Laser Technology World of - VDMA Verlag
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Werkzeugmaschinen und Fertigungssysteme
Machine Tools and Manufacturing Systems
World of
Laser Technology
Core of Photonics
15. Auflage 2021
15th Edition 2021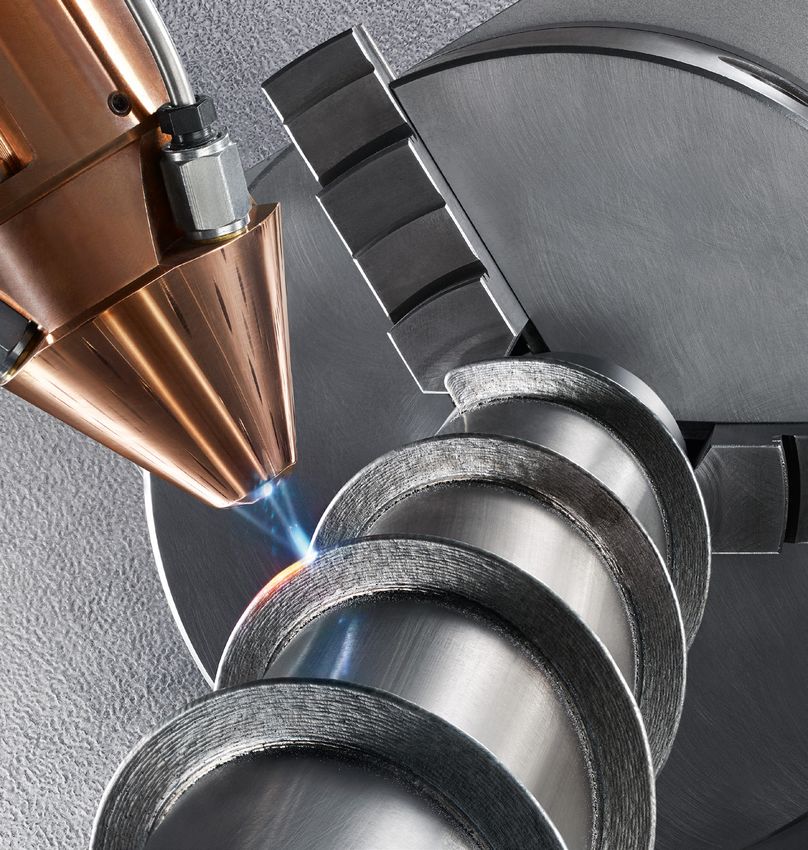
THE
PLACE
TO
BEAM
21 to 23 June 2022
Messe Stuttgart,
Germany
The solutions of tomorrow – experience them today: Live presentations
and best practices of the laser technologies of the future.
Stay up-to-date!
www.lasys-fair.com
#LASYS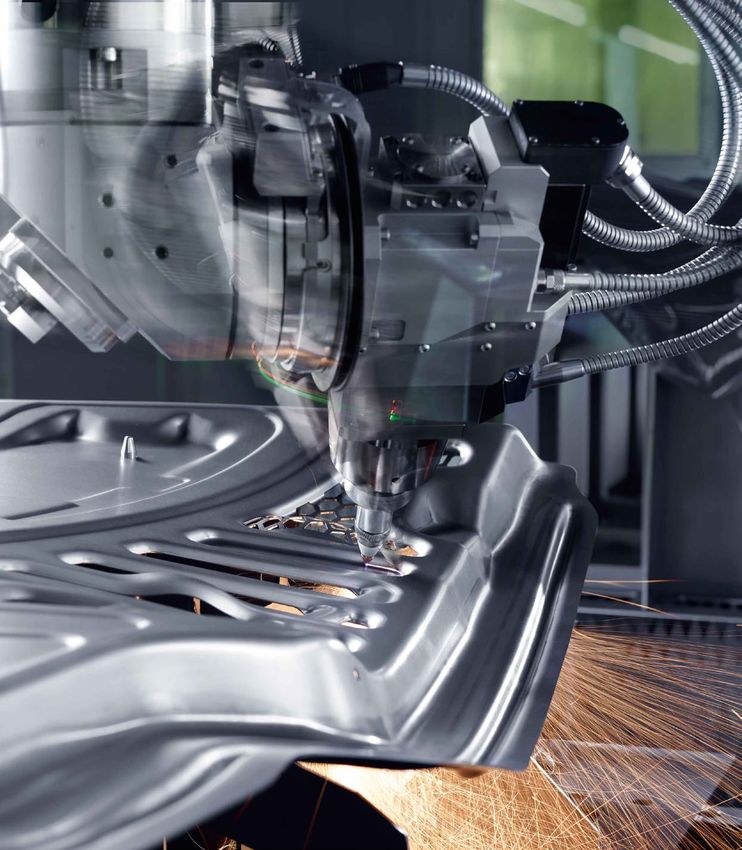
Inhalt
Contents
Inhalt Contents
02 Schlüsseltechnologie Laser 02 Laser key technology
04 Lasertypen in der Materialbearbeitung 04 Types of Lasers for Material Processing
25 Lasersysteme 25 Laser systems
28 Märkte und Trends 28 Markets and trends
32 Bezugsquellen-Nachweis 32 List of suppliers
34 Unternehmensprofile 34 Company profiles
45 Impressum 45 Imprint
46 Mitgliederverzeichnis 46 List of members
2 WORLD OF LASER TECHNOLOGY
Schlüsseltechnologie Laser
Laser key technology
Die deutsche Laserindustrie verknüpft ein weites The German laser industry spans a wide field, from
Feld inzwischen klassischer Anwendungen mit traditional applications to trend-setting solutions.
zukunftsweisenden Problemlösungen. Laser Laser technology serves as an “innovation driver”
technik wirkt als „Innovationstreiber“, mit breiter with a broad customer structure and a positive
Kundenstruktur und positiver Ausstrahlung auf ripple effect on productivity and jobs within the
die Leistungsfähigkeit und das Arbeitsplatzange- industry as a whole. In processes involving cutting,
bot der Industrie insgesamt. Der Laser steht beim welding, drilling, hardening, marking and structur-
Schneiden, Schweißen, Bohren, Härten, Markie- ing or in the field of generative processes either in
ren, Strukturieren oder im Bereich generativer the micro or macro area, laser technology stands
Verfahren, egal ob im Mikro- oder Makrobereich, for top quality results, greatly flexible procedures
für enorme Vielfalt denkbarer Produkte aus and a huge variety in terms of conceivable
unterschiedlichsten Materialien. Ultrakurzpuls products made from the widest possible range
laser-Anwendungen und der Einsatz von Lasern, of materials. Applications based on ultrashort
die Strahlung im extremen UV-Bereich emittieren, pulse lasers and lasers emitting radiation in the
erweitern das Spektrum denkbarer Applikationen extreme UV range significantly broaden the reach
in der Elektronikindustrie signifikant. Stichworte of c onceivable uses in the electronics industry.
sind hier die sogenannte „Kalte Bearbeitung“ “Cold processing” without heat transfer into the
ohne Wärmeeintrag in den Werkstoff sowie die material and taking the miniaturisation of
weitere Miniaturisierung elektronischer Bauteile. electronic components further serve as descriptive
catchwords in that respect.
Die Effizienz in der Produktion wird gesteigert,
vor allem, wenn der Gesamt-Fertigungsprozess The efficiency of production is increased, particu-
im Fokus liegt. Ressourcen schonend optimierter larly when the focus is on the overall manufactur-
Materialeinsatz oder der aufgrund gesteigerter ing process. A resource-friendly and optimised
Bauteilqualität mit entsprechend weniger deployment of materials and the reduction of
Nacharbeit mögliche Wegfall von Bearbeitungs process steps thanks to increased component
schritten führen zu außerordentlich wettbewerbs- quality (with consequently lower levels of rework-
fähigen Prozesswirkungsgraden und günstigen ing) lead to exceptionally competitive levels of
Gesamtkosten pro Bauteil. Die in der Regel process efficiency and overall cost savings per
besonders hohe Fertigungsgeschwindigkeit component. It goes without saying that compo-
sowie große Flexibilität – mit dem Laser werden nent costs further benefit from (generally very
viele neue Produktdesigns erst machbar – gehen high) manufacturing speeds combined with
natürlich ebenfalls direkt in die Bauteilkosten flexibility being enhanced by lasers making
mit ein. many new product designs possible for the
very first time.
