Know-how ohne Wissenslücken! - www.wittmann-group.com - Wittmann Battenfeld
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

www.wittmann-group.com
Technik – Märkte – Trends 15. Jahrgang – 2/2021
Know-how
ohne
Wissenslücken!
www.wittmann-group.com
Technik – Märkte – Trends 15. Jahrgang – 2/2021
Know-how
ohne
Wissenslücken!
WITTMANN innovations (15. Jahrgang – 2/2021)
Vierteljährlich erscheinende Zeitschrift der WITTMANN Gruppe. Das Medium dient der Information von Mitarbeitern und Kunden.
Redaktionsadresse: WITTMANN Technology GmbH, Lichtblaustraße 10, 1220 Wien – Redaktion, Lektorat, Layout und
Produktion: Bernhard Grabner – Tel.: +43-1 250 39-204 – bernhard.grabner@wittmann-group.com – www.wittmann-group.com
Druckausgabe 3/2021 von „WITTMANN innovations“ erscheint zum Beginn des 3. Quartals 2021.
Editorial Inhalt
On | Off and ever ything
in between
Gesamt- Qualitätvolle Schaltelemente
lösungen
Peter Zajc
über den sloweni-
schen Spritzgießer
Michael TEM Čatež d.o.o.
Wittmann Seite 4
TEM ČATEŽ d.o.o. • ČATEŽ 13, SI-8212 VELIKA LOKA
SLOVENIJA • tem@tem.si
Liebe Leserinnen und Leser,
Spritzguss Insider-Lösungen bei BILORA Gabriele Hopf
In Zeiten der nach wie vor grassierenden Pandemie, kann und
ich kein Stimmungsbild unseres Unternehmens vermitteln, Michael Müller
ohne auf die Virus-Situation und deren Auswirkungen auf stellen den
deutschen Kunden
unsere Firmengruppe einzugehen. Tatsächlich hält uns das der WITTMANN
COVID-19-Virus unvermindert auf Trab. Aber eben anders. Gruppe vor.
Vor etwa einem Jahr verspürten wir die Auswirkungen des Seite 6
ersten weltweiten Lockdown. Heute, ein Jahr später, hat sich
die wirtschaftliche Situation vollständig gedreht. Die Indus- Condition Monitoring Systeme
trie arbeitet in vielen Bereichen auf vollen Touren, und unsere
aktuellen Corona-Sorgen betreffen die Aufrechterhaltung
möglichst hoher Kapazitäten bei gleichzeitiger Einhaltung von Reinhard Bauer
Hygiene- und Sicherheitsmaßnahmen. Keine leichte Übung. beschreibt die
WITTMANN
Ein Arbeiten unter diesen Umständen ist auf Dauer nicht wün- BATTENFELD CMS-
schenswert. Aber die doch berechtigte Hoffnung auf ein abseh- Lösungen.
bares Ende dieser Pandemie und eine Rückkehr zu einem nor- Seite 8
maleren Leben macht die Situation etwas erträglicher.
Wir sind jedenfalls in der schönen Situation, uns relativ un-
eingeschränkt unseren eigentlichen Fachthemen widmen zu Kühlung Interne Formenkühlung
dürfen. Auch in dieser innovations Ausgabe präsentieren wir
Ihnen einen interessanten Querschnitt unserer zukunftsträch- Aaron Farrag
tigen und innovativen Technologien. Etwa das Condition über den Einsatz
Interner Formen-
Monitoring System (CMS) für unsere Spritzgießmaschinen. kühlung beim
Unser CMS ermöglicht eine zustandsorientierte Wartung und Blasformen.
bietet größere Ausfallsicherheit als eine an Zeitintervallen Seite 11
orientierte oder vorsorgliche Wartung. Das Ziel ist, Ertrags-
einbußen durch Produktionsausfälle und aufwändige Wartung
zu minimieren. Gerade bei voller Auslastung der Produktion Auto- Einlegen von Mikroteilen
matisierung
gewinnt CMS an Bedeutung und wird für viele Verarbeiter Joe Varone
interessant. Und wir beschäftigen uns mit den herausfordern- erklärt die beson-
den Eigenheiten der Automatisierung von Mikro-Spritzgieß- deren Umstände
teilen, speziell mit dem Einlegen von Mikroteilen. Viele Spritz- und mögliche
Lösungswege
gießteile werden von einer Produktgeneration zur nächsten beim Einlegen von
immer kompakter und kleiner, bis sie letztlich auf der Mikro- Mikroteilen.
