Technik nordhessen - VDE Kassel
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
2-2018 technik nordhessen Informationen aus den technisch-wissenschaftlichen Vereinen Nordhessens und Süd-Niedersachsens Sondermaschinenbau und Anlagenbau Trocknungsanlagen Spur-/Sturz-Einstell- Verpackungs-Sonder- Berichte aus den Vereinen: aus Bad Hersfeld anlagen aus Kassel maschinen aus Amöneburg VDI / VDE / DGS / REFA

Viele Visionäre haben in
einer Garage angefangen.
Spar dir den Umweg.
Im neuen Viessmann Technikum kommt zusammen, was scheinbar nicht zusammenpasst:
die Innovationskraft und Geschwindigkeit eines Start-ups und alle Vorteile eines etablierten
Mittelständlers. Aber genau diese Mischung schafft ein einzigartiges Umfeld, in dem
Energielösungen von morgen nicht nur entstehen, sondern gemeinsam umgesetzt werden.
Wenn wir da zusammenkommen, bewirb dich jetzt auf jobs.viessmann.de
Auf in ein neues
Jahrhundert
Editorial 3
Liebe Leserinnen, liebe Leser,
in dieser Ausgabe widmen wir uns dem Thema „Sondermaschinenbau und Anlagenbau“, das ursprünglich schon für
Heft 1-2018 vorgesehen war, aber aufgrund der Aktualität des Schwerpunkts „Technik Museum Kassel TMK“ um eine
Ausgabe verschoben wurde.
Was ist „Sondermaschinenbau“? In diesem Spezialgebiet
des Maschinenbaus werden keine Maschinen „von der Stan-
ge“ produziert, sondern teilweise komplette Produkte ganz
individuell nach Kundenbedürfnissen entwickelt, manchmal
aber auch lediglich bestehende Systeme angepasst.
Der Anlagenbau realisiert technische Anlagen und umfasst
verschiedene technische Disziplinen, z. B. Verfahrenstech-
nik, Energietechnik, Versorgungstechnik, Produktionstech-
nik, Maschinenbau und Elektrotechnik. Die Aufgaben erge-
ben sich aus dem Gesamtprozess, der mit der Anlage unter
vorgegebenen Randbedingungen realisiert werden soll.
Der erste Beitrag ist von Dr. Christoph Habighorst und be-
schreibt, wie die Grenzebach BSH GmbH mit dem Sinus-
System die Furniertrocknung im Griff hat. Lesen Sie selbst, Dipl.-Ing. Dieter Vondereck und Wolfgang Dünkel nehmen
wie sie das geschafft haben. uns beim Beitrag zu Hochspannungsschaltgeräten aus
Kassel mit auf eine historische Reise. Dieser Beitrag passte
Danach erläutern Dipl.-Ing. Richard Leck und Dipl.-Ing. nicht mehr in die vergangene Ausgabe und folgt deshalb hier.
Ahmed Nourdine von AuE Kassel GmbH, welche techno-
logischen Herausforderungen es zu meistern gilt, um eine Und es gibt wieder einige Beitrage der Vereine in diesem
vollautomatische Spur- und Sturz-Einstellanlage für PKW- Heft, u.a. zu den Jahresmitgliederversammlungen, speziel-
Achsen in der Montagelinie zu entwickeln und aufzubauen. len Veranstaltungen wie einem TRIZ-Barcamp und einigen
personellen Veränderungen.
Anschließend widmen wir uns einem völlig anderen Bereich,
nämlich Sondermaschinen für Optik und Verpackung. Nor- Und nun wünschen wir Ihnen viel Spaß und Freude beim
bert Riehl von der Alphatec GmbH beschreibt, mit welcher Lesen dieser „technik nordhessen“!
Technik Schlauchbeutelmaschinen arbeiten, die vorrangig in
der Klebstoff-herstellenden Industrie benötigt werden. Jürgen Sapara
und das Redaktionsteam der „technik nordhessen“
Olaf Dömer erläuert, was beim Umbau von Maschinen be-
achtet werden muss, und zwar aus rechtlicher Sicht. Wie er-
kennt man „wesentliche Änderungen“ und was bedeutet dies
für die Risikobeurteilung.
In der Unternehmenspräsentation gibt uns Michael von Dar-
sen einen Überblick, wie beim Thema Energieversorgung für
die Neu- und Bestandsbauten der Sartorius AG ein eigener
Standard entwickelt und umgesetzt wurde.
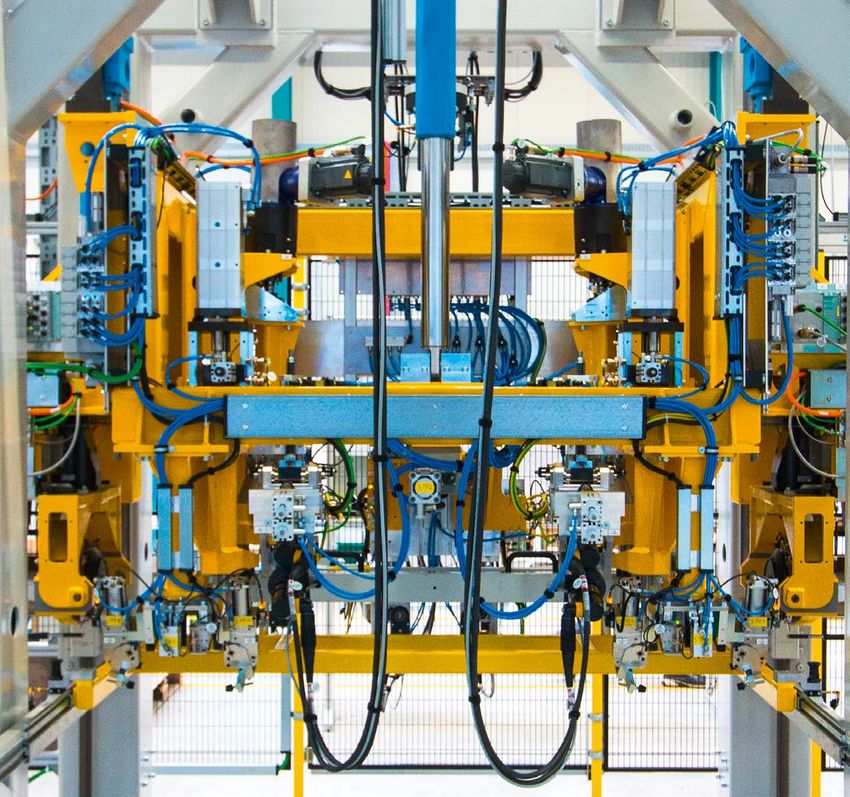
Bild der Titelseite
Hubrahmen einer Achseinstellanlage mit Mess- und Stelleinrichtungen (Bild © AuE Kassel GmbH)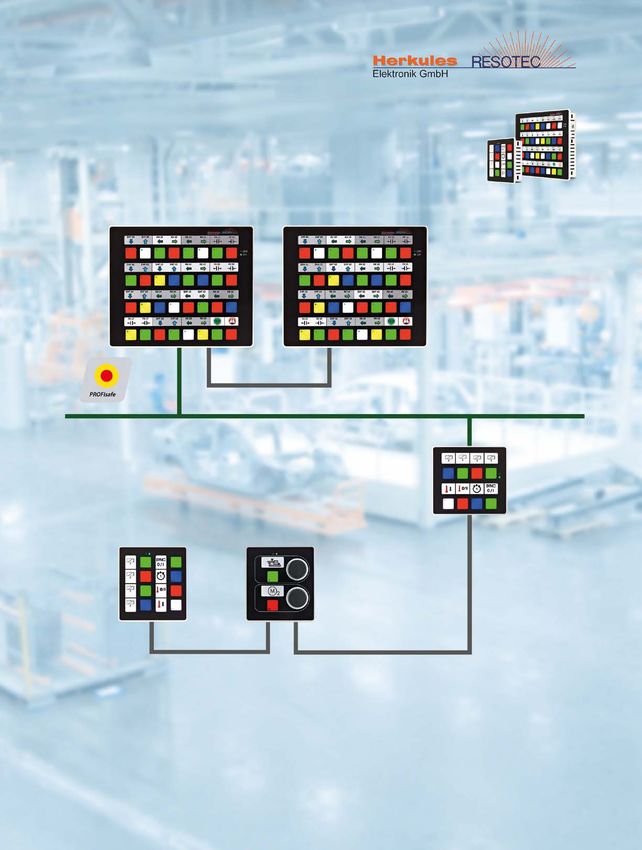
4 Inhaltsverzeichnis
Sonder-Maschinenbau und Anlagenbau
Grenzebach BSH GmbH 5
AuE Kassel GmbH - Spur- und Sturzeinstellanlagen 10
Alphatec Sondermaschinen 17
tecteam - Einfluss Umbau Maschinen auf CE 20
Sartorius Stromversorgung mit eigenem Standard 23
Hochspannungs-Schaltgeräte im TMK – Fortsetzung 26
Interview Absolvent der Uni Kassel
Markus Wagner:
„Tag der Technik 2010 entschied die Fachrichtung “ 32
Berichte aus den Vereinen
Tag der Technik 2018 33
VDI Jahresmitgliederversammlung 2018 34
VDE Jahresmitgliederversammlung 2018 37
TRIZ-Bar-Camp 38
eoda Datenschatz für KI und Machine Learning 40
DGS Berichte aus der Sektion 41
REFA Besuch bei HERBERT Maschinenbau 42
Personalia 44
Nächste Ausgabe 42
Kontakt 46
Impressum
Herausgeber: Technisch-wissenschaftliche Vereine Nordhessens und Südniedersachsens (siehe Rubrik „Kontakt“, Seite 46)
Redaktion: Jürgen Sapara (js), E-Mail: redaktion-tn@sapara.de, www.technik-nordhessen.de
Dr. Sebastian Wende - von Berg, VDE
Wolfgang Dünkel (wd), VDE/VDI
Norbert Heinicke, VDI
Harald Wersich, DGS
Satz und Layout: Puy Yeu Sandau
Auflage: 5000 Exemplare je Ausgabe
Redaktionsschluss: 31.10. bzw. 30.04. für die Ausgaben 1-JJJJ bzw. 2-JJJJ jeden Jahres
Grenzebach BSH GmbH 5
Qualität am laufenden Band
Mit der speziellen Sinus-Führung im für die Herstellung von Gipskartonplat-
Bandtrockner von Grenzebach BSH ten sowie Gipsprodukten und erweitert
GmbH aus Bad Hersfeld lassen sich diese auf Wunsch bis hin zu schlüs-
sogar stark zur Welligkeit neigende selfertigen Fabriken. Anlagen für die
Furniere aus Buche oder Pappel trock- energieeffiziente Trocknung von Holz-
nen und gleichzeitig glätten. Ein deut- furnieren sowie für die Produktion von
scher Sperrholzproduzent hat so nach Mineralwolle und anderen Dämmstoffen
drei Jahren Suche die Lösung für seine sind weitere Tätigkeitsfelder. Verfah-
Produktion mit Grenzebach gefunden. renstechnische Apparate wie Mühlen,
Sichtern und Pressen ergänzen das An-
Die Grenzebach-Gruppe: Ein gebot. Auch die Entwicklung von kom-
international tätiges High-Tech- plexen verfahrenstechnischen Anlagen
