SPAN(N)ENDES VOM INNOVATIONSFÜHRER - Iscar
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Ausgabe Dezember 2018
ANWENDERMAGAZIN FÜR WIRTSCHAFTLICHE ZERSPANUNG
SPAN(N)ENDES VOM INNOVATIONSFÜHRER
PRAXIS Jaeckel Modellund Formenbau – Effizientes Werkzeug statt neuer Maschine
TECHNOLOGIE LOGIQ 3 CHAM – Produktivität steigern ohne Kompromisse
NEU LOGIQ 4 TURN – Für reduzierte Schnittkräfte
INHALT EDITORIAL
ISCAR ist überall
Liebe Leserinnen, liebe Leser, sehr geehrte Kunden,
Effiziente Werkzeuge als führender Hersteller in der Welt der Zerspanung freuen wir uns, Ihnen die aktuelle Ausgabe unserer
STECHEN Firmenzeitschrift ISCAR INDUSTRY zu präsentieren.
für die Zerspanung der Zukunft ���������������������������������������� 4
Schlanke Werkzeug-Verwaltung ��������������������������������������� 6
Wir stellen Ihnen darin eine Vielzahl unterschiedlicher Anwendungen vor, die Sie sicher dazu anregen,
Erfolgreicher Auftritt in der Schweiz �������������������������������� 8 • Offensives Abstechen �������������������������������������������������������� 32 die eigenen Fertigungskonzepte zu hinterfragen. Denn unser vorrangiges Ziel ist immer eine Steige-
Top Performance in Aluminium����������������������������������������� 9 • Produktives Stechen ���������������������������������������������������������� 34 rung der Produktivität Ihrer Produktion und somit die Sicherung Ihrer Wettbewerbsfähigkeit.
Höhere Produktivität und geringere Stückkosten ��������� 10 • Für die volle Spankontrolle ����������������������������������������������� 36
Um diesen Anspruch umzusetzen, haben wir unser bestehendes IQ-Werkzeugprogramm weiterentwi-
Vollhartmetall die Stirn bieten ���������������������������������������� 12 • Hart im Nehmen ���������������������������������������������������������������� 37 ckelt. Unter dem Namen LOGIQ kreierten wir neue Werkzeuglinien, optimierten bestehende Serien
und haben so eine innovative Produktpalette geschaffen, die auf maximale Kapazitätsausnutzung
und optimale Leistung abzielt – angepasst an die Erfordernisse der vierten industriellen Revolution.
Die LOGIQ-Werkzeuge zeigen ihr Potential auf allen Gebieten der Metallverarbeitung. Was sie leisten
FRÄSEN INDUSTRIEN und welchen Nutzen Sie als Anwender aus ihrem Einsatz ziehen, haben wir Ihnen auf den News-Seiten
dieses Heftes anschaulich zusammengestellt.
Erich Timons
Im gesamten D-A-CH-Gebiet arbeiten wir erfolgreich mit unseren Partnern zusammen und realisieren
• Effizientes Werkzeug statt neuer Maschine �������������������� 14 • Einschneidende Ergebnisse für Nickel und Titan ������������ 38 CTO-Technischer Leiter,
gemeinsam maßgeschneiderte Lösungen. Etwa für den österreichischen Schweißtechnik-Spezialisten
• Mit High-Speed zu mehr Zeitspanvolumen ��������������������� 16 • Immer in der Spur bleiben ������������������������������������������������ 40 ISCAR Germany
Fronius, der durch den Einsatz von ISCAR-Werkzeugen seine Vorschubrollenproduktion am Standort
• Für top Oberflächen ���������������������������������������������������������� 18 Pettenbach in Oberösterreich optimieren konnte – wie genau, erfahren Sie ab Seite 20. Auch Wankmüller
Präzisionstechnik in Straubenhardt, Bosch in München oder Jaeckel Modell- und Formenbau in Hohen-
• Die schmalsten Schneideinsätze der Welt ����������������������� 19
hameln produzieren dank der Lösungen aus unserem Hause effizienter.
Damit wir die Anwender immer genau mit den Werkzeugen versorgen können, die sie benötigen,
passen wir unsere Produkte stets an neue Materialien und Prozesse an. Beispielsweise in der Luft-
BOHREN und Raumfahrt. Hier sind Werkstoffinnovationen und neue Fertigungsverfahren fast an der Tages-
ordnung. Wir begleiten diese Entwicklungen, in dem wir unsere Schneidstoff und Kühlmittelführung
daran anpassen. Darüber berichtet unser Aerospace-Experte Sebastian Oeking ab Seite 38.
• Prozess- und Werkzeugumstellung
steigert Maschinenkapazität �������������������������������������������� 20 Rätselecke ������������������������������������������������������������������������� 42 An der erfolgreichen Zusammenarbeit in allen Bereichen haben auch unsere kompetenten Fachhändler
vor Ort ihren Anteil. Wie NTR in Ballerna (Tessin, Schweiz) seine Kunden mit qualifizierter, prompter
• Produktivität steigern ohne Kompromisse ���������������������� 23 Niederlassungen ��������������������������������������������������������������� 43
technischer Beratung und umfassendem Service versorgt, lesen Sie auf Seite 10.
• Der kleinste Wechselkopfbohrer der Welt ���������������������� 24 ISCAR-Seminare ���������������������������������������������������������������� 44
• Stark in Stahl ���������������������������������������������������������������������� 25 Ich wünsche Ihnen ganz viel Spaß und hoffentlich viele spannende neue Eindrücke beim Schmökern
in unserer aktuellen Ausgabe.
DREHEN
IMPRESSUM
• Starke Leistung in der Schwerzerspanung ����������������������� 26 Erich Timons
Herausgeber: ISCAR Germany GmbH, ISCAR Austria GmbH, ISCAR Hartmetall AG
• Schneller Erfolg mit Hartbearbeitung ������������������������������ 28 Redaktion: ISCAR Germany GmbH
Layout,Satz: a1kommunikation Schweizer GmbH
• Für reduzierte Schnittkräfte ��������������������������������������������� 30 Druck: Kraft Druck, Ettlingen
Auflage: 12.000 Exemplare
• Vorstoß in die Tiefe ����������������������������������������������������������� 31
2 3
ISCAR zeigte an seinem Messestand
die Werkzeuge der weltweiten LOGIQ-
Produktkampagne
Der neue tangentiale Planeckfräser LOGIQ 8 TANG eignet sich besonders für die Der Multifunktionsfräser TOR 6 MILL eignet sich für viele Anwendungen im
wirtschaftliche Bearbeitung von Stahl und Guss. Werkzeug- und Formenbau sowie zur Bearbeitung von Turbinenschaufeln.
Effiziente Werkzeuge für die Zerspanung
der Zukunft
ISCAR zeigte auf der AMB 2018 in Stuttgart wirtschaftliche Werk- Innovationen für das Drehen
zeuge, die das Unternehmen im Rahmen seiner weltweiten Pro-
duktkampagne LOGIQ entwickelt hat. Das Unternehmen bietet sei- Auch für wirtschaftliche Drehbearbeitungen präsentierte ISCAR leis-
nen Kunden damit leistungsstarke Präzisionslösungen, die höchste tungsstarke Werkzeuge, entwickelt im Rahmen seiner LOGIQ-Kampa
Anforderungen nach produktiver Zerspanung erfüllen. Zu den High- gne. Mit JET R TURN hat das Unternehmen seine JET CUT-Linie um neue
lights in Halle 1 auf Stand F30 gehörten der neue Hochvorschubfrä- Werkzeughalter mit zielgerichteter Kühlmittelzufuhr durch die Spann-
ser MILL 4 FEED für die wirtschaftliche Bearbeitung aller Werkstoffe pratze erweitert. Anwender erzielen damit lange Standzeiten, weil die
im Werkzeug- und Formenbau, der Luft- und Raumfahrttechnik so- Kühlung direkt an der Schneide erfolgt und den Verschleiß spürbar ver-
wie im Maschinenbau. ringert. ISCAR bietet die Werkzeuge für die Standard-Wendeschneid-
platten CNMG, WNMG und DNMG an. Die Spannpratzen lassen sich mit
Das Werkzeug spielt seine Stärken im Taschen-, Plan- und Kontur- einer Schraube einfach und schnell fixieren. Die punktgenaue Kühlung
sowie im Drehfräsen aus. ISCAR bietet MILL 4 FEED mit Durchmessern sorgt für längere Standzeiten und optimiert die Spankontrolle. Dies er-
von 22 bis 160 Millimetern und in den Wendeplattengrößen neun, höht die Produktivität deutlich.
zwölf und 17 Millimeter an. Die Platten sind radial eingebettet. Dadurch
sitzen sie besonders fest und erlauben auch ein schräges Eintauchen Speziell für die wirtschaftliche Bearbeitung von Stahl hat ISCAR die Pro-
und Bohrzirkularfräsen. Durch den positiven Spanwinkel ist das Werk- duktreihe LOGIQ 4 TURN entwickelt. Dabei handelt es sich um positive
zeug besonders weichschneidend. Die Kühlung erfolgt zielgerichtet doppelseitige Wendeschneidplatten mit vier Schneiden. Diese ermög-
von innen direkt in die Schnittzone. Dies verringert Verschleiß und er- lichen einen besonders weichen Schnitt beim Schlichten und der mitt-
höht die Standzeiten deutlich. leren Bearbeitung von Stahl und hoch hitzebeständigen Legierungen.
