Application Guide for Hot Mounting Anwendungshilfen für das Warmeinbetten Guide d'application pour l'enrobage à chaud
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Application Guide for
Hot Mounting
Anwendungshilfen für
das Warmeinbetten
Guide d’application pour
l'enrobage à chaud
1 1
Samples mounted in
ClaroFast
Proben eingebettet in
ClaroFast
Echantillons enrobés
dans ClaroFast
2 2
Table of Contents Page English
Hot Mounting Materials 5
Mount Release Agent 5
Accessories 5
Optimizing the Process Time 6
Helpful Hints 7
Mounting Data 8
Trouble-Shooting 10
Inhaltsverzeichnis Seite Deutsch
Einbettmittel zum Warmeinbetten 13
Anti-Haftmittel 13
Zubehör 13
Die Prozesszeit optimieren 14
Nützliche Hinweise 15
Einbettdaten 16
Fehlersuche 18
Table des matières Page Français
Résines d'enrobage à chaud 21
Produit anti-adhérent 21
Accessoires 21
Optimiser le temps de processus 22
Conseils utiles 23
Données d'enrobage 24
Indication d'erreurs 26
3 34 4
Hot Mounting Materials
Product Application Specific property Material Contents Cat. no.
ClaroFast Glass clear mounts Transparent Acrylic 1 kg 40100055
Porous samples Medium shrinkage Thermoplastic 7.5 kg 40100054
Surface electrical 25 kg 40100053
insulator for ConduFast
ConduFast Electrolytic polishing Electrically conductive Acrylic resin with iron powder filler 1 kg 40100039
Very low shrinkage Thermoplastic, Grey
DuroFast Edge retention Very low shrinkage Epoxy with mineral and glass filler 1 kg 40100044
Planeness Good adhesion Thermosetting, Black 7.5 kg 40100045
Very low removal rate
IsoFast Edge retention Low shrinkage Diallylphtalate with glass fibre filler 1 kg 40100042
Planeness Low removal rate Thermosetting, Green 7.5 kg 40100043
LevoFast Edge-retention for Very low shrinkage Melamine with mineral and 1 kg 40100057
soft to medium High removal rate glass filler 7.5 kg 40100058
hard materials Thermosetting, light yellow
MultiFast Routine examination Medium shrinkage Phenolic resin with wood flour filler 2.5 kg 40100027
Backup resin Medium removal rate Thermosetting, Black 7.5 kg 40100028
25 kg 40100029
75 kg 40100063
MultiFast Routine examination Medium shrinkage Phenolic resin with wood flour filler 2.5 kg 40100030
Green Colour marking Medium removal rate Thermosetting, Green 7.5 kg 40100031
MultiFast Routine examination Medium shrinkage Phenolic resin with wood flour filler 2.5 kg 40100060
Red Colour marking Medium removal rate Thermosetting, Red 7.5 kg 40100061
25 kg 40100062
PolyFast Edge retention Very low shrinkage Phenolic resin with carbon filler 1 kg 40100036
Medium removal rate Thermosetting, Black 7.5 kg 40100037
Examination in Electrically conductive
scanning electron Low emission in the
microscope vacuum chamber
Pre-Mount Serial mounting of Easy to handle Phenolic resin with wood flour filler. 25 mm / 1" dia. 40101001
uncomplicated shapes Low shrinkage In tablet form approx. 1100 pcs.
Medium removal rate Thermosetting, Black 10 kg 40101003
30 mm / 1¼" dia.
approx. 760 pcs. 40101005
10 kg
40 mm / 1½" dia.
approx. 460 pcs.
10 kg
Mount Release Agent
Product Application Material Contents Cat. no.
AntiStick To prevent the mounts sticking to the rams Very fine stearate powder 8g 40300043
Accessories
Product Application Material Contents Cat. no.
Fixation Clips 9 mm Clip for holding small and thin Metal spring 100 pcs. 40300026
specimens when mounting
Fixation Clips 6 mm Metal spring 100 pcs. 40300025
EpoDye Fluorescent dye 20 g 40300002
5 5Optimizing the Process Time
When specimens are to be mounted in series it is recommended • The specimen has a large surface area:
to optimize the heating and cooling times.
One of the factors limiting both the heating and cooling times is
the relatively low heat conductivity of the resins. An efficient way
to reduce the process time is to minimize the distance the heat
needs to travel through the resin. When mounting metallic
pieces (with high heat conductivity), the heating and cooling
times may be reduced when: • Good thermal contact between metal and ram is ensured:
• The amount of resin is optimized:
When optimizing the time it should be reduced stepwise with
intermediate inspection of the mount. Insufficient heating and
• A relatively high instead of a low sample is mounted:
cooling times will result in artifacts (See: “Trouble Shooting”).
6 6Helpful Hints
ConduFast and ClaroFast For metal specimens, we recommend that pressure is applied
only for the last minute of the total heating time. If the total heat-
For electrolytical purposes, ClaroFast, although not electrically
ing time is 15 min, preheating should be set to 14 min and 0 bar,
conductive, can be used in conjunction with ConduFast. By
and heating to 1 min and 350 bar (ClaroFast).
adding a small amount of ClaroFast first, and then completing
the required amount with ConduFast, a mount with a conducting
For mounting of PCB, plastics and other poor conductors,
body and an insulating preparation surface is formed.
add 1 min to the preheating time (15 min, 0 bar).
IsoFast, PolyFast, DuroFast and Temperature Sensitive Specimens
LevoFast with MultiFast The temperature for the mounting process can be reduced to
When using the more expensive IsoFast, PolyFast, DuroFast and a minimum of 150°C for all resins. This is useful when dealing
LevoFast, a substantial cost saving can be made by adding only with temperature sensitive materials. If the temperature is re-
a small amount of the desired resin to form the preparation sur- duced, the recommended heating time should then be
face, then completing the required amount with the less expen- increased.
sive MultiFast. For very temperature sensitive specimens, hot compression
mounting should be avoided. Use Struers cold mounting
Pre-Mount resins instead.
Pre-Mounts are best suited for routine mounting of large
numbers of specimens. Porous Specimens
Thermoplastic resins, (ClaroFast), penetrate into porous speci-
Because of their compact form, Pre-Mounts exert a certain
mens. The best results are obtained by initially preheating the
pressure on the specimen from the start of the mounting
resin (see Preheating).
process, making them suitable for use only with pressure-
For very porous materials, hot compression mounting should
resistant specimens.
be avoided. Use of Struers epoxy cold mounting resins is
recommended.
Mount Release Agent
This is recommended to be applied to the mounting rams as a Pressure Sensitive Specimens
thin layer before the mounting process begins. This prevents the
Thermoplastic resins, (ClaroFast), should be used. The best
adhesive qualities of the resins from making it difficult to remove
results are obtained by initially preheating the resin (see Pre-
the mounts afterwards.
heating).
For very Pressure sensitive specimens, hot compression
Distance to Cylinder Wall mounting should be avoided. Use Struers cold mounting
The distance between the specimen and the cylinder wall must resins instead.
be a minimum of 3 mm (1/8"), to avoid cracks in the resin. This
is especially critical for specimens with sharp corners. Specimen Removal
It is crucial that the resin and parameters are correctly matched
Small Specimens to each individual specimen. Thermoplastic mounts can be
Small, thin specimens can be supported during the hot reprocessed.
mounting process by the use of Struers Fixation clips. Specimens mounted in thermosetting resins cannot be
Only metal clips should be used for hot mounting. reprocessed. They have to be re-mounted. Damage free removal
from the completed mount cannot be guaranteed.
Clean Specimens
To obtain the best results the specimens must be clean, dry and
free from grease. If necessary, clean with alcohol or another
suitable degreasing fluid.
Preheating
For porous and/or pressure sensitive specimens, such as
minerals, electronic parts etc., it is advantageous to soften the
resin by heating, before applying pressure. Preheating is also
useful when using thermoplastic resins, particularly ClaroFast.