Unternehmen für die Herstellung und Verarbeitung von
Grenzebach ist ein weltweit führender Nischenprodukten wie die Erzeugung
Spezialist für die Automation indus- des weißen Pigmentes Cristobalite aus
trieller Prozesse. Das Unternehmen hochreinem Sand oder Petrolkoks für Dr. Christoph Habighorst, Vice President Sales
entwickelt für die globalen Märkte der die Herstellung von Schmelzanoden Business Unit Building Materials der Grenze-
Glas- und Baustoffindustrie sowie der übernimmt der Standort in Bad Hersfeld. bach BSH GmbH, Bad Hersfeld, studierte Biolo-
Intralogistik maßgeschneiderte Auto- gie mit der Fachausrichtung Holzwirtschaft an
matisierungslösungen von der Planung Der Grenzebach-Bandtrockner mit der Universität der Hansestadt Hamburg. Hier
bis zur Fertigung und Inbetriebnahme. Sinus-Führung erhielt er den Abschluss zum Diplom-Holzwirt
Grenzebach bietet Furnierherstellern im Jahre 1991. Er promovierte anschließend am
Den Grundstein für die heutige Gren- das komplette Spektrum an Anlagen Institut der Holz-Chemie in Hamburg. Seither
zebach-Gruppe legte 1960 Rudolf und Apparaten für die Furnierpro- ist er im Anlagenbau tätig. Er begann dort sei-
Grenzebach mit der Gründung der duktion: Von einzelnen Trocknern mit ne Laufbahn als Inbetriebnehmer weltweit und
Grenzebach Maschinenbau GmbH im Beschickung und manueller Abnahme übernahm später die Leitung der Forschung
bayerischen Hamlar bei Augsburg. In bis hin zu kompletten Furniertrocknungs- und Entwicklung in verschiedenen Unternehmen
den ersten Jahren des Unternehmens linien mit Scannern und Staplern. Gren- der Anlagenbau-Branche. Seit 2003 ist er für
wurden Automatisierungslösungen zebach Furniertrockner stehen für gleich- die Firma Grenzebach tätig. Hier zunächst als
für diverse Anwendungen, u.a. in der mäßige Trocknung der Furniere über die Geschäftsbereichsleiter Holz und ab 2010 als
Möbelindustrie sowie der Spanplatten- gesamte Trocknerbreite und über die Gesamtvertriebsleiter für den Bereich Bau-
produktion entwickelt. Im Jahr 1974 komplette Anzahl der Etagen - Luft wird stoffanlagen der Grenzebach Gruppe weltweit.
wurde die weltweit erste Anlage für die hier äußerst exakt und sauber verteilt.
Weiterbearbeitung von industriell her-
gestelltem Flachglas entwickelt – die
Anfänge des bis heute größten Ge-
schäftsbereichs. Grenzebach-Anlagen
bewegen riesige Glasscheiben, inspi-
zieren deren Qualität, schneiden sie zu
und stapeln sie ab.
Um sich ein zweites Standbein auf-
zubauen, begann Grenzebach in den
1990er Jahren mit der Entwicklung
von Automatisierungslösungen für die
Baustoffindustrie. Im Jahr 2002 wurde
ein Teil des Babcock-Konzerns in Bad
Hersfeld erworben. Hier ist heute das
globale Kompetenzzentrum für Bau-
stoffe angesiedelt. Die heutige Gren- Grenzebach Furniertrockner stehen für gleichmäßige Trocknung der Furniere über die gesamte
zebach BSH GmbH in Bad Hersfeld Trocknerbreite und über die komplette Anzahl der Etagen – Luft wird hier äußerst exakt und
entwickelt ressourceneffiziente ther- sauber verteilt. Dabei sorgt der sinusförmige Transport für eine geringere Welligkeit der Furnier-
modynamische Produktionsverfahren blätter (alle Bilder und Grafiken © Grenzebach, Asbach-Bäumenheim/Hamlar).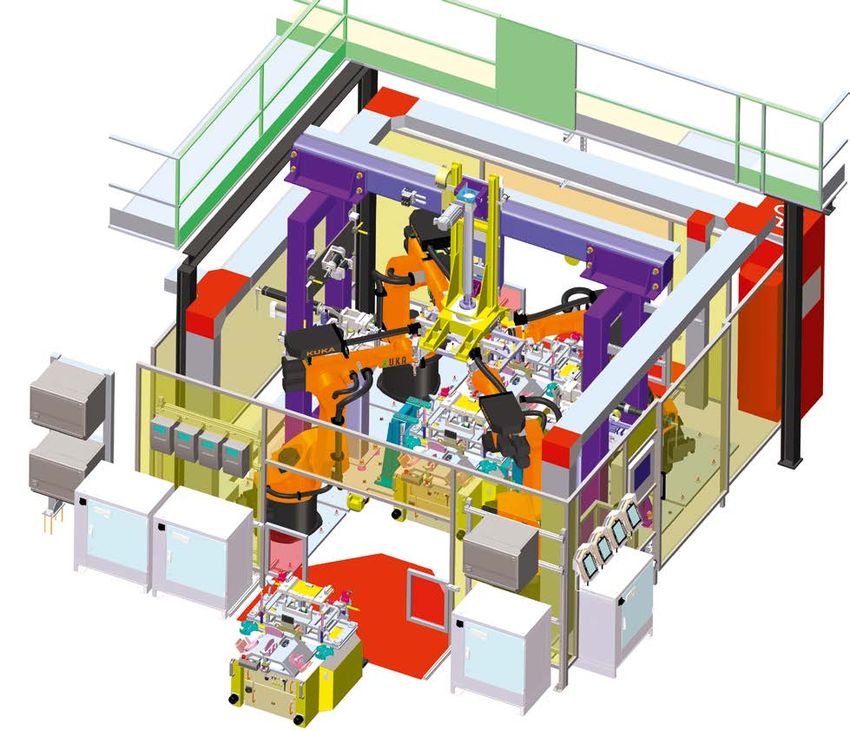
6 Zur Funktionsweise eines Furniertrock- Sektionen mit 2,25 m Länge werden je zwischen Trag- und Deckband kann ners: Die Zuführung zum Trockner ist bei nach gewünschter Arbeitsbreite (4 m, in Grenzebach-Bandtrocknern die dekorativen Furnieren halbautomatisch 4,8 m, 5,8 m und 6,2 m) zur optima- Welligkeit bei besonders feuchten ausgerichtet, bei Schälfurnieren vollau- len Trocknerlänge kombiniert. Dampf-, und schwierig zu trocknenden Holz- tomatisch. Die geschnittenen, feuch- Thermoöl- und Gasbefeuerung sind arten reduziert werden. Die weitere ten Furnierblätter (Anfangsfeuchte möglich, mit Trocknungstemperaturen Bearbeitung verläuft einfacher, der ca. 70%) werden vakuumunterstützt bis zu 230°C. Über mehrere Etagen – Ausschuss ist geringer. Bei Rollen- vom Beschickungssystem aufgenom- der größte Trockner von Grenzebach oder Bandtrocknern ohne das Sinus- men und in hoher Taktzahl, bis zu 23 geht über sechs Etagen und hat eine System von Grenzebach kommt es Takte pro Minute bei einer Eintritts- Länge von 50 m – werden die Furniere zum Teil zu sogenannten Omega- temperartur von ca. 25°C dem Trock- zwischen Trag- und Deckband mit ca. Trockenfurnieren, die den Furnier- ner zugeführt. Dichtfelder am Beginn 9 Meter pro Minute befördert und da- durchlauf blockieren. Mit dem Sinus- und Ende des Trockners werden mit bei getrocknet. Optimierte Strömung Bandtrockner dagegen gibt es kein vorgewärmter Luft im Überdruck be- und Luftverteilung über die volle Breite Stocken und der Ausschuss kann ext- schickt und damit das Verharzen der und alle Etagen führen zu einer gleich- rem minimiert werden, was für den Ar- Trocknerwände im Einlauf- und Aus- mäßigen Trocknung. Feueraluminierte beitsschritt nach dem Schälen und vor tragsbereich verhindert. Die Trockner Oberflächen beugen Korrosion vor. dem Sortieren und Kleben der Furnier- sind modular aufgebaut: Die Trockner- Durch die spezielle Sinus-Führung lagen hohe Effizienz bedeutet. Bereits Mit einer Arbeitsbreite von bis zu 6,2 Metern, modularer Bauweise und einer unterschiedlichen Anzahl von Etagen bietet Grenzebach einen sehr flexiblen Furniertrockner. Moderne Beschickungs- und Entleerungssysteme sorgen für schonende Behandlung der Furniere; die besondere Luftfüh- rung garantiert eine günstige Anströmung und damit ein Höchstmaß an Leistung bei minimalen Energiekosten. Zur Anpassung an unterschiedliche

Grenzebach BSH GmbH 7
nach ungefähr fünf Minuten (je nach
Länge des Trockners) verlässt das
getrocknete Furnier bei einer Austritts-
temperatur von ca. 35°C den Trockner.