Ebene ankommen (Teilegrößen von unter 3 mm bzw. der Seite 12
Gramm- und Sub-Gramm-Bereich). Mikroteile werden nicht
nur in Handys verbaut, sondern generell in der Elektronikin- WITTMANN Roboter in Indien
dustrie, beispielsweise für Stecker, aber auch in der Medizin-
technik. Derartig kleine Kunststoffteile erlauben sehr kompak- Kishore Kumar
te und leichte Fertigprodukte, aber stellen die Verarbeiter vor über Automati-
riesige Handhabungsprobleme. Unsere MicroPower Spritz- sierungslösungen
beim indischen
gießmaschine und unser Automatisierungs-Know-how erlau- Anwender PG
ben die Realisierung optimierter Gesamtsysteme. Electroplast.
Abgerundet wird diese innovations Ausgabe durch sehr in- Seite 16
teressante Kundenberichte aus Deutschland, Slowenien und
Indien. – Ich wünsche Ihnen viel Spaß beim Lesen!
News Unsere Niederlassung
WITTMANN BATTENFELD
Ihr Michael Wittmann BULGARIA EOOD Seite 18
WITTMANN innovations – 2/2021 3
Gesamtlösungen
Ein führender slowenischer Hersteller nutzt
das Equipment der WITTMANN Gruppe
Seit über 45 Jahren stellt TEM Čatež d.o.o. im Osten von Slowenien Schalter und
Steckdosen her, die sich durch Anpassungsfähigkeit, technische Innovationen
und gutes Design auszeichnen und sich für alle Räume eignen. Mit der Anschaf-
fung der ersten SmartPower 110 Multikomponenten-Maschine im Jahr 2017
begann die Zusammenarbeit zwischen TEM und ROBOS (der slowenischen/
kroatischen WITTMANN Vertretung). Diese Partnerschaft führte zur Umsetzung
schon zahlreicher Projekte – und viele weitere harren noch der Realisierung.
Peter Zajc
T
EM Čatež d.o.o. ist in der Region führend bei der Pro- G70-200-M, 1 ATON basic G120-300-M mit gesteuertem
duktion von Schaltern und Steckdosen für sowohl Absaugkasten, und der schon vorher vorhandene DRYMAX
simple als auch anspruchsvolle Installationen. Im Ver- E60 konnte ebenso in die Anlage integriert warden. Was die
lauf der Jahre widmete sich TEM sehr erfolgreich der Pflege Materialfördergeräte betrifft, so kamen FEEDMAX G206-50
seiner Marke und erntete breite Anerkennung für seine und FEEDMAX G203-50 Fördergeräte zum Einsatz, die sämt-
Produkte. Das Unternehmen steuert sämtliche technischen lich mit schwenkbaren Adaptern für die Materialtrichter der
und produktionsspezifischen Prozesse von einem Standort Spritzgießmaschinen ausgestattet waren. Darüber hinaus
aus – vom Produktionsbetrieb in Velika Loka. verfügt das System über eine XMB Filterstation und einen
Es ist von Bedeutung, dass die Erzeugnisse von TEM von CODEMAX Kupplungsbahnhof. Gesteuert wird die Anlage
den Kunden stets als solche erkannt und dass ständig neue über eine WITTMANN TEACHBOX basic Steuerung.