Die Platten sind schwalbenschwanzähnlich geklemmt. Dadurch sitzen
Speziell für die wirtschaftliche Bearbeitung von Stahl und Guss eignet sie besonders fest und sorgen für stabile Prozesse. Die Werkzeuge wer-
sich der neue tangentiale Planeckfräser LOGIQ 8 TANG. Mit ihm lassen den zielgerichtet direkt in der Schnittzone gekühlt und bieten den An-
sich auch präzise 90-Grad-Schultern erzeugen. ISCAR führt den Fräser wendern lange Standzeiten.
in den Durchmessern 32, 40, 50, 63, 80, 100 und 125 Millimeter im Pro-
gramm. Acht rechte Schneiden sorgen für hohe Prozesssicherheit. Sie Mit seiner Produktkampagne LOGIQ führt ISCAR zukunftsweisende
sind schwalbenschanzähnlich tangential geklemmt, die Wendeschneid- Produkte am Markt ein, die alle Anwendungen für Drehen, Stechen,
platten sind somit sehr stabil fixiert und ermöglichen einen ruhigen Bohren und Fräsen betreffen. Die Werkzeuge sind High-End-Lösungen,
Lauf. Die tangentiale Anordnung der Platten minimiert darüber hinaus die prozesssicher arbeiten, Nebenzeiten minimieren, hohe Oberflächen
die Zugkräfte auf die Befestigungsschraube. Das minimiert den Ver- qualitäten erzeugen und energieeffizient sind.
schleiß. Für einen großen Anwendungsbereich im Werkzeug- und For-
menbau sowie zur Bearbeitung von Turbinenschaufeln hat ISCAR den
neuen Multifunktionsfräser TOR 6 MILL entwickelt. Er punktet vor allem
beim Taschen-, Plan- und Konturfräsen, Abzeilen und im Dreh- und Eck-
fräsen. Für alle Typen von Wendeschneidplatten genügt ein Grundhalter.
Anwender sparen dadurch deutlich Werkzeugkosten.
ISCAR hat die Reihe LOGIQ 4 TURN speziell für die wirtschaftliche Bearbeitung von Stahl
und hoch hitzebeständigen Legierungen entwickelt.
4 5
Schlanke Werkzeug-Verwaltung
Verbindet eine mehr als 15jährige erfolgreiche Kooperation:
Markus Hollenstein (links) und Jürgen Baumgartner, Verkaufsleiter ISCAR Austria.
Die wirtschaftliche Zerspanung von Aluminium Markus Hollenstein (links), Geschäftsführer der VPW Werkzeugservice Hollenstein KG,
empfahl den Einsatz des Werkzeugausgabe-Systems Matrix von ISCAR. Damit konnte
ergibt sich aus der richtigen Kombination von
Miroljub Kalicanin von Hydro unproduktive Nebenzeiten deutlich reduzieren.
Fachwissen, Maschine und Werkzeug. Letzte-
res bereitete der Hydro Components Nenzing
GmbH in der Vergangenheit allerdings Kopfzer
brechen: Immer wieder kam es zu Maschinen-
Stillständen, weil Präzisionswerkzeuge nicht
permanent greifbar waren. Dies hat sich grund-
l
egend geändert, seit das Ausgabe-System Werkzeug-Kosten um die Hälfte gesenkt
Matrix von ISCAR im Einsatz ist. Unproduktive
Nebenzeiten wurden signifikant reduziert, Boh- Ziel der ISCAR-Entwicklung ist es, die Anschaffungskosten für Werkzeu-
rer und Fräser stehen jetzt bedarfsgerecht parat. ge um bis zu 50 Prozent zu senken. Das automatische Bestellsystem ist
in die Software integriert und kann die täglichen „Last-Minute“-Be-
Hydro mit Sitz in Nenzing im österreichischen stellungen in einen kontrollierten wöchentlichen Prozess umwandeln.
Bundesland Vorarlberg gehört zum norwegischen Dieser dauert nur wenige Minuten. Die Ermittlung der tatsachlichen
Konzern Norsk Hydro – einem global agieren- Stückkosten der Schneidwerkzeuge ist die Basis für eine kontinuierliche
den Aluminiumunternehmen mit rund 35.000 Verbesserung des Produktionsprozesses. Matrix berechnet die Kosten
Beschäftigten, das in über 40 Ländern auf allen pro Stück und Standzeit und informiert den Anwender automatisch,
Kontinenten tätig ist. Die österreichische Tochter wenn ein Werkzeug nicht mehr den Leistungsanforderungen entspricht.
stellt mit mehr als 400 Mitarbeitern jährlich 43.000 Dieser kann dann schnell nachforschen und für Ersatz sorgen.
Tonnen Aluminium-Profile für verschiedene Wachs-
tumsmärkte wie Medizintechnik, LED Lighting Matrix hat bei Hydro in Nenzing voll eingeschlagen. „Wir sind mit dem
oder Transportation her und erzielt damit einen System sehr zufrieden und haben bislang nur positive Erfahrungen ge-
Umsatz von 180 Millionen Euro. Um die kundenspezifischen Lösungen Erfolgsgeschichte VPW und ISCAR Matrix ermöglicht eine maximale Verfügbarkeit bei minimaler Lager- sammelt“, beschreibt Miroljub Kalicanin. Die Verfügbarkeit der Werk-
wirtschaftlich zu produzieren, stehen drei Pressen und hochmoderne haltung. Überbestände und tote Lagerartikel werden vermieden, weil zeuge sei jetzt nahezu immer gegeben. „Die Maschinenstillstandzeiten
CNC-Bearbeitungszentren zur Verfügung. Hydro in Nenzing beliefert Die beiden Unternehmen verbindet eine mehr als 15-jährige Koopera- anstelle von Schätzungen verbrauchsorientierte Mengen vorliegen. Das aufgrund fehlender oder zu spät eintreffender Zerspanungswerkzeuge
hauptsächlich Kunden in Europa. tion. Die Dornbirner bieten dabei das gesamte Produktprogramm von System verwendet ein intelligentes Logistikmodell, das Durchlaufzei- haben sich sehr stark reduziert. Unsere Erwartungen an das neue Sys-
ISCAR an. „VPW verkauft nicht nur Werkzeuge, sondern besitzt das nö- ten, Verbrauch und Frequenz einkalkuliert, um Lagerbestände zu opti- tem, das seit Januar 2017 in Betrieb ist, haben sich erfüllt.“ Sehr gut
Eine besondere Herausforderung bei der Aluminium-Bearbeitung stellt tige technische Know-how, um für den effektiven Einsatz unserer Zer- mieren. Berechnungen werden monatlich angepasst, um alle Parameter sei die Zusammenarbeit mit den Experten von VPW und ISCAR verlau-
die Zerspanung dar. Hierfür sind oft Spezialwerkzeuge erforderlich. spanungswerkzeuge zu sorgen. Dadurch steigert sich die Produktivität aktuell zu halten und Änderungen zu berücksichtigen. Ein übersichtlich fen. Miroljub Kalicanin: „Wir sind umfassend und professionell beraten
Dies bereitete Hydro in der Vergangenheit immer wieder Probleme. der Kunden deutlich“, beschreibt Jürgen Baumgartner, Verkaufsleiter gestalteter Touch-Screen sorgt für einfache Bedienung. ISCAR führt die worden. Auch der After-Sales-Service ist vorbildlich. Wir fühlen uns ein-
Die Werkzeug-Verwaltung erfolgte manuell, Bohrer und Fräser standen ISCAR Austria, den Vertriebspartner. „Wir arbeiten intensiv zusammen, Werkzeugschränke in verschiedenen Größen im Portfolio. fach gut aufgehoben.“
nicht immer bedarfsgerecht zur Verfügung. Die Folge: Produktionspro- sei es bei technischen Schulungen oder bei der Umsetzung von an-
zesse mussten unterbrochen werden, Maschinen-Stillstandzeiten häuf- spruchsvollen Projekten.“
ten sich. Um dies zu ändern, wandten sich die Vorarlberger an die VPW
Werkzeugservice Hollenstein KG aus Dornbirn – und damit an einen Auch für VPW-Geschäftsführer Markus Hollenstein ist die langjährige
erfahrenen Partner von ISCAR. Zusammenarbeit ein Erfolgsmodell. „Wir legen großen Wert auf Be-
ständigkeit und Kontinuität in der Zusammenarbeit sowohl mit unse-
ren Kunden als auch mit Werkzeugpartnern. Genau dies ist bei ISCAR
in hohem Maße gegeben“, lobt er. Ein großer Vorteil sei auch die her-
vorragende Unterstützung seitens der Anwendungstechnik von ISCAR.