In modernen Trocknerlinien mit einer
automatischen Abstapelanlage (instal-
lierte Leistung von ca. 530 kW) werden
große Mengen an Furnierblättern in
den unterschiedlichsten Formaten ge-
trocknet und abgestapelt.
Bei herkömmlichen Rollen- oder Bandtrocknern ohne Sinus-System kommt es zum Teil zu
Der Grenzebach Furnierscanner sogenannten Omega-Trockenfurnieren, die den Furnierdurchlauf blockieren. Durch die spezielle
FPIveneer ist an dieser Stelle unverzicht- Sinus-Führung zwischen Trag- und Deckband kann in Grenzebach Furniertrocknern die Welligkeit
bar, um eine gleichbleibende Qualitäts- bei besonders feuchten und schwierig zu trocknenden Holzarten reduziert werden.
sortierung zu gewährleisten. Der Scan-
ner erkennt im Durchlaufverfahren
sämtliche für die Sortierung der Fur-
niere maßgebenden Fehlerkriterien.
Holzarten können frequenzgeregelte Umluftventilatoren eingesetzt werden. Ein Leitrechner optimiert den Trocknungsprozess und vereinfacht die
Steuerung des Trockners hinsichtlich Temperatur, Feuchte, Transportgeschwindigkeit und Ventilatordrehzahl. Der Trockner ist bedienungsfreundlich
und leicht zu reinigen und zu warten.
8 Grenzebach BSH GmbH
In Abhängigkeit der Feuchte wird so in
Sekunden die genaue Stapelstelle be-
stimmt, an der das soeben gescannte
Blatt abgestapelt wird.
Grenzebach Bandtrockner
trocknet Furnier glatt
Aktuell hat Grenzebach mit einem
Bandtrockner bei einem Kunden für
einen Quantensprung in der Produkti-
on gesorgt. Die Produkteigenschaften
des Furniers mit 2,5 bis 3,5 Millimeter
Dicke erfordern ein besonders Verfah-
ren beim Trocknen. Festigkeit, Oberflä-
chenrauigkeit und leichte Rissbildung
stellen besondere Herausforderungen Seit 2002 gehört die Grenzebach BSH GmbH in Bad Hersfeld zur Grenzebach-Gruppe. Hier sind
bei der Verarbeitung dar. Die Furniere die Kompetenzen für den Baustoffsektor gebündelt.
neigen teils zu Löchrigkeit, was das An-
saugen an der Beschickung erheblich Kunde von Grenzebach für sein Pro- Sinus-Bandtrockner bei einem italie-
erschwert. Zudem sind die Furniere dukt aus regionalem Holz eine Trock- nischen Pappelsperrholzproduzenten.
bisher an den Enden meist gesplittet, nung auf eine sehr geringe Endfeuchte Mit Erfolg. Es folgte der Auftrag an
was ebenfalls Probleme bei der Be- (< 3% atro). Grenzebach, einen Sinus-Bandtrock-
schickung des Trockners verursachen ner zu installieren.
kann. Gesucht war eine Lösung für das Der Kunde hatte mehr als drei Jahre
Furnierhandling im Bereich der Beschi- erhebliche Probleme beim Trocknen Neben Bandtrockner für dünne sowie
ckung, dem störungsfreien Transport und massive Verstopfungen im Trock- Endlos-Schälfurniere, hat Grenzebach
durch den Trockner sowie einen sau- ner. Auf dem Weg zur Lösung machte auch Rollenbahntrockner für dickere
beren Austrag aus dem Trockner zur die Firma zunächst Versuche mit sei- und/oder großformatige Schälfurnie-
Abstapelung. Zudem erwartete der nem Furnier auf einem Grenzebach re sowie Bügeltrockner für dekora-
tive und oberflächenglatte Furniere
im Portfolio. Insgesamt sind weltweit
mehr als 400 Trockner von Grenze-
bach im Einsatz. Damit gehört das
Unternehmen zu den international
führenden Anbietern von Anlagen und
Komponenten in der Furnierherstel-
lung. Neben Schälfurnieren laufen auf
Grenzebach-Anlagen auch dekorative
Furniere, die in der Möbelindustrie, auf
Yachten, in Hotels oder anderweitig im
Interior-Design verwendet werden.
Automatisierungslösungen von
Grenzebach
Automatisierungslösungen von Gren-
zebach gehen sogar über das Ende
einer Produktionslinie hinaus. Seit
einigen Jahren ergänzen Fahrerlose
Transportsysteme die Produktpalette.
Mit den intelligenten mobilen Robo-
tern schließt Grenzebach Automatisie-
rungslücken in der Produktions- und
Lagerlogistik. Anlagen und mobile Ro-
botik tauschen Prozessinformationen
aus, um Fertigungsstufen intelligent
und effizient miteinander zu verknüp-
Bei den Grenzebach-Produktionsanlagen für die Gips-Industrie kommen auch Trockner mit Quer- fen. Neben den Kernmärkten der Glas-
oder Längsbelüftung zum Einsatz. und Baustoffindustrie kommen die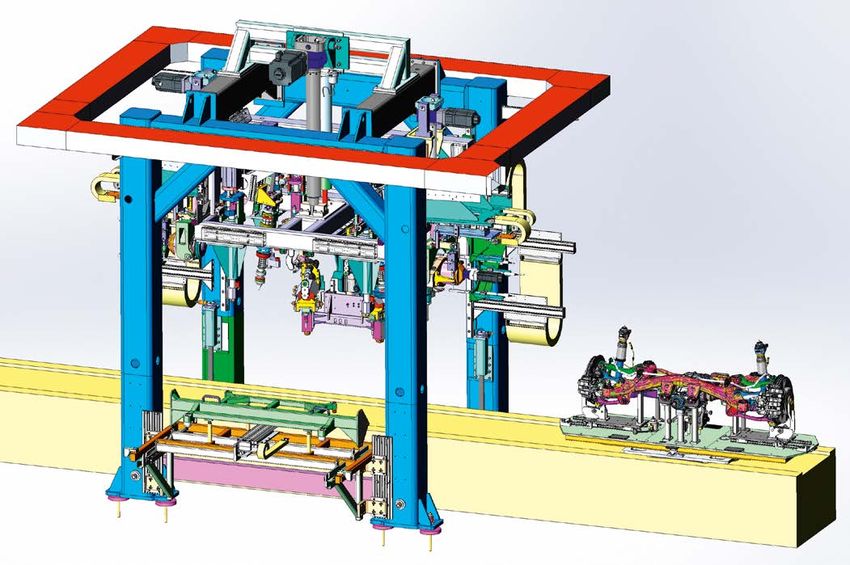
Grenzebach BSH GmbH 9
Fahrerlosen Transportsysteme auch in zehn verschiedene Berufsbilder und
der Automobilindustrie oder in Online- sind eine feste Größe in der Zukunfts- Grenzebach ist ein weltweit führen-
Versand-Lagern zum Einsatz. planung des Unternehmens. Durch das der Spezialist für die Automation
Angebot Dualer Studiengänge, Prak- industrieller Prozesse. Das Unter-
Die langjährige Erfahrung sowie die tika und Abschlussarbeiten eröffnet nehmen entwickelt für die globalen
kontinuierliche Weiterentwicklung der Grenzebach weitere Einstiegsmöglich- Märkte der Glas- und Baustoffindu-
Produkte und Services machen Gren- keiten ins Berufsleben. Soziale Verant- strie sowie der Intralogistik maß-
zebach zu einem weltweit gefragten wortung übernimmt das Unternehmen geschneiderte Automatisierungs-
Partner. 3.000 installierte Anlagen in unter anderem durch „Grenzebach lösungen von der Planung bis zur
55 Ländern sprechen für Qualität und hilft“ einer besonderen Projektarbeit, Fertigung und Inbetriebnahme. Die
Zuverlässigkeit. Mit einer Exportquote bei der sich die Auszubildenden des langjährige Erfahrung sowie die
von über 90 Prozent zählt die mittel- zweiten Lehrjahres für eine Hilfsaktion kontinuierliche Weiterentwicklung
ständische Unternehmens-Gruppe zu in der Region entscheiden und diese der Produkte und Services machen
den Global Playern. gemeinsam umsetzen. Grenzebach zu einem weltweit ge-
fragten Partner. 3.000 installierte
Bei allem globalen Denken ist und Dr. Christoph Habighorst Anlagen in 55 Ländern sprechen
bleibt Grenzebach ein Familienunter- Vice President für Qualität und Zuverlässigkeit.
