AKTUALISIERTE UMWELTERKLÄRUNG 2012 - Schumacher Packaging GmbH Schwarzenberg
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
AKTUALISIERTE
UMWELTERKLÄRUNG
2012
Schumacher Packaging GmbH
Schwarzenberg
GEPRÜFTES UMWELTMANAGEMENT
REG. NR. DE - 123 - 00054
2

Standort und Historie _6
Schumacher Packaging GmbH - Schwarzenberg _8
- Kartonerzeugung, Kartonverarbeitung
Unternehmensdaten _12
Umweltpolitik _14
Umweltmanagementsystem _16
Umweltaspekte und deren Bewertung _19
Input _20
Output _22
Kernindikatoren 2009-2011 _26
Umweltchronik/Umweltleistung _28
Abrechnung Managementprogramm _29
Managementprogramm 2012/2013 _30
Validierung und Erklärung der Umweltgutachter, _31
Standortregistrierungsurkunde, Impressum
3
VORWORT
Blick auf die Produktionsgebäude der Kartonerzeugung
Blick übers Heizkraftwerk und die Kartonerzeugung ins Erzgebirge
4
Im Jahr 2004 wurden in der damaligen Kartonagen Schwarzenberg GmbH die bestehenden Management-
systeme von Umwelt, Qualität und Hygiene zu einem integrierten Managementsystem verbunden. Dadurch
konnten unsere Mitarbeiter besser in die Ziele unseres Managementsystems eingebunden werden. Auch Be-
hörden und Kunden gegenüber können wir so das funktionierende Ineinandergreifen der einzelnen Manage-
ment-Komponenten demonstrieren.
In internen Audits, aber auch in externen Bewertungen unseres Managementsystems, dokumentiert das Un-
ternehmen die Konformität mit den gesetzlichen Forderungen und darüber hinaus mit den Zielen seiner Um-
weltpolitik.
Unser Engagement zur Erhaltung der Umwelt zeigt sich auch durch die Zertifizierung unseres Umweltmanage-
mentsystems nach DIN EN ISO 14001 und Validierung nach EG-Verordnung Nr.1221/2009 (EMAS).
Von Fremdfirmen, die auf unserem Firmengelände arbeiten, verlangen wir ebenfalls die Einhaltung unserer
Umweltvorschriften. Unsere unternehmerischen Entscheidungen sind davon getragen, Ökonomie und Ökolo-
gie als Elemente einer nachhaltigen Entwicklung in Einklang zu bringen.
Dazu ist unser Umweltarbeitskreis ein wichtiges Leitungsinstrument. Er schafft die Grundlage, dass alle Mit-
arbeiter über Umweltprozesse im Unternehmen informiert werden und an daraus resultierenden Aufgaben
mitarbeiten. Damit wird ein hoher Grad an Mitarbeiter-Beteiligung am Umweltmanagement erreicht.
Es gelang uns in der Vergangenheit, spezifische Verbräuche für Energie und Wasser zu senken und die Über-
wachungswerte der Abwasserschadstoffe unter den in der wasserrechtlichen Erlaubnis festgelegten Grenz-
werten zu halten. Daraus folgend haben wir für einige bedeutende Umweltaspekte eigene niedrigere Stan-
dards erklärt.
Andererseits hat es eine Erhöhung nicht gefährlicher Abfälle gegeben, die auf einer Verbesserung der op-
tischen Qualität unserer Produkte beruht.
Unsere Produkte bestehen zu 100% aus Altpapier, wodurch natürliche Ressourcen gut genutzt werden. Die
daraus gefertigten Produkte sind umweltfreundlich, da sie wieder recycelbar sind.
Die Einordnung des Kesselhauses als emissionshandelspflichtige Anlage und die damit verbundenen Aufga-
ben nach TEHG wurden erfüllt. Auch das im Oktober 2007 in Betrieb gegangene Kraftwerk, das auf der Basis
von Braunkohlenstaub den erforderlichen Prozessdampf erzeugt, ist immisionsschutzrechtlich genehmigt und
entspricht den Anforderungen der TA Luft. Unser Unternehmen Schumacher Packaging GmbH Schwarzen-
berg wird auch zukünftig im Rahmen einer geplanten schrittweisen Produktionserhöhung eine Verbesserung
seiner Umweltleistungen anstreben. Dazu brauchen wir, wie schon in der Vergangenheit, die Zusammenarbeit
mit unseren Kunden, Lieferanten, Behörden, der Öffentlichkeit und das Engagement unserer Mitarbeiter.
Das ist unsere Firmenpolitik.
Dipl.-Kfm. Dipl.-Ing. (FH)
Hendrik Schumacher Christian Bleyl
Geschäftsführer Geschäftsführer
Schwarzenberg, 26.10.2012
5
STANDORT UND HISTORIE
Die Stadt Schwarzenberg
Die lebendige Stadt mit denkmalgeschützter Alt-
stadt und stolzem Schloss liegt als „Perle des Erz-
gebirges“ eingeschmiegt im Tal des Schwarzwas-
sers. Über Jahrhunderte wurde hier Eisen und Zinn
abgebaut. Mit der Industrialisierung entstanden
Metallwaren- und Maschinenfabriken, Spinnereien,
Holzschleifereien, Pappen- und Papierfabriken,
Forstwirtschaftsbetriebe und Tourismuseinrich-
tungen – es entwickelte sich ein ausgewogenes Fir-
menspektrum und eine attraktive Infrastruktur.
Schwarzenberg hat heute 20.000 Einwohner, eine
gesunde Wirtschaft mit mittelständischen Unter-
nehmen. Unmittelbar neben der Tschechischen
Republik und Bayern ist die Stadt ein attraktiver, zu-
kunftsträchtiger Standort mitten im neuen Europa.
Schloss Schwarzenberg
Kartonagenfabrik Gebrüder Freitag, Raschau um 1936 Kartonmaschine in der Produktion um 1936
6
Die Schumacher Packaging GmbH Schwarzenberg
Das Unternehmen befindet sich mit seinen Produktionsstätten Kartonerzeugung und Kartonverarbeitung an
einem gemeinsamen Standort an der östlichen Peripherie von Schwarzenberg.
Seit dem 01.01.2010 firmiert das Unternehmen als Schumacher Packaging GmbH Schwarzenberg. Die Schu-
macher Packaging GmbH Schwarzenberg ist eine Tochter der Schumacher Beteiligung und Management
GmbH.
Wir verstehen uns als ein führender mittelständiger Hersteller von individuellen Verpackungslösungen aus
Well- und Vollpappe.
Die Schumacher Packaging GmbH Schwarzenberg, Raschauer Weg 30, liegt auf einem langgestreckten Be-
triebsgelände von ca. 10 ha am Flusslauf der „Großen Mittweida“. Es bestehen keine relevanten Altlasten.
Ebenso ist der Standort kein Trinkwassereinzugsgebiet. Infolge des Jahrhunderthochwassers, im Jahre 2002,
wurden Teilflächen des Bereiches der Kartonerzeugungsanlage als Überschwemmungsgebiet eingeordnet.
Mit dem öffentlichen Straßennetz ist das Unternehmen von Schwarzenberg über eine eigene Betriebsstraße
verbunden.
Das Unternehmen ist über die A72, Ausfahrt Hartenstein, bzw. die A4, Ausfahrt Zwickau -Meerane, weiter die
B93 Richtung Aue und schließlich die B101 Richtung Annaberg-Buchholz zu erreichen.
Bei der Herstellung von Vollpappe, Karton und Verpackungsmitteln kann der Standort Schwarzenberg auf eine
mehr als 100 -jährige Tradition zurückblicken. Seit der Gründung des Unternehmens durch die Unternehmerfa-
milie Freitag im Jahre 1868 haben mehrere Generationen ihr Wissen und ihre Erfahrung in die Herstellung von
Vollpappe, Karton und Verpackungsmitteln eingebracht.
Die Schumacher Packaging GmbH Schwarzenberg führt die innovativen Traditionen fort. Schließlich stammt
das Patent der ersten stabil falt- und klebbaren Schachtel aus kompakter Pappe aus dieser Region.
Verantwortungsvolle Unternehmer aus dem Erzgebirge haben den Mittelstand der
Region Aue-Schwarzenberg in den letzten Jahren wieder zu einer Säule der säch-
sischen Wirtschaft aufgebaut. Die Schumacher Packaging GmbH Schwarzenberg
gehört zum Kern dieser Firmen. Ausdruck dieser Entwicklung ist die Verleihung des
„Großen Preis des Mittelstandes 2003“ der Oskar - Patzelt - Stiftung. Das heute pri-
vat geführte Unternehmen produziert in neu gebauten und sanierten Gebäuden auf
modernsten technischen Anlagen. Das Besondere ist die hohe Flexibilität in Produk-
tion und Lieferung, die sich aus zwei Betriebsteilen ergibt: In der Kartonerzeugung
wird die Vollpappe hergestellt, die in der Kartonverarbeitung zu Verpackungsmitteln
weiterverarbeitet wird. Heute werden hier neue Verpackungsideen, konstruktive Lö-
sungen und außergewöhnliche Kundenwünsche kreativ angeboten und schnell um-
gesetzt.