„Die Werkzeuge und Systeme werden immer komplexer. Der Kunde
benötigt die korrekten Einsatzdaten sofort und direkt vom Hersteller“,
so Hollenstein.
Klare Empfehlung für das System Matrix von ISCAR
Bereits seit VPW-Gründung im Jahr 1998 gibt es Kontakte mit Hydro in
Nenzing. „Wir schätzen insbesondere die schnelle Verfügbarkeit von
hochproduktiven Sonderwerkzeugen für die Alu-Zerspanung“, sagt
Miroljub Kalicanin von Hydro. Positiv bewertet er auch die Kooperation
mit den Lieferanten. „Unsere Zerspanungstechniker kümmern sich ge-
meinsam mit der Anwendungstechnik von VPW und Iscar um die Werk-
zeugauslegung für die jeweiligen Bauteile.“ Eine intensive Beratung
gab es auch beim Projekt „Verwaltung“. Die Experten von VPW emp- ISCAR führt die Werkzeugschränke
fahlen den Einsatz des Werkzeugausgabe-Systems Matrix von ISCAR. in verschiedenen Größen im Portfolio.
Das Werkzeugmanagement-System Matrix von ISCAR
erlaubt maximale Werkzeugverfügbarkeit bei minimaler Lagerhaltung.
6 7
Erfolgreiche Zusammenarbeit: Jan Kessler von der ISCAR Hartmetall AG (links) ISCAR hat die Reihe ALU P TURN für die Bearbeitung von Aluminium
und Nicola Clerici, CEO von NTR. und anderen Nichteisen-Metallen entwickelt.
Erfolgreicher Auftritt in der Schweiz Top Performance in Aluminium
Gemeinsam mit NTR ist ISCAR auch in der Schweiz sehr erfolgreich. ISCAR hat seine neue ALU P TURN-Reihe insbesondere für die Bearbei
Der Vertragshändler vertreibt Präzisionswerkzeuge des Herstellers tung von Aluminium entwickelt. Die doppelseitigen positiven Schneid
und betreut intensiv Kunden, die aus ganz unterschiedlichen Bran- einsätze sind in verschiedenen Versionen erhältlich und bieten den
chen kommen – eine Kooperation auf Augenhöhe, die auf gegen Anwendern lange Standzeiten, stabile Bearbeitungen und hohe Ober-
seitigem Vertrauen basiert. flächengüten.
NTR Attrezzatura Meccanice SA mit Sitz in Balerna im Tessin bietet das Die vierschneidigen Platten gibt es in den weiterentwickelten Ausfüh-
komplette Produktspektrum von ISCAR und bedient damit Anwender in rungen VNGU, CNGG und CNGX. Sehr scharfe Schneidkanten sorgen für
der Region. Die Kunden kommen aus dem Maschinenbau, der Medizin eine präzise Bearbeitung in guter Oberflächenqualität. Darüber hinaus
technik, dem Formenbau, dem Eisenbahn-Sektor oder sie sind Zulieferer profitieren Anwender von geringeren Kosten durch lange Einsatzzeiten
für die Uhrenindustrie. Kontakte zwischen beiden Unternehmen beste- und zwei zusätzlichen Schneiden. Die Werkzeuge, die ISCAR im Rahmen
hen bereits seit mehr als zehn Jahren. Offizieller ISCAR-Vertragshändler seiner weltweiten Produktkampagne LOGIQ konstruiert hat, minimieren
ist NTR seit April 2017. „Seither hat sich die Zusammenarbeit weiter die Gefahr der prozessbeeinträchtigenden Bildung von Aufbauschneiden –
positiv entwickelt, und dies wird sich auch in Zukunft fortsetzen“, sagt dafür sorgen stark positive Spanwinkel in Kombination mit polierten Span-
Nicola Clerici, CEO von NTR. flächen. Mit den Werkzeugen lassen sich Aluminium-Bauteile durch redu-
zierte Schnittkräfte wirtschaftlich bearbeiten. ISCAR hat die Variante
Für Händler haben sich die Aufgaben am Markt in den vergangenen Jah- VNGU für das Schruppen von Aluminium und anderen Nichteisen-Metal-
Sitz des ISCAR-Vertragshändlers NTR in Balerna im Tessin. Die Kühlung der Variante VNGU erfolgt effizient von außen direkt in der Schnittzone.
ren verändert. „Der Bedarf an qualifizierter und prompter technischer len entwickelt. Sie ist in der verschleißresistenten Schneidstoffsorte IC20
Beratung steigt. Die Kunden verlangen einen umfassenden Service mit erhältlich. Anwender erzielen mit den Werkzeugen Schnitttiefen von
schnellen Reaktionszeiten“, beschreibt Clerici. Als großen Vorteil wer- 0,5 bis 4,5 mm und Vorschübe von 0,1 bis 0,3 mm pro Umdrehung. Span-
tet er die sehr kurzen Lieferzeiten von ISCAR und das umfangreiche Pro- former vom Typ R3N tragen dazu bei, die Späne für einen reibungslosen
duktportfolio. Eine besonders starke Nachfrage bestehe nach Vollhart- Prozess effizient abzuführen. Für diese Variante hat ISCAR ein speziel-
metall (VHM)- und HM390-Fräsern sowie nach Werkzeugen der SUMO les Haltersystem entwickelt. Der Schneideinsatz wird einfach mit einer
CHAM-Familie. Gut im Rennen liegen auch TANG GRIP-Schneideinsätze, Schraube geklemmt und sitzt felsenfest. Ein Plattenwechsel geht schnell
das Stechdrehsystem CUT GRIP und ISO-Drehwerkzeuge. über die Bühne und reduziert Nebenzeiten.
Die positive Zusammenarbeit mit NTR trägt aus Sicht von ISCAR wesent- Die Kühlmittelzufuhr erfolgt aus zwei Düsen von außen direkt in die
lich zum erfolgreichen Marktauftritt im Tessin bei. „Wir sind froh, mit Schnittzone. Dies reduziert die thermische Belastung des Werkzeugs und
NTR einen Partner im Boot zu haben, der sich intensiv und mit großem sorgt für lange Einsatzzeiten. VNGU spielt seine Stärken insbesondere in
Sachverstand um unsere Kunden kümmert“, betont Jan Kessler, Sales der Aluminiumradbearbeitung aus und ist in den Eckenradien 1,6 und
Director der ISCAR Hartmetall AG. 3,0 mm verfügbar. Zum Schlichten von Aluminium und Nichteisenme-
tallen eignet sich die Version CNGG. Mit den Werkzeugen sind Schnitt-
tiefen von 0,3 bis 3 mm und Vorschübe von 0,1 bis 0,3 mm pro Umdre-
hung realisierbar. Für mittlere Bearbeitungen bietet ISCAR die Variante
CNGX. Mit ihr sind Schnitte von 0,3 bis 4 mm und Vorschübe von 0,1 bis Werkzeuge der ALU P TURN-Reihe besitzen
0,3 mm pro Umdrehung möglich. CNGX und CNGG gibt es in den Ecken- doppelseitige positive Schneideinsätze.
Nicola Clerici: „Der Bedarf an eine qualifizierte technische Beratung steigt stetig.“ radien 0,2, 0,4 und 0,8 Millimeter.
8 9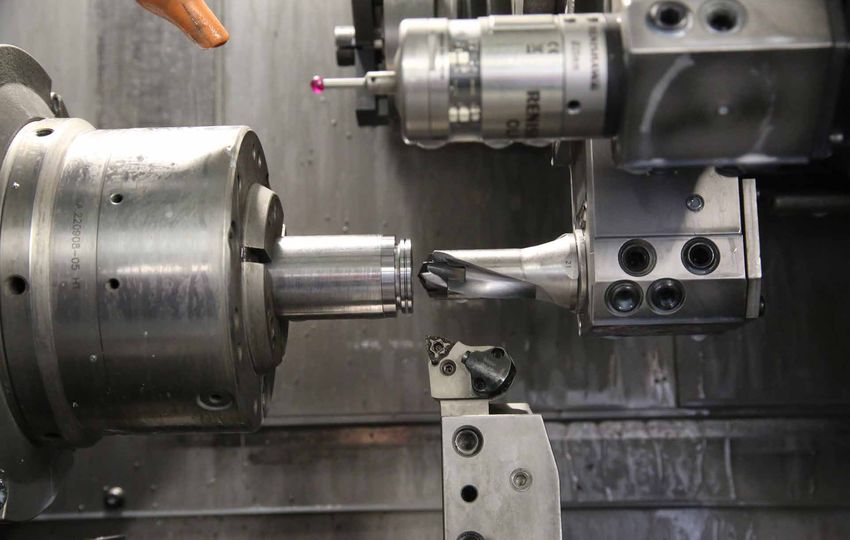
PRE-THREAD DCNT (M8 – M24) – Wechselbohrkopf mit Fas-Wendeschneidplatten, Kombi-Werkzeug von ISCAR zur Bearbeitung eines Achsschenkels aus Gusseisen. MULTI-MASTER EDF – drei-schneidiger Vollhartmetallfräskopf für beidseitiges Anfasen. Die radial geklemmte HELI IQ MILL Trigon-Wendeschneidplatte HM390 TDKT 1907
für die Fertigung von Gewindekernlöchern. mit drei helikalen Schneidkanten (Bild oben).