Produkte entwickelt werden. Die Hauptkundschaft bilden auf Kurze Zeit danach beauftragte TEM eine weitere Spritz-
elektrisches Equipment und elektrische Installationen spezi- gießmaschine: eine SmartPower 90-210 B8 mit besonderen
alisierte Händler. Schalter und Steckdosen von TEM werden Zusatzoptionen, etwa der HiQ Flow® Funktionalität. HiQ Flow®
in 25 europäischen Ländern vertrieben. Während der letzten misst den Widerstand des Schmelzefluss während einer be-
Jahre ist das Unternehmen durchschnittlich jeweils um mehr stimmten Phase des Einspritzvorgangs, wobei der aktuell
als zehn Prozent gewachsen. Die Unternehmensgeschichte gemessene Wert mit dem zuvor definierten verglichen wird
begann im Jahr 1973. Im Verlauf der Jahrzehnte wurden ver- und die Nachdruck-Parameter (Wechselpunkt) innerhalb des
schiedene fortschrittliche produktionstechnische Prozesse betreffenden Zyklus angepasst werden. Der Vorteil für den
implementiert: Prägen, Drehen, Bakelit- und Mulikompo- Kunden besteht in der wesentlich gleichmäßigeren Qualität
nenten-Spritzguss, Montage von Baugruppen, usw. Auf die- der spritzgegossenen Teile, wodurch weniger Ausschuss an-
se Weise ist es TEM stets gelungen, jeden denkbaren Aspekt fällt. Auch diese Maschine wurde durch Verwendung eines
seiner Tätigkeit vollständig hausintern zu kontrollieren. WITTMANN PRIMUS 16 Roboters automatisiert.
Obendrein wurden einige von TEMs schon zuvor vor-
TEM als WITTMANN BATTENFELD Kunde handenen Maschinen anderer Hersteller mit neuen WITT-
MANN Robotern nachgerüstet (zumeist PRIMUS 16 und
Aufgrund ständig steigender Nachfrage nach seinen Er- PRIMUS 14), wie auch mit TEMPRO primus C90 Temperier-
zeugnissen, orderte TEM im Jahr 2017 die erste Spritzgieß- geräten. Zur Durchführung einer Testreihe ist ein variother-
maschine von WITTMANN BATTENFELD: eine in einer mes Temperiergerät im Einsatz, um darüber Aufschluss zu
Sonderfarbe lackierte SmartPower MC 110/350H-60S B8 geben, ob diese Technologie sich für den Einsatz in der Pro-
mit Drehtisch und einem voll in die B8 Maschinensteue- duktion von Teilen mit optisch anspruchsvollen Oberflächen
rung integrierten PRIMUS 16 Roboter von WITTMANN. eignet, und vielleicht sogar den Eindruck noch verbessert.
Diese Maschine ersetzte den vorigen Produktionsprozess, Die Grundlage einer guten erfolgreichen Partnerschaft
in dessen Verlauf Teile von zwei anderen Maschinen über- stellt ein stets einsatzbereiter vertriebsmäßiger und techni-
spritzt wurden. Dieser Umstieg führte zu signifikanten Ener- scher Support dar, der sämtliche Fragen abdeckt, die sich auf
gieeinsparungen, die Gesamzykluszeit konnte verringert dem Gebiet Kunststoff verarbeitender Technologien stellen
werden, ebenso auch die Arbeitskosten. können – insbesondere dann, wenn es sich um einen neu ge-
Nach Abschluss des ersten Projekts setzte ein Diskuss- wonnenen Kunden handelt. Die WITTMANN Gruppe und
Peter Zajc ionsprozess bezüglich einer zentralen Materialversorgungs- ROBOS haben sich diesem Zugang verschrieben und stellen
ist Geschäftsführer anlage ein. Eine solche wurde schließlich im Jahr 2018 fer- sich jeder Herausforderung. Die Antwort auf jegliche Kun-
von ROBOS d.o.o. tiggestellt, zeitgleich mit der Eröffnung einer neuen Pro- denanfrage erfolgt schnell und effektiv – eine Haltung, die
in Ljubljana- duktion. Die Wahl war auf WITTMANN Equipment gefallen, wiederum einen entscheidenden Faktor für die weitere erfolg-
Črnuče, Slowenien,
der Vertretung
welches für die benötigte Lösng mit dem besten Preis-Leis- reiche Zusammenarbeit darstellt. •
der WITTMANN tungs-Verhältnis aufwarten konnte. Für die zentrale Mate-
Gruppe für Slowe- rialanlage wurden verschiedene WITTMANN Trockner- Rechte Seite: MODUL, das modulare System von Schaltern und
nien/Kroatien. Modelle gewählt: 2 ATON basic G70-100-M, 2 ATON basic Steckdosen, verfügbar in den Designs Line, Soft und Pure.
4 WITTMANN innovations – 2/2021
Gesamtlösungen
On | Off and ever ything
in between
MODUL modular
system of switches
and sockets in Line,
Soft and Pure
design lines.
