der bis dahin Deutschland teilte, wurde der Kauf der ehemals zu den THIEL- Werken gehörenden Maschinenfabrik Seebach in Thüringen angestrebt. Die Maschinenfabrik Seebach war Teil des volkseigenen Betriebes VEB Uhren- werke Ruhla und wurde für 30 Millio- nen DM an die MAHO AG verkauft. Verbunden mit dem Kauf waren die Zusagen über den Erhalt von 900 Ar- beitsplätzen und eine Förderung durch den Freistaat Thüringen in Höhe von 60 Millionen DM. Die Maschinenfabrik Seebach wurde modernisiert und mit modernster Fertigungstechnik aus- gestattet. Zeitgleich wurden Teile der nicht von Entlassung betroffenen Mit- arbeiterschaft aus Seebach in anderen Standorten geschult. Besonders das Werk Bad Emstal übernahm einen gro- ßen Anteil der Einarbeitungstätigkeiten für die neuen Kollegen. Nach weiteren Zukäufen und Erweiterungen beschäf- tigte die MAHO AG im Jahr 1991 über 3800 Mitarbeiter, davon ca. 500 im Werk Bad Emstal. Die mit der deutschen Wiedervereini- gung einhergehende Wirtschaftskrise machte sich bei den Werkzeugma- schinenherstellern deutlich bemerkbar. Deren Kunden sind oft Kleinbetriebe oder mittelständische Unternehmen, die in Krisenzeiten Investitionen nur verhalten tätigen. Dies führte auch bei der MAHO AG zu massivem Umsatz- Prospektbild der CNC-Werkzeugmaschine MH 600 C mit Maschinenschutzkabine und CNC-Steue- rückgang. Um die dadurch entstande- rung MAHO 432. Die Maschinen dieses Typs gehörten zu den letzten im Werk Emstal gefertigten nen finanziellen Probleme zu mindern, CNC-Fräsmaschinen. beschloss der Vorstand das Werk Bad Emstal im Jahr 1992 zu schließen. Die Emstal bekamen ein Angebot zur Wei- gen wurde und die Gemeinde Seebach Entscheidung für den Erhalt des Wer- terbeschäftigung in Seebach, um die sich gut entwickeln konnte, benötigte kes Seebach und gegen den Erhalt Übertragung der Kompetenzen und Bad Emstal Jahre, um den Industrie- des Bad Emstaler Werks wurde maß- Fertigkeiten dorthin zu begleiten. Alle standort wieder zu beleben. geblich von der Tatsache, dass man anderen Mitarbeiter verloren ihren Ar- die vom Freistaat Thüringen empfan- beitsplatz. Auch für die aufstrebende Die Geschäftsleitung der MAHO AG genen 60 Millionen DM Fördergeld bei Gemeinde Bad Emstal war die Schlie- hatte noch wenige Jahre vor der Werks- Schließung des Standortes Seebach ßung nicht förderlich. Während die De- schließung von der Gemeinde Bad hätte zurückzahlen müssen, beein- ckel MAHO Seebach GmbH zu einem Emstal die Bereitstellung von großen flusst. Einige Wissensträger aus Bad sehr attraktiven Arbeitgeber in Thürin- Gewerbeflächen gefordert. Diese kam,
THIEL MAHO – Geschichte des Werkzeugmaschinenbaus 19
Abgeschwenkter Vertikalfräskopf mit formschlüssigem Antrieb durch die obere Welle im Spindelstock (links) und integrierter Werkzeugwechsler mit
Kettenmagazin für 24 Werkzeuge und – je nach Stellung des Fräskopfes – vertikale oder horizontale Beschickung (rechts).
um den attraktiven Arbeitgeber am Ort zeugmaschinenfabrik MMD und dem
zu halten, den Forderungen nach und Automobilzulieferer Sequatec weitere
erwarb bis dahin landwirtschaftlich ge- Betriebe angesiedelt. Die MAHO AG
nutzte Flächen. Diese verblieben als ging 1994 in Konkurs. Durch Aufkauf
Brachflächen nach Abzug der MAHO und Zusammenschlüsse mit den Werk-
AG im Besitz der Gemeinde und konn- zeugmaschinenherstellern Deckel und
ten nie für eine Industrieansiedlung Gildemeister entstand die Firma DMG.
genutzt werden. Erst im Jahr 2010 Diese wurde mittlerweile von einem
konnte die Fläche für den Bau eines japanischen Hersteller aufgekauft.