On CitoPress-10/-20, preheating is available as an automatic
programme with the Sensitive option. In Sensitive mode, the to-
tal heating time is split into two, preheating and heating, where
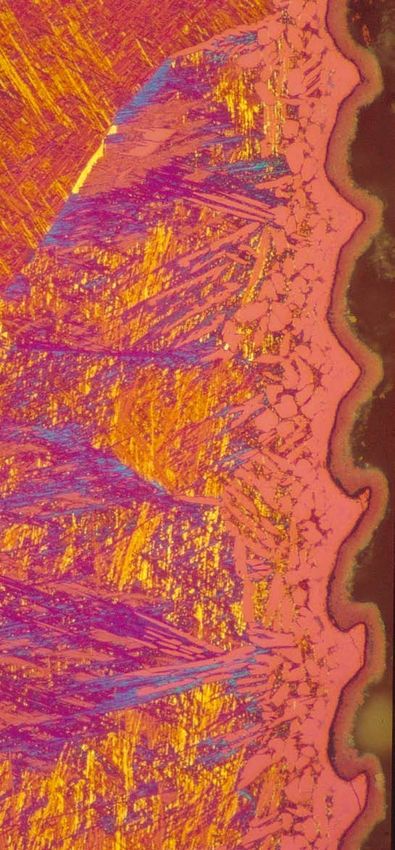
Polished zinc coating,
no force is applied during the preheat phase, only during the Mounted in PolyFast
heating phase. 1000 x
7 7Mounting Data
The recommended mounting parameters appear in the • The amount of resin in the tables has been adjusted to result
following pages. in a final height of the mounts of approx. 20 mm (0.8").
CitoPress-1/-10/-20 • If several resins are combined in one mount, use the process
The heating and cooling times in the tables refer to the parameters for the resin with the longest times.
following conditions:
On all CitoPress models, three preset cooling levels are
• The heating times in the tables refer to the full process time available: High, Medium and Low.
counted from the start of the process and not from when the
pre-set temperature is reached.
• The mounting parameters are based on specimens with a
volume approx. 20% of the total volume of the mount.
If larger specimens are mounted, less resin should be used.
• If smaller specimens or specimens with low heat conduc-
tivity are mounted, the heating and cooling times should be
increased. It might also be necessary to increase the pressure
to avoid pores in the cured mount.
• A higher pressure is recommended with ClaroFast to avoid
"cotton ball" effect.
Cylinder dia. Resin Heating Cooling Time
25 mm / 1" Type Quantity Time Temp. Pressure Time Rate Total time
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 15 3.5 180 350 6 Low 9.5
ConduFast 15 3 180 300 1 High 4
DuroFast 15 3 180 325 2 High 5
IsoFast 20 4 180 350 2 Medium 6
LevoFast 20 3 180 350 1 High 4
MultiFast 20 3 180 300 2 High 5
PolyFast 15 3.5 180 325 1.5 High 5
Pre-Mount 1 pc. 3 180 250 2 High 5
Cylinder dia. Resin Heating Cooling Time
30 mm Type Quantity Time Temp. Pressure Time Rate Total time
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 20 4 180 350 6.5 Low 10.5
ConduFast 20 3.5 180 250 1.5 High 5
DuroFast 20 3.5 180 325 2 High 5.5
IsoFast 25 4 180 350 2 Medium 6
LevoFast 25 3.5 180 250 2 High 5.5
MultiFast 25 3 180 250 2 High 5
PolyFast 20 3.5 180 250 1.5 High 5
Pre-Mount 1 pc. 3.5 180 250 2 High 5.5
8 8Cylinder dia. Resin Heating Cooling Time
1¼" Type Quantity Time Temp. Pressure Time Rate Total time
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 20 4 180 350 6.5 Low 10.5
ConduFast 20 3.5 180 250 1.5 High 5
DuroFast 20 4 180 325 2 High 6
IsoFast 25 4.5 180 350 2 Medium 6.5
LevoFast 25 3.5 180 250 2 High 5.5
MultiFast 25 3.5 180 250 2 High 5.5
PolyFast 20 3.5 180 250 1.5 High 5
Pre-Mount 1 pc. 3.5 180 250 2 High 5.5
Cylinder dia. Resin Heating Cooling Time
1½" Type Quantity Time Temp. Pressure Time Rate Total time
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 30 4 180 350 7 Low 11
ConduFast 35 3.5 180 250 2 High 5.5
DuroFast 35 4.5 180 350 2.5 High 7
IsoFast 35 5 180 325 2.5 Medium 7.5
LevoFast 40 4.5 180 250 2 High 6.5
MultiFast 40 4.5 180 250 2.5 High 7
PolyFast 30 4.5 180 250 2 High 6.5
Pre-Mount 1 pc. 4.5 180 250 3 High 7.5
Cylinder dia. Resin Heating Cooling Time
40 mm Type Quantity Time Temp. Pressure Time Rate Total time
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 35 4 180 350 6.5 Low 10.5
ConduFast 40 3.5 180 250 2 High 5.5
DuroFast 40 4.5 180 350 2.5 High 7
IsoFast 40 5 180 250 2.5 Medium 7.5
LevoFast 50 5 180 250 2 High 7
MultiFast 45 4 180 250 2.5 High 6.5
PolyFast 35 4 180 250 2 High 6
Pre-Mount 1 pc. 4.5 180 250 3 High 7.5
Cylinder dia. Resin Heating Cooling Time
50 mm / 2" Type Quantity Time Temp. Pressure Time Rate Total time
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 55 5 180 250 8.5 Low 13.5
ConduFast 65 4 180 250 2 High 6
DuroFast 70 5.5 180 250 3 High 8.5
IsoFast 75 5.5 180 250 3 Medium 8.5
LevoFast 75 6 180 250 3 High 9
MultiFast 70 6 180 250 4 High 10
PolyFast 55 5.5 180 250 2 High 7.5
9 9Trouble-Shooting
General Problems
Radial Cause: Insufficient Shrinkage Cause: Incorrect choice Blistering Cause: Insufficient
Cracking distance between spec- of resin. heating time.
imen edge/corner and Solution: Re-mount a Solution: Increase heat-
cylinder wall, or speci- new specimen using a ing time, or increase
men has sharp corners resin with a lower linear process temperature.
Solution: Increase cylin- shrinkage value. Cause: Overcured
der diameter or reduce surface.
specimen size. The Solution: Decrease
distance between the process temperature.
specimen and the cylin-
der wall must be a Cause: Entrapped gas
minimum of 3 mm to within mount.
avoid cracks in the Solution: Preheat resin.
resin. This is especial-
ly critical for specimens
with sharp corners.
Bulging Cause: Insufficient Porosity Cause: Excessive Voiding within Cause: Insufficient
cooling. temperature. large mounts heating time.
Solution: Increase Solution: Reduce Solution: Increase
cooling time. process temperature. heating time.
Cause: Excessive
temperature.
Solution: Reduce
process temperature.
Cause: Insufficient force/
pressure.
Increase mounting force/
pressure.
Dull Surface Cause: Insufficient Adhesion Cause: Insufficient appli- Individual Cause: Resin has cured
Finish heating time. between cation of mould release Grains Visible without force/pressure.
Solution: Increase mount and agent. on Mount* Solution: Increase force/
heating time. rams Solution: Apply mould pressure during heating
release agent. This must cycle.
always be applied to the Cause: Insufficient
mounting rams as a thin heating time.
layer before the mount- Solution: Increase the
ing process begins. This heating time and/or
prevents the resins from temperature.
sticking to the rams and
makes it easier to *Thermosetting
remove the mounts resins only
afterwards.
Cause: Insufficient
heating time.
Solution: Increase
heating time.
Cause: Excessive force/
pressure.
Solution: Decrease
mounting force/
pressure.
10 10Trouble-Shooting
ConduFast Problems
Lack of conductivity Cause: No contact with specimen due to Metallic particles in Cause: Insufficient amount of
use of an excessive amount of ClaroFast, resin removed during ClaroFast, (refer to Helpful Hints).