Peter Zajc
is Managing
Director of ROBOS
d.o.o. in Ljubljana-
Črnuče, Slovenia,
the WITTMANN
TEM ČATEŽ d.o.o. • ČATEŽ 13, SI-8212 VELIKA LOKA Group Agent
SLOVENIJA • tem@tem.si for Slovenia and
Croatia.
WITTMANN innovations – 2/2021 5
Spritzguss
BILORA nutzt Insider-Lösungen mit
vernetzter Peripherie
Seit März 2019 arbeitet die BILORA Kunststofftechnik GmbH in
Deutschland mit zwei Spritzgießmaschinen mit Insider-Lösung von
WITTMANN BATTENFELD. Die Maschinen überzeugen durch ihre
Kompaktheit, Zuverlässigkeit und Effizienz.
Gabriele Hopf – Michael Müller
D
ie Ursprünge
von BILORA
reichen mitt-
lerweile stolze 111
Jahre zurück, bis zur
Gründung der Metall-
warenfabrik Kürbi &
Niggeloh in Barmen-
Rittershausen im Jahr
1909. Gefertigt wurden
damals Rohrstative,
Pendelleuchten, No-
tenständer und andere
Metallprodukte. Der
heutige Firmensitz in
Radevormwald wurde
1911 errichtet und in
Betrieb genommen. Der
große Durchbruch ge-
lang dem Unternehmen
SmartPower 60
und SmartPower 90, 1935 mit der Produk-
als Insider-Zellen tion von Fotokameras.
ausgeführt. 1956 wurde die Marke
von 1 Million produ-
zierter Kameras durchbrochen. Die Anschaffung der ersten
Kunststoff-Spritzgießmaschine erfolgte 1961. Man hatte
die Vorteile dieser neuen Technologie erkannt, und längst
hatte sich zu diesem Zeitpunkt die Leistungsfähigkeit der
zuvor als billiges „Plastik“ verpönten Werkstoffe erwiesen;
Kunststoffe waren den Metallen gegenüber konkurrenzfähig
geworden.
Der Einstieg in die Kunststoff-Spritzerei brachte zahl-
reiche Vorteile mit sich: die kostengünstige Herstellung von
Einzelteilen, der nahezu vollständige Wegfall von Nachbear-
beitungsschritten, perfekte Oberflächen, geringes Teilege-
wicht, der Wegfall zahlreicher Montagehandgriffe.
1994 kam es zur Gründung der KÜRBI & NIGGELOH
BILORA GmbH, die sich nun ausschließlich der Produktion
von Kunststoffartikeln widmete. 2016 erfolgte die Namen-
sänderung in BILORA Kunststofftechnik GmbH.
Heute fertigt BILORA sowohl Kleinserien als auch Groß-
serien verschiedenster technischer Kunststoffteile im 1- und
2-Komponentenspritzguss, wobei 40 Spritzgießmaschinen
In Insider-Zellen mit Schließkräften zwischen 150 und 2.000 kN zum Einsatz
integrierte WITT-
MANN TEMPRO kommen. Auch Metall/Kunststoff-Verbindungen, wie sie un-
plus D Temperier- ter anderem in der Automobilindustrie verwendet werden,
geräte. sind Teil des Produktspektrums von BILORA.
6 WITTMANN innovations – 2/2021
Spritzguss
Ein großer Teil der Spritzgießteile wird weiterverarbeitet: BILORA und WITTMANN BATTENFELD
Es folgt das Bedrucken im Tampon- und Siebdruckverfahren,
die Montage von Baugruppen (je nach Kundenanforderung Die Zusammenarbeit mit WITTMANN BATTENFELD
auch mit Funktionsprüfung) oder das Verpacken in regalfä- begann vor einigen Jahren mit der Installierung spezieller
hige Verkaufsverpackungen. Kunststoffteile für den Maschi- Entnahmetechnik. BILORA investierte in verschiedene
nenbau werden bei BILORA häufig auf mechanischem Weg WITTMANN Robot-Systeme der Baureihen W8 und W9,
nachgearbeitet, da geringe Stückzahlen die Investition in mit denen bestehende Spritzgießmaschinen nachgerüstet
aufwändige Werkzeuge nicht rechtfertigen. Der Einsatz von wurden.