Das Ausgangsmaterial Karton und Vollpappe, daraus hergestellte Kartonagen, Zu-
schnitte und gestanzte Einlagen werden bereits von über 400 Kunden aus Deutsch-
land und Europa hoch geschätzt. Kein Wunder, denn es ist echte, erzgebirgische
Qualität.
7
KARTONERZEUGUNG
In der Tradition echter Papiermacher
Die Kartonmaschine ist ein Kernstück unseres
Unternehmens. Sie produzierte 2011 ca. 42.000
Tonnen Vollpappe - ca. 63 % für Direktkunden und
37 % für die eigene Kartonverarbeitung.
Diese Produktionssteigerung ist auf die Investition
an der Kartonmaschine im Jahr 2010 zurück zu füh-
ren. Für das Jahr 2012 umfasst das Investitionspro-
gramm die Schließung der Wärmerückgewinnungs-
haube über der Kartonmaschine, sowie der Einbau
eines neuen Glättwerkes in die Kartonmaschine.
Die erste Maßnahme wird sich günstig auf den En-
ergiehaushalt der Kartonmaschine auswirken. Die
zweite Maßnahme zielt auf eine Verbesserung be-
stimmter Qualitätsparameter unserer Produkte ab.
Die Zusammensetzung der Faserstoffe bestimmt
weitgehend die Qualitätseigenschaften des entste-
henden Produktes. Zum Einsatz kommen 100% Alt-
papier verschiedener Sorten, aus denen artfremde
Bestandteile aussortiert werden. Der dabei entste-
hende Abfall wird Entsorgungsfachbetrieben über-
lassen und ausschließlich einer Verwertung zuge-
führt. Trockenpartie der Kartonmaschine
Kühlzylinder am Ende der Trockenpartie
Equipment
Kartonmaschine:
- Arbeitsbreite: 2.100 mm
- Siebpartie: 10 Rundsiebe
- Pressenpartie: Sauggautsch-, Starkdruck-
und Offsetpresse
- Trockenpartie: 52 Zylinder
- Glättzylinder mit Rückbefeuchtung
- Flexodruckwerk für Logodruck
- Längs- und Querschneider
Planschneider
Fräseinrichtung
Verpackungsanlage CYKLOP
2.200 m² Warenlager
Produkte
Vollpappe: grau, braun und weiß gedeckt
flächenbezogene Masse: 350 bis 1.050 g/m²
mit verschiedener Wasseradsorption
8
Produktionsablauf Kartonerzeugung
Input Nebenprozess Hauptprozess Nebenprozess Output
Altpapierlagerung
Wasser Altpapierauflösung Abfall
Elektroenergie Lärm
Stoffaufbereitung:
mehrstufige Sortierung
Reinigung
Wasser Abwasser
Abwasser-
kläranlage
chemische Kartonmaschine:
Hilfsmittel
Rundsiebpartie
D Pressenpartie
Brennstoff a Trockenpartie Lärm
m
Heizhaus p Oberflächenglättung
f
Logodruckwerk
Wasser
Produktmesseinrichtung
online
Abluft
Betriebs-
Längsschneider
mittel Dampf-
Querschneider
turbine
Stapeleinrichtung
Generator
Elektroenergie
Verpackungs- Verpackungsanlage
material
Versandlager
9
KARTONVERARBEITUNG
Große Vielfalt Just-in-Time
Wir stellen Kartonagen für den Food- und Non-
Food-Bereich her: farbig bedruckt, nach ECMA-
Code1) gestanzt oder individuell zugeschnitten, ge-
klebt, komplettiert und verpackt.
Unsere Kunden kommen aus den verschiedensten
Industrie- und Handelsbereichen: Automobil-, Bau-
stoff-, Chemie-, Lebensmittel- und Möbelindustrie,
Großhandel und Versandhäuser.
Mit einer modernen 4-Farb-Flexodruckmaschine,
Stanz- und Klebeautomaten sind wir fit für jeden
Auftrag.
Unser besonderes Plus sind die eigene Karton-
erzeugung und die schnelle Umrüstung variabler
Technik. So können wir Just-in-Time auch spezielle
Konstruktionen und kleinere Aufträge liefern.
1)
standardisierte Schachtelgröße
4-Farb-Flexodruckmaschine Typ Arcus
Faltschachtelklebemaschine Typ Domino 145
Equipment
4-Farb-Flexodruckmaschine ARCUS
3 Stanzautomaten Autoplatine BOBST
(Typ SP 130 E, SP 142-E, SP 142-ER)
5 Faltschachtelklebemaschinen, JAGENBERG und
BOBST (Typ DIANA 145-3, DOMINO 145 mit au-
tomatischer Abpackeinheit, DOMINO 110, ALPINA
145-II, DIANA 114 PRO)
Planschneider
Umreifungsgeräte
EDV- Logistiksystem
Plotter zur Musteranfertigung
Verpackungsanlage CYKLOP
5.000 m² Warenlager incl. Außenlager
Produkte
Aufrichteschachteln aus Vollpappe,
3-, 4- und 6-punktgeklebt,
individuell konstruiert oder nach ECMA-Code
gefertigt
Stülpschachteln
Formatware, Stanzteile, Einlagen
10Produktionsablauf Kartonverarbeitung
Input Nebenprozess Hauptprozess Nebenprozess Output
Brennstoffe Heizung Gebäudeheizung Abluft
Karton aus
Kartonerzeu-
gung, Fremd- Zwischenlagerung
karton
Klischee
Abfall
Farbe,
Lösungsmittel Druckmaschine
Lärm
Elektroenergie
Makulatur
innerbetriebl. zurück zur KE
Transport Zwischenlagerung
Hilfsmittel
Werkzeug Stanzautomaten Lärm
Elektroenergie
innerbetriebl.
Stanzabfälle
Transport Zwischenlagerung zurück zur KE
Leim
Paletten Klebemaschinen Lärm
Elektroenergie
innerbetriebl.
Abfall
Transport
Verpackungsanlage zurück zur KE
Verpackungs-
material
innerbetriebl. Versandlager
Transport
11UNTERNEHMENSDATEN
1)
Bruttoproduktion = Bruttoproduktion/roh - Randbeschnitt - Ausschleusung
1)
Bruttoproduktion
Nettoproduktion
Diagramm 1: Leistungsentwicklung Kartonerzeugung in t/a
Tabelle 1: Anzahl der Mitarbeiter im Unternehmen Tabelle 2: Flächenverhältnis Betriebsgelände
Jahr Mitarbeiteranzahl
Gesamtfläche: 61.940 m2
2006 137
davon versiegelte Fläche: 42.826 m2
2007 139
2008 139 davon Gebäude: 18.142 m2
2009 139 davon Straßen/Plätze: 24.684 m2
2010 156
Versiegelungsgrad = versieg. Fläche/ Gesamtfläche 69,1 %
2011 175
1) 2)
davon Fremdkarton davon Karton aus Eigenerzeugung 3) verkaufte Ware Kartonverarbeitung
2)
3)
12.361
15.705
12.934
11.008
16.090
15.539
11.625
1)
13.013
11.127
9.779
9.881
9.205
8.093
9.869
Diagramm 2: Kartoneinsatz und verkaufte Ware in der Kartonverarbeitung in t/a
121)
2)
3)
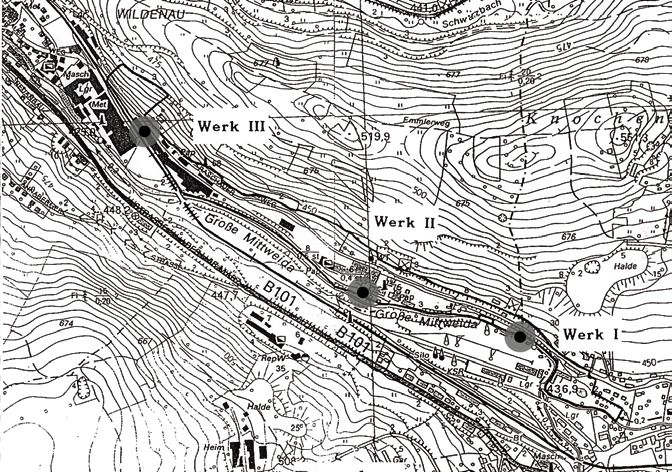
Maßstab: 1:10.000
Quelle: Ausschnitt aus topografischer Karte TK10 © Staatsbetrieb Geobasinformation und Vermessung Sachsen 2012
Um die Ausdehnung unserer Firma zu verdeutlichen, haben wir die unten aufgeführten Anlagen in die Flurkar-
te eingetragen. (Die Werksbezeichnungen I- III sind überholt.)