Als Schlüsselbereich im Kreis der Optischen
Technologien, heute besser als Photonik bekannt, As a key area in the field of optical technologies,
liefert die Laserfertigungstechnik wertvolle today better known as photonics, laser production
Hinweise für die Ausgestaltung nationaler und technology is providing valuable information for
europäischer Forschungspolitik. Das Forum devising research policies at the national and
Photonik im VDMA hat sich zum Ziel gesetzt, European scale. The Photonics Forum of VDMA
die Bedeutung der vertretenen Schlüsseltechno- aims to boost the general public’s awareness of
logien stärker im Bewusstsein der Öffentlichkeit the key technologies involved because the “World
zu verankern, denn noch immer ist die „Welt des of Light” still lacks transparency for many decision-
Lichts“ für viele Entscheider nicht hinreichend makers. In both the political arena and the capital
transparent. Sowohl in der Politik als auch markets, strong efforts are needed in order to
im Kapitalmarkt ist auf ein ausgeprägtes establish a clear awareness of the tremendous
Bewusstsein für die großen Chancen und opportunities and future challenges of photonics
künftigen Herausforderungen der Photonik
WORLD OF LASER TECHNOLOGY 3
inzuarbeiten. Denn: Optische Schlüsseltechno-
h since very few other growth drivers provide the
logien bieten wie kaum ein anderer Wachstum- range of opportunities that key optical technolo-
streiber die Möglichkeit, innovative Lösungen für gies offer for creating innovative solutions for
die Märkte von Morgen zu generieren. In enger tomorrow’s markets. VDMA and the enterprises
Kooperation mit den Unternehmen werden join forces in their quest for training and recruiting
Weiterbildung und Sicherung des Bedarfs an young talent. What counts in this respect is the
qualifiziertem Nachwuchs für das Technologie- commitment to ensuring the supply of qualified
feld vorangebracht. young professionals for this innovative technolo
gical field.
Die vorliegende Broschüre möchte einführend
über verschiedene Laser-Strahlquellen und ihre This brochure sets out to provide information on
charakteristischen Eigenschaften, über etablierte the different laser sources and their inherent
und absehbare Einsatzgebiete für Laseranlagen characteristics, on existing and emerging fields of
im Bereich der industriellen Materialbearbeitung laser system applications in the field of materials
sowie über weltweite Nachfrageentwicklungen processing, and on world-wide trends of demand.
informieren. Im Mittelpunkt stehen indessen The main focus of the brochure, however, is on the
ausführliche Unternehmensprofile von Mitglieds comprehensive company profiles of members of
firmen der Arbeitsgemeinschaft „Laser und Laser- the VDMA‘s working group “Lasers and Laser
systeme für die Materialbearbeitung“ im VDMA, Systems for Material Processing” that wish to
die den besonderen Kundennutzen ihrer Erzeug- showcase the benefits their products have for their
nisse aufzeigen möchten. Der vorangestellte customers. The matrix preceding the profiles lists
Bezugsquellen-Nachweis in Matrixform erlaubt sources of supply and several other companies in
eine um weitere Unternehmen der Branche the industry as a concise overview of leading man-
ergänzte, kompakte Übersicht bezüglich führen- ufacturers and their product ranges. The brochure
der Hersteller und deren Programmstruktur. primarily i ntends to provide executives and man-
Die Broschüre ist in erster Linie für Unternehmer agers of companies that may be potential users of
und Führungskräfte aus potenziellen Anwender- laser manufacturing technology with an introduc-
firmen von Laser-Fertigungstechnik gedacht, tory overview and a basis of future purchasing
die im Vorfeld von Beschaffungsentscheidungen decisions. Most of the copies of this brochure have
einen ersten Überblick wünschen. been sent directly to decision-makers in the
Ein Großteil der Auflage wurde unmittelbar machinery and plant construction, automotive
an Entscheidungsträger im Maschinen- und and electrical industries. Since the brochure is
Anlagenbau, in der Automobil- und Elektroindus- available in both German and English, it can be
trie versendet. Deutsch- und englischsprachige widely distributed at foreign trade fairs. Readers
Abfassung erlaubt breite Distribution auf Aus- interested in more information on using lasers as
landsmessen. Auskünfte im Zusammenhang mit a solution to specific problems may obtain this
konkreten Applikationen erhalten Interessenten information directly from companies in the laser
direkt bei den Firmen der Laserindustrie. Für industry. The office of the working group is looking
grundsätzliche Fragen steht selbstverständlich forward to answering any fundamental questions.
die Geschäftsstelle der Arbeitsgemeinschaft
zur Verfügung.
4 WORLD OF LASER TECHNOLOGY
Lasertypen in der Materialbearbeitung
Types of Lasers for Material Processing
Für die Materialbearbeitung steht heute eine Today‘s material processors can choose from many
Vielzahl unterschiedlicher Laser, mit einem different lasers, with an almost unlimited spec-
nahezu unerschöpflichen Spektrum an Leistun- trum of power outputs, wavelengths and pulse
gen, Wellenlängen und Pulseigenschaften bereit. properties. In industrial applications, lasers range
Je nach Anwendungsgebiet kommen in der between about one and 12,000 watts of average
Materialbearbeitung Laser mit einer mittleren beam power and may sometimes be even higher.
Strahlleistung zwischen rund einem Watt und Lasers generate either continuous wave or pulsed
12.000 Watt zum Einsatz, in Einzelfällen auch beams, with pulsed beams ranging from ultrashort
darüber. Die Laser werden im Dauerstrichbetrieb femtosecond and picosecond to nanosecond and
oder im Pulsbetrieb eingesetzt, wobei das Spekt- millisecond pulses.
rum der gepulsten Laser von ultrakurzen Pulsen
im Femto- und Pikosekundenbereich, über Nano- Solid state lasers, whose active medium is either a
sekunden bis zu Millisekunden reicht. fibre, a disc or a rod, offer a particularly multifac-
eted choice of products and options. These models
Die Festkörperlaser, mit Faser, Scheibe oder Stab are available at wavelengths from the infrared to
als aktivem Medium, bieten eine besonders the visible and ultraviolet wave ranges. Depending
große Produkt- und Parametervielfalt. Ein breites on the actual make, solid state lasers are able to
Spektrum von Wellenlängen vom Infrarot über operate in an extremely broad range of beam
den sichtbaren Wellenlängenbereich bis zum powers and pulse durations.
Ultravioletten steht heute zur Verfügung. Je nach
Ausführungsform können Festkörperlaser in The light emitted by diode lasers, which are used
einem extrem weiten Leistungs- und Pulsdauer- for material processing, generally have a wave-
bereich betrieben werden. length of about one micrometre.
Diodenlaser, die in der Materialbearbeitung ein-
gesetzt werden, emittieren typischerweise Licht
um einen Mikrometer Wellenlänge.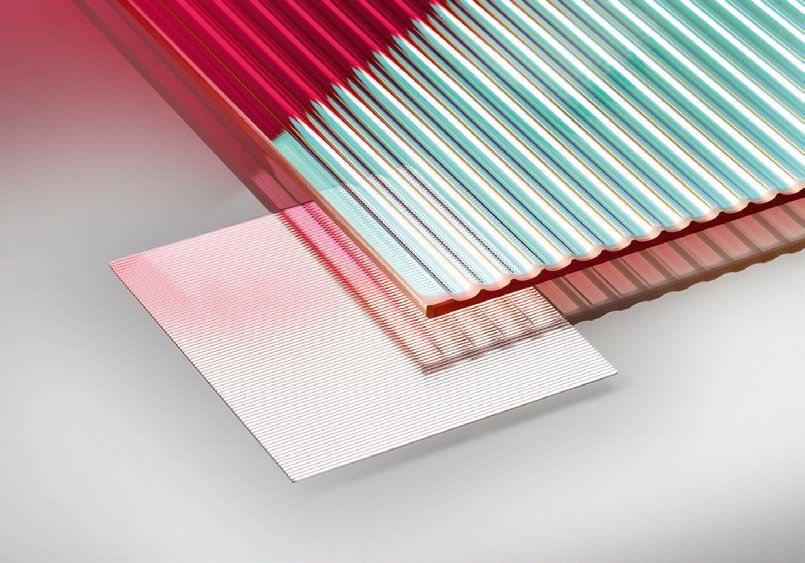
WORLD OF LASER TECHNOLOGY 5
Spritzerarmes Schweißen von Getrieberädern
Low-spatter welding of gear wheels
Sie arbeiten im Dauerstrichbetrieb mit hoher These lasers operate in continuous wave mode and
Energieeffizienz. Blaue Diodenlaser im sichtbaren are highly power-efficient. Blue diode lasers in the
Wellenlängenbereich von 450 nm erzeugen bis zu visible wavelength range of 450 nm generate up
2 kW cw Laserleistung und eignen sich zur Bear- to 2 kW cw of laser power and are suitable for pro-
beitung von hochreflektierenden Metallen wie cessing highly reflective metals such as copper or
Kupfer oder Gold. gold.