ERP- und MES-Systemen garantiert eine lückenlose Nach- Bei BILORA werden Entnahmegreifer mit Sicherheitsab-
verfolgung der Chargen. Beim hauseigenen Werkzeugbau er- fragen und zusätzlichen Funktionalitäten selbst gebaut. Die
folgten Investitionen in ein CNC-Fräs-Bearbeitungszentrum einfach durchzuführende Anbindung und die Überwachung
und eine Drahterodiermaschine. CAD/CAM-Anwendungen der Entnahmegreifer durch die Roboter-Steuerung gewähr-
unterstützen die eigene Konstruktionsabteilung. leisten eine umfassende Nutzung der vorhandenen Möglich-
keiten. Die Zuverläs-
sigkeit des Equipments
und der gute Support
von WITTMANN
BATTENFELD waren
dafür ausschlaggebend,
dass sich BILORA in
weiterer Folge auch
für den Erwerb von
WITTMANN Tempe-
riergeräten in Ein- und
Zweikreisausführung
(Wasser bis 160 °C)
entschied, sowie für
die Anschaffung von
DRYMAX Trocknern
und DOSIMAX Do-
siergeräten.
Im März 2019 wur-
den bei BILORA
zwei servohydrauli-
sche SmartPower Teileablage mit
Spritzgießmaschinen WITTMANN
von WITTMANN Roboter.
BATTENFELD mit 600
Jörg Schröer, WITT-
bzw. 900 kN Schließkraft installiert – beide Modelle in der
MANN BATTEN-
Ausführung als Insider-Versionen. In einer Insider-Zelle ist FELD Vertrieb
das Handling der Formteile inklusive Transferband integriert, (links), Michael
darüber hinaus verfügt eine solche Zelle über eine fix mit Müller, BILORA
der Maschine verbundene Schutzeinhausung. Verglichen Geschäftsführer.
mit konventionellen Anlagen, reduzieren diese Maßnahmen
die notwendige Stellfläche der Arbeitszelle um bis zu 50 %.
Bei BILORA überzeugen die WITTMANN BATTENFELD
Maschinen aufgrund der vernetzten Peripherie sowie ihrer
kompakten Bauweise, und schließlich haben sie sich als
äußerst zuverlässig und effizient erwiesen.
Michael Müller, Geschäftsführer von BILORA: „Für
die Insider-Maschinen von WITTMANN BATTENFELD
spricht vor allem das platzsparende Design, ein gutes Gabriele Hopf
Verhältnis zwischen Werkzeugraum, Schließkraft und Ein- leitet das WITT-
MANN BATTEN-
spritzaggregaten, die CE-Konformität ohne Erfordernis FELD Marketing
weiterer Schutzmaßnahmen außerhalb der Maschine, in Kottingbrunn,
die Vollintegration der Roboter und nicht zuletzt die ho- Niederösterreich.
he Bedienerfreundlichkeit, die wir bereits von den zuvor Michael Müller
installierten Robot-Systemen kannten und sehr schätzen. ist Geschäftsführer
der BILORA Kunst-
WITTMANN BATTENFELD hilft uns mit diesen Lösun- stofftechnik GmbH
gen, auch weiterhin effizient auf hohem Qualitätsniveau in Radevormwald,
zu fertigen.“• Deutschland.
WITTMANN innovations – 2/2021 7
Spritzguss
Condition Monitoring: Den Status von
Verarbeitungsmaschinen im Auge behalten
Sensorsysteme zur Zustandsüberwachung (engl. Condition Monitoring Systeme, kurz
CMS) werden seit vielen Jahren bei Großanlagen eingesetzt, um Ertragseinbußen
durch Produktionsausfälle und hohen Wartungsaufwand zu minimieren. Anwendungs-
beispiele sind Drehrohröfen in Zementwerken, Rohstoff-Förderanlagen, Vortriebsma-
schinen im Tunnelbau, Turbinen oder Windkraftanlagen. Durch Fortschritte bei der
Sensortechnik und zunehmender Verfügbarkeit schneller Datennetze wurden CMS-
Systeme nun auch für Spritzgießmaschinen interessant. WITTMANN BATTENFELD hat
hier Pionierarbeit geleistet und bietet CMS-Tauglichkeit als Ausstattungsoption an.
Reinhard Bauer
Abb. 1:
Ein Condition
Monitoring System
zur zustandsorien-
tierten Vorauspla-
nung von War-
tungsarbeiten er-
höht die Anlagen-
verfügbarkeit in
einer bedarfsorien-
tierten „Just-in-
time-Zulieferkette“.