1) Lagerhalle Kartonverarbeitung 2) biologische Kläranlage 3) Wehranlage mit Fischtreppe
13UMWELTPOLITIK
Die Zukunft der Menschen, der Gesellschaft und der Wirtschaft hängt vom ökologischen Gleichgewicht der
Natur ab. Nicht nur die gesamte Wirtschaft, sondern auch jedes Einzelunternehmen ist aufgefordert, sein Tun
in Zusammenhängen zu sehen und Verantwortung zu übernehmen.
Wir als Unternehmen der Kartonerzeugung und -verarbeitung sind uns unserer Verantwortung für die nachhal-
tige Entwicklung und Durchsetzung einer umweltverträglichen Form des Wirtschaftens bewusst.
Mit dem integrierten Managementsystem wurde in der Schumacher Packaging GmbH Schwarzenberg die
Grundlage geschaffen, Erzeugnisse mit kundengerechtem Qualitätsstandard, akzeptabler Umweltverträglich-
keit und unter Beachtung wirksamer Hygienerichtlinien zu produzieren.
Zufahrt zum Betriebsgelände
14Umweltpolitische Handlungsgrundsätze
1. Wir verpflichten uns zur kontinuierlichen Verbesserung der betrieblichen Umweltleistung. Die
Umweltleistung wird anhand der Festlegung und Bewertung umweltbezogener Zielsetzungen und
Einzelziele gemessen.
2. Umweltschutz ist eine komplexe Aufgabe. Es wird Wert darauf gelegt, umweltrelevante Gesichts-
punkte in allen Bereichen des Unternehmens zu berücksichtigen und die Priorität auf die Vermeidung
von Umweltbeeinträchtigungen zu setzen.
3. Die Unternehmensleitung und alle Mitarbeiter verpflichten sich zur Einhaltung der relevanten Um-
weltgesetze und -vorschriften sowie weiterer Vorschriften, die das Erscheinungsbild des Unterneh-
mens und dessen Ergebnisse prägen.
4. Die Umweltauswirkungen beim Einsatz neuer Stoffe und der Einführung neuer Verfahren werden
durch die Bewertung ihrer Umweltaspekte im Voraus beurteilt.
5. Unter Beachtung der Wirtschaftlichkeit werden wir unvermeidlicher Belastungen möglichst gering
halten.
6. Unter Beachtung von Ökonomie und Ökologie werden Neu- und Weiterentwicklung unserer Prozesse
und Produkte betrieben.
7. Die Nutzung bestmöglicher Technologien und Verfahren – soweit wirtschaftlich vertretbar – erfolgt
mit dem Ziel, spezifisch weniger Energie, Wasser und chemische Hilfsstoffe zu verbrauchen. Dazu
werden eigene Standards festgelegt.
8. Für die von uns erzeugten und vertriebenen Produkte einschließlich der dabei entstehenden Emissi-
onen und Abfälle übernehmen wir die Verantwortung.
9. Die Sicherheit und der Schutz der Gesundheit unserer Mitarbeiter sind gewährleistet, indem wir uns
stets bemühen, Stoffe zu verwenden und Verfahren anzuwenden, welche ein möglichst geringes Ge-
fährdungspotenzial aufweisen.
10. Die Belegschaft und die interessierte Öffentlichkeit werden über unsere Umweltziele und -aktivitäten
informiert. Dazu legen wir regelmäßig eine Umwelterklärung vor.
11. Die Mitarbeiter der Schumacher Packaging GmbH Schwarzenberg sind im Rahmen ihrer Auf-
gaben für die Einhaltung der Umweltpolitik und der gesetzlichen Auflagen mit verantwortlich und
werden im Rahmen von Aus- und Weiterbildungsmaßnahmen geschult.
12. Unsere Lieferanten sind verpflichtet, den strengen Vorgaben hinsichtlich Qualität, Sicherheit, Hygie-
ne und umweltrelevantem Verhalten zu entsprechen.
15UMWELTMANAGEMENTSYSTEM
Das Managementsystem der Schumacher Packaging GmbH Schwarzenberg dient der Umsetzung
der von der Geschäftsleitung festgelegten Unternehmenspolitik einschließlich der umweltpolitischen
Handlungsgrundsätze. Es beschreibt die zur Verwirklichung unserer Ziele festgelegte Organisations-
struktur, die Zuständigkeiten, die Prozesse und die dazu erforderlichen Mittel.
Die spezifischen Festlegungen hierzu sind in den Prozessbeschreibungen sowie nachgeordneten
Dokumenten, in denen alle qualitäts-, umwelt- und hygienerelevanten Prozesse dargestellt sind,
detailliert aufgeführt und somit nachweisbar. Die Dokumentationsstruktur besteht aus mehreren Do-
kumentenebenen.
Managementhandbuch gestützt auf
DIN EN ISO 9001 und DIN EN ISO 14001
Verfahrensanweisungen
für einzelne Betriebsbereiche
bzw. bereichsübergreifend
Prozessbeschreibungen
für ablaufende Prozesse
Arbeits- und Betriebs-
anweisungen,
Vorschriften, Anleitungen,
sonstige mitgeltende
Dokumente
Nachweisdokumente über Daten und Aufzeich-
nungen
Die Gesamtverantwortung für den Umweltschutz liegt bei der Geschäftsleitung und wird über entsprechende
Beauftragte kontinuierlich umgesetzt. Unter Leitung des Managementteams werden Zielvorgaben zur Ver-
besserung der Umweltleistungen sowie zur Entwicklung eines nachhaltigen Umweltmanagements erarbeitet.
Dazu wird jährlich unsere veröffentlichte Umwelterklärung aktualisiert. Sie dient u.a. als Leitfaden bei der ex-
ternen Beurteilung des Managementsystems und dem Management als Führungsinstrument.
16Ausgewählte UMS-Instrumente, Kommunikation und Öffentlichkeitsarbeit
Über ein zielgerichtetes Schulungssystem erhalten alle Beschäftigten Kenntnis über umweltrelevante Tätig-
keiten und deren Auswirkungen. Der „Tag des Lehrlings“ ist eine Möglichkeit, den Umweltschutz in die be-
triebliche Lehrlingsausbildung zu integrieren. Er fand bisher in den Jahren 2005, 2009 und 2011 statt und wird
künftig etwa alle zwei Jahre durchgeführt.
Jährlich werden interne Auditoren geschult. Im Rahmen des betrieblichen Vorschlagwesens können u.a. jeder-
zeit Ideen zur Reduzierung von Umweltbelastungen bzw. –risiken eingebracht und aktiv auf die Realisierung
von Umweltzielstellungen Einfluss genommen werden.
Nach dem von der Geschäftsleitung bestätigten Arbeitsplan beraten die Mitglieder des Umweltarbeitskreises
zielgerichtet zu Schwerpunkten der Verbesserung der Umweltleistungen des Unternehmens. Hier werden Lö-
sungen zu umweltrelevanten Problemen gefunden.
17UMWELTMANAGEMENTSYSTEM
Durch Nutzung eines rechnergestützten Überwachungssystems zur Strukturverwaltung von Wartungs- und
Instandhaltungsplanung, Überwachung und Prüfung, Eigenkontrollen, Nachweisdokumentation und Termin-
verfolgung wurde eine höhere Rechtssicherheit erreicht.
Vor der Einführung neuer Roh-, Hilfs- und Betriebsstoffe werden diese Stoffe auf ihre umweltrelevanten Wir-
kungen beurteilt. Die Lieferanten unserer Prozesschemikalien müssen den Anforderungen der REACH-Ver-
ordnung entsprechen.
Jede relevante gesetzliche Änderung wird geprüft und erforderliche Maßnahmen werden daraus abgeleitet.
Zum Beispiel trifft die Verordnung (EG)Nr. 166/2006 (PRTR-VO) zu. Im Rahmen dieser Verordnung überprüfen
wir unsere Schadstoff-Emissionen in Luft, Wasser und Boden sowie Art und Menge der entstehenden Abfälle
und geben den dazu geforderten Bericht ab.
Mit der Einführung eines Maßnahmeplanes bei außergewöhnlichen Wetterlagen wurde das System der Um-
welt- und Notfallvorsorge deutlich verbessert.
Die auf dem Betriebsgelände arbeitenden Vertragspartner des Unternehmens müssen nach den gleichen
umweltpolitischen Handlungsrichtlinien arbeiten, wie wir selbst.
Für Schulklassen und Auszubildende berufsbezogener Einrichtungen werden Betriebsführungen organisiert
und durchgeführt.
Das Unternehmen wurde für das hervorragende Engagement in der Ausbildung durch Verleihung des offizi-
ellen Zertifikates für Nachwuchsförderung 2009/2010 durch die Bundesagentur für Arbeit ausgezeichnet.
Unser Unternehmen ist Mitglied des Sächsischen Verbands für Umweltmanagement (SVU e.V.) und der Um-
weltallianz Sachsen. Hier haben wir die Möglichkeit, überbetrieblich an Umwelt-
aufgaben mitzuwirken.