Wird bei Anwendern besonders geschätzt: die radial geklemmte Wendeschneidplatte
S845 SNHU 13 MS32 mit acht helikalen Schneidkanten. Mit ihrer Entwicklung reagierte
ISCAR auf die Umstellung auf schwer zerpanbare Rohmaterialen beim Bau von
Höhere Produktivität und geringere Stückkosten Turboladergehäusen (Bild unten).
Applikationen mit künstlicher Intelligenz und autonomen Fahrzeug sich im Zeitspanvolumen wider. Dabei gilt: Je höher dieser Wert – desto Diese Formel berechnet den Effekt des Wendeschneidplattenpreises auf die Fertigungskosten pro Bauteil und verdeutlicht
algorithmen zu entwickeln, ist nicht die einzige Herausforderung, wirtschaftlicher können sie fertigen. Anwender können den ITA einset- die Beziehung zwischen den unterschiedlichen Verschleißteilparametern der Wendeschneidplatten auf dem Werkzeug.
mit der sich Automobil-Erstausrüster (OEM) heute konfrontiert sehen. zen, um mit der bestmöglichen Technologie und den optimalen Schnitt-
Die Kunden wünschen Fahrzeuge mit den neuesten Technologien parametern zu zerspanen. So erreichen Nutzer mit Hilfe des ITA hohe
und dem aktuellsten Zubehör. Immer weitere Richtlinien und Ge- Produktivität mit maximaler Effizienz und minimalem Ausschuss.
WSP-Preis x Anzahl WSPs pro Werkzeug Bearbeitungszeit
setze von Regierungen und Umweltschutzbehörden müssen beim
Automobilbau eingehalten werden. Am Ende dieser Prozesskette In der Serienfertigung ist die Nebennutzungszeit ein nicht zu vernach- CPU wsp =
Anzahl Schneidkanten pro WSP
x
Standzeit pro Schneidkante
steht schließlich der Preis, der für den Kunden bezahlbar sein muss. lässigender Faktor. Zeiten, in denen eine Maschine stillsteht, kosten ba-
res Geld. Deshalb rät ISCAR Anwendern, ihre Prozesse zu überprüfen
Diese Basisformel trägt zum Verständnis der CPU-Kalkulation bei. Sie kann durch weitere Parameter
Von OEM wird erwartet, dass die komplette Fahrzeugausstattung dem und Kombinationswerkzeuge einzusetzen, um die Anzahl erforderlicher wie Standzeit des Werkzeugkörpers oder Kosten des Werkzeugkörpers ergänzt werden.
aktuellen Stand der Technik entspricht und die Leistung weiter verbes- Werkzeugwechsel zu reduzieren.
sert wird – und zwar zu einem für den Konsumenten erschwinglichen
Preis. Um diese hoch gelegte Messlatte zu erreichen, ohne Kompromisse Optimierung durch Kombinationswerkzeuge
bei der Qualität eingehen zu müssen, prüfen OEM permanent, wie sie Dieses Prinzip hat Hersteller bewogen, neue Werkzeuggenerationen Neue Werkzeuge für geänderte Anforderungen
ihre Produktionskosten verringern können, die den Löwenanteil an den Da die moderne Komplettlösung eines technologischen Prozesses Dut- mit mehr Schneidkanten auf den Markt zu bringen. ISCAR hat deshalb
gesamten Fertigungskosten ausmachen. Dazu haben sie zwei Optio- zende Werkzeuge umfassen kann, spielt Optimierung in diesem Bereich eine Palette moderner Produkte entwickelt. Beispielsweise die HELI IQ Enge Kooperationen zwischen Automobil-OEM und Herstellern von
nen: Entweder steigern sie die Produktivität oder sie senken die Kosten eine große Rolle. Das Design eines Kombi-Werkzeugs berücksichtigt die MILL, eine dreischneidige Serie, die auf der bewährten HELI 2000-Linie Zerspanungswerkzeugen können für beide Seiten nützliche Effekte
je Bauteil (CPU = Cost per unit). Maschinengeometrien und -eigenschaften wie zum Beispiel die maxi- basiert. Die HELI IQ MILL greift die Geometrie der radial geklemmten erzeugen. Das lässt sich anhand einer Entwicklung bei der Produktion
malen Werkzeugdurchmesser und die Antriebsleistung. Mit cleveren HELI 2000 Wendeschneidplatte HM90 ADCT 1505 mit zwei helikalen von Turbinengehäusen für Turbolader deutlich zeigen. Das hier gängige
Produkivitätssteigerung – aber wie? Kombinationen lässt sich zudem viel Platz im Lager sparen. Das ist ins- Schneidkanten auf. Daraus entstand die radial geklemmte HELI IQ MILL Rohmaterial war 1.4848 – ein austenitischer, hitzebeständiger Stahlguss.
besondere von Vorteil, wenn dieser begrenzt ist. Denn das Werkzeug- Trigon-Wendeschneidplatte HM390 TDKT 1907 mit drei helikalen Schneid- Rationalisierungsmaßnahmen zur Kostensenkung in der Automobilin-
Eine der Strategien ist es, die Produktivität zu erhöhen. Hier gilt es zum magazin verhält sich proportional zum Flächenbedarf einer Werkzeug- kanten. Die Kosten pro Wendeschneidplatte blieben konstant. dustrie führten zur Umstellung auf kostengünstigere Alternativen: zum
Beispiel, die Hauptzeiten der Zerspanung optimal zu nutzen und unpro maschine und beeinflusst somit direkt die Maschinenkosten. Einsatz kamen 1.4837 und DIN 1.4826, beides schwer zerspanbare aus-
duktive Nebenzeiten zu minimieren. Die richtigen Schnittbedingungen tenitische, hitzebeständige Stahlguss-Legierungen.
sind bei der Hauptnutzungszeit ein wesentlicher Parameter. Basierend Kosten pro Bauteil senken
auf ihrer Erfahrung, stellen Werkzeugproduzenten in der Regel ihre Auf diese neuen Anforderungen mussten die Werkzeughersteller re-
eigenen Empfehlungen zur Verfügung. Speziell für diese Unterstüt- Für Automobil-OEM stellen die Fertigungskosten pro Bauteil (CPU) agieren. ISCAR hat daraufhin die neue Schneidstoffsorte MS32 ent
zungsleistung hat ISCAR seinen ITA, den ISCAR Tool Advisor, entwickelt. den entscheidenden Faktor dar. Die Werkzeugkosten sind ein variabler wickelt. In Kombination mit einer entsprechenden Schneidkantenbe-
Dieses elektronische Beratungstool kann einem Nutzer genau auf sei- Faktor in der CPU-Kalkulation. Der Werkzeugpreis selbst wird nicht als handlung und -geometrie entstanden daraus Werkzeuge, die trotz
ne Aufgabenstellung und Maschinenleistung passende Schnittwerte wichtigster Parameter betrachtet, obwohl dieser sich natürlich auf die härterer Anforderungen bessere Schnittbedingungen und maximale
empfehlen. Der ITA gibt für jede Anwendung drei Werkzeugoptionen, endgültigen Fertigungskosten auswirkt – wie die untenstehende For- Wendeschneidplatten-Standzeit boten. Dazu gehört etwa die bei An-
bis zu 25 Bearbeitungsalternativen und die entsprechenden Schnitt- mel zeigt. Als von maßgeblicher Bedeutung hat sich jedoch die Anzahl wendern besonders geschätzte radial geklemmte Wendeschneidplatte
wertempfehlungen aus. Alle Parameter des Zerspanprozesses spiegeln der Schneidkanten pro Wendeschneidplatte (WSP) herausgestellt. S845 SNHU 13 MS32 mit acht helikalen Schneidkanten. Diese Entwick-
lungen haben auch in anderen Werkzeugen Anwendung gefunden.
Der gesamte Markt für Spanwerkzeuge profitiert also von den neuen,
SSB-LN15-R/L – einseitig schneidender Scheibenfräser, mit speziell für die Fertigung von Turbinengehäusen entwickelten Werk-
tangential montierten LNKX 1505-Wendeschneidplatten. zeugen und Schneidstoffsorten.