(Foto:
Reinhard Bauer)
Abb. 2:
Das WITTMANN
BATTENFELD CMS-
Sensorik-Konzept
zur Zustandsda-
tenerfassung und
anschließenden
Aufbereitung als
Entscheidungs-
grundlage für War-
tungsmaßnahmen.
8 WITTMANN innovations – 2/2021
Spritzguss
I
m Gegensatz zur zeitorientierten Instandhaltung, bei • Das „Klima“ im Elektroschrank (Temperatur, Feuch-
der Komponenten in festgelegten Zeitintervallen unab- tigkeit, Rauchbildung).
hängig vom Zustand der Bauteile ausgetauscht werden • Die Kapazität der Kühlwasser- und der Luftversor-
(engl. preventive maintenance), setzt das Condition Moni- gung (Durchflussmenge, Druck, Temperatur).
toring (CM), auf permanente Zustandsüberwachung (engl. • Die mechanischen Parameter der Schließeinheit
predictive maintenance). Letztere bietet den Vorteil, dass (Drücke in den Druckkissen von MacroPower Ma-
der Komponententausch ausschließlich vom Verschleißgrad schinen, Vibrationen und Drehmomente bei servo-
und der gegebenenfalls noch vorhandenen Funktionalität elektrischen Antrieben).
abhängig gemacht werden kann. • Die mechanischen Parameter des Plastifizier-/Spritz-
Die Überlegenheit von Zustandsüberwachung gegenüber aggregats (Vibrationen, Plastifizier-Drehmoment,
vorbeugender Wartung ist in der Methode selbst begründet. Schneckenhub, Schließverhalten der Rückstromsper-
Denn die bei vorbeugender Wartung zwischen zwei War- re). Eine Ursache für Vibrationen kann beispielsweise
tungsterminen eintretenden Schäden bleiben in der Regel eine gelockerte Schraube an der Schneckenkupplung
unentdeckt und können bis zum Totalausfall einer Anlage sein, die, wenn sie unbemerkt bleibt, zu einem grö-
führen, der bei rechtzeitigem Eingreifen mit oft geringem ßeren und auch kostspieligen Folgeschaden führen
Aufwand zu verhindern wäre. Die möglicherweise eintreten- kann (Abb. 3).
Zustandsdaten-Verar-
beitung auf 3 Ebenen
1. Erfassung und
Darstellung der Daten
an der Maschine
Die Messwerte
werden teils zyklus-
synchron, teils zeitab-
hängig (Temperaturen,
Feuchtigkeit, Signale
vom Rauchmelder im
Elektroschrank) in der
Maschine gesammelt Abb. 3:
und anschließend an Beispiel für die
den CMS-Rechner zur Darstellung einer
Auswertung weiterge- Zustandsüberwa-
chung des Schne-
leitet. Die aktuellen Zu- ckenantriebs und
standsdaten werden an der Rückstromsper-
der Maschine auf einer ren-Funktion.
Überblicksseite der B8
den ungeplanten Reparaturkosten und der Ertragsausfall Maschinensteuerung kompakt dargestellt (Abb. 4, S. 10).
durch den Maschinenstillstand übersteigen zumeist die Abweichungen von voreingestellten Sollwerten (Tempera-
Kosten für ein Condition Monitoring System. Dies umso turbereiche, Luftdruck, Rauchmeldersignale) werden mittels
mehr, je enger eine Produktion in eine Just-in-time-Kette Grün/Rot-Ampelanzeigen visualisiert.
eingebunden ist, wie dies etwa bei Spritzgießproduktionen
in der Automobil-Zulieferindustrie der Fall ist (Abb. 1). 2. Analyse und Aufbereitung auf dem CMS-Leitrechner
Umfassendes CMS-Angebot verfügbar Das Herz des CMS-Systems ist der CMS-Rechner. Er ist
Teil eines Produktionsleitstands. Er kommuniziert mit der
WITTMANN BATTENFELD hat bereits zur „K 2016“ Spritzgießmaschine, greift die Messdaten ab, sammelt und
ein Condition Monitoring System (CMS) vorgestellt, das als speichert sie für eine eventuell zu einem späteren Zeitpunkt
Ausstattungsoption von Spritzgießmaschinen verfügbar ist. notwendig werdende Rückverfolgung. Die CMS-Software
Es greift auf die Messwerte bereits vorhandener sowie spe- verarbeitet die Messdaten zu Trendfolgemodellen.
ziell verbauter Sensoren zu und gibt diese an ein Aufzeich- Ein CMS-Leitstand kann gleichzeitig bis zu 50 Maschi-
nungssystem weiter. Konkret überwacht das CMS-System nen überwachen und Vorwarnungen via E-Mail an das In-
die folgenden Parameter (Abb. 2): standhaltungspersonal weitergeben (Abb. 5, S. 10).