CO2-Laser emittieren Licht mit einer Wellenlänge CO2 lasers emit light waves about 10 µm long,
von rund 10 µm, die für eine Reihe von Anwen- which is the perfect length for various applica-
dungen, insbesondere bei der Bearbeitung nicht- tions, particularly when it comes to processing
metallischer Werkstoffe, optimal ist. non-metal materials.
Das Licht von Excimerlasern ist gepulst und Excimer lasers emit pulsed light in the ultraviolet
liegt im ultravioletten Bereich von 157 bis 351 range between 157 nanometres and 351 nanome-
Nanometern. Excimerlaser werden vor allem in tres. They are mainly used for micromaterial
der Mikromaterialbearbeitung eingesetzt. processing.
Neben den genannten Laserparametern sind Apart from the above factors, criteria such as
weitere Auswahlkriterien wie die Strahlqualität beam quality or power efficiency are of particular
oder die Leistungseffizienz von Bedeutung. Auch significance when selecting a laser. Many applica-
die Tatsache, dass sich Laserlicht im Wellenlän- tions also benefit greatly from the fact that fibre
genbereich von rund einem Mikrometer über optic cables easily conduct laser light in the wave
Glasfaserkabel übertragen lässt, ist für viele range of around one micrometre.
Anwendungen von großem Vorteil.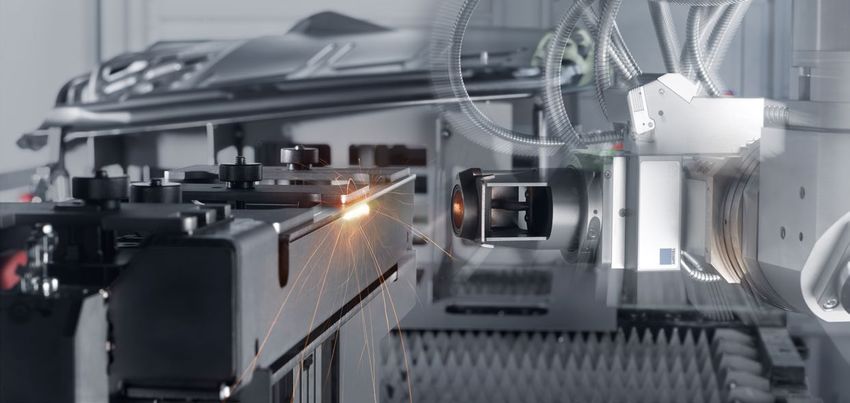
6 WORLD OF LASER TECHNOLOGY
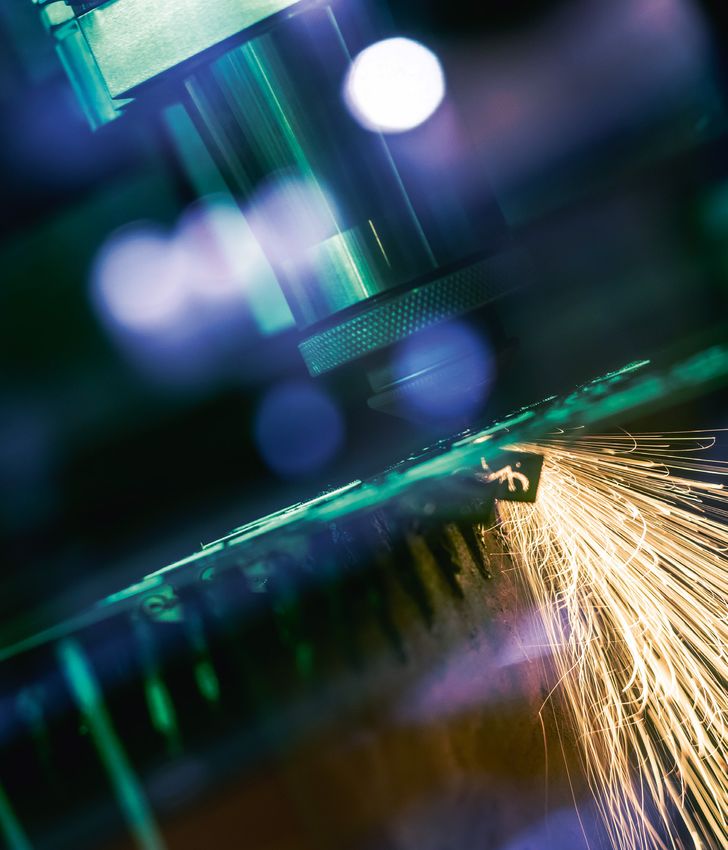
Laserschneiden Laser cutting
Der Laser bewältigt unterschiedlichste Schneid- Lasers readily handle a wide variety of cutting
aufgaben. Sie reichen von der mikrometerge- tasks, from micrometre-precise kerfs in wafer-thin
nauen Schnittfuge im hauchdünnen Halblei- semiconductor chips to quality cuts in stainless
terchip bis zum Qualitätsschnitt im 50 mm steel 50 mm thick.
dicken Baustahl.
Laser cutting is used wherever complex shapes
Das Laserschneiden wird dort eingesetzt, wo require precise, fast and nearly force-free process-
komplexe Umrisse, eine präzise, schnelle Verar- ing of different materials. Laser cuts are marked by
beitung und nahezu kraftfreie Bearbeitung unter- their narrow kerf which results in accurately cut
schiedlichster Materialien gefragt sind. Mit Hilfe parts. This method generates a minimum of warp
des Lasers können schmale Schnittfugen erzielt and normally requires no reworking because very
und somit Teile präzise geschnitten werden. Das little heat is emitted into the part and most mate-
Verfahren ist verzugsarm und macht in vielen rials are cut without leaving any burrs.
Fällen Nacharbeiten überflüssig, da wenig
Wärme in das Bauteil eindringt, und die meisten Whereas lasers are used to cut almost any metallic
Materialien gratfrei geschnitten werden. materials, structural and stainless steel and alu-
minium make up the largest share. Other materi-
Geschnitten werden nahezu alle metallischen als cut by laser include wood, plastic materials,
Werkstoffe, wobei Baustahl, Edelstahl und glass and ceramics.
Aluminium den wesentlichen Anteil ausmachen.
Andere Werkstoffe, die mittels Lasertechnik Conventional glass cutting is based on rapid heat-
geschnitten werden, sind u.a. Holz, Kunststoffe, ing processes, leading to vaporization and material
Glas und Keramik. removal. This method tends to create micro-cracks,
chip-outs and a rough surface finish, which makes
Konventionelle Glasbearbeitung basiert auf time consuming and costly subsequent grinding
einer schnellen Erhitzung, die das Material and polishing steps necessary, leading to low pro-
verdampfen lässt. Dieses Verfahren führt häufig duction yields. Modern systems using ultra-short
zu Mikrorissen, Absplitterungen und einer rauen laser pulses in the picosecond range to cut glass by
Schnittfläche, wodurch zeit- und kostenintensives disassociation rather than ablation. This laser glass
Schleifen und Polieren notwendig wird, was den cutting technology provides numerous benefits.