10 11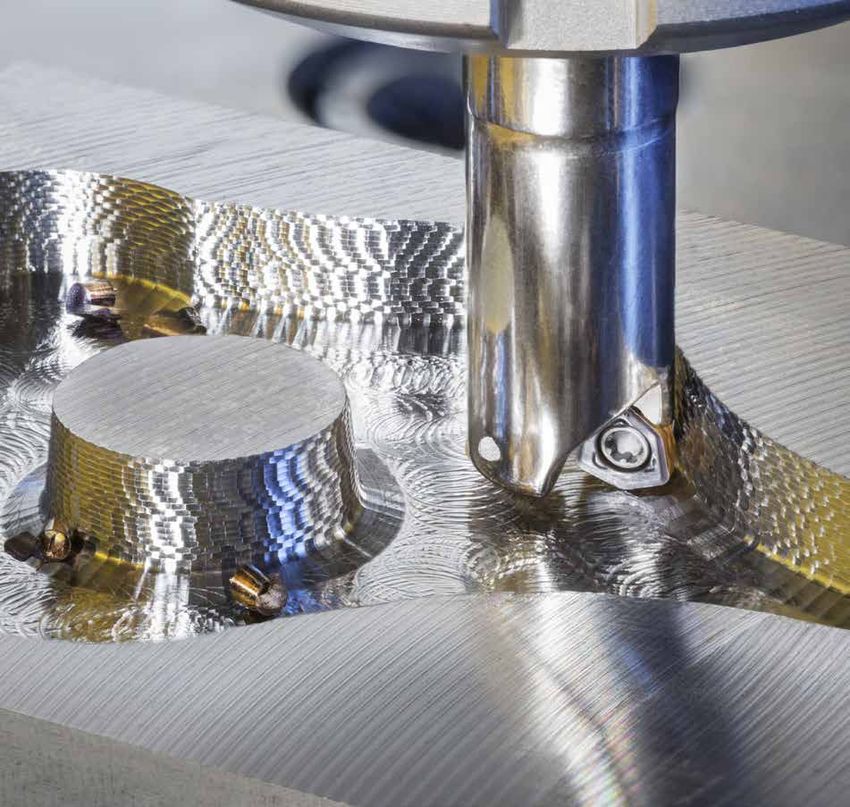
NANFEED Miniatur-Hochvorschubfräser gibt es im Durchmesserbereich 8 bis 10 Millimeter. MULTI-MASTER VHM-Fräsköpfe bieten hervorragende Handlingeigenschaften Die austauschbaren MULTI MASTER VHM-Fräsköpfe mit innerer Kühlmittelzufuhr. Die neue ISCAR High Feed Linie MICRO 3 FEED bietet im Durchmesserbereich von
und sind für vielfältige Anwendungsmöglichkeiten geeignet. 10 bis 16 Millimeter ein ausgezeichnetes Kosten-Leistungs-Verhältnis.
Vollhartmetall die Stirn bieten
Rotierende Werkzeuge aus Vollhartmetall (VHM) haben bislang den Dies könnte in Zukunft jedoch anderes aussehen. Hersteller von Zer- Impulse durch die LOGIQ-Kampagne
Zerspanungsmarkt für kleinere Durchmesser von bis zu 20 Milli- spanungswerkzeugen haben in den vergangenen Jahren enorme Fort-
metern dominiert. Hersteller von Werkzeugen mit Wendeschneid- schritte bei Zuverlässigkeit und Präzision gemacht. Sie sind deutlich Im Rahmen seiner weltweiten Produktkampagne LOGIQ hat ISCAR
platten und Wechselköpfen waren bis dato nicht in der Lage, hier wirtschaftlicher als Vollhartmetall-Varianten. Fräser und Bohrer mit eine ganze Reihe innovativer kleiner rotierender Werkzeuge auf den
erfolgreich Fuß zu fassen. Dies könnte sich jetzt durch modulare auswechselbaren Schneiden etablieren sich damit gerade als realisti- Markt gebracht. Darunter befinden sich Fräserlinien mit einem Nenn-
Lösungen ändern. ISCAR hat mit der MULTI-MASTER-Fräs- und der sche Alternative zu Varianten aus VHM. Im Vergleich zu Werkzeugen durchmesser von bis zu 20 Millimetern. Fräser mit Durchmessern von
CHAMDRILL-Linie für Bohrer zwei effiziente Systeme entwickelt. Sie mit Wendeschneidplatten und Wechselköpfen sind kleine, rotierende acht bis 16 Millimetern besitzen dreieckige Wendeschneidplatten mit
können in Zerspanungsleistung und Präzision durchaus mit VHM- Vollhartmetallwerkzeuge zudem deutlich teurer. Das wirkt sich negativ drei Schneidkanten und Schraubenklemmung. Diese wurden für die
Ausführungen konkurrieren. auf die Wirtschaftlichkeit des Gesamtprozesses aus. Bearbeitung von 90-Grad-Schultern und zum Hochvorschubfräsen ent-
wickelt. Das Design von HELI 3 MILL- und MICRO 3 FEED für die Durch-
Die Genauigkeit von Vollhartmetallwerkzeugen Starke Performance durch messer von zehn bis 16 Millimetern ist für die klassische Methode der
ist im Vergleich zu Lösungen mit Wendeschneid- modulare Werkzeugsysteme Wendeschneidplattenklemmung vorgesehen – sie erfolgt per Schraube
platten (WSP), insbesondere bei Schaftfräsern mit durch eine mittige Bohrung in der Wendeschneidplatte. Die neuen
kleinem Durchmesser, vorteilhaft. Die geringere Modulare Werkzeuge bieten für Kunden mehrere NANMILL- und NANFEED-Linien für Werkzeugdurchmesser von acht bis
Präzision der WSP-Werkzeuge, beispielsweise Vorteile. Der Anwender muss sie beispielsweise zehn Millimetern bieten eine effiziente Alternative.
beim Rundlauf eines Fräsers, verkürzt die Stand- nicht nachschleifen oder verschlissene Schnei-
zeit. Ein auswechselbares Werkzeug setzt sich den nachbeschichten. Die neuen Werkzeuglinien Innerhalb dieses kleinen Durchmesserbereichs ist die herkömmliche Art
aus einem Werkzeugkörper, Wendeschneidplat- sind zudem sehr vielseitig. Ein auswechselbarer der Schraubenklemmung nicht mehr wirtschaftlich. Im neuen Konzept
ten oder Wechselkopf sowie Klemmschrauben Fräs- oder Bohrkopf kann mit unterschiedlichen befindet sich die Klemmschraube deshalb oberhalb der Wendeschneid-
zusammen. Wird der Fräser- oder Bohrerdurch- Körpern und umgekehrt kombiniert werden. Da- platte, der Schraubenkopf fungiert dabei als Klemmkeil. Dies führt zu
messer reduziert, fällt die Größe der Montage- durch spart der Anwender Platz für die Lagerhal- einer zuverlässigen und stabilen Fixierung. Die Wendeschneidplatte
komponenten ebenfalls kleiner aus, was deren tung. Die Werkzeuge lassen sich auch besser rüs- kommt ohne Bohrung aus, der Plattenwechsel geht schnell und einfach.
Klemmkraft schwächt: Das Werkzeug kann dem ten. Der Anwender wechselt einen verschlissenen
Schnittdruck unter normalen Bedingungen nur Kopf einfach und schnell in der Maschine aus. Die neuen Werkzeuglinien überzeugen insbesondere bei der Fertigung
noch bedingt standhalten – der Anwendungsbe- Dies reduziert die Nebenzeiten und damit die Ge- von kompakten Bauteilen und bei der Bearbeitung kleiner Kavitäten,
reich wird dadurch stark eingeschränkt. samt-Fertigungskosten. Im Gegensatz dazu hat Taschen und Werkstücke, wie sie häufig im Werkzeug- und Formenbau
NANMILL-Schaftfräser haben die kleinste
der zeitaufwendige Austausch einer komplett ab- sowie im Mikrobereich zu finden sind. dreieckige Wendeschneidplatte – für herausragende
genutzten VHM-Variante einen neuerlichen Ein- Leistung und Wirtschaftlichkeit.
stellprozess zur Folge. Flexible Werkzeugsysteme ISCARs neuer SUMOCHAM-Bohrwechselkopf mit fünf Millimetern Durch-
sind zudem problemlos mit widerstandsfähigen messer erschließt neue Anwendungsgebiete für Wechselkopfbohrwerk-
Hartmetallschneidstoffen einsetzbar. ISCAR bie- zeuge. Durch die gestiegene Performance in Sachen Präzision, Handha-
Die SUMOCHAM-Produktpalette umfasst die weltweit tet seine MULTI-MASTER-Fräs- und SUMOCHAM- bung und Zerspanungsleistung haben Werkzeuge mit austauschbaren
kleinsten Wechselkopfbohrer mit einem Durchmesserbereich Bohrköpfe bis zum kleinsten Durchmesser von je- Köpfen gegenüber der VHM-Konkurrenz mittlerweile Boden gut gemacht.
von 4,0 bis 5,9 Millimeter. weils fünf Millimetern an. Diese Entwicklung nimmt der Markt mit großem Interesse wahr.