nehmen. 2014 übergab der Gründer Sales Building Materials Mit einer Exportquote von über 90
Rudolf Grenzebach das Unternehmen Grenzebach BSH GmbH Prozent zählt die mittelständische
an seine Tochter Sonja Grenzebach- Unternehmens-Gruppe zu den Glo-
Proeller. Der unternehmerische Erfolg bal Playern.
geht dabei einher mit gesellschaftlicher
Verantwortung. Auszubildende erler-
nen in Hamlar und Bad Hersfeld neun-
10 AuE Kassel
Vollautomatische Spur- und Sturz-Einstellanlagen
aus Kassel
Die AuE Kassel GmbH ist ein international tätiges Unterneh-
men, welches für die Automobilindustrie und Automobilzulie-
ferindustrie im Bereich der Automatisierung, der Montage-
technik und Einstelltechnik tätig ist. AuE ist seit 2009 eine
100%-Tochter der Strama-MPS Maschinenbau GmbH & Co.
KG aus Straubing. Das Unternehmen beschäftigt aktuell ca.
200 Mitarbeiter in Kassel und ca. 1.250 Mitarbeiter in der
Unternehmensgruppe.
Innerhalb der Strama Group hat sich AuE, neben diversen
Feldern der Automatisierung, als Technologiezentrum rund
um die Achse positioniert. Ein Spezialgebiet des Unterneh-
mens ist die vollautomatische Spur- und Sturzeinstellung
an PKW-Achsen in der Achs-Montagelinie. AuE Kassel
GmbH sieht sich als Weltmarkt- und Technologieführer bei
vollautomatischen Spur- und Sturz-Einstellanlagen für viele
Premium-Automobilisten, sowohl an deutschen Stand- Dipl.-Ing. Richard Leck schloss sein Studium der Elektrotechnik mit dem
orten, als auch deren Werke im Ausland, z. B. in USA, China Schwerpunkt Nachrichtentechnik in 1991 an der Universität Kassel ab und
und Mexiko. begann seine Berufstätigkeit bei der damaligen Wegmann Industrietech-
nik mit der Mitentwicklung des ersten PC-basierten Fahrwerk-Messsystems
Notwendigkeit der Spur- und Sturzeinstellung eines End-of-Line Fahrwerkstandes unter MS-DOS in der Programmierspra-
Um die heutigen schwergewichtigen und hochmotorisierten che C++. 1998 entwickelte er die erste vollautomatische Hinterachseinstellan-
PKW und SUV „in der Spur“ zu halten, werden in der Regel lage für den ersten BMW X5 mit der Umsetzung des Messsystems in C++ un-
Mehrlenkerachsen verbaut. Sie gewährleisten ein definier- ter Windows NT mit Echtzeitverhalten. Im Jahr 2000 folgte die Entwicklung
tes, hochdynamisches und sicheres Fahrverhalten, auch in der Steuerungs- und Fahrzeugdiagnosesoftware für End-of Line-Fahrwerk-
extremen Fahrsituationen. Mehrlenkerachsen gibt es in den stände mit Laser-Messung. In den Jahren 1998 - 2009 war er Gruppenleiter
verschiedensten Ausführungen, die den jeweiligen Fahrzeu- Messtechnik bei der aus der Wegmann Industrietechnik hervorgegangenen
gen und Philosophien der Hersteller angepasst sind. Es gibt AuE Automations- und Einstelltechnik Kassel GmbH und ist seit 2009 Leiter
neben kleinen Drei- oder Vierlenkervarianten, jeweils mit der Entwicklung Software bei der AuE Kassel GmbH. (Bild © (wd))
oder ohne Längslenker, in der Oberklasse auch Fünflenke-
rausführungen. Im Gegensatz dazu werden in den unteren,
Dipl.-Ing. Ahmed Nourdine schloss sein Studium des Maschinenbaus an
der Universität Kassel im Jahr 2000 ab und ist seit 2001 bei der AuE
Kassel GmbH im Bereich mechanische Konstruktion tätig. Sein Konst-
ruktions-Schwerpunkt sind Einstellanlagen für Achsen. Zurzeit ist er
Beispiel Verbundlenkerachse (Halbstarrachse), (alle Bilder und Grafiken verantwortlich für die Konstruktion und Entwicklung von Einstellanlagen
© AuE Kassel GmbH) und leitet diese Arbeitsgruppe. (Bild © (wd))AuE Kassel 11
schwächer motorisierten Fahrzeugklassen sogenannte Ver-
bundlenkerachsen verbaut. Bei diesen einfachen, weniger
komplexen Achsen reicht die Fertigungsgenauigkeit der im
Verbund hergestellten Bauteile, um hinreichend genaue
Spur- und Sturzwinkel zu gewährleisten.
Beispiel angetriebene Mehrlenker-Hinterachse eines SUV
Um den Ansprüchen an das Fahrverhalten bei den hochmo-
torisierten Fahrzeugen bei hohen Geschwindigkeiten zu ge-
nügen, reichen die möglichen, im Kostenrahmen liegenden,
Fertigungstoleranzen für eine durch Bauteile unmittelbar er-
Gesucht:
zielte Spur-/Sturzgenauigkeit nicht aus. Aus diesem Grund Weltoffener Charakter.
werden bei Mehrlenkerachsen Einstellmöglichkeiten von
Spur- und Sturzwinkel vorgesehen. Das Bild oben zeigt als Geboten:
Beispiel für eine Mehrlenkerachse eine Hinterachse eines
allradangetriebenen SUV mit fünf nummerierten Lenkern,
Regionale Stärke.
einem Stabilisator (Federelement zur Minderung der Wank-
bewegung bei Kurvenfahrt) und der nachfolgend beschrie- Als innovatives Unternehmen aus dem Bereich Inge-
benen Spur- und Sturzeinstellung. nieur- und Beratungsdienstleistung verfügt INGSERV
über Expertise in unterschiedlichsten Bereichen.
Spur- und Sturzwinkel (Definition und Verfahren) Unsere Wurzeln liegen in den Techniksektoren Public
Transports, Defence, Energy Systems und Manu-
facturing. Dabei agieren wir aus der Stärke interner
Prozesssicherheit, die wir mit der Bereitschaft ver-
binden, neue Wege zu gehen. Gehen Sie mit?
Unsere aktuellen Stellenangebote unter:
www.ingserv.de
Unser Vorsprung bringt Sie weiter.
M A S C HINENB AU S C HIENENFA HR Z EU G B AU W EHR T E C HNIK
ENERG IE T E C HNIK L U F T- U ND R AU MFA HR T T E C HNIK PRODUK TIONS-
A NL AG EN FA HR Z EU G B AU A NL AG ENB AU M S R -T E C HNIK
Sturz ist eine absolute Messgröße und wird gemessen gegenüber der
INGSERV GmbH · Telefon +49 (0) 561 2075 66 30 · 34131 Kassel
Senkrechten zur Radaufstandsebene12 AuE Kassel
Einstellexzenter einer Dreilenkerachse
Vollautomatische Spur- und Sturzeinstellung
Spur- und Sturzwinkel werden bei jedem Fahrzeug gemessen
und ggf. korrigiert. Bei den meisten Fahrzeugen ist allerdings
die Zugänglichkeit der Exzenterschrauben im verbauten Zu-
stand sehr schwierig und nur mit Spezialwerkzeug möglich.
Dadurch ist eine Einstellung der Achse im Fahrzeug im mon-
tierten Zustand nur manuell möglich und sehr zeitaufwendig.
Die Produktions-Taktzeit einzuhalten wäre nicht realisierbar.
Deshalb wird diese Einstellung, besonders die der Hinterach-
se, in die Achsmontagelinie verlagert. Dort können Spur- und
Sturzwinkel im Minutentakt und vollautomatisch eingestellt
werden. Hierzu wird eine Spur-/Sturz-Einstellanlage z. B. in
Brückenbauweise in die Montagelinie integriert.
Die Achsen laufen über eine Fördertechnik auf einem Werk-
stückträger (WT) in den Arbeitsbereich der Einstellanlage ein.
Dort wird der WT gestoppt und die Maschine hebt die Achse
vom WT ab. Anschließend wird die Achse an den vorgegebe-
nen Punkten zur Karosse gespannt. Die Radnaben werden
Laufrichtung der Hinterachse (Druckachse) = (Spur HR - Spur HL) / 2 mit Hilfe einer Vorrichtung aufgenommen und in die Fahr-
zeug-spezifische Höhe, die sogenannte K0-Lage, positioniert.
Fahrwerksymmetrielinie = Verbindungslinie der Achsenmittenpunkte. In der Folge wird die Achse mit dem originalem Fahrzeugge-
Wird ermittelt über die Radaußenflanken wicht, das durch die Fahrzeugkarosse hervorgerufen würde,
belastet. Dies geschieht mit einer Federersatzvorrichtung.