Durchsatz verringert. Moderne Systeme verwen-
den ultrakurze Laserpulse im Picosekundenbe- With an ‘as cut’ edge roughness at < 2 µm, in most
reich, welche das Glas durch Nanoperforation cases the cut glass can be used for subsequent pro-
trennen. Diese Art des Laserschneidens bietet cessing without additional intermediate steps for
einige entscheidende Vorteile. time and cost consuming post-processing. Glass
pieces cut by disassociation also have superior break
Da die Rauigkeit der Schnittfläche < 2 µm ist, strength behavior, compared to items cut by other
kann das Glas in den meisten Fällen sofort weiter- laser methods and conventional mechanical glass
verarbeitet werden, ohne dass teure und zeitauf- cutting processes. The laser process enables cutting
wändige Nachbearbeitungen notwendig sind. strengthened glass, un-strengthened glass, as well
Die mittels Nanoperforation geschnittenen Gläser as other transparent glass and crystalline materials.
haben eine höhere Bruchfestigkeit als Glas, das
mit konventionellem Laser oder mechanischen
Verfahren geschnitten wird. Der Laserprozess
eignet sich für gehärtetes und ungehärtetes
Glas, ebenso wie für transparente, kristalline
Materialien.
WORLD OF LASER TECHNOLOGY 7
Diese Laserbearbeitung wird heute in der Serien- It is today commonly used in high volume produc-
fertigung von Touchscreen Displays für Smart- tion of touchscreen displays for smart phones, tab-
phones, Tablet PCs und andere Consumer-Pro- let PCs and other consumer products and going
dukte eingesetzt und in Zukunft auch im Bereich forward also be made available for 3D-fomed glass
der 3D-geformten Glasprodukte möglich sein. products.
Das volumenmäßig wichtigste Einsatzgebiet In terms of processing volume, the separation
des Laserschneidens ist das Trennen von Stahl of steel sheets is the most important area of
blechen. Diese Anwendung gehört zum Stand application by far. This application reflects the
der Technik, und der größte Teil der Laser hoher state of the art of laser cutting and is also the
Leistung wird heute hierfür verwendet. Im Mate- predominant area for today‘s high-power lasers.
rialdickenbereich bis 30 mm hat der Laser auf- Owing to the flexibility and ease of programming
grund der Flexibilität und der Einfachheit der any shape, lasers have ousted conventional meth-
Konturprogrammierung bei kleineren und mittle- ods, such as punching or milling, for processing
ren Losgrößen in vielen Fällen konventionelle small to medium lot sizes of materials up to 30
Verfahren wie Stanzen oder Fräsen verdrängt. mm thick. The same applies to the successful
Auch Aluminium, Messing und Kupfer lassen sich processing of aluminium, brass and copper, albeit
bei geringeren Wanddicken (Aluminium: 20 mm, at thinner wall thicknesses (aluminium: 20 mm,
Messing: 12 mm) erfolgreich bearbeiten. Eine brass: 12 mm). Other fields of application are the
weitere Anwendung ist das Ablängen und räum- cutting to length and 3D cutting of pipes and pro-
liche Schneiden von Rohren und Profilen. Weitere filed parts or the 3D shaping of hot-formed high-
Anwendungen für räumliches Schneiden finden strength steels, mainly for parts used in the
sich z. B. in der Automobilindustrie, hier vor allem automotive industry.
bei warmumgeformten hochfesten Stählen.
Glas-Schneiden in der 3. Dimension
Glass Cutting in the 3rd dimension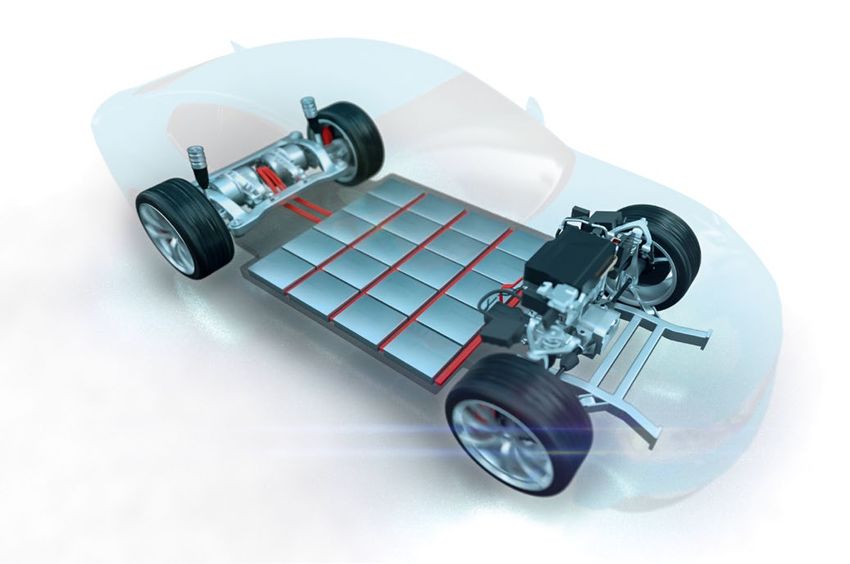
8 WORLD OF LASER TECHNOLOGY
Mit Lasern lassen sich auch feinste Schnitte Lasers are also able to produce extremely fine cuts
mit bis zu < 0,01 mm Breite und Bohrungen bis down to less than 0.01 mm wide and holes down
hinunter zu einem Durchmesser von ca. 50 µm to a diameter of about 50 µm.
realisieren.
There are three process categories of cutting
Das Trennen mit Laserstrahlung wird in drei by laser beam: fusion cutting, thermal cutting,
verschiedene Prozesse eingeteilt: Schmelzschnei- sublimation cutting.
den, Brennschneiden, Sublimationsschneiden.
Fusion cutting by laser cuts all fusible materials,
Das Laserschmelzschneiden trennt alle schmelz- e.g. metals. Nitrogen or argon is used as cutting
baren Werkstoffe wie beispielsweise Metalle. gas and is pressed through the kerf at pressures
Als Schneidgas dient beim Laserschmelzschnei- between 2 bar and 20 bar. Argon and nitrogen are
den Stickstoff oder Argon. Es wird mit Drücken inert gases which do not react with the molten
zwischen 2 und 20 bar durch die Schnittfuge metal but only blow it downward and out of the
getrieben. Argon und Stickstoff sind inerte Gase. kerf while shielding the cutting edge from the air.
Sie reagieren nicht mit dem aufgeschmolzenen Although the edges remain free from oxides and
Metall im Schnittspalt, sondern blasen es nur do not require any touching up afterwards, cutting
nach unten aus. Gleichzeitig schirmen sie die is solely based on the energy transferred by the
Schnittkante von der Luft ab. Die Kanten bleiben laser beam. Whereas, in thin metal sheets, fusion
oxidfrei und müssen nicht mehr nachbearbeitet cutting works faster than thermal cutting, it is
werden. Allerdings steht zum Schneiden allein slower in thicker sheets and when piercing or
die Energie des Laserstrahls zur Verfügung. In grooving the material.
dünnen Blechen ist die Schneidgeschwindigkeit
höher als beim Brennschneiden. Bei größeren Both CO2 and solid state lasers (fibre and disc)
Blechdicken und beim Einstechen ist die Prozess- are used for cutting metal sheets, but CO2 lasers
geschwindigkeit gegenüber dem Brennschneiden produce higher-quality edges, particularly in
reduziert. thicker sheets.
Sowohl CO2- als auch Festkörperlaser (Faser- Thermal cutting uses oxygen as the cutting gas,
und Scheibenlaser) werden für das Blechschnei- which is blown into the kerf at pressures up to
den eingesetzt, wobei CO2-Laser insbesondere 6 bar such that the heated metal can react to the
bei dickeren Blechen eine bessere Kantenqualität oxygen. Oxidation releases a lot more energy than
erzeugen. the laser – up to five times as much – and supports
the effect of the laser beam. Thermal cutting is
Das Brennschneiden benötigt Sauerstoff als fairly fast and can be used for handling thick metal
Schneidgas. Der Sauerstoff wird mit Drücken sheets. Structural steel, for example, can be cut
von bis zu 6 bar in die Schnittfuge geblasen. even if thicker than 50 mm.