12 13
PRAXIS
Eingespieltes Team mit Gespür für die richtigen Lösungen (v.l.): Sven Zimmer, Anwendungstechnik und Beratung
bei ISCAR, Lars Bormann Prozess-Verantwortlicher bei Jaeckel, Volker Grunz, Beratung und Verkauf, und Anton Kress, Bei der Jaeckel Modell- und Formenbau GmbH erzielt
Rotierende Werkzeuge/Fräsen, beide ISCAR. MILLL 4 FEED hohe Abtragsleistungen.
„Der Hochvorschub
fräser MILL 4 FEED
besitzt einseitige
Wendeschneidplatten
mit vier Schneid-
kanten.“
FRÄSEN
BOHREN
Effizientes Werkzeug statt neuer Maschine
DREHEN
Klare Empfehlung: MILL 4 FEED einen besonders weichen Schnitt, sind weniger ser arbeitet absolut zuverlässig. Die Bauteile
vibrationsanfällig und lange im Einsatz“, skiz- sehen genauso aus, wie wir sie programmiert
Früher war bei Jaeckel das System mit 45- ziert Volker Grunz. ISCAR bietet den Fräser in haben. Das Werkzeug hat unsere Erwartun-
Grad-Anstellwinkel eines Wettbewerbers im Durchmessern von 22 bis 160 Millimetern und gen gänzlich erfüllt“, beschreibt Lars Bormann.
„Man muss das Unmögliche versuchen, um das Mögliche zu erreichen.“ Diesen Spruch von Hermann Hesse Einsatz. „Dieses war zu langsam und vom Hand- Wendeplattengrößen neun, zwölf und 17 Milli- Jaeckel spart Werkzeugkosten und erzielt
ling her zu umständlich“, sagt Lars Bormann. meter. deutliche Prozessvorteile. „Ohne diesen leis-
hat sich die Jaeckel Modell- und Formenbau GmbH auf die Fahnen geschrieben. Das Unternehmen mit Sitz im
Außerdem sei die Oberflächenqualität nicht tungsstarken Fräser hätten wir in eine neue
STECHEN
niedersächsischen Hohenhameln fertigt unter anderem Spezialwerkzeuge zur Herstellung von umschäumten zufriedenstellend gewesen. Also machte sich Abtragsleistung verdoppelt Maschine investieren müssen“, so Bormann.
Glasscheiben – etwa Panoramadächer in Pkw. Eine besondere Herausforderung ist dabei die Zerspanung, die der Zerspanungsspezialist auf die Suche nach Die Zerspanungsspezialisten bearbeiten Bau-
schnell und mit hohem Abtrag erfolgen muss. Unterstützung erhält Jaeckel vom Werkzeughersteller ISCAR – einem geeigneten Partner und frischte die MILL 4 FEED erlaubt eine Zustellung bis drei teile heute bei gleicher Standzeit doppelt so
langjährigen Kontakte zu Sven Zimmer, An- Millimeter und einen Vorschub von maximal schnell wie früher. „Wir schaffen mit derselben
mit messbarem Erfolg: Der Hochvorschubfräser MILL 4 FEED ist so leistungsstark, dass die Anschaffung einer
wendungstechnik und Beratung bei ISCAR, zwei Millimetern pro Zahn. Der Krafteinfluss Schneide 100 Prozent mehr Volumen als vor-
zusätzlichen Maschine überflüssig geworden ist. auf. Gemeinsam mit Volker Grunz, Beratung erfolgt überwiegend in axialer Richtung. Dies her.“ Lob gibt es auch für die Kooperation mit
INDUSTRIEN
und Verkauf, sowie Anton Kress, Produktspe- ermöglicht die schwingungsarme Bearbeitung ISCAR, die Bormann als „sehr eng und vertrau-
Seit 1998 entstehen bei Jaeckel Werkzeuge, Ein wichtiger Unternehmensbereich ist die Hohe Zerspanleistung und zialist Fräsen bei ISCAR, machte sich das Quar- auch von tiefen Kavitäten. Die Wendeschneid- ensvoll“ bezeichnet. Jaeckel arbeitet mit vier
Lehren, Prototypen und Sondermaschinen für Herstellung von Sonderwerkzeugen für soge- Prozesssicherheit gefordert tett auf den Weg nach Hohenhameln, um Ma- platten sind radial eingebettet und sitzen be- großen Lieferanten zusammen. „Am problem-
den Medizin-/Pharmabereich, die Automobil nannte Open Sky Systeme – Panorama- oder schine und bisheriges System unter die Lupe sonders fest. Dadurch sind auch das schräge losesten läuft es mit ISCAR. Dies gilt auch für
industrie, aber auch für die Luft- und Raum- Schiebedächer für Pkw. Dabei wird ein Poly Der Werkzeug- und Formenbauer bearbei- zu nehmen. „Gefordert war hier ein Werkzeug, Eintauchen und Bohrzirkularfräsen machbar. den Test von Werkzeugen oder wenn kurzfris-
fahrt. Ca. 60 Mitarbeiter konstruieren und urethanrahmen in einem speziellen Verfahren tet Formplatten aus den Werkzeugstählen das bei geringer Zustellung hoch produktiv Die Kühlung erfolgt zur Schonung des Werk- tig Probleme auftreten – da genügt ein kurzes
fertigen mit CAM-Unterstützung an leistungs- um die Glasscheiben geschäumt. „Die Kunden 1.2311 und 1.2738 mit einer Grundfläche von ist“, bringt es Anton Kress auf den Punkt. „Die zeugs und für lange Standzeiten innen direkt Telefonat, und die Reaktion erfolgt prompt“,
starken Maschinen ausschließlich nach Kun kommen mit genauen Vorstellungen zu uns, einem bis 2,5 Quadratmetern. „Wir benötigen ISCAR-Mitarbeiter haben Tests gefahren, die in der Schneidzone. ISCAR hat den Fräser aus- schildert Bormann.
denwunsch. Darüber hinaus stehen moderne wie ein Glasdach auszusehen hat. Wir bauen hier eine hohe Zerspanleistung und Prozess Fakten schnell ausgearbeitet und den Einsatz führlich erprobt. „Die Tests mit verschiedenen
CNC 5-Achs-Bearbeitungszentren für die Lohn dann das komplette Werkzeug und fertigen sicherheit. In der groben Vorbearbeitung wird von MILL 4 FEED empfohlen“, sagt Lars Bormann. Varianten und Materialien haben zu sehr gu- Mit MILL 4 FEED hat Jaeckel ein rundes Paket
fertigung zur Verfügung. die ersten Bauteile auf Wunsch auch selbst, durchschnittlich über 60 Prozent an Material ten Ergebnissen geführt“, weiß Sven Zimmer. geschnürt. „Werkzeug und Maschine sind wie-
beispielsweise als Prototyp“, beschreibt Lars abgetragen. Im zweiten Schritt fährt das Werk- ISCAR hat den Hochvorschubfräser im Rahmen der ein eingespieltes Team“, sagt er. Das Ziel,
Bormann, Prozessverantwortlicher bei Jaeckel. zeug bis 0,2 Millimeter vor die Kontur“, skiz- seiner weltweiten Produktkampagne LOGIQ Bei Jaeckel kommen Wendeschneidplatten in bei geringen Fräser-Zustellungen und langen
Top Qualität und die strikte Einhaltung der ziert Lars Bormann. In Einzelfällen liegt der Ab- für die Bearbeitung aller Werkstoffe entwi- allen zur Verfügung stehenden Größen zum Standzeiten die Produktivität spürbar zu erhö-
Lieferzeiten sind für ihn wichtige Vorausset- trag noch wesentlich höher: Von einem Roh- ckelt. Das Werkzeug besitzt einseitige Wende Einsatz. Die Fräser haben Durchmesser von 25 hen, ist für ihn klar erreicht.
zungen, um weiter erfolgreich zu sein. Jaeckel klotz mit einem Gewicht von 5,2 Tonnen schneidplatten mit vier Schneidkanten und und 80 Millimetern. Die 80er Variante wird für
liefert an namhafte Automobilzulieferer in bleibt dann ein fertiges Bauteil mit 900 Kilo- positivem Spanwinkel. „Mit der Konstruktion die grobe Vorbearbeitung verwendet, der
Deutschland, den USA und Mexiko. gramm übrig. Bormann zeigt in der Produk- haben wir auf die Anforderungen des Marktes Fräser mit 25 Millimetern für die Nachbearbei-
tionshalle auf einen Behälter neben der Ma- reagiert. Der Trend geht in Richtung schwer tung bis 0,2 Millimeter an die Fertigkontur.