Das bestehende integrierte Managementsystem wird durch regelmäßige inter-
ne und externe Audits überprüft und entsprechend weiterentwickelt. Bei Abwei-
chungen zu Normenvorgaben werden geeignete Maßnahmen getroffen.
Die jährlich aktualisierte veröffentlichte Umwelterklärung ist ein wesentliches Mit-
tel unserer Öffentlichkeitsarbeit.
Viele unserer betrieblichen Tätigkeiten sind umweltrelevant. Diesen Tätigkeiten
wurden direkte und indirekte Umweltaspekte zugeordnet, welche hinsichtlich der
Bedeutung bewertet wurden. Solche Tätigkeiten sind beispielsweise Einkauf, in-
nerbetrieblicher Transport, Lagerung von Roh-, Hilfs- und Betriebsstoffen, Was-
serentnahme, Einleiten von Abwasser u.a.
Zur Überwachung und Bewertung der Umweltaspekte haben wir Vorgabe- und
Nachweisdokumente geschaffen sowie das Führen von Betriebstagebüchern
eingeführt. Die Umweltaspekte sind in der folgenden Tabelle dargestellt.
18UMWELTASPEKTE UND DEREN BEWERTUNG
Tätigkeit Umweltaspekte Bewertungskriterien Bewertung
Beschaffung von RHB Klassifizierung der Hilfs- und Betriebsstoffe, Liefe-
Einkauf bedeutend
Auswahl von Dienstleistungsunternehmen rantenbewertung
Lieferverkehr/ Entladung und Umschlag von RHB und
Gefährdungen durch Wasser-, Boden- und Luft-
innerbetrieblicher Produkten; Verbrauch von Motogas, Kraftstoff, bedeutend
verunreinigungen, Lärmemission
Transport Lärm
Verunreinigungen durch Auswaschungen, Durch Lagerung der Rohstoffe bestehen Gefähr-
Lagerung
Geruchsemissionen, Verunreinigung Gelände, dungen durch Wasser- und Bodenverunreini- bedeutend
Rohstoffe
Brandgefahr gungen.
Durch Lagerung der Hilfs- und Betriebsstoffe
Lagerung Hilfs- und
Gefährdung von Mensch, Boden, Wasser bestehen Gefährdungen durch Wasser- und Bo- bedeutend
Betriebsstoffe
denverunreinigungen
Die Lagerung der Produkte verursacht hohe
Lagerung Produkte Brandgefahr bedeutend
Brandlasten.
Einsatz von Rohstoffen, Energie und Wasser,
Anfall von Abfällen,
Stoffaufbereitung Abfallmengen, Lärmemission bedeutend
Standsicherheit der Büttensysteme,
Lärm
Betreiben einer Nutzung von Rohstoffen, Energie und Wasser;
Radioaktive Strahlungsquellen, Umgang mit Ge-
Kartonmaschine- Abwärme, Geruchsemission, Strahlungen, bedeutend
fahrstoffen, Energieeffizienz, Lärmemission
Kartonerzeugung Abfall, Brandgefahr, Lärm
Nutzung von Rohstoffen, Energie und Hilfs-
Kartonverarbeitung stoffen; Abfälle; Brandgefahr, Lärm; Gefähr- Hohe Brandlast bedeutend
dung des Menschen
Nutzung von Verpackungsmaterial (Stahl- und nicht
Verpackung Verpackungsmaterial ist recycelbar
Plasteband, Folie, Holzleisten, Kantenschutz) bedeutend
Nutzung von Verpackungsmaterial (Palet- Versandhallen sind mit moderner Brandschutz-
nicht
Versand ten), Brandgefahr, Einsatz von Kraftstoff und technik (z.B. Brandmelder, Schutztüren) ausge-
bedeutend
Motogas stattet
Nebenprozess Einsatz von Betriebs- und Hilfsstoffen, Gefähr- Betriebs- und Hilfsstoffe werden gesetzeskonform nicht
Instandhaltung dung von Mensch, Luft und Wasser gelagert bedeutend
Einsatz von Braunkohlestaub und leichtem
Nebenprozess Mengenmäßiger Verbrauch der Energieträger
Heizöl, Einsatz von Hilfsstoffen für Wasserauf- bedeutend
Dampferzeugung Einhaltung der Emissionsgrenzwerte
bereitung
Nebenprozess
Nutzung von Dampf aus BKS-Anlage, Lärm Erzeugung von Elektroenergie, Lärmemision bedeutend
Dampfturbine
Geruchsemission, Schadstoffemissionen in
Nebenprozess Einhaltung der Ablaufwerte lt. Nutzungsgenehmi-
den Flusslauf, Gefährdung von Mensch und bedeutend
Abwasserreinigung gung und Eigenkontrollverordnung
Wasser
Nutzung von Wasser (Trink- und Oberflächen-
Nebenprozess Verbrauchte Mengen an Trink- und Oberflächen-
wasser); Ableiten von Nieder-schlagswasser nicht
Wasserentnahme wasser sowie an eingeleitetem sanitärem Ab-
in den Flusslauf und Sanitärwasser in den bedeutend
und -abgabe wasser
zentralen Sammler
Recycelfähigkeit, physiologische Unbedenk- Einsatz von Recyclingmaterial und chem. Hilfs- nicht
Produktnutzung
lichkeit mitteln bedeutend
Bei Nichteinhaltung vorliegender Genehmigungen
und aus Gesetzen und Vorschriften zu beachten-
Einhaltung von
Einhaltung der zutreffenden Gesetze und der Anforderungen ist das Betreiben des Unter-
Gesetzen und bedeutend
Bestimmungen nehmens gefährdet. Die Überwachung genehmi-
Vorschriften
gungs- und überwachungspflichtiger Anlagen wird
mittels spezieller Software verwaltet.
Eine intakte Kommunikation ist die entscheidende
Ausbildung/ Grundlage für ein wirksames Qualitäts- und
Qualifikation Umweltrelevantes Verhalten Umweltmanagementsystem und für die Wahr- bedeutend
nehmung der Eigenverantwortung aller Mitarbeiter
des Unternehmens.
Lehrlingsaus- Verinnerlichung von Umweltbelangen der Lehr-
Umweltrelevantes Verhalten bedeutend
bildung linge in der jeweiligen Ausbildung
Bebauung Biologische Vielfalt Art und Größe der Flächeninanspruchnahme bedeutend
19INPUT
1) Tabelle 3: Roh-, Hilfs- und Betriebsstoffe - Verbrauch in t/a
Jahr Kartonerzeugung Kartonverarbeitung
Rohstoff Verp.- Hilfs- und Rohstoffe Verp.- Hilfs- und
Altpapier Material Betriebsst. eigene KE Fremdkarton Material Betriebsst.
2006 37.050 524 400 12.361 9.869 708 73
2007 40.660 571 430 12.934 11.127 720 88
2008 41.063 500 444 15.539 9.881 790 88
2009 39.912 464 471 15.705 8.093 643 79
2010 34.186 446 398 11.625 13.013 678 85
2011 47.796 479 540 16.090 9.779 688 93
2) Wasser
Die Herstellung von Papier und Karton erfolgt in wässriger Suspension. Das notwendige Produktionswasser
wird aus dem Flusslauf der „Großen Mittweida“ entnommen.
Unter Beachtung einer Mehrfachnutzung des Produktionswassers1) wurden im Jahr 2011 ca. 10,8 m³/t Kar-
ton netto benötigt. Das bedeutet eine deutliche Senkung des spezifischen Produktionswasserverbrauches
gegenüber dem Vorjahr. Es wurden nach dem Umbau der Kartonmaschine Maßnahmen zur Einsparung von
Frischwasser realisiert. Zudem konnte die Leistung der Kartonmaschine gesteigert werden. Daraus resultiert
der niedrige spezifische Wasserverbrauch im Jahr 2011. Unser eigener Standard von 14,5 m³/t bleibt vorerst
bestehen.
Diagramm 3: spezifischer Produktionswasserverbrauch in m3/t netto
Tabelle 4: Verbrauch verschiedener Wasserarten
Wasser m³/a 2005 2006 2007 2008 2009 2010 2011
Kartonerzeugung
Produktions- 485.923 519.599 568.023 516.025 487.205 558.992 453.063
wasser
Kühlwasser 109.759 80.793 66.904 85.019 71.888 73.166 107.184
Trinkwasser 2.549 1.673 3.477 2.013 2.536 3.406 3.387
Kartonverarbeitung
Trinkwasser 603 652 697 656 667 1.135 943
3) Energie
Die Prozesse in der Kartonerzeugung sind besonders durch die thermische Trocknung der Kartonbahn sehr
energieintensiv. Dazu kommt ein beträchtlicher Anteil Elektroenergie, der für Antriebsleistungen sowohl in der
Kartonerzeugung als auch in der Kartonverarbeitung benötigt wird. Der Anteil des Energieverbrauches in der
Kartonerzeugung gegenüber dem gesamten Werk Schwarzenberg beträgt ca. 97%.