Dort reagiert das erwärmte Metall mit dem
Sauerstoff: Die Oxidation setzt sehr viel Energie Like fusion cutting by laser, both the CO2 and the
frei – bis zum Fünffachen der Laserenergie – solid state laser are generally used for this applica-
und unterstützt den Laserstrahl. Brennschneiden tion. Again, CO2 lasers have proven to be the better
erlaubt hohe Schneidgeschwindigkeiten und beam source for processing thicker materials.
das Bearbeiten dicker Bleche. Baustahl lässt sich
beispielsweise in Dicken bis 50 mm schneiden.
Wie beim Laserschmelzschneiden werden sowohl
CO2- als auch Festkörperlaser grundsätzlich für
diese Applikation eingesetzt, wobei sich auch
beim Laserbrennschneiden CO2-Laser besser als
Strahlquelle für dickere Materialstärken eignen.WORLD OF LASER TECHNOLOGY 9
In einigen roboterbasierten Schneidanwendun- Some installations involving robots supplement
gen kommen neben Festkörperlasern auch the solid state lasers with diode lasers.
Diodenlaser zum Einsatz.
Sublimation cutting is the perfect choice wherever
Das Sublimierschneiden bietet hochwertige precision cutting tasks require high-quality cutting
Schnittkanten für feine Schneidaufgaben. Bei edges. In this process, the laser vaporises the mate-
diesem Verfahren verdampft der Laser das Mate- rial with as little fusion as possible. The vaporised
rial möglichst schmelzarm. Der Materialdampf material generates a high pressure in the kerf which
erzeugt dabei in der Schnittfuge einen hohen ejects the molten material towards the top and
Druck, der die Schmelze nach oben und unten bottom. The process gas – nitrogen, argon or
herausschleudert. Das Prozessgas, Stickstoff, helium – only shields the cut surfaces from the
Argon oder Helium, schirmt die Schnittflächen environment, which prevents them from oxidising.
lediglich von der Umgebung ab. Es sorgt dafür, This is achieved at lower gas pressures between
dass die Schnittkanten oxidfrei bleiben. Aus 1 and 3 bar. Since it takes more energy to vaporise
diesem Grund genügt ein Gasdruck von 1 bis 3 metal than to melt it, sublimation cutting requires
bar. Metall zu verdampfen erfordert mehr Energie high power density requirements. Although it is
als es zu schmelzen. Deshalb benötigt Sublimier- slower than other cutting methods, it excels in pro-
schneiden hohe Leistungsdichten und ist langsa- ducing high-quality cutting edges. This method is
mer als andere Schneidverfahren. Dafür erzeugt hardly used for processing metal sheets, but is the
es hochwertige Schnittkanten. In der Blechbear- prime choice when it comes to precision cutting.
beitung wird das Verfahren kaum angewendet.
Erst dort, wo die Schneidaufgaben besonders fein Sublimation cutting mainly relies on pulsed solid
sind, wird dieses Verfahren attraktiv. state lasers for metals, ceramics or diamonds and
on CO2 lasers for ceramic and plastic materials.
Die hier angewandten Laser sind zumeist Sublimation cutting, in the true sense of the word,
gepulste Festkörperlaser für Metalle, Keramiken i.e. immediately changing a material‘s state from
oder Diamant sowie CO2-Laser für Keramiken solid to gaseous, occurs when cutting Perspex
und Kunststoffe. Reines Sublimationsschneiden, or wood.
d. h. der direkte Übergang vom festen in den
gasförmigen Zustand, tritt beim Schneiden von Lasers are also able to produce very fine cuts down
Plexiglas und Holz auf. to less than 0.01 mm wide and to cut delicate
shapes. Pulsed or continuous wave (CW) lasers are
Mit Lasern können auch feine Schnitte mit bis zu run in basic mode for various applications. They
< 0,01 mm Breite und das Schneiden filigraner cut all metals, including highly reflecting metal
Konturen realisiert werden. Je nach Anwendung materials. Pulsed lasers accurately cut holes of
kommen gepulste Laser oder Dauerstrichlaser im diameters as minute as about 50 µm. Provided
Grundmodebetrieb zum Einsatz. Alle Metalle, that the geometry of the hole tolerates deviations
auch hochreflektierende, können geschnitten of a few of per cent, the economic efficiency of
werden. Bis hinunter zu einem Durchmesser lasers is unrivalled compared to mechanically cut-
von ca. 50 µm werden mittels gepulster Laser ting time-consuming small-diameter holes into
Bohrungen präzise eingebracht. Für kleinere certain materials at the cost of high tool wear.
Bohrungen bei Werkstoffen, die mechanisch nur
mit hohem Zeitaufwand und Werkzeugverschleiß
hergestellt werden können, ist der Laser unver-
gleichlich wirtschaftlicher, wenn Toleranzen von
einigen Prozenten in der Bohrungsgeometrie
zulässig sind.10 WORLD OF LASER TECHNOLOGY
Laserschweißen Laser welding
Der Laserstrahl bietet verschiedene Möglichkei- Laser beams provide various options for joining
ten, um Metalle zu fügen. Er kann Werkstücke metals. They are able to connect the part surfaces
an der Oberfläche verbinden oder tiefe Schweiß- or produce deep weld joints. Lasers are a good
nähte erzeugen. Mit dem Laser lassen sich sowohl choice for welding materials with high melting
Werkstoffe mit hoher Schmelztemperatur als points and materials of high thermal conductivity.
auch mit hoher Wärmeleitfähigkeit schweißen. Predominant laser welding applications include the
Das Laserschweißen von Stählen und Aluminium, welding of steel and aluminium and, to an increas-
zunehmend auch von Kupferlegierungen, sind die ing degree, of copper alloys. Owing to the small
wichtigsten Anwendungen. Aufgrund der kleinen amount of molten material and the short fusing
Schmelze und der kurzen Schmelzdauer kann der time, lasers may sometimes even connect materials
Laser mitunter sogar Werkstoffe verbinden, die which cannot be welded by other methods.
sonst nicht schweißbar sind.
Laser welding is the joining of parts by laser pulses
Laserschweißen bedeutet das Fügen mit einzelnen or in continuous wave mode. Lasers place either
Laserpulsen oder im Dauerstrichbetrieb. Der Laser very small welding spots of diameters smaller than
setzt kleinste Schweißpunkte mit Durchmessern 0.1 mm or continuous long weld seams in metal
unter 0,1 mm bis hin zu langen Schweißnähten sheets up to 25 mm thick. The average laser per-
in bis zu 25 mm starken Blechen. Die verwendete formance ranges from about 10 watts to more
Durchschnittsleistung der eingesetzten Laser than 20 kilowatts.
umspannt dabei einen Bereich von ca. 20 Watt
bis mehr als 10 Kilowatt. Laser welding is mainly used to join parts that
require high welding speeds, narrow and lean weld
Das Laserschweißen wird vor allem zum seams and little thermal warpage. Its high welding
Fügen von Bauteilen eingesetzt, die mit hoher speeds, high-level automation-readiness and
Schweißgeschwindigkeit, schmaler und schlanker online in-process quality monitoring options have
Schweißnahtform und mit geringem thermi- made laser welding a very common joining
schem Verzug gefügt werden müssen. Die method in today‘s industrial production. Practical
hohen Schweißgeschwindigkeiten, eine vorzügli- applications range from highly accurate seams
che Automatisierbarkeit und die Möglichkeit without pores demanded by the medical technical
der Online-Qualitätsbeobachtung während industry to precision spot welding for electrical
des Prozesses machen das Laserschweißen zu engineering or industrial jewellery production, and
einem weit verbreiteten Fügeverfahren in der from deposit welding for mould and die making to
modernen industriellen Fertigung. Das Anwen- the welding of drive train components or complete
dungsspektrum reicht vom Feinstschweißen car bodies for the automotive industry.
porenfreier Nähte in der Medizintechnik, über
das Präzisions-Punktschweißen in der Elektro- In the transformation of the automotive industry
technik oder der Schmuckindustrie, vom Auftrags- to electromobility, only laser welding makes the
schweißen im Werkzeug- und Formenbau bis hin highly efficient series production of battery, electric
zum Verschweißen von Komponenten des motor and high-performance electronics possible.
Antriebstrangs oder ganzer Karosserien in der
Automobilindustrie.