Solarparks umgewidmet werden. Im
Gewerbegebiet, dessen Keimzelle die Norbert Heinicke
Maschinenfabrik Gebr. Thiel war, ha- tn-Redaktion
ben sich mittlerweile neben der Werk-
Dipl.-Ing. Norbert Heinicke ist einer der ge-
schäftsführenden Gesellschafter des Inge-
Danksagung: nieurdienstleistungsunternehmens INGSERV
GmbH. Seine erste Stelle als Ingenieur trat
er nach Abschluss seines Maschinenbaustu-
diums im Jahr 1988 an der Universität Kassel
bei der MAHO AG an. Nach Einarbeitung im
Für die Zurverfügungstellung von Bildern der Maschinen und von Prospekten Werk Pfronten war er für die Einführung, den
von THIEL und MAHO bedanken wir uns sehr herzlich bei der Geschäftsfüh- Betrieb und die Anwenderschulung rechner-
rung der WAHO Werkzeug- & Maschinen Handelsgesellschaft mbH, Kassel gestützter Konstruktion im Bereich Forschung
und Staufenberg. und Entwicklung im Werk Bad Emstal bis zur
Standortschließung 1992 zuständig.
(Bild © Privat)20 Prozessgrößen und Randschichteigenschaften
Einfluss von Prozessgrößen bei der automatisierten
Zerspanung auf die Randschichteigenschaften
Da etwa 80% der Bauteile im Ma-
schinenbau schwingend beansprucht
werden und Bauteile mit Druckeigen-
spannungen an der Oberfläche bei
dieser Beanspruchung die längsten
Standzeiten aufweisen, sind Druck-
eigenspannungen an bzw. minimal
unter der Oberfläche ein wichtiges
Qualitätsmerkmal. Ein klassischer Ver-
sagensgrund von Wellen ist ein sich
immer weiter ausbreitender Riss, der
schließlich zu einer derartigen Quer-
schnittsverminderung führt, dass es
zum Gewaltbruch kommt. In Abbildung
1 wird eine Bruchfläche gezeigt, deren
Versagensbeginn an der zerspanten
Oberfläche liegt. Es zeigt sich kein wei-
terer mikroskopisch erkennbarer Gefü-
gefehler im Inneren.
Während Zugeigenspannungen an der
Oberfläche, also dort wo Risse auftre-
ten, deren Entstehung unterstützen
wirken Druckeigenspannungen an der
Oberfläche der Rissentstehung sogar
entgegen. Abbildung 1: Bruchfläche einer schwingend beanspruchten, hochfesten Stahlprobe, mit einem
typischen Rissausgangsort an der gedrehten Oberfläche (rechte Seite der Bruchfläche auf
Es ist bekannt, dass in der Fertigungs- Position 3 Uhr, alle Bilder © Fachgebiet Metallische Werkstoffe, Institut für Werkstofftechnik,
technik nach dem Schweißen sowie Universität Kassel)
Zerspanen Möglichkeiten der mecha-
nischen Oberflächennachbehandlung wenn dieser Einfluss bekannt ist, kann jekte dieses Forschungsvorhabens.
genutzt werden können, um die entste- dieses Wissen eingesetzt werden, um Schließlich sollten die gezielt optimier-
henden Randschichteigenspannungen an bestimmten Positionen eines Bau- ten Werkstoffbereiche nicht durch ne-
bewusst zu beeinflussen. Dabei ist es teils durch ein gezieltes Ändern der gative Einflüsse aus dem Fertigungs-
das Ziel möglichst Druckeigenspan- Prozessgrößen, wie beispielsweise der prozess wieder zerstört werden. Eine
nungen in bzw. an der Oberfläche zu Vorschub- oder Schnittgeschwindig- entscheidende Rolle spielte dabei die
forcieren und die rissfördernden im keit, die Eigenspannungen schon im definierte Einstellung der Prozessgrö-
Inneren des Bauteils zu verteilen. So- Fertigungsprozess den Voraussetzun- ßen im Hartdrehprozess zur Erzeu-
mit können gezielt Bauteile geschaffen gen gemäß anzupassen. gung von lebensdaueroptimierenden
werden, die an bestimmten Stellen ab- Vor nunmehr 15 Jahren wurde an der Randschichtzuständen.