Durch Investitionen an der Kartonmaschine (Umbau Trockenpartie und Errichtung einer Wärmerückgewin-
nungsanlage), aber auch durch technologische und organisatorische Maßnahmen konnten wir den spezi-
fischen Energieeinsatz bis ins Jahr 2008 kontinuierlich senken, wie aus dem folgendem Diagramm hervorgeht.
Der Anstieg des spezifischen Energieeinsatzes 2010 resultiert aus der uneffektiven Anlaufphase nach dem
Umbau. Diese Phase war gekennzeichnet durch viele ungeplante Störungen und technisch-technologisch
bedingte Stillstände. Wir definieren im Bereich Kartonerzeugung einen eigenen Standard für den spezifischen
Energieverbrauch von 1.800 kWh/t Nettoproduktion. (siehe Tab. 13 Seite 28)
1)
Produktionswasser = Wasserentnahmemenge - Kühlwasser
20Diagramm 4: spezifischer Energieverbrauch in der Kartonerzeugung in kWh/t
Folgende Tabelle enthält eine Übersicht der Energieträger und die dazu gehörenden eingesetzten Energie-
mengen. Der Anteil der erneuerbaren Energie ist aus den Abrechnungen des Energieversorgers laut Zu-
sammensetzung des Stromes entnommen. Die Angaben zum Dieselkraftstoff wurden entsprechend des Auf-
wandes in der Kartonerzeugung und Kartonverarbeitung geschätzt.
Tabelle 5: Energieträger und Energiemengen in Kartonerzeugung
Kartonerzeugung in kWh/a
Elektro- davon Erdgas Eigener- Braunkoh- Heizöl Diesel- Motogas Energie
energie erneuer- zeugung lenstaub leicht kraftstoff gesamt
bar Dampftur-
Jahr bine
2006 12.347.451 1.358.220 53.004.001 108.301 125.750 211.289 65.796.792
2007 12.844.151 1.399.822 39.214.098 15.035.333 926.130 117.922 150.414 68.288.048
2008 13.034.026 2.085.444 49.509.920 2.739.279 128.686 126.433 65.538.344
2009 13.224.822 1.902.170 51.837.698 1.070.626 140.063 134.379 66.407.588
2010 12.008.882 2.129.175 881.890 49.825.735 1.820.650 147.762 135.231 63.938.260
2011 14.810.729 3.199.117 1.341.584 60.783.048 1.313.500 145.325 132.997 77.185.599
Tabelle 6: Energieträger und Energiemengen in Kartonverarbeitung Heizkraftwerk mit Braunkohlestaubsilos
Kartonverarbeitung in kWh/a
Elektro- davon Erdgas Diesel- Energie
energie erneuer- kraftstoff gesamt
Jahr bar
2006 1.007.360 110.810 1.708.323 125.750 2.841.433
2007 1.168.960 127.417 1.301.890 176.883 2.647.733
2008 1.083.440 173.350 1.070.776 193.029 2.347.245
2009 978.000 140.832 941.120 210.095 2.129.215
2010 983.710 174.412 1.320.514 221.644 2.525.868
2011 1.001.139 216.246 961.046 339.092 2.301.277
Infolge stark ansteigender Heizöl- und Erdgaskosten wurde im
Jahr 2007 ein neues Heizwerk auf Basis von Braunkohlestaub
mit einer Leistung von 9,22 MW errichtet. Die Genehmigung
zu Errichtung und Betrieb einer Braunkohlestaubfeuerungs-
anlage wurde durch das RP Chemnitz am 09.05.2007 erteilt.
Durch diese Maßnahme war es uns möglich, auf dem Markt
konkurrenzfähig zu bleiben. Mit dem Lieferanten und Erbauer
des BKS-Kesselhauses wurde das Ende des Probebetriebes
für den 21.01.2011 festgelegt. Sämtliche erforderliche Sicher-
heitsvorkehrungen wurden getroffen und werden im laufenden
Betrieb regelmäßig überprüft.
21OUTPUT
1) Abwasser
Der Prozess der Kartonherstellung ist sehr wasserintensiv. Um eine Tonne Karton herzustellen, müssen ca.
100 m³ Prozesswasser im Kreislauf geführt werden. Aus technologischen Gründen ist eine völlige Schließung
dieses Kreislaufes nicht möglich, sodass etwa 10% des Prozesswassers als Frischwasser (Entnahme aus
Vorfluter) zugeführt werden. Die anfallende Menge Abwasser reduziert sich noch um den Betrag der Wasser-
verdampfung bei der Trocknung des Kartons. Die Bemühungen, den Frischwassereinsatz zu senken, führten
zu einer Reduzierung der Gesamt-Abwassermenge, wie das Tabelle 7 ausweist.
Das Abwasser der Kartonerzeugung wird nach einer mechanischen Vorklärung der biologischen Kläranlage
zugeführt. Nur geklärtes Abwasser, dessen Reinheit unter den Grenzwertauflagen der zuständigen Behörden
liegt, wird wieder in die „Große Mittweida“ eingeleitet.
Das Unternehmen hat die Anforderungen des geänderten wasserrechtlichen Bescheides in der Fassung vom
22.02.2011 umgesetzt. Die Beschaffenheit des Abwassers entspricht den gesetzlichen Bestimmungen. In ei-
nigen Parametern konnten wir – gestützt auf statistische Sicherheit – uns zur Einhaltung niedriger erklärter
Werte verpflichten.
Da wir 2010 in die Kartonerzeugung investiert haben, um die Produktion zu steigern, war auch eine Erwei-
terung der Kapazität in der biologischen Kläranlage erforderlich. So wurde bereits in zwei Stufen die Belüf-
tung der Reaktorbecken erweitert, um den erforderlichen Sauerstoffüberschuss bereitzustellen. Im Jahr 2010
wurde das Hochlastbecken mit einem neuen Belüftungssystem ausgerüstet. Außerdem kam Trägermaterial
mit höherer spezifischer Oberfläche zum Einsatz. Diese Maßnahmen führten dazu, die Abwasserschadstoff-
Konzentrationen weiterhin innerhalb der geforderten Grenzwerte zu halten, wie aus Tabelle 8 ersichtlich ist.
Die Entwicklung der Abwasserparameter in den letzten Jahren ist in folgenden Tabellen und Diagrammen
dargestellt.
Diagramm 5: spezifische Abwassermenge in m3/t netto
Tabelle 7: eingeleitete Abwassermenge
Abwasser- Netto-
menge gesamt produktion spez. Abwasser-
Jahr in m3/a in t menge in m³/t
2005 390.954 30.484 12,8
2006 379.519 32.757 11,6
2007 449.557 35.199 12,8
2008 442.045 35.493 12,5
2009 422.398 35.426 11,9
2010 440.271 31.650 13,9
Biologische Abwasserbehandlung, Belebungsbecken (oben),
2011 383.398 42.132 9,1 Nachklärung (unten)
Tabelle 8: Wasserschadstoffwerte
in mg/l Grenzwert1) Wert2) Ist-Wert 20113)
CSB 212 130/160 96
BSB5 25 - 10,8
Pges. 2 1/1,5 0,52
Nges. 10 5/7,5 2,23
AOX 0,7 0,25 0,049
1)
nach wasserrechtlicher Genehmigung (02/2011)
2)
niedriger eigenerklärter Wert 1.Hj./2.Hj. 3) Eigenkontrollwert
22Diagramm 6: Abwasserparameter Chemischer Sauerstoffbedarf (CSB) in mg/l
Diagramm 7: Abwasserparameter Nges ;Pges in mg/l
Diagramm 8: Abwasserparameter AOX in mg/l
2) Abfälle
Im Jahr 2011 fielen in unserem Unternehmen 8.270 t Abfälle an.
In der Vergangenheit haben wir Anstrengungen unternommen, die Abfälle der Verwertung zuzuführen. Unsere
Verwertungsquote beträgt 100%. Die Überlassung unserer Abfälle erfolgt ausschließlich an Entsorgungsfach-
betriebe.
Nachdem das Grobrejekt infolge der Verbesserung der Sortierung seit 2006 gestiegen ist, konnte es seit 2009
durch den erhöhten Einsatz sauberer Altpapiersorten wieder gesenkt werden. Feinrejekt fällt seit 2005 infolge
einer Rekonstruktionsmaßnahme an, wodurch eine Verbesserung der optischen Eigenschaften unserer Pro-
dukte erreicht wurde. 2011 gab es einen deutlichen Anstieg der Abfallmengen bedingt durch die Produktions-
steigerung sowie die auf eine Verbesserung der optischen Qualität ausgerichteten Faserstoff-Sortierung in der
Kartonerzeugung.