(refer to Helpful Hints). the electrolytic process Solution: Re-mount a new
Solution: Re-mount a new specimen specimen using a larger amount
using a smaller amount of ClaroFast of ClaroFast.
than before. Cause: Excessive grinding time.
σ=O
Cause: Insufficient heating time Solution: Re-mount with a new
Solution: Reinsert the mount in the press specimen.
and reprocess using an increased
heating time.
ClaroFast Problems
Internal Cause: Excessive cooling rate. “Cottonball” effect in Cause: Excessive cooling rate.
cracking Solution: Reduce the cooling rate centre of mount Solution: Reduce the cooling rate.
Cause: Insufficient heating time.
Solution: Reduce the physical
height of the mount, lower the
process temperature and increase
the heating time.
Cause: Moist resin.
Solution: Dry the resin by
exposing the open container to
30-70°C for 2 hours.
LevoFast Problems
The mounts turn dark Cause: Insufficient heating time
after preparation Solution: Increase heating time and/or temperature
PolyFast, MultiFast and Pre-Mounts Problems
Parts of mount become Cause: Insufficient heating time.
light or colourless on Solution: Increase heating time and/or temperature
contact with alcohol
11 1112 12
Einbettmittel zum Warmeinbetten
Produkt Anwendung Spezifische Material Inhalt Kat. Nr.
Eigenschaften
ClaroFast Glasklare Einbettungen Transparent Akryl 1 kg 40100055
Poröse Proben Mittlere Schrumpfung Thermoplastisch 7,5 kg 40100054
Isolieren der Oberfläche 25 kg 40100053
bei ConduFast
ConduFast Elektrolytisches Polieren Elektrisch leitend Akryl mit Eisenpulverfüllstoff, 1 kg 40100039
Sehr geringe Schrumpfung Thermoplastisch, Grau
DuroFast Randschärfe Geringe Schrumpfung Epoxid mit Mineral- und 1 kg 40100044
Planheit Gute Haftung Glassfaserfüllstoff 7,5 kg 40100045
Sehr niedrige Abtragsrate Warmaushärtend, Schwarz
IsoFast Randschärfe Geringe Schrumpfung Diallylphtalat mit Glasfaser- 1 kg 40100042
Planheit Niedrige Abtragsrate füllstoff, Warmaushärtend, 7,5 kg 40100043
Grün
LevoFast Randschärfe für weiche bis Sehr geringe Schrumpfung Melamin mit Mineral- und 1 kg 40100057
mittelharte Materialien Hohe Abtragsrate Glassfaserfüllstoff 7,5 kg 40100058
Warmaushärtend, Hellgelb
MultiFast Routineuntersuchungen Mittlere Schrumpfung Phenol mit Holzmehlfüllstoff, 2,5 kg 40100027
Auffüll-Einbettmittel Mittlere Abtragsrate Warmaushärtend, Schwarz 7,5 kg 40100028
25 kg 40100029
75 kg 40100063
MultiFast Routineuntersuchungen Mittlere Schrumpfung Phenol mit Holzmehlfüllstoff, 2,5 kg 40100030
Green Farbmarkierung Mittlere Abtragsrate Warmaushärtend, Grün 7,5 kg 40100031
MultiFast Routineuntersuchungen Mittlere Schrumpfung Phenol mit Holzmehlfüllstoff, 2,5 kg 40100060
Red Farbmarkierung Mittlere Abtragsrate Warmaushärtend, Rot 7,5 kg 40100061
25 kg 40100062
PolyFast Randschärfe Sehr geringe Schrumpfung Phenol mit Kohlefüllstoff, 1 kg 40100036
Mittlere Abtragsrate Warmaushärtend, Schwarz 7,5 kg 40100037
Untersuchung im Elektrisch leitend
Rasterelektronen- Niedrige Emission in der
mikroskop Vakuumkammer
Pre-Mount Serieneinbettung von un- Einfach zu handhaben Phenol mit Holzmehlfüllstoff, 25 mm / 1" Ø 40101001
komplizierten Formen Geringe Schrumpfung Warmaushärtend, Schwarz, in etwa 1100 Stk. 10 kg
Mittlere Abtragsrate Tablettenform 30 mm / 1 ¼" Ø etwa 40101003
760 Stk. 10 kg
40 mm / 1 ½" Ø etwa 40101005
460 Stk. 10 kg
Anti-Haftmittel
Produkt Anwendung Material Inhalt Kat. Nr.
AntiStick Um Haftung der Einbettung an den Stempeln zu Sehr feines Stearatpulver 8g 40300043
vermeiden
Zubehör
Produkt Anwendung Material Inhalt Kat. Nr.
Einbettfedern 9 mm Feder zum Halten von kleinen und dünnen Metallfeder 100 Stk. 40300026
Proben beim Einbetten
Einbettfedern 6 mm Metallfeder 100 Stk. 40300025
EpoDye Fluoreszierender Farbstoff 20 g 40300002
13 13Die Prozesszeit optimieren
Beim Einbetten von ganzen Probenserien ist es naheliegend, • Die Probe besitzt eine große Oberfläche:
die Heiz- bzw. Kühlzeiten zu optimieren.
Die relativ geringe Wärmeleitfähigkeit des Einbettmittels ist ein-
er der Gründe, die für die Begrenzung der Heiz/Kühlzeit ver-
antwortlich sind. Die Bearbeitungszeit läßt sich deshalb deut-
lich reduzieren, wenn die Distanz die die Wärme im Einbettmittel
zurücklegen muß minimiert wird. Beim Einbetten metallischer
Proben (mit hoher Wärmeleitfähigkeit) kann die Heiz/Kühlzeit • Der thermische Kontakt zwischen Metall und Stempel ist
unter folgenden Voraussetzungen reduziert werden: ausreichend gut:
• Die Menge des Einbettmittels ist optimiert:
Die Zeitoptimierung von der längsten zur kürzesten Zeit sollte
stufenweise vorgenommen werden, wobei die Auswirkung auf
• Die Probe ist hoch an Stelle von niedrig: die Einbettung zwischendurch zu kontrollieren ist. Unzureichen-
de Heiz/Kühlzeiten erzeugen Störeffekte (Siehe „Fehlersuche“).
14 14Nützliche Hinweise
ConduFast und ClaroFast zess in die Stufen Vorheizen und Heizen gegliedert. Druck wird
nur in der Heizphase aufgebracht.
Obwohl ClaroFast nicht elektrisch leitfähig ist, wird es zusammen
Bei metallischen Proben wird Druck nur für die letzte Heizminute
mit ConduFast bei elektrolytischen Anwendungen eingesetzt. Die
empfohlen. Bei einer Heizzeit von 15 Minuten entspricht dies
Anwendung erfolgt in der Weise, daß zuerst eine kleine Menge
einer Vorheizzeit von 14 Minuten bei 0 bar und einer Heizzeit von
ClaroFast eingefüllt und dann mit ConduFast die fehlende Menge
1 Minute bei 350 bar (ClaroFast).
der Einbettung aufgefüllt wird, wodurch ein elektrisch leitender
Körper mit nichtleitender Präparationsoberfläche
Beim Einbetten von Leiterplatten, Kunststoff oder anderen emp-
entsteht.
findlichen Werkstoffen sollte die Vorheizzeit um 1 Minute auf 15
Minuten bei 0 bar erhöht werden.
IsoFast, PolyFast, DuroFast und
LevoFast mit MultiFast Temperaturempfindliche Proben
IsoFast, PolyFast, DuroFast und LevoFast sind verhältnismäßig Bei allen Einbettmitteln kann die Temperatur der Einbettung auf
teure Produkte, doch lassen sich die entstehenden Kosten erheb- ein Minimum von 150°C verringert werden. Diese Möglichkeit
lich reduzieren: Zuerst wird die Präparationsoberfläche mit einer ist besonders bei temperaturempfindlichen Materialien vorteil-
kleinen Menge des gewünschten Einbettmittels hergestellt und haft. Bei reduzierter Temperatur muß die empfohlene Heizzeit
dann füllen Sie einfach mit dem preisgünstigeren MultiFast auf. verlängert werden.