Bei der Transformation der Automobilindustrie
zur Elektromobilität macht erst das Laserschweis-
sen die hocheffiziente Serienfertigung von Batte-
rie, Elektromotor und Hochleistungselektronik
möglich.WORLD OF LASER TECHNOLOGY 11
Kupferschweißen mit grüner Wellenlänge
Copper welding with green wavelength
Beim Laserschweißen unterscheidet man zwei Laser welding is broken down into two major
wesentliche Prozesse, das Wärmeleitungsschwei- processes: heat conduction welding and penetra-
ßen und das Tiefschweißen. tion welding.
Beim Wärmeleitungsschweißen schmelzen die Heat conduction welding melts the materials to be
zu verbindenden Materialien durch Absorption joined by absorbing the energy of the laser beam
des Laserstrahls an der Materialoberfläche. Die on the material surface. The molten materials
Schmelzen fließen ineinander und erstarren zur then flow into one another and set to make the
Schweißnaht. Die Wärmeleitfähigkeit des Werk- weld joint. Weld seams may be just a few tenths
stoffs begrenzt die maximale Nahttiefe, die nur of a millimetre up to about 1 mm deep, depending
einige Zehntelmillimeter bis ca. 1 mm beträgt. on the material‘s thermal conductivity. The seam
Die Nahtbreite ist dabei in der Regel größer als width is normally greater than the seam depth.
die Nahttiefe. Wärmeleitungsschweißen wird Heat conduction welding is the method of choice
angewendet, um dünnwandige Teile zu verbin- for joining thin-walled parts such as corner joints
den, zum Beispiel für Ecknähte an Sichtkanten along visible housing edges. The electronics indus-
von Gehäusen. Weitere Anwendungen finden try also frequently relies on it. Lasers produce a
sich in der Elektronik. Der Laser erzeugt eine smooth, rounded weld seam which requires no
glatte, abgerundete Schweißnaht, die nicht further rework. Both pulsed and CW solid state
mehr nachbearbeitet werden muss. Für diese lasers are suitable tools.
Anwendungen eignen sich gepulste oder
dauerstrichbetriebene Festkörperlaser. Deep penetration welding at an energy density of
about 1 megawatt per square centimetre or higher
Das Tiefschweißen, bei Energiedichten ab etwa is based on generating a vapour capillary in the
1 Megawatt pro Quadratzentimeter, beruht auf material. Apart from melting the metal, the laser
der Erzeugung einer Dampfkapillare im Material. beam also generates vapour and forms a deep,
Der Laserstrahl schmilzt das Metall nicht nur auf, narrow hole filled with vapour: a vapour capillary,
sondern erzeugt auch Dampf. Ein tiefes, schma- also referred to as keyhole, which is surrounded by
les, dampfgefülltes Loch bildet sich: eine Dampf- molten metal. As the laser beam moves across the
kapillare – auch Keyhole genannt. Die Dampfka joining point, the keyhole moves with it through
pillare ist von Metallschmelze umgeben. Wenn the workpiece.
sich der Laserstrahl über die Fügestelle bewegt,
bewegt sich die Dampfkapillare mit ihm durch
das Werkstück.12 WORLD OF LASER TECHNOLOGY
Neue Lasertechnologien wie der Coherent ARM Laser ermöglichen auch das Schweißen von Herausfordernden oder ungleichen Materialien
New laser technologies such as the Coherent ARM laser enable welding of challenging or dissimilar materials
Die Metallschmelze umfließt die Dampfkapillare The molten metal flows around the keyhole and
und erstarrt an der Rückseite. Der einfallende sets at its back. Total internal reflection in the key-
Laserstrahl wird durch Totalreflexion im Keyhole hole guides the laser beam deeply into the mate-
tief in das Material geführt. rial, leaving behind a narrow and deep weld seam
with a smooth structure.
Auf diese Weise bildet sich eine schmale, tiefe
Schweißnaht mit gleichmäßigem Gefüge. Die The seam depth can be up to 25 mm and thus up
Nahttiefe ist bis zu 60 Mal größer als die Naht- to 60 times larger than the seam width. Deep
breite und kann bis zu 25 mm betragen. penetration welding therefore excels in its high
Tiefschweißen zeichnet sich daher durch einen efficiency and welding speed, the latter accounting
hohen Wirkungsgrad und hohe Schweißge- for a small heat affected zone and a minimum
schwindigkeiten aus. Dank der hohen Geschwin- amount of warpage. This method is chosen for
digkeit ist die Wärmeeinflusszone klein und der deep weld seams and if several layers of material
Verzug gering. Das Verfahren wird angewendet, are to be welded at once.
wenn hohe Einschweißtiefen gefordert sind oder
mehrere Werkstofflagen auf einmal geschweißt Laser welders can choose from various types of
werden sollen. lasers to accommodate the task at hand.
Für das Laserschweißen kommen je nach Anwen-
dung verschiedene Lasertypen zum Einsatz.WORLD OF LASER TECHNOLOGY 13
Im Kilowattbereich bieten Festkörperlaser (Faser- In the kilowatt range, solid state lasers (fibre and
und Scheibenlaser) eine hohe Strahlqualität disc) provide a high-quality beam and excellent
verbunden mit einer hohen Leistungseffizienz. power efficiency. Owing to the longer wavelength,
CO2-Laser bieten durch ihre längere Wellenlänge CO2 lasers benefit some applications with a higher
bei einem Teil der Anwendungen Vorteile hin- final quality. Diode lasers have the highest power
sichtlich der Bearbeitungsqualität. Diodenlaser efficiency in applications such as the welding of
bieten die höchste Leistungseffizienz bei Anwen- aluminium and steel for car bodies or the welding
dungen wie beispielsweise dem Schweißen von of tailored blanks.
Aluminium und Stahl im Karosseriebau, oder
aber auch beim Schweißen von Tailored Blanks. Copper plays a central role in electromobility as
an excellent plays a central role as an excellent
Für die Elektromobilität spielt der Werkstoff Kup- conductor of electricity. Fibre lasers with special
fer als hervorragender Stromleiter eine zentrale beam profiles such as inner centre beam and outer
Rolle. Faserlaser mit speziellen Strahlprofilen wie ring beam also enable the processing of challenging
innerem Center-Strahl und äußerem Ring-Strahl materials such as deep and heat conduction weld-
ermöglichen auch die Bearbeitung herausfordern- ing of highly reflective copper or high-strength
der Materialien wie das Tief- und Wärmeleitungs- materials with virtually no spattering or cracking.
schweißen von hochreflektivem Kupfer oder The outer ring beam stabilises the molten pool
hochfesten Materialien nahezu ohne Spritzer and enables perfect welding results.
und Rissbildung. Dabei stabilisiert der äußere
Ringstrahl das Schmelzbad und ermöglicht per- Lasers with short wavelengths are also available
fekte Schweißergebnisse. for welding copper, a material that is highly reflec-
tive in the infrared wavelength range. On the basis
Zum Schweißen des im infraroten Wellenlängen- of disk laser technology, lasers with 515 nanometre
bereich hochreflektierenden Materials Kupfer ste- wavelength, i.e. in the green spectral range, were
hen auch Laser mit kurzen Wellenlängen zur Ver- developed. With up to 2 kW output power and a
fügung. Auf Basis der Scheibenlasertechnologie beam quality of 2 mm mrad, these lasers allow
wurden Laser mit 515 Nanometer Wellenlänge, excellent weld seam quality with high energy effi-
also im grünen Spektralbereich, entwickelt. Mit ciency even with highly reflective materials such as
bis zu 2 kW Ausgangsleistung und einer Strahl- copper. In power electronics, this enables reliable
qualität von 2 mm mrad erlauben diese eine her- connections with low spatter safe, highly reliable
vorragende Schweißnahtqualität bei hoher Ener- connections with low spatter formation.