23OUTPUT
Diagramm 9: Abfallbilanz in t/a
Tabelle 9: Entwicklung einzelner Abfallarten
Kartonerzeugung Abfälle Kartonverarbeitung Abfälle Abfallmenge
Jahr in t/a in t/a gesamt in t/a
Abfälle Bau-, Altöl, Abfälle Bau-,
Grob- Fein- aus Abbruch- Aufsaug- Sonstige aus Abbruch- Sonstige
rejekt rejekt Verp. Abfälle material Abfälle Verp. Abfälle Abfälle
2006 2.605 1.019 10 12 2 1 36 0 0 3.685
2007 3.111 1.871 4 7 1 1 35 0 0 5.029
2008 2.960 1.602 17 0 1 0 27 0 5 4.612
2009 2.385 1.882 9 4 0 1 34 4 6 4.325
2010 1.828 3.040 4 6 5 13 23 9 14 4.942
2011 2.688 5.526 4 12 4 2 17 17 0 8.270
3) Emissionen
Vor allem beim Prozess der Kartonerzeugung entstehen Luftemissionen, die zu überwachen sind.
Das neu errichtete Kraftwerk, das auf der Basis von Braunkohlestaub den erforderlichen Prozessdampf er-
zeugt, ist immissionsschutzrechtlich genehmigt und entspricht den Anforderungen der TA Luft.
Kontinuierlich werden folgende Emissionen gemessen: Kohlenmonoxid (CO), Staub und die Rauchgastempe-
ratur. Außerdem gibt es regelmäßige Überprüfungen durch externe Firmen in den Parametern Stickstoff- und
Schwefeloxide. Die CO2-Emissionen werden auf der Grundlage des Verbrauches an Brennstoff rechnerisch
ermittelt. Im Jahr 2011 wurden 21.828 t CO2 (durch Betrieb des Heizhauses mit Braunkohlenstaub und Heizöl)
emittiert. Der Probebetrieb des BKS-Heizhauses wurde am 21.01. 2011 beendet. Im August 2011 erfolgte die
Inbetriebnahme einer Rauchgasentschwefelungsanlage. Entsprechend der Anordnung der zuständigen Be-
hörde wurde die Überprüfung der Grenzwerte im Abgas veranlasst. Die Emissionsmessung auf Basis Braun-
kohlestaub fand am 19.08.2011 statt. Die Emissionsmessung auf Basis Heizöl erfolgte am 02.11.2011. Alle
Grenzwerte werden in beiden Betriebsarten eingehalten, siehe Tabelle 10.
Tabelle 10: Grenzwerte -und Messwerte lt. Genehmigung vom 09.05.2007 bei der Verbrennung von:
Braunkohlestaub (Regelfeuerung) Heizöl EL 1)
in mg/m³ Grenzwert Messwert Grenzwert Messwert 3)
Kohlenmonoxid CO 150 12,8 4) 80 9,4
Stickstoffoxide als NO2 400 380 2)
200 198
Schwefeloxide als SO2 1.000 584 2)
- -
Staub 20 0,3 4)
- -
Rußzahl - - 1Darlegung der Voraussetzungen gemäß §40ff EEG 2012
Das Unternehmen hat den Nachweis erbracht, dass am Standort gemäß §41 Abs. 1 Nr. 2 i. V. m. Abs. 2 S. 3
EEG 2012 unter Bezugnahme auf das vom Bundesamt für Wirtschaft und Ausfuhrkontrolle herausgegebene
Untermerkblatt II A 1. „Darlegung der Voraussetzungen nach §41 Abs. 1 Nr. 2 i. V. m. Abs. 2 S. 3 Erneuerbare-
Energien-Gesetz für Unternehmen des produzierenden Gewerbes“, alle erhobenen Energiedaten fachkompe-
tent, nachvollziehbar und ordnungsgemäß erfasst und Einsparpotenziale nach ökologischen und wirtschaft-
lichen Kriterien bewertet wurden. Die erhobenen Energiedaten und Einsparpotenziale sowie deren Bewertung
wurden überprüft und dabei keine Abweichungen von den Anforderungen festgestellt. Die Energieverbrauch-
serfassung wird bei generellen technischen Änderungen angepasst und aktualisiert.
In der Energie-Einzelverbrauchserfassung hat es durch den Umbau der Kartonmaschine gravierende Ände-
rungen gegeben, die in einer dazu vorgesehenen Tabelle dargestellt werden. Diese Darstellung bietet wei-
tere Anhaltspunkte für Energieeinsparpotenziale. Da das Unternehmen ein Umweltmanagementsystem nach
EMAS eingerichtet hat und im EMAS-Register eingetragen ist sowie über eine aktuelle Registrierungsurkunde
verfügt, ist der Nachweis der Einhaltung der Vorausset-
zungen nach §41 Abs. 1 Nr. 2 i. V. m. Abs. 2 S. 3 er-
bracht. Das Energieeinsparprogramm war und ist fester
Bestandteil der Unternehmensziele und im integrierten
Managementprogramm ersichtlich. Auch für die CO2-
Emission im Bereich Kartonerzeugung definieren wir
einen eigenen Standard von 700 kg CO2/t Nettopro-
duktion. (Emission aus BKS- und Ölverbrennung zu-
züglich Elektroenergie-Fremdbezug) Darlegung der
Voraussetzungen gemäß §40ff EEG 2012 Teilansicht BKS-Heizhaus
Tabelle 11: CO2 -Emissionen in t/a
Energieträger Kartonerzeugung Energieträger Kartonverarbeitung
aus aus aus
aus Braun- aus Diesel- aus aus Diesel-
Elektro- aus kohlen- Heizöl kraft- Moto- Elektro- aus kraft-
Jahr energie Erdgas staub leicht stoff gas ∑ energie Erdgas stoff ∑
2006 9.841 9.719 29 34 50 19.673 803 338 34 1.175
2007 9.439 7.126 733 1 31 36 17.366 859 258 47 1.164
2008 6.934 17.449 732 34 30 25.179 567 212 51 830
2009 8.321 18.390 285 37 32 27.065 612 188 56 856
2010 6.965 17.650 494 39 32 25.180 571 261 59 891
2011 7.702 21.478 350 39 31 29.600 521 190 90 801
4) Lärm
Im Unternehmen werden regelmäßig Lärmmessungen zur Überprüfung der Einhaltung festgelegter Lärmex-
positionspegel durch unsere Sicherheitsfachkraft, die die Sachkunde für diese Lärmimmissionsmessungen
besitzt, durchgeführt. Auf dieser Grundlage werden die notwendigen Schutz- und Vorsorgemaßnahmen gep-
lant und umgesetzt. Hauptverursacher von Lärm sind die Produktionshaupt- und -nebenanlagen sowie die aus
dem anlagenbezogenen Fahrverkehr hervorgerufenen Geräusche. Bei Überschreitung des Lärmexpositions-
pegels wurden Maßnahmen zum Lärmschutz eingeleitet.
Die anlagenbezogenen Geräuschimmissionen in der Nachbarschaft wurden durch ein dafür zugelassenes
Ingenieur-Büro gemessen und im Rahmen der Anlagenerweiterung nochmals prognostiziert. Das Ergebnis
spiegelt den aktuellen Stand der Geräuschimmissionen an zwei verschiedenen Immissionsorten in der Nach-
barschaft wider und wird durch folgende Tabelle dargestellt. In den Spalten Beurteilungspegel (ermittelte Wer-
te) ist die Einhaltung der Immissionsrichtwerte (Vorgabewerte) zu erkennen.
Tabelle 12: Immissionsrichtwerte-Beurteilungspegel
Immisionsort Immissionsrichtwerte Beurteilungspegel
Tageszeit [dB(A)] Nachtzeit [dB(A)] Tageszeit [dB(A)] Nachtzeit [dB(A)]
Immisionsort 1 65 50 61 48
Immisionsort 2 60 45 47 45
Von Seiten der Landesdirektion Chemnitz sind keine Forderungen bezüglich des Schallimmissionsschutzes
offen. Beschwerden von Nachbarn liegen dazu ebenfalls nicht vor.
25KERNINDIKATOREN 2010/2011
Aus der vorstehenden Bewertung der Umweltaspekte (S.19) ergibt sich, dass wir zu allen in EMAS III genann-
ten Kernindikatoren Angaben zu liefern haben. Das erfolgt getrennt für die Kartonerzeugung und Kartonver-
arbeitung, da es völlig verschiedene Prozesse gibt. Auch sind einzelne Kernindikatoren für die Kartonverar-
beitung unbedeutend. Die Basis für die Kernindikatoren sind die auf den Seiten 20-25 dargestellten In- und
Outputs, mit denen wir die Entwicklung unserer Umweltleistung beschreiben.
Die mit Zahl A bezeichneten absoluten jährlichen Inputs/Auswirkungen (s.o.: Outputs) beziehen wir auf die
jährliche Gesamtausbringungsmenge (Zahl B). Daraus ergeben sich die spezifischen Werte je Tonne (Zahl R).