Fahrachswinkel / Dackellauf = Winkel zwischen Fahrwerkssymmetrie- Dabei wird die Radaufstandskraft an den Nabenaufnahmen
linie und Laufrichtung der Hinterachse mit Hilfe von Kraftmessdosen gemessen und überwacht. Da-
mit ist der Verbauzustand der Achse im Fahrzeug hergestellt.
Spur Hinterachse bezieht sich auf die Fahrwerkssymmetrielinie Im Anschluss wird die Achse gepulst, d.h. die Radnaben wer-
den in Z-Richtung mit Hilfe der Nabenaufnahmen, definiert
bewegt, um Einfedervorgänge zu simulieren. Dies geschieht,
In der Regel wird die Einstellung über Exzenterschrauben re- um das Setzverhalten der verbauten Gummilager nicht in den
alisiert. Mit Hilfe dieser Schrauben, die zwischen Kulissen ge- Einstellvorgang einfließen zu lassen. Ohne diesen Pulspro-
führt werden, wird eine Verschiebung der Anschraubpunkte zess würden sich die Gummilager im späteren Fahrbetrieb
von in der Regel zwei Lenkern je Fahrzeugseite ermöglicht, setzen, was zu einer unerwünschten Veränderung des Spur-
um Fertigungstoleranzen zu kompensieren. Dies bewirkt eine und Sturzwinkels führen würde. Mit der Federersatzvorrich-
gezielte Anpassung der Spur- und Sturzwinkel. tung wird die Federkennlinie der Fahrzeugfedern während
dieser Einfedervorgänge simuliert.
Der Wert dieser Winkel muss in einer sehr engen vorgege-
benen Toleranz liegen. Bei heutigen Fahrzeugen liegen die Messung der Spur- und Sturzwinkel
Toleranzanforderungen an den Einzelspurwinkel in der Regel Spur- und Sturzwinkel werden an der Bremsscheibe ermit-
um die ±3 Winkelminuten und beim Sturzwinkel um die ±20 telt. Dies erfolgt über eine Wegdifferenzmessung mit Hilfe
Winkelminuten. Dafür müssen in der Voreinstellung ±1,5 bzw. von Messtastern an mehreren Punkten. Auf diese Weise wird
±3 Winkelminuten realisiert werden. die Ebene der Bremsscheibe ermittelt und somit der Spur-AuE Kassel 13 Vollautomatische Spur-/Sturz- Einstellanlage in Brückenbauweise und der Sturzwinkel berechnet. Um den Anforderungen der größer ist als die geforderte Einstellgenauigkeit, wird dies an- Kunden in Bezug auf Genauigkeit der Einstellung gerecht lagenseitig kompensiert. Die Messungen erfolgen in einem werden zu können, ist eine sehr genaue Wegmessung erfor- Zeitraster von Millisekunden, d.h. es ergeben sich mehrere derlich. Da die Planschlagungenauigkeit der Bremsscheiben Hundert Messwerte je Umdrehung. Messung über eine Radumdrehung (theoretisch)
14 AuE Kassel
Messung über eine Bremsscheibenumdrehung (real)
Halbautomatische Bettanlage
Einstellvorgang
Das Einstellen wird mit Standard EC-Schraubspindeln Varianten von Spur-/Sturz-Einstellanlagen
durchgeführt, die „normalerweise“ für reine Verschrau- Die beschriebenen Anlagen finden ihren Einsatz überwie-
bungsvorgänge benutzt werden. Dafür sind bei jeder Ex- gend in Produktionslinien mit einem hohen Automatisie-
zentereinstellschraube zwei Schraubspindeln gegenüber- rungsgrad für große Stückzahlen. Die Einstellanlage spielt
liegend angeordnet. Eine auf der Schraubenkopfseite zum auch bei der Qualitätssicherung eine sehr wichtige Rolle,
Drehen der Exzenterschraube und eine zweite um das vor- da alle relevanten Daten protokolliert werden. Eine Analyse
gegebene Anzugsmoment auf die Schraubenmutter aufzu- dieser Daten kann ein Gesamtbild über die Produktion wie-
bringen. Die Exzenterschrauben für Spur- und Sturzwinkel dergeben. Sie ermöglicht bei schwankenden Einstellungen
werden nach einem achskonstruktionsabhängigen Algo- gezielt eine Lokalisierung der verursachenden Komponen-
rithmus so zueinander eingestellt, dass die Soll-Werte für te an der Achse. Bei mittleren und niedrigeren Stückzahlen
Spur- und Sturz an der Bremsscheibe erreicht werden. An- oder niedrigerem Investitionsvolumen können, abhängig
schließend wird die Mutter auf ein definiertes Solldrehmo- von der Taktzeit, teilautomatische oder gar manuelle Anla-
ment angezogen. gen eingesetzt werden. Diese werden nicht in der Montage-
linie integriert. Sie werden als sog. Bettmaschinen gebaut
und entweder manuell über Hilfsmittel oder automatisch
über Roboter bestückt.
Anordnung Einstell- und Verschraubungs-EC-Schraubspindel
Zur Kontrolle erfolgt eine Nachmessung. Die Achse wird bei
einer IO-Bewertung wieder auf dem Werkstückträger abge-
legt und durch die Fördertechnik ausgefördert. Dieser ge-
samte Prozess erfolgt in der Taktzeit der Montagelinie, die
i.d.R. bei ca. 60 Sekunden liegt. Manuelle BettanlageAuE Kassel 15
Beispiel für eine vollautomatische Roboterschraubstation
Lieferspektrum
Neben Einstellanlagen liefert AuE auch komplette Achs-
montagelinien, die alle Montageprozesse abdecken. Die-
se variieren von manuellen Montagetätigkeiten bis hin zu
teil- oder vollautomatisierten Zellen. Sie beinhalten u.a. Ro-
boterschraubstationen, in denen gleichzeitig mehrere Ver-
schraubungen vollautomatisch durch handelsübliche Sechs-
achsroboter mit geführten EC-Schraubspindeln durchgeführt
werden oder auch Fügeeinheiten für das Fügen der Lager.
Weiterhin hat AuE u.a. auch fahrerlose Transportfahrzeuge,
die speziell für die Achsmontage ausgelegt wurden, und die
dazugehörige Leitrechnersoftware im Programm.
Dipl.-Ing. Richard Leck
Leiter Entwicklung-Software
Dipl.-Ing. Ahmed Nourdine
Leiter Arbeitsgruppe Konstruktion und MMP – mobile Montage Plattform (FTF für Achs-Montagen mit Höhen-
Entwicklung Einstellanlagen verstellung)Alphatec Sondermaschinen 17
Sondermaschinen für Optik und Verpackung
Bei der Fa. Alphatec Maschinen- beutelmaschinen zur Abfüllung ver-
bau GmbH & Co. KG in Amöne- schiedener Stoffe, vorrangig für die
burg bei Marburg dreht sich fast Klebstoff herstellende Industrie. Eine
alles um Sondermaschinen, auch ihrer jüngsten großen Entwicklungen
weil mittelständische Unterneh- ist die AV - Baureihe.
men Präzisionsoptik und Verpa-
ckungstechnik in Gießen und Um- Mit der AVF 25 (bis 25 kg) und der AVS 3
feld produzieren. (bis 3 kg, ohne Faltstation) ist es den
Entwicklern der Firma Alphatec gelun-
Die drei Ingenieure/Konstrukteure von gen, eine Verschließmaschine anzu-
Alphatec konstruieren und fertigen fertigen, die in vielen Produktionsbe-
Sondermaschinen. „Bei jedem Auf- reichen zur zuverlässigen Verpackung
trag müssen die Maschinen komplett dienen kann. Entwickelt wurden beide
neu entworfen werden – abgestimmt Maschinen zur Verpackung von Heiß-
auf die Bedürfnisse des Kunden“, so kleber. Dennoch ist die Technologie
Norbert Riehl, der die Firma leitet. der Maschinen nicht an bestimmte
An modernen Computerarbeitsplät- Abfüll-Produkte gebunden. Ihr Ver- Norbert Riehl wuchs in Amöneburg auf und
zen werden ausschließlich auf Kun- wendungsspektrum bleibt vielseitig, studierte an der FH Gießen Maschinenbau.
denwunsch verschiedene Maschinen so auch unter anderem zum sicheren Eine mehrjährige Tätigkeit in der Konstrukti-
entwickelt, laut Riehl meistens in der und sterilen Verschließen von Lebens- on von Fräsmaschinen bei einem Werkzeug-
Stückzahl 1. So entstehen hier hoch- mittelverpackungen. maschinenhersteller schloss sich an. Schon im
technologische Optik-, Zerspanungs- Jahr 1995 machte er sich gemeinsam mit einem
und Verpackungsmaschinen, aber Die hochwertige Verpackungsmaschi- Partner selbständig. Seit dieser Zeit ist er mit
auch Montageautomaten. ne aus V2A-Stahl und eloxiertem Alu- der Konstruktion von Sondermaschinen im op-
minium ist modular aufgebaut und lässt tischen Bereich und im Verpackungsmaschinen-
Der Bereich Optikmaschinen mit ei- sich damit ideal den jeweiligen Anfor- bau beschäftigt. (Bild © privat)
ner kleinen Serienfertigung von För- derungen anpassen. Der abgebildeten
derbändern und Trockenregalen – die Maschine werden auf Transportbän-
selbst konstruiert wurden – macht ca. dern so genannte „Hobbocks“ (Blech-
die Hälfte des Geschäftes aus. Die eimer) mit Inlinern zugeführt. Diese der Wiegestation integrierte Waage
weitere Hälfte sind der Sondermaschi- werden danach vereinzelt einer Wiege- regelt über die Maschinensteuerung
nenbau und so genannte Schlauch- station übergeben. Eine im Förderband der AVF 25 die Fülleinrichtung und ge-
währleistet so die präzise Füllung der
Inliner bzw. Hobbocks. Der Inhalt, z. B.