gieeffizienz selbst bei hochreflektierenden
Werkstoffen wie Kupfer. In der Leistungselektro- The use of blue diode lasers also opens up new
nik ermöglicht dies bei geringer Spritzerbildung possibilities for spatter-free, high-quality heat con-
sichere Verbindungen hoher Zuverlässigkeit. duction welding of copper as well as the effective
processing of gold and other non-ferrous metals,
Auch der Einsatz blauer Diodenlaser eröffnet especially for applications in electromobility. In
neue Möglichkeiten für das spritzerfreie, qualitativ new process approaches, the combination of blue
hochwertige Wärmeleitschweißen von Kupfer diode laser radiation with a laser in the infrared
sowie die effektive Bearbeitung von Gold und wavelength range in a hybrid concept leads to very
anderen Buntmetallen insbesondere für Anwen- stable and almost spatter-free deep welding pro-
dungen in der Elektromobilität. In neuen Prozess- cesses. Here, the blue laser stabilises the process for
ansätzen führt die Kombination der blauen Dio- deep welds.
denlaserstrahlung mit einem Laser im infraroten Precision spot and seam welders can also choose
Wellenlängenbereich in einem Hybridkonzept zu
sehr stabilen und nahezu spritzerfreien Tief-
schweißprozessen. Hierbei stabilisiert der blaue
Laser den Prozess bei tiefen Einschweißungen.14 WORLD OF LASER TECHNOLOGY
Automatisiertes Laserschweißen von Synchron-/und Zahnrädern
Automated laser welding of synchronous gears and gear wheels
Für das Punkt- und Nahtschweißen im Feinbereich from many different laser sources, including con-
steht ebenfalls eine breite Palette von Laserquellen tinuous wave or diode-pumped solid state lasers
zur Verfügung. Dies umfasst im Dauerstrich and pulsed solid state lasers. In the case of so-
betriebene, diodengepumpte Festkörperlaser called scanner welding, moving mirrors guide the
ebenso wie gepulste Festkörperlaser. Beim soge- beam. Changing the angle of the mirrors also
nannten Scannerschweißen erfolgt die Strahlfüh- changes the direction of the laser beam.
rung über bewegliche Spiegel. Durch die Winkel
änderungen der Spiegel wird der Strahl geführt. The resulting processing area supports highly
dynamic and accurate welding operations. Adding
Es entsteht ein Bearbeitungsfeld, in dem hochdy- a system of lenses lets operators move the focal
namisch und präzise geschweißt werden kann. point along the Z axis in a highly dynamic manner.
Durch das Verfahren eines zusätzlichen This allows the complete machining of three-
Linsensystems kann der Fokuspunkt auch in dimensional parts without having to move the
Z-Richtung äußerst dynamisch verschoben wer- processing head or the part. Very fast movements
den. Damit können dreidimensionale Bauteile minimise downtimes such that the laser unit‘s pro-
ohne Bewegung des Bearbeitungskopfes oder des ductive time equals almost 100 per cent of the
Bauteils vollständig bearbeitet werden. Durch die available production time.
sehr schnellen Versatzbewegungen entfallen Beam sources are either fibre or disc lasers. Flexible
Nebenzeiten weitgehend, und das Lasergerät
kann in fast 100 Prozent der verfügbaren Ferti-
gungszeit produzieren.WORLD OF LASER TECHNOLOGY 15
Als Strahlquellen kommen Faser- und Scheibenla- laser light cables take the laser light from the laser
ser zum Einsatz. Flexible Laserlichtkabel führen to the processing stations.
dabei das Laserlicht vom Laser zu den Bearbei-
tungsstationen. Deposit welding adds extra material such as wire
or powder to the base material and uses laser
Beim Auftragsschweißen werden der Zusatzstoff, radiation to first melt and then metallurgically
wie z.B. Draht oder Pulver, und der Grundwerk- connect the two. Main applications for this
stoff durch die Laserstrahlung aufgeschmolzen method are the repair or modification of existing
und metallurgisch verbunden. Das Auftrag- parts and surface finishing.
schweißen wird bei der Reparatur oder Modifika-
tion bestehender Bauteile und der Veredelung Manual deposit welding by laser and additional
von Oberflächen eingesetzt. wire allows damages to be repaired, the wear
resistance to be improved locally, minor changes to
Durch manuelles Laserauftragschweißen mit be made to the design and production faults to be
Zusatzdraht lassen sich Schäden reparieren, mended. It involves holding the wire by hand and
lokal die Verschleißbeständigkeit verbessern, letting the laser beam weld it to the part with
kleine Designänderungen vornehmen und high strength and pin-point accuracy. Using 0.1
Fertigungsfehler korrigieren. Der Laserstrahl mm to 0.8 mm diameter wires enables surface
verschweißt einen manuell geführten Zusatz- area deposits. Automatic deposit welding by laser
draht punktgenau und hochfest mit dem Werk- often uses powders as additives. This assists the
stück. Es lassen sich Flächenaufträge mit Draht- repair of v arious components but is also used to
durchmessern von 0,1 mm bis 0,8 mm realisieren. apply anti-wear and anti-corrosive coatings. Pow-
Das automatisierte Laserauftragschweißen, der deposit welding is used by various industries
zumeist mit pulverförmigen Zusatzstoffen, such as mould and tool making, the oil, gas or aer-
dient ebenfalls zum Reparieren unterschiedlichs- ospace industries or automotive engineering.
ter Komponenten, wird aber auch zum Auftragen
von Verschleiß- und Korrosionsschutzschichten Hybrid methods are a combination of laser weld-
eingesetzt. Das Pulverauftragschweißen findet ing and other welding techniques. Suitable partner
seine Einsatzgebiete in Branchen wie dem Werk- methods are metal inert gas (MIG) welding, metal
zeug- und Formenbau, in der Öl- und Gasindust- active gas (MAG) welding, tungsten inert gas (TIG)
rie sowie in der Luft- und Raumfahrt oder dem welding and plasma welding. Ship builders, for
Automobilbau. example, weld large metal panels up to 30 metres
long and 15 mm thick. Since the gaps between the
Hybridverfahren kombinieren das Laserschwei- panels are too large to be bridged by the laser
ßen mit anderen Schweißverfahren. Geeignete beam, these applications combine MIG and laser
Verfahrenspartner sind MIG-Schweißen welding. In this combination, the laser provides
(Metall-Inert-Gas), MAG-Schweißen (Metall- the high power density required for the deep
Aktiv-Gas), WIG-Schweißen (Wolfram-Inert-Gas) seams. Its high welding speed reduces the heat
und Plasmaschweißen. So werden zum Beispiel transfer into and warping of the metal. The MIG
im Schiffbau große Blechplatten mit bis zu 30 burner bridges the gap and closes the joint by
Meter Länge und 15 mm Dicke verschweißt. Die additional wire.
Spaltabstände zwischen den Platten sind so groß,
dass der Laserstrahl sie allein nicht überbrücken
kann. In diesem Fall kombiniert man MIG-Schwei-
ßen und Laserschweißen. Der Laser liefert die
hohe Leistungsdichte für große Nahttiefen. Er
erlaubt hohe Schweißgeschwindigkeiten und
reduziert so Wärmeeinbringung und Verzug. Der
MIG-Brenner überbrückt den Spalt und schließt
die Fuge durch Zusatzdraht.16 WORLD OF LASER TECHNOLOGY
Das Hybridschweißen wird in weiteren Branchen Hybrid welding is also used by other industries
wie dem Schienenfahrzeugbau, Kranbau, LKW- such as the building of railway vehicles, cranes and
Bau und in der Schwerindustrie eingesetzt. lorries, and in heavy industry.
Beim Laserlöten verbindet ein Zusatzwerkstoff - Laser soldering involves an additional material,
das Lot - die Fügepartner. Bei der Bearbeitung the solder, which joins the two parts. In the pro-
schmilzt nur das Lot; die Fügepartner werden cess, only the solder will melt, whereas the parts
lediglich erwärmt. Wenn das Lot flüssig ist, fließt just get slightly warmer. The hot and, hence, liquid
es in den Fügespalt und verbindet sich mit der solder runs into the gap and joins with the surface
Oberfläche des Werkstücks. Die Festigkeit der of the part. A soldered joint is as stable as the
Lötverbindung entspricht der des Lotwerkstoffes. solder.
Mit Hartloten, zum Beispiel aus Kupfer und Zink, Brazing alloys, copper and zinc for example, are
lassen sich ähnlich hohe Festigkeiten wie beim almost as stable as welded joints. The surface of a
Schweißen erzielen. Die Oberfläche der Lotnaht soldered seam is smooth and even, produces
ist glatt und sauber, bildet geschwungene Über- vaulted junctions with the workpiece and does not
gänge zum Werkstück und muss nicht nachbear- require any rework, an advantage predominantly
beitet werden. Diesen Vorteil nutzt man in der used by the automotive industry.