Die jährliche Gesamtausbringungsmenge ist für die Kartonerzeugung die Nettoproduktion und für die Karton-
verarbeitung die verkaufte Ware.
Zahl B: (Quelle: Diagramme 1 und 2)
Gesamtausbringungsmenge 2010 2011
Kartonerzeugung Nettoproduktion 31.650 t 42.132 t
Kartonverarbeitung Verkauf 24.280 t 25.048 t
2010 2011
Zahl A spezifische Werte Zahl A spezifische Werte
Energieeffizienz (Quelle: Tabellen 5 und 6) Zahl R (A/B) Zahl R (A/B)
Gesamtenergieverbrauch 66.464 MWh 79.487 MWh
Kartonerzeugung 63.938 MWh 2,020 MWh/t 77.186 MWh 1,832 MWh/t
Kartonverarbeitung 2.526 MWh 0,104 MWh/t 2.301 MWh 0,092 MWh/t
davon erneuerbare Energien 2.303 MWh 3.415 MWh
Kartonerzeugung 2.129 MWh 0,067 MWh/t 3.199 MWh 0,08 MWh/t
Kartonverarbeitung 174 MWh 0,007 MWh/t 216 MWh 0,009 MWh/t
Materialeffizienz (Quelle: Tabelle 3)
Kartonerzeugung
Altpapier 34.186 t 1,080 t/t 47.796 t 1,134 t/t
Verpackungsmaterial 446 t 0,014 t/t 479 t 0,011 t/t
Hilfs- und Betriebsstoffe 398 t 0,013 t/t 540 t 0,013 t/t
Kartonverarbeitung
Kartoneinsatz gesamt 24.638 t 1,015 t/t 25.869 t 1,033 t/t
Verpackungsmaterial 678 t 0,028 t/t 688 t 0,027 t/t
Hilfs- und Betriebsstoffe 85 t 0,004 t/t 93 t 0,004 t/t
Wasser (Quelle: Tabelle 4)
Kartonerzeugung
Produktionswasser 558.992 m³ 17,662 m³/t 453.063 m³ 10,753 m³/t
Kühlwasser 73.166 m³ 2,312 m³/t 107.184 m³ 2,544 m³/t
Trinkwasser 3.406 m³ 0,108 m³/t 3.387 m³ 0,080 m³/t
Kartonverarbeitung 1)
Trinkwasser 1.135 m³ 0,047 m³/t 943 m³ 0,038 m³/t
1)
Der Trinkwasserverbrauch in der Kartonverarbeitung entspricht im Vergleich zum Gesamtwasserverbrauch ca. 2 Promille und
wird daher als unbedeutend betrachtet, trotzdem zu Vergleichszwecken hier mit dargestellt.
262010 2011
Zahl A spezifische Werte Zahl A spezifische Werte
Zahl R (A/B) Zahl R (A/B)
Abfall (Quelle: Tabelle 9)
Kartonerzeugung gesamt 4.896 t 0,155 t/t 8.236 t 0,195 t/t
davon:
Grobrejekt 1.828 t 0,058 t/t 2.688 t 0,064 t/t
Feinrejekt 3.040 t 0,096 t/t 5.526 t 0,131 t/t
Abfälle aus Verpackung 4 t 0,000 t/t 4 t 0,000 t/t
Bau- und Abbruchabfälle 6 t 0,000 t/t 12 t 0,000 t/t
Altöl, Aufsaugmaterial 5 t 0,000 t/t 4 t 0,000 t/t
sonstige Abfälle 13 t 0,000 t/t 2 t 0,000 t/t
gefährliche Abfälle 10 t 0,000 t/t 4 t 0,000 t/t
Kartonverarbeitung gesamt 46 t 0,002 t/t 34 t 0,001 t/t
davon:
Abfälle aus Verpackung 23 t 0,001 t/t 17 t 0,001 t/t
Bau- und Abbruchabfälle 9 t 0,000 t/t 17 t 0,001 t/t
sonstige Abfälle 14 t 0,001 t/t 0 t 0,000 t/t
gefährliche Abfälle 0 t 0,000 t/t 0 t 0,000 t/t
Biologische Vielfalt (Quelle: Tabelle 2)
Gesamtfläche 61.940 m² 61.940 m²
davon versiegelt (Gebäude, Straßen, Plätze,Wege) 42.826 m² 42.826 m²
Emissionen (Quelle: Tabellen 10 und 11)
Kartonerzeugung
CO2 25.180 t 0,796 t /t 29.600 t 0,703 t/t
SO2 2)
NOx 2)
PM 2)
Kartonverarbeitung 1 ) (Quelle: Tabelle 11)
CO2 891 t 0,037 t/t 801 t 0,032 t/t
CO2-Emission ist unbedeutend (Grenzwerte aus 1. BImSchV werden eingehalten; Messung Bezirksschornsteinfegermeister).
1)
Seit November 2011 ist eine kumulierende Verbrennungsluftstrommessung installiert. Dadurch ist es erst für das Jahr 2012 möglich, die
2)
absoluten Emissionen für SO2, NOx und PM rechnerisch zu ermitteln.
27UMWELTCHRONIK/UMWELTLEISTUNG
Seit der Einführung eines Umweltmanagementsystems mit der Erstzertifizierung im Jahr 2001 wurden vielsei-
tige Ergebnisse zur Verbesserung und zum Schutz der Umwelt erreicht. Einige ausgewählte Ergebnisse und
Umweltleistungskennziffern werden hier dargestellt.
Die spezifischen Einsatzmengen von Hilfsstoffen mit hohem Gefährdungspotenzial sind gestiegen, da für die
Filzreinigung neue Waschmittel in der täglichen Anwendung eingesetzt werden. Für den ordnungsgemäßen
Betrieb der biologischen Kläranlage nach der Produktionssteigerung der Kartonmaschine war es vorüberge-
hend notwendig, den Einsatz von Hilfsstoffen mit erhöhtem Gefährdungspotential in der Kläranlage zu erhöhen.
Mit der Optimierung der Prozesse an der Kartonmaschine und der biologischen Kläranlage wird es möglich
sein, diese Einsatzmengen wieder zu reduzieren. Angaben dazu erfolgen in der nächsten Umwelterklärung.
Diagramm 10: spezifische Einsatzmengen von Hilfsstoffen mit hohem Gefährdungspotenzial in kg/t
Aus der Sicht der lebensmittelverpackenden Industrie gibt es immer wieder neue Anforderungen in Bezug auf
die physiologische Unbedenklichkeit des Verpackungsmaterials. Vom Verpackungsmaterial dürfen keine Stoffe
auf das Lebensmittel übergehen, die die Gesundheit des Verbrauchers gefährden könnten. Das bedeutet, dass
sowohl vom bei der Kartonerzeugung eingesetztem Material als auch vom in der Kartonverarbeitung verwen-
deten Material wie z.B. Klebstoff oder Druckfarbe kein gesundheitsgefährdender Einfluss auf das Lebensmittel
übergehen darf.
Eine aktuelle Forderung auf diesem Gebiet betrifft die Migration von Mineralölen aus den Druckfarben auf
das Lebensmittel. Hierzu hat das Bundesministerium für Ernährung, Landwirtschaft und Verbraucherschutz
(BMELV) den herstellenden Verbänden einen Entwurf zur Veränderung der Bedarfsgegenständeverordnung
vorgelegt. Dieser Entwurf wurde bereits mit den Herstellern diskutiert. Das Ergebnis dieser Abstimmung wird
die „Einundzwanzigste Verordnung zur Änderung der Bedarfsgegenständeverodnung - Druckfarbenverord-
nung“ sein. Eine zur Zeit noch unbestimmte Übergangsfrist bis zur Gültigkeit wird endgültige Klärung bringen.
Auch die Migration von Phthalaten, besonders Di-isobutylphthalat (DiBP), eingesetzt als Weichmacher in Kleb-
stoffen zum Verkleben von Schachteln oder in Druckfarben, ist von großer Bedeutung. Diesbezüglich haben
wir uns einer Selbstverpflichtung unseres Verbandes Vollpappe-Kartonagen e.V. (VVK) angeschlossen. Ziel-
stellung ist, die Migration von DiBP auf Lebensmittel so zu begrenzen, dass eine Konzentration von 0,3 mg/kg
nicht überschritten wird. Deshalb verwenden wir nur DiBP-freie Stoffe bei der Verarbeitung bzw. beim Bedru-
cken von Karton und Pappe. Das haben wir uns von den Herstellern der betreffenden Stoffe bestätigen lassen.