Sehr temperaturempfindliche Proben sollten möglichst nicht
Pre-Mount unter Druck warmeingebettet werden. Die Verwendung von
Es ist von Vorteil, Routineeinbettung großer Probenzahlen mit Struers Kalteinbettmitteln sind in solchen Fällen angebracht.
Pre-Mount vorzunehmen.
Die Pre-Mounts üben mit ihrer kompakten Form bereits vom Poröse Proben
Beginn der Einbettung an einen gewissen Druck auf die Probe Thermoplastische Einbettmittel (ClaroFast), dringen in poröse
aus. Deshalb sollten sie nur bei Proben verwendet werden, die Materialien sehr gut ein. Die besten Ergebnisse erzielen Sie
druckunempfindlich sind. durch anfängliches Vorwärmen des Einbettmittels (siehe Vor-
wärmen).
Anti-Haftmittel Sehr poröse Materialien sollten nicht unter Druck warmein-
Das Anti-Haftmittel muß vor Beginn des Einbettvorgangs in gebettet werden. Die Verwendung von Struers Epoxydharzen
dünner Schicht auf die Einbettstempel aufgetragen werden. wird stattdessen empfohlen.
Abstand zur Zylinderwand Druckempfindliche Proben
Damit Risse im Einbettmittel vermieden werden, muß der Ab- Verwenden Sie ein thermoplastisches Einbettmittel (ClaroFast).
stand der Probe von der Zylinderwand mindestens 3 mm betra- Die besten Ergebnisse erzielen Sie durch anfängliches Vorwär-
gen. Dies ist besonders bei Proben mit scharfen Ecken und Kan- men des Einbettmittels (siehe Vorwärmen).
ten zu beachten. Sehr druckempfindliche Proben sollten möglichst nicht unter
Druck warmeingebettet werden. Die Verwendung von Struers
Kalteinbettmitteln ist in solchen Fällen angebracht.
Kleine Proben
Beim Warmeinbetten lassen sich kleine, dünne Proben mit den
Struers Einbettfedern festhalten. Diese sind in Kunststoff oder Entfernen der Probe aus der Einbettung
Metall lieferbar. Es ist äußerst wichtig, Einbettmittel und Parameter den beson-
deren Gegebenheiten der Probe anzupassen. Thermoplastische
Saubere Proben Einbettmittel können wiederholt eingebettet werden.
Warmaushärtende Einbettmittel können nicht wiederholt einge-
Die besten Ergebnisse werden nur mit sauberen, trockenen und
bettet werden um Fehler zu beseitigen. Eine völlige Entfernung
fett-freien Proben erzielt. Gegebenenfalls reinigen Sie die Proben
der Probe aus dem Einbettmittel, ohne sie zu zerstören, kann
mit Alkohol oder einer anderen fettlösenden Flüssigkeit.
nicht garantiert werden.
Vorheizen
Für poröse und/ oder temperaturempfindliche Proben, wie Min-
eralien, elektronische Komponenten etc. ist es oft vorteilhaft das
Einbettmittel vorzuheizen, bevor Druck aufgebracht wird. Auch
bei thermoplastischen Einbettmitteln, wie ClaroFast empfiehlt
sich das Vorheizen.
Bei CitoPress-10/ -20 kann automatisches Vorheizen über die
Sensitiv-Option angewählt werden. Dabei wird der Aufheizpro- Polierte Zinkschicht
Eingebettet in PolyFast
1000 x
15 15Einbettdaten
Auf den folgenden Seiten finden Sie empfohlene • Bei ClaroFast wird ein höherer Druck empfohlen um "Watte-
Einbettdaten. bäusche" zu vermeiden.
CitoPress-1/-10/-20 • Die in den Tabellen angegebenen Mengen Einbettmittel
Die Heiz/Kühlzeiten in den Tabellen beziehen sich auf folgende ergeben Einbettungen mit einer Endhöhe von etwa 20 mm.
Bedingungen:
• Wenn mehrere Einbettmittel in einer Einbettung kombiniert
• Die in den Tabellen angegebenen Verfahrenszeiten sind vom werden, verwenden Sie die Einstellwerte für das Einbettmittel
Beginn des Einbettverfahrens an gerechnet und nicht vom mit den längsten Zeiten.
Erreichen der voreingestellten Temperatur an.
Auf allen CitoPress Modellen stehen drei verschiedene Kühlraten
• Die Einbettparameter beziehen sich auf ein Probenvolumen zur Verfügung: Hoch, Mittel, Niedrig.
von ungefähr 20% des Gesamtvolumens der Einbettung.
Für das Einbetten größerer Proben sollte weniger Einbett-
mittel benutzt werden.
• Wenn kleinere Proben oder Proben mit geringer Wärmeleit-
fähigkeit eingebettet werden sollten die Heiz- und Kühlzeiten
verlängert werden. Es kann auch notwendig sein den Druck zu
erhöhen um Poren in der ausgehärteten Einbettung zu vermei-
den.
Zylinder- Einbettmittel Heizen Kühlen Zeit
durchmesser
25 mm / 1" Typ Menge Zeit Temp. Druck Zeit Rate Totalzeit
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 15 3,5 180 350 6 Niedrig 9,5
ConduFast 15 3 180 300 1 Hoch 4
DuroFast 15 3 180 325 2 Hoch 5
IsoFast 20 4 180 350 2 Medium 6
LevoFast 20 3 180 350 1 Hoch 4
MultiFast 20 3 180 300 2 Hoch 5
PolyFast 15 3,5 180 325 1,5 Hoch 5
Pre-Mount 1 Stk. 3 180 250 2 Hoch 5
Zylinder- Einbettmittel Heizen Kühlen Zeit
durchmesser
30 mm Typ Menge Zeit Temp. Druck Zeit Rate Totalzeit
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 20 4 180 350 6,5 Niedrig 10,5
ConduFast 20 3,5 180 250 1,5 Hoch 5
DuroFast 20 3,5 180 325 2 Hoch 5,5
IsoFast 25 4 180 350 2 Medium 6
LevoFast 25 3,5 180 250 2 Hoch 5,5
MultiFast 25 3 180 250 2 Hoch 5
PolyFast 20 3,5 180 250 1,5 Hoch 5
Pre-Mount 1 Stk. 3,5 180 250 2 Hoch 5,5
16 16Zylinder- Einbettmittel Heizen Kühlen Zeit
durchmesser
1¼" Typ Menge Zeit Temp. Druck Zeit Rate Totalzeit
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 20 4 180 350 6,5 Niedrig 10,5
ConduFast 20 3,5 180 250 1,5 Hoch 5
DuroFast 20 4 180 325 2 Hoch 6
IsoFast 25 4,5 180 350 2 Medium 6,5
LevoFast 25 3,5 180 250 2 Hoch 5,5
MultiFast 25 3,5 180 250 2 Hoch 5,5
PolyFast 20 3,5 180 250 1,5 Hoch 5
Pre-Mount 1 Stk. 3,5 180 250 2 Hoch 5,5
Zylinder- Einbettmittel Heizen Kühlen Zeit
durchmesser
1½" Typ Menge Zeit Temp. Druck Zeit Rate Totalzeit
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 30 4 180 350 7 Niedrig 11
ConduFast 35 3,5 180 250 2 Hoch 5,5
DuroFast 35 4,5 180 350 2,5 Hoch 7
IsoFast 35 5 180 325 2,5 Medium 7,5
LevoFast 40 4,5 180 250 2 Hoch 6,5
MultiFast 40 4,5 180 250 2,5 Hoch 7
PolyFast 30 4,5 180 250 2 Hoch 6,5
Pre-Mount 1 Stk. 4,5 180 250 3 Hoch 7,5
Zylinder- Einbettmittel Heizen Kühlen Zeit
durchmesser
40 mm Typ Menge Zeit Temp. Druck Zeit Rate Totalzeit
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 35 4 180 350 6,5 Niedrig 10,5
ConduFast 40 3,5 180 250 2 Hoch 5,5
DuroFast 40 4,5 180 350 2,5 Hoch 7
IsoFast 40 5 180 250 2,5 Medium 7,5
LevoFast 50 5 180 250 2 Hoch 7
MultiFast 45 4 180 250 2,5 Hoch 6,5
PolyFast 35 4 180 250 2 Hoch 6
Pre-Mount 1 Stk. 4,5 180 250 3 Hoch 7,5
Zylinder- Einbettmittel Heizen Kühlen Zeit
durchmesser
50 mm / 2" Typ Menge Zeit Temp. Druck Zeit Rate Totalzeit
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 55 5 180 250 8,5 Niedrig 13,5
ConduFast 65 4 180 250 2 Hoch 6
DuroFast 70 5,5 180 250 3 Hoch 8,5
IsoFast 75 5,5 180 250 3 Medium 8,5
LevoFast 75 6 180 250 3 Hoch 9
MultiFast 70 6 180 250 4 Hoch 10
PolyFast 55 5,5 180 250 2 Hoch 7,5
17 17Fehlersuche
Allgemeine Schwierigkeiten
Radiale Problem: Abstand Schrumpfen Problem: Falsches Blasenbildung Problem: Aushärtezeit
Risse zwischen Rand/Ecke der Einbettmittel zu kurz.