Hohe Abtragsleisung: Spänewannen mit mehreren hundert schine. „Diese Spänewanne mit 600 Liter Vo- zerspanbare Werkstoffe wie Inconel, Titan Die Verwendung von MILL 4 FEED hat die Mit-
Liter Volumen sind schon mal in einer halben Stunde voll. lumen kann in einer halben Stunde voll sein.“ oder ISO. Die positiven Schneiden ermöglichen arbeiter von Jaeckel voll überzeugt. „Der Frä-
14 15
TECHNOLOGIE TECHNOLOGIE
Mit High-Speed zu mehr Zeitspanvolumen Der tangentiale TANG 4 FEED-Fräser wurde speziell für die
Bearbeitung von Taschen und Kavitäten im Werkzeug- und
Formenbau entwickelt.
Innovativ auf breiter Front stellung von Kavitäten im Werkzeug- und For- Dadurch sitzen sie besonders stabil und erlau-
menbau. Die Werkzeuge sind in vier Ausführun- ben auch schräges Eintauchen und Bohrzirku-
Im Zuge der weltweiten LOGIQ-Produktkam- gen verfügbar: Die FFX4 ED-Schaftfräser gibt larfräsen. Durch den positiven Spanwinkel ist
pagne präsentiert ISCAR fünf neu entwickelte es in den Durchmessern zwölf, 16, 20, 25 und das Werkzeug besonders weichschneidend. Das
Hochvorschub-Frässysteme, die den Durchmes- 32 Millimeter mit zylindrischem und Weldon- MILL 4 FEED-Produktprogramm bietet eine
serbereich acht bis 160 Millimeter mit moder- Schaft. Die Version FFX4 ED-MM steht mit ei- hohe Variantenvielfalt und kann somit in ei-
nen Wendeschneidplattenlösungen abdecken. nem Durchmesser von 16 Millimetern als aus- nem breiten Anwendungsbereich eingesetzt
tauschbarer Fräskopf mit MULTI-MASTER- werden.
FRÄSEN
FRÄSEN
Mit NAN FEED und MICRO 3 FEED entwickelte Schnittstelle und der Fräser FFX4 ED-M als
ISCAR zwei Hochvorschub-Systeme mit Durch- Wechselkopf mit variabler FLEXFIT-Einschraub- TANG 4 FEED mit 16 Grad Anstellwinkeln wurde
messern von acht bis zehn Millimetern (Z eff. schnittstelle in 20, 25, 32 und 35 Millimeter speziell für das Fräsen von Taschen und Kavi-
2 – 3) oder zehn bis 16 Millimetern (Z eff. 2 – 4). Durchmesser zur Verfügung. Aufsteckfräser täten entwickelt. Dank der tangentialen Ein-
Beide Werkzeugkonzepte sind für Anwen- sind als Variante FFX4 FD in den Durchmessern bettung und der großen Eckenradien verfü-
dungen konzipiert, bei denen in der Regel 32 und 40 Millimeter erhältlich. Die doppel- gen die WSP über ein Maximum an Stabilität,
VHM-Fräser eingesetzt werden, etwa beim seitigen Wendeschneidplatten der LOGIQ 4 die speziell beim Fräsen an der Wandung not-
BOHREN
BOHREN
Schruppen. Gegenüber Vollhartmetallwerk- Fräser mit vier Schneidkanten sind besonders wendig ist. Die Werkzeuge sind im Durchmes-
zeugen bieten die neuen Werkzeugkonzepte weichschneidend und besitzen einen großen serbereich 40 bis 100 Millimeter als Aufsteck-
einen deutlichen Vorteil bei der Wirtschaft- Eckenradius für bestmögliche Stabilität an der fräser verfügbar.
lichkeit. Die Montage der schraubengeklemm- Wandung.
ten Wendeschneidplatten (WSP) erfolgt mit Alle Werkzeuge besitzen eine innere Kühl-
Hilfe eines magnetischen Schlüssels, der sie Das MILL 4 FEED-System spielt seine besonderen mittelzufuhr an jeder Schneide. Diese wirkt
während des Plattenwechsels fixiert. Für eine Stärken beim Plan- und Konturfräsen im Ma- direkt in der Schnittzone und sorgt für eine ef-
DREHEN
DREHEN
einfache Systemintegration bietet ISCAR beide schinenbau, Werkzeug- und Formenbau sowie fiziente Spanabfuhr sowie lange Standzeiten.
Das MILL 4 FEED System spielt seine Stärken beim Plan- und Konturfräsen aus.
Werkzeuge als Schaft- und Einschraubfräser in der Luft- und Raumfahrtindustrie aus. ISCAR Bis zu fünf unterschiedliche mit PVD und CVD
mit MULTI-MASTER-Schnittstelle an. bietet die Werkzeuge mit Durchmessern von beschichtete Schneidstoffe sowie angepassten
Produktivitäts-, Qualitäts- und Standzeitopti- unter 80 Newtonmeter ermöglicht das Hoch- Dreifache zu erhöhen. Ein weiterer Vorteil des 22 bis 160 Millimetern in enger und weiter Spanformer-Geometrien runden die Hochleis-
mierungen stehen bei anspruchsvollen Fräs- vorschubfräsen eine deutliche Steigerung des Hochvorschubfräsers ist der schälende Schnei- Die LOGIQ 4 FEED-Fräser überzeugen durch Teilung für WSP in neun, zwölf und 17 Milli- tungspakete ab. Für eine hohe Leistungsfä-
anwendungen im Fokus. Prozesssicherheit Zeitspanvolumens. Letztlich muss die gewählte deneintritt, der die Belastung der Schneid- ihre hohe Abtragleistung, speziell bei der Her- metern an. Die Platten sind radial eingebettet. higkeit bei allen gängigen Werkstoffen bietet
ist hierfür Voraussetzung und Basis für Wirt- Bearbeitungsstrategie immer zur vorhandenen kanten senkt und zu deutlich verbesserten ISCAR den Anwendern zwei weichschneidende
STECHEN
STECHEN
schaftlichkeit und Wettbewerbsfähigkeit. Maschine passen. Standzeiten führt. Beim Eckfräsen hingegen Wendeplatten-Geometrien.
Auch die am Markt verfügbaren Maschinen tritt die Schneidkante schlagartig ein, was zu
spielen eine zentrale Rolle. Hier ist seit ei- Vorteile des Verfahrens vorzeitigen Beschädigungen und begrenzten Durch die neuen LOGIQ-Hochvorschubfrässys-
nigen Jahren die Entwicklung zu Maschinen Leistungswerten führen kann. Auftretende teme erweitert ISCAR den Anwendungsbereich
mit mehr Dynamik zu beobachten. Deshalb Hochvorschubfräsen ist ein sicheres, effektives Schnittkräfte werden beim Hochvorschubfräsen dieses Verfahrens um ein Vielfaches und bietet
entscheiden sich Anwender beim Fräsen im- und flexibles Verfahren. Neben Plan-, Eck- überwiegend axial in Richtung Spindel einge- für jeden Anspruch das passende Konzept.
INDUSTRIEN
INDUSTRIEN
mer häufiger für ein Hochvorschubfräsver- und Formfräsen sind auch problemlos Nuten-, bracht, was die Vibrationsneigung minimiert
fahren. Taschen-, Tauch- sowie Bohr-Zirkularfräsungen und speziell bei lang auskragenden Werkzeu-
möglich. Der Vorteile dieser Bearbeitungsme- gen deutlich stabilere Prozesse ermöglicht. Bei flachem Anstellwinkel reduziert sich die Spandicke
Das Prinzip des Hochvorschubfräsens mit ho- thode basiert auf dem Prinzip von dünnen und der Vorschub kann deutlich erhöht werden.
hen Bahnvorschüben bei geringen Schnitttie- und breiten Spänen, die durch einen nur neun Bei der Programmierung müssen Hochvorschub-
fen hat seinen Ursprung im Formenbau und bis 17 Grad flachen Anstellwinkel der Wende fräser im NC-Programm meist als torisches
ist in diesem Bereich schon seit vielen Jahren schneidplatten erzeugt werden. Vergleicht man Werkzeug angelegt werden; hierbei wird der
Gang und Gäbe. Hier werden die Konturen die effektive Spandicke bei einem 90-Grad- Eck- jeweils theoretische Eckenradius hinterlegt.
mit geringen Schnitttiefen in mehreren Ebe- frässystem und einem 9-Grad-Hochvorschub Die Abweichung zwischen dem theoretischen
nen „abgezeilt“ – so kann das Hochvorschub- fräser, wird der wirtschaftliche Vorteil schnell Eckenradius und der tatsächlichen Hochvor-
fräsen sein großes Plus voll ausspielen. Dank klar: Während die maximale Spandicke beim schubgeometrie des Fräsers resultiert in grö-
verbesserter Dynamikwerte der aktuellen 90-Grad-Eckfräsen dem Zahnvorschub ent- ßeren Aufmaßen, etwa in den Ecken, die bei
Maschinengenerationen können die werk- spricht, beträgt die maximale Spandicke bei der Nachbearbeitung berücksichtigt werden
zeugseitig möglichen Bahngeschwindigkeiten einem 9-Grad-Hochvorschubfräser lediglich müssen.