Auf Grund von Maßnahmen, die auf die Verbesserung der Umweltleistung abzielen sowie deren analytische
Auswertung ermöglichen, erklären wir für folgende umweltrelevante Parameter „Eigene Standards“:
Tabelle 13: Ausgewählte umweltrelevante Parameter - eigene Standards
1. spezifischer Produktionswasserverbrauch:
Jahr 2003 2004 2005 2006 2007 2008 2009 2010 2011 Eigener Standard
in m3/t 15,0 14,9 15,9 16,1 16,1 14,5 13,8 17,7 10,8ABRECHNUNG MANAGEMENTPROGRAMM
Folgende Ziele und Maßnahmen des Managementprogrammes 2011/2012 (Stand Nov. 2011) können abge-
rechnet werden:
1.1 Trotz deutlich gestiegener Kartonproduktion konnte die geplante Leistungssteigerung der Kartonma-
schine 2011 noch nicht erreicht werden. Und auch im Jahr 2012 zeichnet sich die Erreichung dieses
Zieles noch nicht ab. Auch qualitative Merkmale besonders für die Verarbeitung sind zu verbessern.
Deshalb wurde als neuer Termin für diese umfassenden Maßnahmen das III.Quartal 2013 festgelegt.
1.2 Die Automatisierung und Prozessoptimierung der Abstapelprozesse an der Klebemaschine DOMINO
wurde wegen Nichterreichung der Zielstellung in Bezug auf Laufleistung und Qualität noch nicht erfüllt.
Ein anderer erfahrener Hersteller wird konsultiert. Der neue Termin ist das II. Quartal 2013.
1.3 Die Klebemaschine DIANA 114 PRO befindet sich noch im Probebetrieb. Der Verschleiß einiger tech-
nischer Einrichtungen war bisher sehr hoch, so dass man mit dem gegenwärtigen Stand noch nicht zufrie-
den sein kann. Nachbesserungen seitens des Herstellers sind notwendig. Der neue Termin wird mit Ende
2012 festgelegt.
1.4 Das Auftragsvolumen zum Fräsen abgerundeter Ecken ist mit der herkömmlichen Verfahrensweise mit
dem Handfräser noch bewältigt worden. Aber auch im Hinblick auf eine Standortänderung ist ein neues
Konzept für diesen Produktionsprozess zu erarbeiten wie das im neuen Managementprogramm unter
Punkt 1.4 verankert ist.
1.5 Punkt 1): Durch den Einsatz des Diffusors an der Flotationsanlage konnte die Energie für die Druckerhö-
hungspumpe eingespart werden. Das machte im Jahr 2011 ca. 150.000 kWh aus.
Punkt 2): Scharfkantige Garnituren im Pulper verursachen ein Zerschlagen des Zopfes, was zu Störungen
im Auflöseprozess führt. Deshalb konnte diese Maßnahme nicht realisiert werden.
Punkt 3): Der Einsatz einer Steilkegelmühle bei weißgedeckter Produktion konnte 2011 optimiert werden.
Es wurden ca. 70.000 kWh eingespart.
Punkt 4): Um die Durchmischung in der Großraumbütte zu gewährleisten, wird versuchsweise eine Stoff-
pumpe zur Umwälzung installiert. Geprüft wird dabei die Möglichkeit der Energie-Einsparung. Diese
Maßnahme ist im Management-Programm unter Punkt 1.7.1 aufgenommen.
Punkt 5): Die Erhöhung der Sollwerttemperatur in Klimaanlagen hat eine Energieeinsparung in Höhe von
ca. 500 kWh gebracht.
Punkt 6): Eine technologische Anpassung der Klarwasserpumpe zur Querprofil-Korrektur war nicht mög-
lich, da die installierte Leistung ausgenutzt wurde.
Punkt 7): Bei der Vorbereitung der Maßnahme, den Motor für den Büttenumtrieb auszutauschen, wurde
festgestellt, dass der Aufwand im Verhältnis zum Nutzen zu groß ist. Diese Maßnahme wurde verworfen.
2.1 Der Termin für die Neugestaltung des Labors wurde auf Grund anderer vorrangiger Investitionen auf Ende
2013 verlegt.
2.2 Das neue Außenlager in Alberoda ist in Funktion. Damit in Verbindung steht auch die schrittweise Stillle-
gung anderer Außenlager bis Ende 2012 bzw. I. Quartal 2014.
3.1 Lärmpegelmessungen in den Bereichen Kartonerzeugung und Kartonverarbeitung wurden am
11.07.2012 durchgeführt. Dabei wurde ein neuer Lärmarbeitsplatz an einer Faltschachtelklebemaschine
festgestellt. Für das hier beschäftigte Personal besteht die Pflicht zum Tragen von Gehörschutz. Außer-
dem erfolgt die medizinische Überwachung durch eine spezielle Gehöruntersuchung.
3.2 Zielstellung ist per 31.08.2012 bereits erreicht, wurde aber auch in das neue Management-Programm
wieder aufgenommen.
3.3 Punkt 3.3 wurde mit verändertem Termin in das neue Management-Programm aufgenommen.
3.4 Die Rauchgasentschwefelungsanlage ist seit August 2011 in Betrieb. Die geforderten SO2- Werte können
gesichert eingehalten werden wie das aus Tabelle 10 ersichtlich ist.
4.1 Malermäßige Instandsetzungsarbeiten wurden weiter planmäßig durchgeführt. Weitere Arbeiten im Pro-
duktionsbereich der Kartonmaschine sind auch im neuen Programm wieder enthalten.
29MANAGEMENTPROGRAMM 2012/2013
Ziel Maßnahme Verantwortlich Termin
1. Senkung spezifischer 1.1 - Optimierung von Produktionsprozessen und Erreichung WL KE, III/2013
Energiebedarf auf der geplanten Leistung der Kartonmaschine – 46.000 t/a PL KE
1.800 kWh/t Netto - Erreichung aller geforderten Qualitätsparameter
(Bereich KE-
Energieeinspar- 1.2 Automatisierung und Prozessoptimierung der Abstapel- WL KV II/2013
programm), prozesse an der Klebemaschine DOMINO 110
Senkung spezifischer 1.3 Installation und Inbetriebnahme der Klebemaschine WL KV Ende 2012
Emissionen und DIANA 114 PRO zur Herstellung von Spezialverpa-
Erhöhung der ckungen für Amazon
Kapazität,
Verbesserung ver- 1.4 Erarbeitung eines Konzeptes mit Maßnahmen zur Opti- WL KE, IV/2012
schiedener Qualitäts- mierung der Prozesse beim Fräsen abgerundeter Ecken PL KE
merkmale des unter Beachtung eines günstigen Standortes
Produktes 1.5 Schließung der Wärmerückgewinnungshaube an der GF, WL KE Ende 2012
Kartonmaschine
1.6 Installation und Inbetriebnahme eines neuen Glättwerkes GF, WL KE Ende 2012
in der Kartonmaschine
1.7 Betrachtungen zum Energie-Einsparpotential, WL KE, TL Ende 2012
Ableitung von folgenden Maßnahmen zur Energieeinspa-
rung:
1. Ersatz des Rührwerkes in der GRB durch Umwälz-
pumpe
2. Einsatz eines neuen Verdichters in der Kläranlage mit
Nachweis der Energieeinsparung
3. Realisierung technischer Maßnahmen zur Begrenzung
von Leistungsspitzen
2. Erhöhung der 2.1 Neugestaltung des Labors GF, WL KE Ende 2013
Betriebssicherheit
2.2 Verbesserung der Logistik-und Lagerprozesse für den
Bereich der Kartonverarbeitung
2.2.1 Einrichtung eines neuen Außenlagers in Alberoda GF, WL KV II/2012
2.2.2 Einstellung des Lagerbetriebes im Außenlager Wildenau GF, WL KV Ende 2012
2.2.3 Einstellung des Lagerbetriebes im Außenlager Auer GF, WL KV I/2014
Straße
3. Einhaltung und 3.1 Fortführung Messprogramm des Lärmpegels in den UMB, Sifa 2012/
Verbesserung Produktionsbereichen und Prüfung von Lärmminde- 2013 (halb-
umweltrelevanter rungsmaßnahmen jährlich)
Kennzahlen
3.2 Stabilisierung der Effektivität der Wassernutzung bei der WL KE, IV/2013
Kartonproduktion mit dem Ziel einer Abwassereinleitung GSB
von 7,0 m³/t Bruttoproduktion/roh 1)
3.3 Erarbeitung eines Konzeptes zur Abwasserkühlung und WL KE, TL I/2013
Wärmerückgewinnung
3.4 Errichtung eines Pufferbeckens zur Egalisierung der WlL KE TL II/2013
einzuleitenden Abwassermengen
4. Verbesserung der 4.1 Malermäßige Instandsetzung weiterer Produktions- WL KE, HMB III/2013
hygienisch- bereiche in der Kartonerzeugung (Bereich Abstapelung,
ästhetischen Bereich Sieb- und Pressenpartie)
Bedingungen
Geplante Investitionsmittel Plan 2012: 1,80 Mio €
Plan 2013: 0,30 Mio €
Verantwortlich für die Bereitstellung der Investmittel ist die Geschäftsführung.
1)
Bruttoproduktion = Bruttoproduktion/roh - Randbeschnitt - Ausschleusung
30Sie können auch lesen