Probe und Zylinderwand Lösung: Einbetten einer Lösung: Aushärtezeit
nicht ausreichend, oder neuen Probe in ein verlängern oder Verfah-
scharfkantige Probe Einbettmittel mit gerin- renstemperatur erhöhen.
(siehe Nützliche gerer linearer Schrump- Problem: Oberfläche zu
Hinweise) fung. stark ausgehärtet.
Lösung: Größeren Lösung: Verfahrenstem-
Zylinderdurchm. oder peratur herabsetzen.
kleinere Probe ver-
wenden. Der Abstand Problem: Gasein-
zwischen Probe und Zy- schlüsse in der
linderwand muß min- Einbettung.
destens 3 mm betragen Lösung: Einbettmittel
Dies gibt besonders bei vorwärmen.
scharfkantigen Proben.
Beulen Problem: Kühlung nicht Porosität Problem: Temperatur Hohlräume Problem: Aushärtezeit
ausreichend. zu hoch. bei großen zu kurz.
Lösung: Kühlzeit Lösung: Verfahrens- Proben Lösung: Aushärtezeit
verlängern temperatur erniedrigen verlängern.
Problem: Temperatur zu
hoch.
Lösung: Verfahrens-
temperatur erniedrigen.
Problem: Druck nicht
genügend.
Lösung: Einbettdruck
erhöhen.
Stumpfe Problem: Aushärtezeit Einbettung Problem: Auftrag des Einzelne Problem: Einbettmit-
Oberfläche zu kurz. klebt an den Anti-Haftmittels reicht Körner in der tel hat ohne Kraft/Druck
Lösung: Aushärtezeit Stempeln nicht Einbettung ausgehärtet.
verlängern. Lösung: Das Anti-Haft- sichtbar* Lösung: Kraft/Druck des
mittel muß vor Beginn Heizzyklus erhöhen.
des Einbettvorgangs in
dünner Schicht auf die *Nur bei warmaushär-
Einbettstempel auf- tenden Einbettmitteln
getragen werden.
Problem: Heizzeit zu
gering.
Lösung: Heizzeit ver-
längern.
Problem: Zu hoher
Druck.
Lösung: Einbettdruck
herabsetzen.
18 18Fehlersuche
Schwierigkeiten mit ConduFast
Leitfähigkeit zu Problem: Zu viel ClaroFast verhindert Metalleinlagerung im Problem: Menge des ClaroFast zu
gering Kontakt zur Probe (siehe Nützliche Einbettmittel elektro- gering, (siehe Nützliche Hinweise).
Hinweise). lytisch aufgelöst Lösung: Neue Probe mit mehr
Lösung: Einbettung mit weniger ClaroFast einbetten
ClaroFast wiederholen. Problem: Schleifzeit zu lang.
Problem: Aushärtezeit zu kurz. Lösung: Neue Probe einbetten
σ=O
Lösung: Einbettung nochmals in Presse
einsetzen und mit längerer Heizzeit
erneut behandeln.
Schwierigkeiten mit ClaroFast
Innere Problem: Kühlgeschwindigkeit zu hoch. ”Wattebausch” Problem: Kühlgeschwindigkeit
Risse Lösung: Kühlgeschwindigkeit verringern. Effekt in der Mitte der zu hoch
Einbettung Lösung: Kühlgeschwindigkeit
verringern.
Problem: Aushärtzeit zu kurz.
Lösung: Gesamthöhe der Einbet-
tung verringern, Einbetttemperatur
herabsetzen und Heizzeit
verlängern.
Problem: Einbettmittel feucht.
Lösung: Trocknen Sie das Einbett-
mittel bei geöffnetem Behälter 2
Stunden lang bei 30°- 70°C.
LevoFast Probleme
Die Einbettung verfärbt Problem: Aushärtezeit zu kurz
sich nach der Präpara- Lösung: Aushärtezeit verlängern oder Verfahrenstemperatur erhöhen
tion dunkel
Schwierigkeiten mit PolyFast, MultiFast und Pre-Mount
Teile der Einbettung Problem: Aushärtezeit zu kurz.
verlieren ihre Farbe Solution: Einbettzeit oder-temperatur erhöhen
oder werden weiss bei
Kontakt mit Alkohol
19 1920 20
Résines d'enrobage à chaud
Produit Application Propriété spécifique Matériau Contenu No. de cat.
ClaroFast Enrobages transparents Transparente Acrylique 1 kg 40100055
Echantillons poreux Retrait moyen Thermoplastique 7,5 kg 40100054
Surface isolante d'électricité 25 kg 40100053
pour ConduFast
ConduFast Polissage électrolytique Conductrice d'électricité Résine acrylique avec 1 kg 40100039
Retrait très faible charge de poudre de fer
Thermoplastique, Grise
DuroFast Netteté des bords Retrait très faible Epoxy avec charge 1 kg 40100044
Planéité Bonne adhésion minérale et de verre 7,5 kg 40100045
Taux d'enlèvement de Thermodurcissable, Noire
matière très faible
IsoFast Netteté des bords Retrait faible Diallylphtalate avec charge 1 kg 40100042
Planéité Taux d'enlèvement de de fibres de verre 7,5 kg 40100043
matière faible Thermodurcissable, Verte
LevoFast Netteté des bords pour Retrait très faible Mélamine avec charge de 1 kg 40100057
les matériaux tendres à moy- Taux d’enlèvement élevé verre et minérale 7,5 kg 40100058
ennement durs Thermodurcissable, jaune clair
MultiFast Examen de routine, Retrait moyen Résine phénolique avec 2,5 kg 40100027
Résine de remplissage Taux d'enlèvement de charge de pâte de bois 7,5 kg 40100028
matière moyen Thermodurcissable, Noire 25 kg 40100029
75 kg 40100063
MultiFast Examen de routine Retrait moyen Résine phénolique avec 2,5 kg 40100030
Green Marquage en couleur Taux d'enlèvement de charge de pâte de bois 7,5 kg 40100031
matière moyen Thermodurcissable, Verte
MultiFast Examen de routine Retrait moyen Résine phénolique avec 2,5 kg 40100060
Red Marquage en couleur Taux d'enlèvement de charge de pâte de bois 7,5 kg 40100061
matière moyen Thermodurcissable, Rouge 25 kg 40100062
PolyFast Netteté des bords Retrait très faible Résine phénolique avec 1 kg 40100036
Taux d'enlèvement de charge de carbone 7,5 kg 40100037
matière moyen Thermodurcissable, Noire
Examen au microscope Conductrice d'électricité
électronique à balayage Faible émission dans le
compartiment à vide
Pre-Mount Enrobage en série des Facile à manipuler Résine phénolique avec 25 mm / 1" dia. env. 40101001
échantillons de forme Retrait faible charge de pâte de bois 1100 unités 10 kg
non-compliquée Taux d'enlèvement de Sous forme de comprimés 30 mm / 1¼" dia. env. 40101003
matière moyen Thermodurcissable, Noire 760 unités 10 kg
40 mm / 1½" dia. env. 40101005
460 unités 10 kg
Produit anti-adhérent
Produit Application Matériau Contenu No. de cat.