• Bei (servo-)hydraulischen Maschinen die Antriebs- 3. Datenbewertung und Zustandsanalyse
funktion der Hydraulik (Vibrationen im Pumpenan-
trieb, Stromaufnahme, Systemdruck). Zur Datenbewertung werden anerkannte Qualitäts-
• Bei (servo-)hydraulischen Maschinen die Ölqualität standards zugrunde gelegt, zur Beurteilung der Ölqualität
(Temperatur, Partikelanzahl im Öl und Wassergehalt), beispielsweise der NAS 1638 (National Aerospace Standard)
bei elektrischen Maschinen die Getriebeölqualität. bzw. die Öl-Reinheitsklassifizierung nach ISO 4406. >>
WITTMANN innovations – 2/2021 9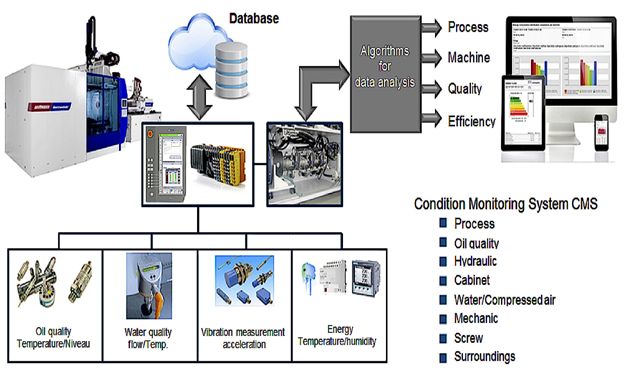
Spritzguss
Abb. 4:
Übersicht der Zu-
standsmesswerte
auf der B8 Maschi-
nensteuerung.
Abb. 5:
Überwachungs-
daten von bis zu
50 Maschinen
können auf einem
CMS-Leitrechner
zusammengefasst
werden. Die errech-
neten Trends lösen
bei Toleranz-Über-
oder Unterschrei-
tungen Signale
aus, die von quali-
fizierten Instand-
haltern interpre-
tiert werden und
in entsprechenden
Handlungen resul-
tieren müssen.
Für Öl- oder Luftdruck, Temperaturen oder das Schließ- Resümee
verhalten der Rückstromsperre werden Erfahrungswerte als
Limits eingestellt. Zusätzlich werden die Schwingungen von Zustandsorientierte Wartung bietet eine größere Aus-
Verschleißteilen mit Vibrationssensoren erfasst und über fallsicherheit als die an Zeitintervallen orientierte Wartung
Analyse-Algorithmen ausgewertet (Abb. 2, S. 8). oder das Prinzip der vorsorglichen Wartung. Denn durch
Die CMS-Software liefert neben dem aktuellen Status fehlenden Informationsfluss zwischen den Wartungen kön-
auch Trend-Infos zur Veränderung von Funktionswerten, nen kaum erkennbare Störungen auftreten (lockere Schrau-
die eine Entscheidungsgrundlage für das Personal bilden. ben, beginnender Lagerschaden), die über das Potenzial ver-
Sollte zur Interpretation der Entscheidungsgrundlagen vor fügen, einen plötzlichen Totalausfall zu verursachen. Des-
Reinhard Bauer Ort nicht ausreichend qualifiziertes oder erfahrenes Perso- halb ist ein CMS-System ein nützlicher Beitrag zur Steige-
ist selbstständiger nal verfügbar sein, besteht die Möglichkeit, die Dateninter- rung der Ausfallsicherheit von Produktionen, insbesondere
Fachredakteur pretation online an ein Service-Center auszulagern, von wo solchen, die in Just-in-time-Produktionsketten eingebunden
und Kommuni-
kationsberater aus notwendige Wartungsmaßnahmen eingeleitet werden sind. Und schließlich können schon wenige Tage Produkti-
mit Spezialgebiet können – eine Dienstleistung, die von der WITTMANN onsausfall gegebenenfalls höhere Kosten verursachen als die
Kunststofftechnik. BATTENFELD Serviceorganisation angeboten wird (Abb. 5). Implementierung eines Condition Monitoring Systems. •
10 WITTMANN innovations – 2/2021Kühlung
Blasformen: Interne Formenkühlung
Aaron Farrag
B
ei allen Blasformverfahren stellt einer der kritischsten der Regel eine Produktionssteigerung zwischen 10 und 35 %.