auch sicher umgesetzt werden – nicht nur in 15 Prozent des Zahnvorschubs (Bild 1). An-
der Linearbewegung, sondern auch wenn es ders ausgedrückt: Der Zahnvorschub bei ei-
um die Ecke geht sowie beim Beschleunigen nem 9-Grad-Hochvorschubfräser kann um den Ø: 8 – 10 mm Ø: 10 – 16 mm Ø: 12 – 40 mm Ø: 22 – 160 mm Ø: 40 – 100 mm
und Abbremsen. Ein weiterer interessanter Faktor sechs gesteigert werden, um die glei- ap: 0,2 – 0,6 mm ap: 0,2 – 0,6 mm ap: 0,2 – 0,8 mm ap: 0,5 – 3,0 mm ap: 0,5 – 1,5 mm
Einsatzbereich für das Hochvorschubfräsen ist che Spandicke wie beim 90-Grad-Eckfräsen fz: 0,2 – 0,7 mm fz: 0,2 – 0,8 mm fz: 0,2 – 1,2 mm fz: 0,4 – 2,0 mm fz: 0,4 – 1,8 mm
das Schruppen mit angetriebenen Einheiten zu erzielen. In vielen Fällen ist es so mög-
auf Drehmaschinen. Aufgrund konstruktions- lich, das Zeitspanvolumen im Vergleich zum
bedingter Drehmoment-Beschränkungen auf konventionellen Eckfräsen um das Zwei- bis ISCAR präsentiert im Zuge der neuen LOGIQ-Kampagne fünf Neuentwicklungen zum Hochvorschubfräsen.
16 17
NEU NEU
Für top Oberflächen Die schmalsten Schneideinsätze der Welt
PRODUKTBESCHREIBUNG: PRODUKTBESCHREIBUNG:
Für präzise Ebenheiten und top Oberflächen hat ISCAR den neuen Die Werkzeugspezialisten von ISCAR bringen einmal mehr ein Tool
Plan-Schlichtfräser TANG FIN auf den Markt gebracht. Dieser ermög auf den Markt, das Maßstäbe setzt: den SLIM SLIT. Der neue Trenn-
licht das Vor- und Fertig-Schlichten in einem Arbeitsgang. Der An- und Schlitzfräser besitzt die weltweit schmalsten Schneideinsätze
wender spart dadurch deutlich Zeit und Werkzeugkosten. und bietet den Anwendern hohe Produktivität und Leistung.
Der Aufsteckfräser, den ISCAR im Zuge seiner weltweiten Produktkam- ISCAR hat seinen neuen SLIM SLIT für die wirtschaftliche Herstellung
pagne LOGIQ entwickelt hat, eignet sich für die Feinstberabeitung von sehr schmaler Schlitze und für Trennarbeiten entwickelt. Das Werkzeug
Planflächen bei erreichbaren Oberflächengüten bis Ra 0,1 µm. ISCAR bietet dem Anwender handfeste Vorteile: Die schmalsten Schneidein-
bietet das Werkzeug in Durchmessern von 50 bis 60 Millimeter aus dem sätze der Welt senken die Kosten und sorgen für hohe Prozesssicherheit.
Standardprogramm. Der Fräser lässt sich auf allen gängigen Bearbei- Die selbstklemmenden Komponenten sind in den Breiten 0,8, 1,0 und
FRÄSEN
FRÄSEN
tungszentren, Dreh-Fräs-, sowie Multitasking-Maschinen einsetzen. Der 1,2 Millimeter verfügbar und je nach Anwendung in der zähen Schneid-
TANG FIN egalisiert und feinschlichtet nahezu alle Werkstoffe. stoffsorte IC1028 oder der verschleißfreien Schneidstoffsorte IC1008
MERKMALE UND VORTEILE: ausgeführt. Die gesinterten Schneideinsätze verfügen über spezielle MERKMALE UND VORTEILE:
Das spezielle Design des Fräsers mit ungleicher Teilung und tangentialer Spanformer. Diese ermöglichen einen weichen Schnitt und erlauben
Klemmung der Platten sorgt für einen besonders vibrationsarmen Lauf • Vibrationsarmer Lauf eine gründliche Späneabfuhr für zuverlässige Bearbeitungen. Die innere • Sichere und stabile doppel-prismatische Klemmung
und hohe Bearbeitungssicherheit. Das Werkzeug-Handling ist einfach: Kühlmittelzufuhr wirkt effizient direkt in der Schnittzone, wodurch
• Hohe Bearbeitungssicherheit der Schneideinsätze
Ein zeitaufwändiges Voreinstellen der Wendeschneidplatte entfällt. Da- sich lange Standzeiten ergeben.
BOHREN
BOHREN
• Hohe Oberflächengüte • Selbstklemmende Schneideinsätze in den Breiten
rüber hinaus spart der Anwender Kosten für teure Sonderwerkzeuge.
Spezielle Breitschlichtplatten sind nicht erforderlich, zum Einsatz kommt • Einfaches Werkzeug-Handling Das Werkzeug ist auf allen gängigen Fräsmaschinen und Bearbeitungs- 0,8, 1,0 und 1,2 Millimeter
die Standardvariante aus dem ISCAR-Programm vom Typ HTP LNHT 1006: • Weicher Schnitt zentren, Dreh-Fräsmaschinen, Multitasking-Maschinen und Drehmaschi • Werkzeugdurchmesser 32 - 63 Millimeter
eine doppelseitige Wendeschneidplatte mit vier Schneidkanten. ISCAR • Geringer Verschleiß nen mit angetriebenen Einheiten einsetzbar. Mit ihm sind Außen- • Hochdruck-Kühlmittelzufuhr möglich
bietet dafür zwei Spanformer, die die Metallreste in eine geeignete Form Schlitzfräsen, zirkuläres Innen-Schlitz- und Trennfräsen kleiner Bau- • Enge Zahnteilung für hohe Produktivität und
teilen, um sie problemlos abführen zu können. teile bei allen Werkstückstoffen möglich. Das neue SLIM SLIT-System
maximale Standzeit
kann HSS- und VHM-Scheibenfräser ersetzen und bietet dem Anwen-
DREHEN
DREHEN
• Aufnahme der Fräskörper über Spannschäfte
ISCAR bietet für TANG FIN die widerstandsfähigen Hartmetallsorten der Kostenvorteile: Durch seine schnell und einfach auswechselbaren
IC830, IC808 und IC810. Sie ermöglichen besonders lange Standzeiten. Schneideinsätze ist es wirtschaftlicher als VHM-Scheibenfräser, produk- im Bereich D16 – D25
Die Werkzeuge besitzen eine zielgerichtete innere Kühlmittelzufuhr an tiver als die HSS-Variante und spart zudem Platz und Kosten bei der • Spezieller Spanformer für einen weichen Schnitt
jede Schneide. Diese sorgt für eine effiziente Kühlung direkt in der Lagerhaltung. und sichere Spankontrolle
Schnittzone und verhindert dadurch den Verschleiß von Werkstück und • SLIM SLIT ersetzt gängige HSS- und VHM-Scheibenfräser
-zeug. Die Platten erzielen eine maximale Schnitttiefe von 0,5 Millime- Mit der speziellen Schneidstoffsorte IC5500 präsentiert der Werkzeugs-
• Kostengünstig durch auswechselbare Schneideinsätze
ter pro Zahn. Damit liegen sie um ein Vielfaches über der von Standard- pezialist eine weitere Produktneuheit in der ISCAR Drill-Serie. Die Sorte
STECHEN
STECHEN
• Kein Nachschleifen
Schlichtfräsern. Positive Spanwinkel ermöglichen einen besonders wei- eignet sich besonders zum Bohren in Kohlenstoffstahl und legierten
chen und werkzeugschonenden Schnitt. Der Fräskörper ist mit einer Stählen (ISO P). Die verbesserte Beschichtung macht Wendeschneidplat- • Keine Durchmesseränderung
speziellen Beschichtung versehen, die Verschleiß und Korrosion spürbar ten zäher, kammrissbeständiger und verschleißfester. Dies ermöglicht • Hohe Prozesssicherheit
reduziert. bessere Zerspanleistungen und erhöht die Prozesssicherheit für den An-
wender.
INDUSTRIEN
INDUSTRIEN
EINSATZGEBIETE: EINSATZGEBIETE:
• Feinstbearbeitung • Auf allen gängigen Fräsmaschinen
• Fräsen und Bearbeitungszentren verwendbar
• Nahezu alle Werkstoffe • Für alle gängigen und exotischen Werkstückstoffe
• Zum Außen-Schlitzfräsen
• Innen zirkuläres Schlitzfräsen
18 19Sie können auch lesen