AntiStick Pour prévenir l'adhésion des enrobages aux pistons Poudre de stéarate très fine 8g 40300043
Accessoires
Produit Application Matériau Contenu No. de cat.
Clips de fixation 9 mm Clip pour tenir les échantillons petits et minc- Ressort métallique 100 clips 40300026
es pendant l’enrobage
Clips de fixation 6 mm Ressort métallique 100 clips 40300025
EpoDye Teinture fluorescente 20 g 40300002
21 21Optimiser le temps de processus
Pour enrober les échantillons en série, il est recommandé • L'échantillon possède une surface large:
d'optimiser les temps de chauffage et de refroidissement.
L'un des facteurs limitant les temps de chauffage et de refroidis-
sement est la conductivité thermique relativement faible des ré-
sines. Une manière efficace de réduire le temps de processus
est de minimiser la distance nécessaire à la chaleur pour traver-
ser la résine. Lors de l'enrobage de pièces métalliques (avec une
conductivité thermique élevée), les temps de chauffage et de re- • Il y a un bon contact thermique entre le métal et le piston:
froidissement pourront être réduits quand:
• La quantité de résine est optimisée:
Lors de l'optimisation du temps, celui-ci devrait être réduit par
étape tout en procédant à des examens intermédiaires de l'enro-
bage. Des temps de chauffage et de refroidissement insuffisants
• Un échantillon relativement haut est enrobé au lieu d'un produiront des défauts (voir: “Indications d'erreurs”).
échantillon bas:
22 22Conseils utiles
ConduFast et ClaroFast Sensitive, le temps de chauffage total est divisé en deux,
préchauffage et chauffage, où aucune force n’est appliquée pen-
A des fins électrolytiques, ClaroFast, bien qu'elle ne soit pas con-
dant la phase de préchauffage, seulement pendant la phase de
ductrice d'électricité, peut être utilisée avec ConduFast. Tout
chauffage.
d'abord en ajoutant une petite quantité de ClaroFast, puis en
complétant la quantité requise avec ConduFast, un enrobage Pour les échantillons de métal, nous recommandons de n’appli-
avec un corps conducteur et une surface de préparation isolan- quer la pression qu’à la dernière minute du temps de chauffage
te est formé. total. Si le temps de chauffage total est de 15 mn, le préchauf-
fage devra être réglé à 14 mn et 0 bar, et le chauffage à 1 mn et
IsoFast, PolyFast, DuroFast et 350 bars (ClaroFast).
LevoFast avec MultiFast Pour l’enrobage des PCB, du plastique et autres matériaux peu
Lors de l'utilisation des résines plus coûteuses IsoFast, PolyFast, conducteurs, ajouter 1 mn au temps de préchauffage (15 mn,
DuroFast et LevoFast, une économie non négligeable peut être 0 bar).
réalisée en utilisant seulement une petite quantité de la résine dé-
sirée pour former la surface de préparation, et en remplissant le Echantillons sensibles à la température
reste de l'enrobage avec MultiFast qui est meilleur marché.
La température pour le processus d'enrobage peut être rédui-
te à un minimum de 150°C pour toutes les résines. Ceci est uti-
Pre-Mount le pour les matériaux sensibles à la température. Si la tempéra-
Pre-Mount est idéal pour l'enrobage de routine des échantillons ture est réduite, le temps de chauffage recommandé devra alors
nombreux. être augmenté.
Pour les échantillons très sensibles à la température, il fau-
Grâce à leur forme compacte, les comprimés Pre-Mounts exer- dra éviter l'enrobage à chaud. A la place, utiliser les résines
cent une certaine pression sur l'échantillon dès le début du pro- d'enrobage à froid de Struers.
cessus d'enrobage, ce qui fait qu'ils ne peuvent être utilisés
qu'avec les échantillons résistants à la pression.
Echantillons poreux
Produit anti-adhérent Les résines thermoplastiques, (ClaroFast), pénètrent bien dans
les échantillons poreux. Les meilleurs résultats sont obtenus par
Il est recommandé de l'appliquer en couche fine sur les pistons un préchauffage préalable de la résine (voir Préchauffage).
d'enrobage avant le début du processus d'enrobage. Il empêche- Pour les matériaux très poreux, il faudra éviter l'enrobage à
ra les résines d'adhérer, ce qui rendrait difficile le retrait des en- chaud. Nous recommandons l'utilisation de la résine Epoxy
robages après le processus. pour l'enrobage à froid de Struers.
Distance à la paroi du cylindre Echantillons sensibles à la pression
La distance entre l'échantillon et la paroi du cylindre doit être Les résines thermoplastiques, (ClaroFast), doivent être utilisées.
d'un minimum de 3 mm, pour éviter la formation de fissu- Les meilleurs résultats sont obtenus par un préchauffage préala-
res dans la résine. Ceci est particulièrement important pour les ble de la résine (voir Préchauffage).
échantillons dont les coins sont aigus. Pour les échantillons très sensibles à la pression, il fau-
dra éviter l'enrobage à chaud. A la place, utiliser les résines
Petits échantillons d'enrobage à froid de Struers.
Les petits échantillons minces peuvent être maintenus lors du
processus d'enrobage à chaud à l'aide des clips de fixation de Retrait de l'échantillon
Struers. Seuls les clips métalliques devront être utilisés pour Il est essentiel que la résine et les paramètres soient parfaite-
l'enrobage à chaud. ment adaptés à chaque échantillon individuel. Les enrobages
thermoplastiques peuvent être répétés.
Nettoyage des échantillons L’enrobage des échantillons enrobés dans des résines thermo-
Pour obtenir les meilleurs résultats, les échantillons doivent être durcissables ne peut pas être répété. Ceux-ci devront donc être
propres, secs et dégraissés. Si nécessaire, les nettoyer à l'alcool enrobés de nouveau. Un retrait sans endommagement de la
ou autre produit de dégraissage. pièce enrobée n'est pas garanti.
Préchauffage
Pour les échantillons poreux et/ou sensibles à la pression, tels
que les minéraux, les composants électroniques etc., il est
préférable de ramollir la résine par chauffage avant d’appliquer
la pression. Le préchauffage est aussi recommandé pour les
résines thermoplastiques, particulièrement ClaroFast.
Revêtement de zinc
poli, enrobé dans
Sur CitoPress-10/-20, le préchauffage est disponible comme PolyFast
programme automatique avec l’option Sensitive. Dans le mode 1000x
23 23Données d'enrobage
Les paramètres d'enrobage recommandés apparaissent • Une pression plus élevée est recommandée avec ClaroFast
aux pages suivantes. pour éviter l'effet "boule d'ouate".
CitoPress-1/-10/-20 • La quantité de résine dans les tableaux a été ajustée pour
Les temps de chauffage et de refroidissement dans les tableaux obtenir une hauteur finale des enrobages d'environ 20 mm.
font référence aux conditions suivantes:
• Si plusieurs résines sont combinées en un seul enrobage,
• Les temps de chauffage des tableaux réfèrent au temps de utiliser les paramètres de processus pour la résine avec les
processus dans son entier, à compter du début du processus temps les plus longs.
et non à partir du moment où la température pré-programmée
est atteinte. Sur tous les modèles CitoPress, trois niveaux de refroidissement
prédéfinis sont disponibles: Elevé, Moyen, Faible.