Heißkleber, ist zähflüssig und läuft quasi
wie Honig.
Das Wiegeband ist zusätzlich noch
verschiebbar, sodass in Verbindung
mit einer Bodenwaage die manuel-
le Abfüllung größerer Gebinde (z. B.
Fässer) möglich bleibt. Ist der Inliner
befüllt, beginnt der erste Schritt des
Verschließvorgangs: Die im befüllten
Inliner befindliche Restluft wird abge-
saugt. Bevor der Inliner verschweißt
wird, führt die Maschine Schutzgas in
den Inliner ein, damit soll eine Reakti-
on des Inhalts mit Sauerstoff verhindert
werden. Ist dieser Prozess beendet,
sprich der Inhalt luftdicht verpackt, wird
der Inliner eingefaltet und in den Hob-
Verschließmaschine AVF 25 (Bild © business-images) bock gelegt.18 Alphatec Sondermaschinen
Beispiele möglicher Abfüllbehältnisse, links ca.
2 kg, schwarzer Eimer ca. 25 kg, rechts bisher nur
Blick in die Alphatec Montagehalle ((Bild © privat) prototypisch umgesetzt) (Bild © Marco Kesseler)
Die Taktrate der AVF 25 beträgt 4 bis Es gibt auch Inhaltsstoffe, die vor dem halt 24 Stunden, dann wird evakuiert,
6 Füllungen/Minute, je nach Packmit- Verschließen/Siegeln hart werden ggf. Schutzgas eingebracht und er-
tel und Packgut. Über eine weitere müssen. Dafür werden die Maschinen neut versiegelt.
Transportstrecke gelangt der befüllte entsprechend konfiguriert, eine SPS
Hobbock z. B. zur Verdeckelungsma- macht dies möglich. Diese Steuerung Bei der AV 3 handelt es sich um eine
schine. Mit Eckumsetzern, Weichen, und die Elektrik führt ein Unterneh- vollautomatische Vakuum-Verschließ-
Stau- und Förderstrecken usw. lassen men aus, mit dem Alphatec seit Jah- maschine für Gebinde mit Inliner, die
sich weitere Abfüllstationen mit der ren zusammenarbeitet. Der Ablauf Kopfnaht wird in einer Vakuumkam-
Verschließmaschine verknüpfen. Der ist ähnlich dem oben beschriebenen, mer erzeugt. In der Vakuumkammer
Antrieb der Verschließmaschine erfolgt aber das erste Siegeln erfolgt ohne befinden sich die Schweißbacken,
pneumatisch und elektromotorisch. Evakuieren. Danach trocknet der In- sodass sich der Inliner unter Vakuum
www.tecteam.de | 0231 9206-0
Von der Risikoanalyse
bis zur Betriebsanleitung
TECHNISCHE
DOKUMENTATION
Produktion.Beratung.Weiterbildung
tecteamAlphatec Sondermaschinen 19
verschweißen lässt. Die Vakuumpum-
pe hat ein Nennsaugvermögen von
300 m³/h und erzeugt in der Kammer
ein Vakuum von ca. 0,1 bar (90%). Zu
beachten ist, dass „Vakuum“ sehr un-
terschiedlich – je nach Produktionsbe-
reich – definiert sein kann.
Durch die digitale Konstruktion von
Maschinen mittels 3D-CAD ist es mög-
lich, die Maschinenfunktion schon im
Planungsstadium visuell darzustellen:
So lassen sich Fehler vermeiden, Bau-
raum und Material optimal nutzen und
damit Kosten einsparen.
Verschließmaschine AVS 3 (Bild © business-images)
Zur Unterstützung der Konstruktion
steht auch ein 3D-Drucker zur Verfü-
gung, mit dem prototypische Bauteile
getestet werden können, aber sich auch
bei Bedarf Bauteile erzeugen lassen.
Ein weiteres (kleines) Standbein der
Firma ist die Erstellung von Risikobeur-
teilungen für Maschinen. Diese Aufga-
be ist für die eigenen Maschinen auch
zu durchlaufen, Know-how und eine
Software zur Unterstützung sind vor-
handen, weshalb es Hr. Riehl auch als
Dienstleistung anbietet.
Norbert Riehl
Vakuum-Verschließmaschine AV 3 (Bild © business-images)
^ĐŚŶĞůůĞƌ͕ŬƌĞĂƚŝǀĞƌnjƵŝŶŶŽǀĂƚŝǀĞŶ/ĚĞĞŶ
TRIZ hŶƐĞƌŶŐĞďŽƚĨƺƌ^ŝĞ͗
▪ WƌŽĨŝƚŝĞƌĞŶ^ŝĞǀŽŶŶĞƵĞŶƚĞĐŚŶŝƐĐŚĞŶWƌŽďůĞŵůƂƐƵŶŐĞŶ
▪ ŶĂůLJƐŝĞƌĞŶ^ŝĞ/ŚƌĞ
ŝŶƐƚŝĞŐƐƉƵŶŬƚĞŝŶĚŝĞŝŐŝƚĂůŝƐŝĞƌƵŶŐ
▪ EƵƚnjĞŶ^ŝĞƵŶƐĞƌĞĞƌĂƚƵŶŐ͕^ĐŚƵůƵŶŐĞŶƵŶĚtŽƌŬƐŚŽƉƐ
Akademie 'ĞƌŶŐĞďĞŝĐŚ/ŚŶĞŶƵŶǀĞƌďŝŶĚůŝĐŚƵƐŬƵŶĨƚ͗
ŝƉů͘Ͳ/ŶŐ͘,ŽƌƐƚEćŚůĞƌϬϲϲϱϮ͘ϵϵϮϴϮϴϭ
/ŶĨŽƌŵĂƚŝŽŶĞŶ͗ǁǁǁ͘ƚƌŝnjͲĂŬĂĚĞŵŝĞ͘ĚĞ20 tecteam - Einfluss Umbau Maschinen auf CE
Umbau von Maschinen
Firmen verändern bestehende Maschinen häufig, um mit ihnen neue Produkte her-
stellen zu können. Um diese Maschinen an die neuen Anforderungen anzupassen,
werden zum Teil erhebliche Veränderungen vorgenommen. Im Zuge dieser Um-
bauten stellt sich die Frage, wie diese Veränderungen beurteilt werden müssen
und welche Folgen der Umbau hat. Wenn neue Risiken entstehen und die Verän-
derungen gravierend sind, entsteht eine „neue Maschine“, in diesem Fall spricht
man von einer „wesentlichen Änderung der Maschine“.
Wie erkennt man eine „wesentliche Änderung“ und welche Pflichten
gehen damit einher?
Maschinen werden häufig verändert, optimiert oder an neue Arbeitsbedingungen
angepasst. Eine gebrauchte Maschine wird dabei aus Kostengründen umgebaut,
statt eine neue anzuschaffen. Für den Unternehmer stehen beim Umbau einer
Maschine die technischen Änderungen im Vordergrund, allerdings dürfen die
rechtlichen Rahmenbedingungen nicht außer Acht gelassen werden.
Hier sind die nationalen Arbeitsschutzvorschriften relevant, für einen deutschen
Betreiber speziell die Betriebssicherheitsverordnung (BetrSichV). Die BetrSichV
verlangt vom Arbeitgeber, dass er seinen Beschäftigten nur sichere Arbeitsmittel Olaf Doemer, Technischer Redakteur, CE-Berater
zur Benutzung bereitstellt. Im Zuge des Umbaus der Maschine muss der Betrei- und CMSE (Certified Machinery Safety Expert)
ber prüfen, wie gravierend der Umbau ist und ob sich aus diesem Umbau neue (Bild © tecteam GmbH)
Gefahren und Risiken für den Bediener ergeben. Ist das der Fall, so entsteht aus
rechtlicher Sicht eine „neue Maschine“, da es sich bei diesem Umbau um eine Setzt sich seit vielen Jahren mit den recht-
„wesentliche Veränderung“ handelt. Der Binnenmarktleitfaden der Europäischen lichen Grundlagen zur Maschinensicherheit aus-
Union („Blue Guide“) nennt das „bedeutende bzw. erhebliche Veränderung“, sie einander. Sein besonderes Interesse auf diesem
kann z. B. entstehen durch: Gebiet gilt den europäischen Richtlinien zur
Produktsicherheit und hier insbesondere der
• Leistungserhöhungen, EG-Maschinenrichtlinie. Ausbildung zum CMSE®
(Certified Machinery Safety Expert).