Automobilindustrie.
All that is left to do is to clean the car body compo-
Vor dem Lackieren muss das Karosserieteil nur nent before painting it. Soldered seams are located
noch gereinigt werden. Lötnähte finden sich an along visible vehicle shell components such as boot
Außenhautteilen im sichtbaren Bereich der Fahr- lids, doors, C columns or the roof. Composite
zeuge, wie zum Beispiel an Heckklappen, Türen, design, e.g. connections of aluminium and steel,
C-Säulen oder am Dach. Weitere Anwendungen provides further applications. Components made
finden sich in der Mischbauweise, zum Beispiel of different materials are often difficult or impos-
bei der Verbindung von Aluminium und Stahl. sible to weld because the materials have very dif-
Bauteile aus unterschiedlichen Werkstoffen las- ferent melting points.
sen sich oft schlecht oder gar nicht mehr schwei-
ßen, weil die Schmelzpunkte sehr unterschiedlich Laser welding of thermoplastic materials supple-
sind. ments the conventional methods of welding
plastics by ultrasound, vibration or heating
Das Laserschweißen von Thermoplasten ergänzt elements. By having the laser locally feed in the
die traditionellen Kunststoffschweißverfahren energy, the plastic material in the joining area
mittels Ultraschall, Vibration oder Heizelemen- heats up very quickly and without stressing the
ten. Durch den lokalen Energieeintrag mittels material.
Laser erwärmt sich der Kunststoff in der Füge-
zone sehr schnell und materialschonend. The resulting melt is very homogeneous and free
from “fluffing” by dry friction. Welding critically
Hieraus resultiert eine homogene Schmelze ohne depends on the joining pressure: a clamping tool
Fusselbildung durch Trockenreibung. Für den presses the two parts together
Schweißprozess ist der Fügedruck essentiell: Ein and generates a contact pressure which is required
Spannwerkzeug presst die beiden Fügepartner to transfer the heat between the two parts to
aufeinander wodurch ein Andruck entsteht, der be joined.
für die Wärmeübertragung zwischen den beiden
Fügepartnern erforderlich ist. Laser welding of plastic materials works at a
power between about 50 W and 500 W.
Beim Laserschweißen von Kunststoffen werden
Laserleistungen im Bereich von rund 50 W bis
500 W eingesetzt.WORLD OF LASER TECHNOLOGY 17
Es kommen Diodenlaser und Festkörperlaser There were used diode lasers and solid state lasers
(Faser- und Stablaser) zum Einsatz. (fiberlaser and rod laser).
Damit Thermoplaste durch die Laserstrahlung der Before thermoplastic materials can be melted and
verwendeten Wellenlängen von 800 – 1100 nm fused by the laser‘s wavelength of 800 nm – 1100
aufgeschmolzen und verschweißt werden kön- nm, additives such as pigments or soot need to be
nen, muss ihre optische Absorption durch Addi- applied to increase the material‘s optical absorp-
tion von Zusatzstoffen wie zum Beispiel Farbpig- tion.
menten oder Ruß erhöht werden.
Another option is to use diode lasers at a wave-
Alternativ können auch Diodenlaser mit einer length of around 2 µm. Transmission laser welding
Wellenlänge im Bereich von 2 µm eingesetzt joins two types of thermoplastic materials, one
werden. Bei der Durchstrahlschweißmethode component consisting of transparent material, the
werden zwei Arten von thermoplastischen Kunst- other of absorbing plastic material. Another process
stoffen miteinander verbunden: Ein Fügepartner is automated tape laying and winding, in which
ist der transparente, der andere Fügepartner ist fibre-reinforced plastics are laid down or wound
der absorbierende Kunststoff. Ein weiteres and welded with the aid of the diode laser.
Verfahren ist das automatisierte Tapelegen und
-wickeln, bei dem faserverstärkte Kunststoffe The laser beam penetrates the transparent compo-
abgelegt bzw. gewickelt und mit Hilfe des Dioden- nent and hits the seam. Examples of applications
lasers verschweißt werden. include the permanent sealing of sensors or hous-
ings in the automotive supply industry. Internal
Der Laserstrahl wird durch den transparenten components sensitive to vibration or complex elec-
Fügepartner zur Fügenaht geführt. Anwendun- tronic circuitries are protected from damage by
gen finden sich beispielsweise beim dauerhaft non-contact laser welding and the small amount
dichten Verschweißen von Sensoren oder Gehäu- of heat transferred.
sen in der Automobilzulieferindustrie. Innenlie-
gende vibrationsempfindliche Bauteile oder Other, more recent applications rely on the laser
komplexe Elektroniken werden durch das berüh- plasticising the plastic material in the joining area
rungslose Laserschweißen und den geringen immediately before the components are pressed
Wärmeeintrag vor Beschädigungen geschützt. together. Increasing the laser energy to several
kilowatts makes this method fit for the sealing of
Darüber hinaus haben sich Anwendungen etab- narrow surfaces of furniture, as is frequently the
liert, wo der Laser den Kunststoff in der Fügezone case in the woodworking industry and for many
unmittelbar vor dem Zusammenpressen plastifi- other industries wherever there is a need to pro-
ziert. Mit Laserleistungen im Multikilowattbe- cess fibre-reinforced plastic tapes.
reich wird dieses Verfahren zum Beispiel in der
Holzbranche zur Schmalflächenversiegelung von Laser marking
Möbelteilen oder für die Verarbeitung von faser- Laser marking meets all requirements expected
verstärkten Kunststoffbändern (Tape) in verschie- from a flexible marking system supporting a high
densten Industriebereichen eingesetzt. level of automation. Lasers are able to mark virtu-
ally all metals as well as plastic and many other
Laserbeschriften materials. Laser marking excels in very high
Die Beschriftung mit dem Laser erfüllt alle Anfor- contrast and extremely thin lines, both of which
derungen, die an ein flexibles Markiersystem mit ensure excellent resolution and legibility, particu-
hohem Automatisierungsgrad gestellt werden. larly if very small fonts are chosen.
Mit dem Laser lassen sich praktisch alle Metalle
und Kunststoffe und eine Vielzahl anderer Mate-
rialien beschriften. Es lassen sich hoher Kontrast
und sehr dünne Strichstärken erreichen.18 WORLD OF LASER TECHNOLOGY
Damit sind hohe Auflösung und gute Lesbarkeit, It does not degrade and is applied without adding
besonders bei kleinen Schriften, gewährleistet. any undesirable substances to the substrate. In
Laserbeschriftungen sind sehr dauerhaft und many cases, lasers are able to mark surfaces which
erfolgen ohne unerwünschtes Einbringen zusätz- are difficult to access by conventional methods.
licher Stoffe. Laserbeschriftungen lassen sich oft
auch an Stellen anbringen, die mit herkömmli- Marking applications for lasers include the label-
chen Methoden schwer zugänglich sind. ling of ICs and other components, printed circuits
and keyboards in the electronics industry, labelling
Die Anwendungen der Beschriftungslaser reichen and design applications of the automotive indus-
vom Beschriften von ICs und anderen Komponen- try and many other practical uses.
ten, gedruckten Schaltungen und Tastaturen im
Elektroniksektor bis zu Kennzeichnungs- und Medical, precision or even security engineering
Designanwendungen in der Automobilindustrie. demands more specific and intricate marking
applications, e.g. to make fraud-resistant ID cards.
Der Beschriftungslaser findet aber auch Anwen-
dung in der Medizin- und Feinwerktechnik bis
in den Sicherheitsbereich, wo beispielsweise
Ausweise fälschungssicher beschriftet werden.
Lasergravur auf einer Reifenseitenwand ermöglicht Individualisierung von Reifen nach Lasermarkieren
dem Vulkanisationsprozess und erhöht somit die Flexibilität in der Reifenproduktion Laser marking
Laser engraving on a tire sidewall enables individualization of tires after the vulcanization
process and thus increases flexibility in tire productionSie können auch lesen