• Les paramètres d'enrobage sont basés sur des échantillons
d'un volume d'environ 20% du volume total de l'enrobage.
Pour enrober des échantillons plus grands, moins de résine
devra être utilisée.
• Si des échantillons plus petits, ou des échantillons avec une
conductibilité thermique basse, sont enrobés, les temps de
chauffage et de refroidissement devront être augmentés.
Il peut s'avérer nécessaire d'augmenter la pression pour éviter
les pores dans l'enrobage durci.
Diam. cylindre Résine Chauffage Refroidissement Temps
25 mm / 1" Type Quantité Temps Temp. Pression Temps Taux Temps
total
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 15 3,5 180 350 6 Faible 9,5
ConduFast 15 3 180 300 1 Elevé 4
DuroFast 15 3 180 325 2 Elevé 5
IsoFast 20 4 180 350 2 Moyen 6
LevoFast 20 3 180 350 1 Elevé 4
MultiFast 20 3 180 300 2 Elevé 5
PolyFast 15 3,5 180 325 1,5 Elevé 5
Pre-Mount 1 unité 3 180 250 2 Elevé 5
Diam. cylindre Résine Chauffage Refroidissement Temps
30 mm Type Quantité Temps Temp. Pression Temps Taux Temps
total
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 20 4 180 350 6,5 Faible 10,5
ConduFast 20 3,5 180 250 1,5 Elevé 5
DuroFast 20 3,5 180 325 2 Elevé 5,5
IsoFast 25 4 180 350 2 Moyen 6
LevoFast 25 3,5 180 250 2 Elevé 5,5
MultiFast 25 3 180 250 2 Elevé 5
PolyFast 20 3,5 180 250 1,5 Elevé 5
Pre-Mount 1 unité 3,5 180 250 2 Elevé 5,5
24 24Diam. cylindre Résine Chauffage Refroidissement Temps
1¼" Type Quantité Temps Temp. Pression Temps Taux Temps
total
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 20 4 180 350 6,5 Faible 10,5
ConduFast 20 3,5 180 250 1,5 Elevé 5
DuroFast 20 4 180 325 2 Elevé 6
IsoFast 25 4,5 180 350 2 Moyen 6,5
LevoFast 25 3,5 180 250 2 Elevé 5,5
MultiFast 25 3,5 180 250 2 Elevé 5,5
PolyFast 20 3,5 180 250 1,5 Elevé 5
Pre-Mount 1 unité 3,5 180 250 2 Elevé 5,5
Diam. cylindre Résine Chauffage Refroidissement Temps
1½" Type Quantité Temps Temp. Pression Temps Taux Temps
total
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 30 4 180 350 7 Faible 11
ConduFast 35 3,5 180 250 2 Elevé 5,5
DuroFast 35 4,5 180 350 2,5 Elevé 7
IsoFast 35 5 180 325 2,5 Moyen 7,5
LevoFast 40 4,5 180 250 2 Elevé 6,5
MultiFast 40 4,5 180 250 2,5 Elevé 7
PolyFast 30 4,5 180 250 2 Elevé 6,5
Pre-Mount 1 unité 4,5 180 250 3 Elevé 7,5
Diam. cylindre Résine Chauffage Refroidissement Temps
40 mm Type Quantité Temps Temp. Pression Temps Taux Temps
total
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 35 4 180 350 6,5 Faible 10,5
ConduFast 40 3,5 180 250 2 Elevé 5,5
DuroFast 40 4,5 180 350 2,5 Elevé 7
IsoFast 40 5 180 250 2,5 Moyen 7,5
LevoFast 50 5 180 250 2 Elevé 7
MultiFast 45 4 180 250 2,5 Elevé 6,5
PolyFast 35 4 180 250 2 Elevé 6
Pre-Mount 1 unité 4,5 180 250 3 Elevé 7,5
Diam. cylindre Résine Chauffage Refroidissement Temps
50 mm / 2" Type Quantité Temps Temp. Pression Temps Taux Temps
total
[ml] [min] [˚C] [bar] [min] [min]
ClaroFast 55 5 180 250 8,5 Faible 13,5
ConduFast 65 4 180 250 2 Elevé 6
DuroFast 70 5,5 180 250 3 Elevé 8,5
IsoFast 75 5,5 180 250 3 Moyen 8,5
LevoFast 75 6 180 250 3 Elevé 9
MultiFast 70 6 180 250 4 Elevé 10
PolyFast 55 5,5 180 250 2 Elevé 7,5
25 25Indication d'erreurs
Problèmes généraux
Fissures Cause: distance Retrait Cause: choix de Ecaillage Cause: temps de durcis-
radiales insuffisante entre le résine incorrect. sement insuffisant.
bord/coin de l'échan- Solution: enrober un Solution: augmenter le
tillon et la paroi du nouvel échantillon à temps de durcissement,
cylindre, ou échantillon à l'aide d'une résine avec ou la température du
coins aigus. une valeur de retrait processus.
Solution: Augmen- linéaire plus basse. Cause: surface trop
ter le diamètre du cylin- durcie.
dre ou réduire la taille Solution: diminuer la
de l’échantillon. La dis- température du proces-
tance entre l’échantillon sus.
et la paroi du cylindre
doit être au minimum Cause: gaz pris à l'inté-
de 3 mm afin d’éviter rieur de l'enrobage.
les fissures dans la ré- Solution: Préchauffer la
sine. Ceci est particuliè- résine.
rement important pour
les échantillons à coins
aigus.
Renflement Cause: refroidissement Porosité Cause: température Cavités à Cause: temps de
insuffisant. excessive. l'intérieur durcissement insuffisant.
Solution: augmenter le Solution: réduire la tem- des grands Solution: augmenter le+
temps de refroidisse- pérature du processus. enrobages temps de durcissement.
ment. Cause: température ex-
cessive.
Solution: réduire la tem-
pérature du processus.
Cause: pression/force
insuffisante.
Solution: augmen-
ter la force/pression
d'enrobage.
Fini de Cause: temps de durcis- Adhésion Cause: application insuf- Grains indivi- Cause: la résine a durci
surface mat sement insuffisant. entre fisante du produit anti- duels vi- sans force/pression.
Solution: augmenter le l'enrobage et adhérent. sibles sur Solution: augmenter la
temps de durcissement. les pistons Solution: Appliquer du l'enrobage* force/pression pendant le
produit anti-adhérent. cycle de chauffage.
A appliquer obligatoi- Cause: Temps de chauf-
rement en fine couche fage insuffisant.
sur les pistons d’enro- Solution: Augmenter le
bage avant de commen- temps de chauffage et/ou
cer le processus d’enro- la température
bage. Ceci empêche les
résines d’adhérer aux *Résines thermo-
pistons et facilite le re- durcissables seulement
trait des enrobages par
la suite.
Cause: temps de chauf-
fage insuffisant.
Solution: augmenter le
temps de chauffage.
Cause: pression/force
excessive.
Solution: diminuer la
force/pression d'enro-
bage.
26 26Indication d'erreurs
Problèmes avec ConduFast
Manque de Cause: pas de contact avec l'échantillon Particules métalliques Cause: quantité insuffisante de
conductivité en raison d'une quantité excessive de dans la résine élimi- ClaroFast, (se référer aux
ClaroFast, (se référer aux Conseils nées lors du processus Conseils utiles).
utiles). électrolytique Solution: Enrober un nouvel
Solution: refaire l'enrobage avec une échantillon à l'aide d'une plus
quantité plus petite de ClaroFast. grande quantité de
Cause: temps de durcissement ClaroFast.
σ=O insuffisant Cause: temps de prépolis-
Solution: replacer l'enrobage dans la sage excessif.
presse et recommencer le processus avec Solution: Enrober un nouvel
un temps de chauffage plus long. échantillon.