• Funktionsänderungen,
Vorträge und Seminare bei Verbänden und
• Änderung der bestimmungsgemäßen Verwendung, Unternehmen geben ihm immer wieder Gelegen-
heit, sein Wissen einer breiten Öffentlichkeit zu
• Änderung der Hilfs-, Betriebs- und Einsatzstoffe, vermitteln. In teilweise komplexen Fragestellun-
gen zur CE-Kennzeichnung steht er vielen Her-
• Räumliche Änderungen, stellern (besonders im Bereich Maschinenbau)
beratend zur Seite.
• Änderungen der Sicherheitstechnik.
Themenschwerpunkte:
Im Fall einer „wesentlichen Veränderung“ wird der Betreiber zum Hersteller - Risikobeurteilung nach ISO 12100
und seine Pflichten ergeben sich jetzt aus der 9. Verordnung zum Produktsicher- - Unterstützung bei dem Prozess zur
heitsgesetz (ProdSG) als nationaler Umsetzung der europäischen Maschinenricht- CE-Kennzeichnung
linie 2006/42/EG. - Juristische und normative Anforderungen
an die technische Dokumentation
Um entscheiden zu können, ob die Veränderung als „wesentlich“ einzustufen ist, - Mitarbeit in den Normenausschüssen
hat das Bundesministerium für Arbeit und Soziales (BMAS) ein Interpretations- zur IEC 82079-1 und DIN EN 20607
papier herausgegeben. Anhand eines Entscheidungsbaums (s. nächste Seite)
kann man die Änderung einstufen.
Drei Fälle von Veränderungen können unterschieden werden
1. Es liegt keine neue Gefährdung bzw. keine Erhöhung eines vorhandenen Risi-
kos vor, so dass die Maschine nach wie vor als sicher angesehen werden kann.tecteam - Einfluss Umbau Maschinen auf CE 21
gig von der vorhandenen Sicherheits-
steuerung, ausschließlich das sichere
Stillsetzen der gefahrbringenden Ma-
schinenfunktion bewirkt wird.
Fazit
Die Maschine ist nach Veränderung
ohne zusätzliche Schutzmaßnahmen
sicher.
► Es liegt keine wesentliche Verände-
rung vor. Keine weiteren Maßnah-
men erforderlich.
Die Maschine ist nach Veränderung
ohne zusätzliche Schutzmaßnah-
men nicht mehr sicher. Aber einfache
Schutzeinrichtungen beseitigen oder
minimieren hinreichend das Risiko.
► Es liegt keine wesentliche Verände-
rung vor. Keine weiteren Maßnah-
men erforderlich.
Die Maschine ist nach der Veränderung
ohne zusätzliche Schutzmaßnahmen
nicht mehr sicher und eine ausreichen-
de Risikominderung kann durch einfa-
che Schutzeinrichtungen nicht erreicht
werden.
► Es liegt eine wesentliche Verände-
rung vor. Weitere Maßnahmen erfor-
derlich.
Entscheidungsbaum (Schaubild aus dem Interpretationspapier des BMAS vom 09.04.2015) (Bild © Liegt eine wesentliche Änderung vor,
tecteam nach Vorlage BMAS Papier) unterliegt die Maschine den aktuell
gültigen rechtlichen Vorgaben (z. B.
2. Es liegt eine neue Gefährdung bzw. Schutzeinrichtungen“ wieder in einen der Maschinenrichtlinie 2006/42/EG).
eine Erhöhung eines vorhande- sicheren Zustand gebracht werden Somit muss die umgebaute Maschine
nen Risikos vor. Die vorhandenen kann. Ist dies der Fall, kann die Ver- auch die darin gestellten sicherheits-
Schutzmaßnahmen der Maschine änderung in der Regel auch als nicht technischen Anforderungen erfüllen.
vor der Veränderung sind aber hier- wesentlich angesehen werden. Als ein- Der Betreiber, jetzt in der Rolle des
für weiterhin ausreichend, so dass fache Schutzeinrichtungen gelten: Herstellers einer „neuen Maschine“,
die Maschine nach wie vor als sicher muss die Änderungen/Neuerungen
angesehen werden kann. •
Feststehende trennende Schutzein- auch entsprechend dokumentieren.
richtungen (z. B. Zäune, Wände, Tun- Die Dokumente, die dazu vom Gesetz-
3. Es liegt eine neue Gefährdung bzw. nel, usw.), geber gefordert werden, sind z. B. die
eine Erhöhung eines vorhandenen Risikobeurteilung, die Betriebsanlei-
Risikos vor und die vorhandenen • Bewegliche trennende Schutzeinrichtun- tung und die Konformitätserklärung.
Schutzmaßnahmen sind hierfür nicht gen (z. B. Türen, Konturabfragen, usw.),
ausreichend oder nicht geeignet. Zu diesen Dokumenten gehören auch
• Nicht trennende Schutzeinrichtungen, alle konstruktiven Unterlagen, die es der
Im Fall 1 oder 2 sind keine zusätzlichen die nicht erheblich in die bestehende Marktaufsicht gegebenenfalls ermög-
Schutzmaßnahmen bei veränderten sicherheitstechnische Steuerung der lichen, die Maschine sicherheitstech-
Maschinen erforderlich. Maschine eingreifen (z. B. Lichtgitter, nisch zu bewerten. Welche Unterlagen
Trittmatten, usw.). Durch diese Schutz- das im Einzelnen sind, ist abhängig von
Bei Veränderungen, die zum Fall 3 einrichtungen werden lediglich Signale der Komplexität des Umbaus und kann
führen, ist auf Basis der Risikobeurtei- verknüpft, auf deren Verarbeitung die nicht pauschal beantwortet werden.
lung zu untersuchen, ob die veränderte vorhandene Sicherheitssteuerung be-
Maschine mit dem Einbau „einfacher reits ausgelegt ist oder das, unabhän- Olaf DoemerVolle Kraft für die Region. Ihr EAM-Service: Tel. 0561 9330-9330 www.EAM.de www.facebook.com/MeineEAM
Sartorius Stromversorgung mit eigenem Standard 23
Sartorius Göttingen – Zusammenschluss mit
hohen Ansprüchen
Der Sartorius Konzern ist ein interna- bietet außer mehr Kapazitäten für Pro-
tional führender Pharma- und Labor- duktion und Administration auch eine
zulieferer mit den beiden Sparten Bio- attraktive Arbeitsumgebung. Gleich zu
process Solutions und Lab Products & Beginn der Planung legte Sartorius
Services. Bioprocess Solutions trägt großen Wert auf die elektrische Versor-
mit einem breiten Produktportfolio mit gungssicherheit der neuen und der vor-
Fokus auf Einweg-Lösungen dazu bei, handenen Produktionsanlagen sowie
dass Biotech-Medikamente und Impf- auf einen hohen Bedienerschutz.
stoffe sicher und effizient hergestellt
werden. Lab Products & Services kon- Eigener Standard gilt für alle
zentriert sich mit Premium-Laborinstru- Anlagen im Werk
menten, Verbrauchsmaterialien und Sartorius entwickelte dabei in Zu-
Service auf Forschungs- und Qualitäts- sammenarbeit mit einem Göttinger
sicherungslabore in Pharma- und Bio- Ingenieurbüro und den Auftragneh-
pharmaunternehmen sowie auf aka- mern bzw. Herstellern der Anlagen
demische Forschungseinrichtungen. (Schneider Electric, Gustav Hensel Michael von Darsen ist seit 2002 verantwort-
Das 1870 gegründete Unternehmen GmbH & Co. KG) einen eigenen Anla- liche Elektrofachkraft bei Sartorius. Seit 2006
erzielte im Geschäftsjahr 2016 einen genstandard, um die oben erwähnten betreut er als Head of Electrical Engineering &
Umsatz von rund 1,3 Milliarden Euro. Punkte zu gewährleisten. Der Stan- Management Systems die Energieinfrastruktur
Derzeit sind mehr als 7.400 Menschen dard reicht dabei von einheitlicher und ist verantwortlich für die Planung, Errich-
an den rund 50 Produktions- und Ver- Farbgebung der jeweiligen Anlagen tung und den Betrieb der Stromversorgung
triebsstandorten des Konzerns für Kun- (Normalversorgung, Unterbrechungs- aller deutschen Standorte.
den rund um den Globus tätig. freie Stromversorgung (USV) etc.)
über aktiven Störlichtbogenschutz
Immer wichtiger bei der Herstellung von bis zur Differenzstromüberwachung
Einwegprodukten, bei denen Sartorius in der Niederspannung und einem
seine Kunden unterstützt, Medikamen- einheitlichem Schutz- und Messkon- tur aufgenommen. Dazu zählten alle
ten und Impfstoffen ist es diese sicher zept in der Mittelspannung. Bei der Mittel- und Niederspannungsanlagen
auf biologischer Basis herzustellen. Dies Mittelspannungsschaltanlage ist z.B. sowie die Kabel. Bei der Analyse wur-
gelingt, da Sartorius weite Teile der bio- eine separate Messung für jeden de das spätere Ausbauszenario bereits
pharmazeutischen Wertschöpfungsket- Versorgungsbereich vorgeschrieben, berücksichtigt und die Experten von
te abdeckt. Angefangen bei Bioanalytik- damit die Erwartungen von Sartorius Schneider Electric entwickelten eine si-
systemen für die Molekülentwicklung an das Energie-Monitoring als Vor- chere und übersichtliche Netzstruktur,
über Zelllinien- und Prozessentwicklung aussetzung für spätere Einsparungen die den Anforderungen der Ausbaustu-
sowie Produktion mit Fermentation, Filt- erfüllt werden. fen bei Sartorius entspricht. Im so ge-
ration und Aufreinigung bis hin zu Lage- nannten Gegenstationsprinzip wurden
rung und Transport. Verfügbarkeit, Personensicherheit zwei Einspeisestellen (Haupt- und Not-
und Anlagenschutz sind Grundlage einspeisung) „gegenüber“ aufgebaut.