sichtlich mit Druckeigenspannungen Universität Kassel in Kooperation mit
ausgestattet sind, um deren Lebens- weiteren Forschungseinrichtungen und Eine umfangreich angelegte
dauer bei gleichbleibendem oder so- Anwendungspartnern begonnen ent- Studie
gar abnehmendem Bauteilgewicht zu sprechende Wissenslücken zu schlie-
steigern. Dies wird in der Praxis mittels ßen. Der Fokus richtete sich dabei auf Da die Zerspanung gerade im CNC-
mechanischer Nachbehandlungsver- die Herstellung und Charakterisierung Zeitalter einen unverzichtbaren Teil
fahren an Spiralfedern oder Getriebe- funktional gradierter Werkstoffe, um der Bauteilbearbeitung darstellt, ist es
komponenten bereits erfolgreich einge- u.a. für den Flugzeug- und Automobil- zwingend erforderlich, Grundlagenun-
setzt. Bei der Zerspanung selbst liegen bau ein neues Werkstoffdesign voran- tersuchungen zur Eigenspannungs-
nur relativ wenige Untersuchungen vor, zutreiben. Dabei spielte die Form- und ausbildung an spanend bearbeiteten
die zeigen, welche Prozessparameter oberflächendefinierende Verarbeitung Bauteiloberflächen durchzuführen. In
einen Einfluss auf die Eigenspannun- der gradierten Werkstoffe eine ent- diesem Fall wurde eine niedrig legier-
gen haben und wie groß dieser ist. Erst scheidende Rolle in einem der Teilpro- te Stahlwelle aus dem VergütungsstahlProzessgrößen und Randschichteigenschaften 21
51CrV4 zunächst für sieben verschiedene Härtegrade wär- den Vorschub, 175 m/min für die Schnittgeschwindigkeit und
mebehandelt, und anschließend mit verschiedenen Parame- 0,25 mm Schnitttiefe.
tern (Vorschub und Schnittgeschwindigkeit bei konstanter
Zustellung) mit gleichbleibender Schneidengeometrie dre- Es ist deutlich zu erkennen, dass bei der Welle mit der gerin-
hend zerspant. Die nach dem Drehvorgang vorherrschenden geren Härte von 322 HV ein Zugspannungsmaximum an der
Randschichteigenspannungen sind dann mit Blick auf die Oberfläche entsteht, während der gleiche Parametersatz bei
jeweilige Wärmebehandlung, Oberflächenrauheit, Härte- einer Welle mit einer Härte von 656 HV den für die Lebens-
grad und die spanenden Bearbeitungsparameter zu bewer- dauersteigerung zu bevorzugenden Druckeigenspannungs-
ten. Auf die verwendete tiefenaufgelöste röntgenografische zustand an der Oberfläche erzeugt. Dieser nimmt sogar mit
Eigenspannungsmessmethode soll an dieser Stelle nicht zunehmender Wirktiefe noch zu, ehe er sich bei weiter zu-
weiter eingegangen werden. Abbildung 2 zeigt exemplarisch nehmender Tiefe abbaut. Weitere Untersuchungen ergaben,
die Untersuchungsergebnisse von Wellen mit zwei unter- dass für diese Kombination von Prozessgrößen ein Druck-
schiedlichen Ausgangshärten, nach dem Zerspanprozess spannungsgradient ab 500 HV beginnend an der Oberfläche
unter Verwendung gleicher Prozessgrößen 0,125 mm-1 für eingebracht werden kann.
Abbildung 2a: Eigenspannungstiefenverläufe von zwei Proben der Härteklasse 322 HV mit entsprechenden Bearbeitungsparametern. 2b: Eigenspan-
nungstiefenverläufe von zwei Proben der Härteklasse 656 HV hartgedreht mit gleichen Bearbeitungsparametern.
Prüfungen mit Sachverstand! FSU er
s tänd
ig enorg
an
i
hv
sa
tio
Sac
n
SOUTEC e.V.
◼Tankanlagen, Heizölbehälter, Industrieanlagen gem AwSV
Freie Sachverständige
◼Abscheideranlagen gem VGS (Anhang 49) für Umwelttechnologie
◼Generalinspektion für Leichtflüssigkeitsabscheideranlagen Dipl.- Ing. Petra Witzmann
(DIN EN 858/DIN 1999-100)
Göttinger Straße 25
◼Fettabscheider (DIN EN 1825/DIN 4040-100) 34123 Kassel
◼Wassergefährdende Stoffe und Abwasser (Beratung und Schulung) Tel. 0561 9531690
◼Gutachten Mobil: 0171 5217652
E-Mail:witzmann@fsu.de
... unserer Umwelt zur Liebe! Web: www.fsu.deSie können auch lesen