Problèmes avec ClaroFast
Fissuration interne Cause: taux de refroidissement Effet ”boule d’ouate” Cause: Taux de refroidissement
excessif. au centre de trop élevé.
Solution: réduire le taux de l’enrobage Solution: Réduire le taux de
refroidissement. refroidissement.
Cause: Temps de chauffage insuf-
fisant.
Solution: Réduire la hauteur phy-
sique de l’enrobage, diminuer la
température du processus et aug-
menter le temps de chauffage.
Cause: Résine humide.
Solution: Faire sécher la résine en
exposant la boîte ouverte à
30-70º C pendant 2 heures.
Problèmes avec LevoFast
Les enrobages foncent Cause: Temps de chauffage insuffisant
après la préparation Solution: Augmenter le temps de chauffage et/ou la température
Problèmes avec PolyFast, MultiFast et Pre-Mounts
Des parties de l'enro- Cause: temps de chauffage insuffisant.
bage deviennent plus Solution: augmenter le temps de chauffage et/ou la température
claires ou décolo-
rées au contact avec
l'alcool
27 27Struers Application Guide
The following restrictions should be observed, as any violation of the restrictions may
cause cancellation of Struers legal obligations:
Struers A/S
Struers Application Guide may only be used in connection with Struers products and Pederstrupvej 84
equipment covered by the Application Guide. DK-2750 Ballerup, Denmark
Phone +45 44 600 800
Fax +45 44 600 801
Struers assumes no responsibility for errors in the Application Guide text/illustrations. struers@struers.dk
The information in the Application Guide is subject to changes without notice. The
Application Guide may mention consumables, accessories or parts not included in the
present version of the Struers product your are using.
Australia & New Zealand POLAND
The contents of this Application Guide are the property of Struers. Reproduction of Struers Australia Struers Sp. z o.o.
any part of the Application Guide without the written permission of Struers is not 18 Mayneview Street
Milton QLD 4064
Oddział w Polsce
ul. Jasnogórska 44
allowed. Australia 31-358 Kraków
Phone: +61 7 3512 9600 Phone +48 12 661 20 60
th Fax: +61 7 3369 8200 Fax +48 12 626 01 46
All rights reserved. © 9 revised edition, Struers 2010. info.au@struers.dk poland@struers.de
BELGIQUE (Wallonie) ROMANIA
Struers S.A.S. Struers GmbH
Struers Anwendungshilfen 370, rue du Marché Rollay
F- 94507 Champigny
sur Marne Cedex
Sucursala Sibiu
Str.Scoala de Inot, nr. 18
RO-550005 Sibiu
Beachten Sie bitte die nachstehend genannten Einschränkungen. Zuwiderhandlung Téléphone +33 1 5509 1430 Phone +40 269 244 558
Télécopie +33 1 5509 1449 Fax +40 269 244 559
kann die Haftung der Firma Struers beschränken oder aufheben: struers@struers.fr romania@struers.de
CANADA SCHWEIZ
Die Struers Anwendungshilfen sollten nur in Zusammenhang mit Struers Produkten Struers Ltd. Struers GmbH
und Geräten verwendet werden, auf die sich die Anwendungshilfen ausdrücklich bez- 7275 West Credit Avenue
Mississauga, Ontario L5N 5M9
Zweigniederlassung Schweiz
Weissenbrunnenstrasse 41
iehen. Phone +1 905-814-8855 CH-8903 Birmensdorf
Fax +1 905-814-1440 Telefon +41 44 777 63 07
info@struers.com Fax +41 44 777 63 09
Struers übernimmt für Irrtümer in Text und Bild der Anwendungshilfen keine Verant- switzerland@struers.de
CHINA
wortung. Wir behalten uns das Recht vor, den Inhalt der Anwendungshilfen jederzeit Struers Ltd. SINGAPORE
Rm. 702 Hi-Shanghai Struers Singapore
und ohne Vorankündigung zu ändern. In den Anwendungshilfen können Verbrauchs- No. 970 Dalian Road 627A Aljunied Road,
materialien, Zubehör und Teile erwähnt sein, die nicht Gegenstand oder Teil der Shanghai 200092, P.R. China
Phone +86 (21) 5228 8811
#07-08 BizTech Centre
Singapore 389842
laufenden Version des Struers Produktes sind, das Sie benutzen. Fax +86 (21) 5228 8821 Phone +65 6299 2268
struers.cn@struers.dk Fax +65 6299 2661
struers.sg@struers.dk
Inhalt der Anwendungshilfen ist Eigentum der Firma Struers. Kein Teil dieser CZECH REPUBLIC
Struers GmbH SWEDEN
Veröffentlichungen darf ohne schriftliche Genehmigung von Struers reproduziert Organizační složka Struers A/S
Havlíčkova 361
werden. CZ-252 63 Roztoky u Prahy
Ekbacksvägen 22, 3 tr
SE-168 69 Bromma
Phone +420 233 312 625 Telefon +46 (0)8 447 53 90
Alle Rechte vorbehalten. © 9 überarbeitede Auflage, Struers 2010. Fax: +420 233 312 640 Telefax +46 (0)8 447 53 99
czechrepublic@struers.de struers@struers.dk
DEUTSCHLAND UNITED KINGDOM
Struers GmbH Struers Limited
Guide d'application de Struers Carl-Friedrich-Benz-Strasse 5
D- 47877 Willich
Unit 11 Evolution @ the AMP
Morse Way, Catcliffe
Les restrictions suivantes doivent être observées. Le non respect de ces restrictions Telefon +49 (0) 2154 486-0
Fax +49 (0) 2154 486-222
Rotherham S60 5BJ
Tel: 0845 604 6664
pourra entraîner une annulation des obligations légales de Struers: verkauf.struers@struers.de Fax: 0845 604 6651
www.struersltd.co.uk
FRANCE
Le Guide d'application de Struers ne peut être utilisé que pour les produits et les Struers S.A.S. USA
370, rue du Marché Rollay Struers Inc.
équipements mentionnés dans le Guide d'application. F- 94507 Champigny 24766 Detroit Road
sur Marne Cedex Westlake, OH 44145-1598
Struers ne sera pas tenu responsable des conséquences d'éventuelles erreurs pou- Téléphone +33 1 5509 1430
Télécopie +33 1 5509 1449
Phone +1 440 871 0071
Fax +1 440 871 8188
vant se trouver dans le texte/les illustrations du Guide d'application. Les informa- struers@struers.fr info@struers.com
tions contenues dans ce Guide d'application pourront subir des modifications sans IRELAND ÖSTERREICH
Struers Ltd. Struers GmbH
aucun avis préalable. Certains accessoires ou pièces détachées ne faisant pas partie Unit 25a Zweigniederlassung Österreich
Monkspath Business Park Ginzkeyplatz 10
de la présente version du produit peuvent cependant être mentionnés dans le Guide Solihull B90 4NZ A-5020 Salzburg
d'application. Phone +44 (0)121 745 8200
Fax +44 (0)121 733 6450
Telefon +43 662 625 711
Fax +43 662 625 711 78
info@struers.co.uk austria@struers.de
Le contenu de ce Guide d'application est la propriété de Struers. Toute reproduction JAPAN
de ce Guide d'application, même partielle, nécessite l'autorisation écrite de Struers. Marumoto Struers K.K.
Takara 3rd Building
Tous droits réservés. © 9 ème édition revue et corrigée, Struers 2010. 18-6, Higashi Ueno 1-chome
Taito-ku, Tokyo 110-0015
Phone +81 3 5688 2914
Fax +81 3 5688 2927
struers@struers.co.jp
Netherlands/Belgium
Struers GmbH Nederland
Electraweg 5
NL-3144 CB Maassluis
Tel. +31 (0) 10 599 72 09
Fax +31 (0) 10 599 72 01
netherlands@struers.de
www.struers.com
28 06.2010 / 62020001 Printed in Denmark by Rosendahls 28Sie können auch lesen