Bis Ende 2018 vereint Sartorius zwei Im Rahmen der Projektausschreibun- Zwischen diesen beiden Stationen wur-
Göttinger Standorte auf dem Sartorius gen wurde eine Netzberechnung ver- den die im Werk angeordneten Verteil-
Campus. Diese neue Konzernzentrale geben und die vorhandene Netzstruk- anlagen in mehrere Stiche aufgeteilt.
Der Vorteil ist ein übersichtlich aufge-
bautes Netz mit einfachem Schutzkon-
zept und die Möglichkeit, im Fehler-
oder Wartungsfall auf die Gegenstation
umzuschalten. Alle gelieferten Anlagen
mussten die neuen Standards erfüllen
und die Ergebnisse der Netzberech-
nung berücksichtigen. Gleichzeitig
wurde eine selektive Abschaltung der
Schaltgeräte – beginnend von der Nie-
derspannung bis zur Mittelspannung –
Sartorius vereint zwei Göttinger Standorte auf dem Sartorius Campus (alle Bilder © Sartorius) ermittelt und umgesetzt.24 Sartorius Stromversorgung mit eigenem Standard
Werk. Da auch das Rechenzentrum von
Sartorius am Standort Göttingen einge-
richtet wird, besteht hier ebenfalls der
Anspruch an eine redundante Energie-
versorgung inkl. USV Anlagen.
Sartorius hat sich neben den klassi-
schen statischen Batterie-USV Anlagen
für dynamische rotierende USV Anla-
gen entschieden, die bei einem Netz-
ausfall durch die ständig mit rotierende
Masse der USV eine gleichbleibende
Versorgungsqualität auch bei veränder-
ten Lastanforderungen erfüllt.
Zur Überwachung der Betriebsmittel und Anlagen bedient man sich moderner Leittechniksoftware.
Hohe Netzqualität für die Produktion
Ein hoher Betriebsmittel- und Anlagen- erhöhte Anschlussleistung durch den Aufgrund der sensiblen Prozesse in der
schutz wurde durch einen Leitungsdiffe- Zusammenschluss für einen singulären Produktion werden zur Verbesserung
rentialschutz zwischen den Mittelspan- Netzanschluss entschieden. Das heißt, der Netzqualität aktive Netzfiltersys-
nungsstationen realisiert. Sobald eine eine separate Einspeisung vom Um- teme eingesetzt. Diese können durch
Ungleichheit bei den auf beiden Sei- spannwerk der EnergieNetz Mitte GmbH permanente Messung flexibel auf die
ten des Kabels gemessenen Strömen (ENM) versorgt damit ausschließlich das auftretenden Netzbelastungen (z. B.
auftritt, wird der betroffene Leitungsteil
freigeschaltet und die Station kann
von der zweiten Einspeisung versorgt
werden. Alle Schalt- und Betriebszu-
stände können auf der übergelagerten
Leittechnik visualisiert und überwacht
werden. Für den unwahrscheinlichen
Fall eines Ausfalls des Schutzrelais
wurde in der Haupteinspeisung jeweils
ein zweites Relais als Rückfallebene
eingebaut. Die Schutzrelais im Ring
besitzen, neben der Leitungsdifferenti-
alschutzfunktion, eine „Not-UMZ“ (Un-
abhängiger Maximalstrom Zeitschutz)
Funktion, um auch hier einen Backup-
Schutz zu realisieren.
Sartorius hat sich mit Blick auf die Ver-
sorgungssicherheit und die gleichzeitig MS/NS Transformator zur Gewährung der eigenen Stromversorgung.
Sp(r)itzenqualität aus Bad Arolsen
ALMO gehört zu dem international tätigen Medizintechnik-Konzern
B. Braun Melsungen AG und produziert am Standort Bad Arolsen
mit rund 380 Mitarbeitern jährlich über zwei Milliarden Einmal-
spritzen in über 700 Varianten zum Einsatz in Kliniken, Arztpraxen,
in der Industrie und weiteren Anwendungsgebieten. Damit gehören
wir zu den weltweit führenden Herstellern von Einmalspritzen.
www.almo-erzeugnisse.de
almo_imageanzeige_395x63_180219a.indd 1Sartorius Stromversorgung mit eigenem Standard 25
durch Umrichter) reagieren und somit mäßem Betrieb sowie dem Eindringen Zukunftssicher mit intelligenter
die Blindleistung kompensieren sowie von Tieren dazu führen. Schaltanlage
gleichzeitig auftretende Belastungen Bei der Auswahl der Niederspannungs-
durch Oberschwingungen skaliert re- Bei einem Störlichtbogen führt die schaltgeräte setzt Sartorius ebenfalls auf
duzieren. Ein konsequent umgesetztes Lichtbogenenergie zu hohen Drücken Schneider Electric. Die Leistungsschal-
Prinzip des zentralen Erdungspunktes und Temperaturen. Diese erreichen ter bieten neben der flexiblen Einsatz-
„ZEP“ verhindert zudem ungewollte schon nach 10 ms ihren Maximalwert. möglichkeit eine Vielzahl an Kommuni-
Stromflüsse auf z.B. N-Leitern. Dies Um die Auswirkungen eines Störlicht- kations- und Meldemöglichkeiten (z. B.
wird durch eine N-Leiterstromüberwa- bogens zu unterbinden, muss dieser Modbus, Ethernet etc.) und haben die
chung kontrolliert. also in weniger als 5 ms gelöscht Messung (zus. Stromwandler) bereits
werden. Das bei Sartorius eingesetz- im Schaltgerät integriert. Im Sinne des
Die von Gustav Hensel gelieferten Nie- te System erkennt einen Störlicht- „Smart Panels“, also der intelligenten
derspannungsschaltanlagensysteme bogen bereits in der Entstehungspha- Schaltanlage werden, über das Schalt-
sind sowohl mit Steck- bzw. Einschub- se durch eine verknüpfte Stromer- gerät eine Vielzahl an Messdaten und
technik der Schaltgeräte ausgerüstet, fassung über Stromwandler in Kom- Informationen wie z. B. der Zustand des
als auch mit einem aktiven Störlichtbo- bination mit einer Lichterfassung auf Schalters, der nächste Wartungstermin,
gensystem. Dies dient einem schnellen Lichtwellenleiterbasis. die Temperatur der Anlage/Anschlüsse,
Austausch der Schaltgeräte im Feh- Strom und Leistungsdaten oder War-
ler- oder Wartungsfall ohne eine Frei- Die Lichtsensoren sind in jedem nungen (z. B. Grenzüberschreitung des
schaltung der gesamten Schaltanlage Schrankfeld verlegt. Der Lichtblitz des Stromes) etc. einfach an die übergeord-
sowie einem erhöhten Personen- und Störlichtbogens und die gleichzeitig nete Gebäudeleittechnik übertragen.
Anlagenschutz. auftretende Stromerhöhung werden Damit hat Sartorius auch im mittlerweile
über ein „Master-Slave“ System an komplexen Niederspannungsnetz einen
Personensicherheit durch eine Zentraleinheit in der Schaltanlage zentralen Überblick.
Störlichtbogenschutz weitergeleitet. Diese aktiviert ein pyro-
Die Auswirkungen eines Störlichtbo- technisch angetriebenes Löschgerät, Zusammenfassend gewährleistet Sar-
gens innerhalb einer Schaltanlage das durch einen dreipoligen Kurz- torius mit diesem zuverlässigen Ver-
können zu Personen- und Anlagen- schluss den Lichtbogen in weniger als sorgungsnetz die Produktion und da-
schäden führen sowie in deren Fol- 2 ms zum Verlöschen bringt. Innerhalb mit die Zufriedenheit seiner Kunden
ge zu schweren Verletzungen und der nächsten 40 - 60 ms werden alle weltweit. Der Personenschutz steht bei
einem lang anhaltenden Ausfall der speisenden Leistungsschalter mittels Sartorius an oberster Stelle und wird
Stromversorgung. Arbeitsstromauslöser von der Zent- mit dem beschriebenen Konzept kon-
raleinheit abgeschaltet. Durch einen sequent umgesetzt. Das sieht übrigens
Auch wenn das Zünden eines Stör- selektiv gestaffelten Aufbau wird nur nicht nur Sartorius so, sondern auch
lichtbogens als unwahrscheinliches der betroffene Sammelschienenab- der TÜV und die Sachverständigen der
Ereignis anzusehen ist, können Ursa- schnitt freigeschaltet. Der Störlicht- Versicherer, die regelmäßig die Infra-
chen z. B. in menschlichem Fehlver- bogen ist gelöscht und der betroffene struktur begutachten.
halten bei Arbeiten unter Spannung, Teil der Schaltanlage ist nach Behe-
Fehlern innerhalb der elektrischen bung der Ursache, einer kurzen Ins- Michael von Darsen
Betriebsmittel, versehentlich liegen- pektion und Austausch des Löschgerä- Head of Electrical Engineering &
gebliebenem Werkzeug, unsachge- tes, wieder einschaltbar. Management Systems
19.02.18 16:31Sie können auch lesen