Schritte die Kühlung der Kunststoffteile dar. Bei die- Die kompakte Bauweise dieser Geräte erlaubt in den meisten
sem Arbeitsschritt wird durch die Wahl der richtigen Fällen eine direkte Installation auf der Produktionsmaschine,
Technik die größte Zeit- und Materialersparnis realisiert. was die Zuleitungen kurz hält und den Bodenbereich in der
Üblicherweise entstehen die Teile beim Blasformen Produktion nicht unnötig verstellt.
durch das Einbringen von Druckluft, die das heiße Material Der Blow Air Chiller (BAC) ist weitaus komplexer im Auf-
von innen gegen die Form drückt, wobei die Teile dann an bau und verlangt auch eine entsprechende Druckluftqualität
der Formwand durch den Einsatz von Kaltwasser gekühlt mit einem Druck zwischen 7 und 15 bar, einem Restölgehalt
werden. Dabei entstehen aufgrund der Temperaturdifferenz von 0,01 mg/m³ und einem Drucktaupunkt von 5 °C bei 7 bar
zwischen Innen- und Außenwand der Teile Materialspan-
nungen, und es kommt zu einer wesentlich langsameren
Abfuhr der Wärme, da diese lediglich über die Außenwand
der geformten Teile geschieht. Hier kommen nun die Internal
Air Cooling Systems (IACS) von WITTMANN zum Einsatz.
IACS, innovative
Die zusätzliche Innenwand-Kühlung der Teile, die mit kalter Systeme zur Inter-
Druckluft erzielt wird, führt in der Regel zu einer Produkti- nen Formenküh-
onssteigerung von zumindest 15 %. Zumeist sind jedoch noch lung von WITT-
weitaus bessere Werte zu erzielen. Die deutliche Reduktion MANN, verkürzen
von Materialspannungen erlaubt darüber hinaus eine Mate- beim Blasformen
die Kühlzeit, redu-
rialeinsparung von bis zu 10 % des Produktgewichts, wobei zieren Spannungen
der Fertigteil schließlich immer noch die auch schon zuvor im fertiggestellten
durchgeführten Dichtheits-, Fall- und Belastungsprüfungen Produkt und sen-
besteht. Die Amortisationszeit für ein solches Internal Air ken die Kristallisa-
Cooling System liegt erfahrungsgemäß bei deutlich unter tionsraten: Blow
Molding Booster
einem Jahr. Ein solches System zur Internen Formenkühlung (BMB, links) und
besteht zunächst aus einem Druckluftkühlgerät. Hierbei han- Blow Air Chiller
delt es sich entweder um den WITTMANN Blow Molding (BAC).
Booster (BMB), der für eine Drucklufttemperatur von etwa
5 °C sorgt; oder aber um den Blow Air Chiller (BAC), der die (oder niedriger). Von Zeit zu Zeit ist auch das hier zum Ein-
Druckluft auf etwa -35 °C abkühlt. satz kommende Molekularsieb einer Wartung zu unterziehen.
Speziell entwickelte Blasventilblöcke (BVB) steuern über Dieser Aufwand wird mit Produktionszuwächsen von 15 bis
eine Kontrollbox die verschiedenen Abläufe: den Fluss der über 50 % belohnt. In manchen Fällen konnte sogar schon
Druckluft durch einen Blasdorn in das Innere des Produkts, eine Verkürzung der Blas- und Entlüftungszeit auf ein Drittel
und über eine kontrollierte Entlüftung den anschließenden des ursprünglichen Werts erzielt werden. Beim Blow Air
Abfluss der Druckluft aus dem Produkt. Für jedes einzelne Chiller wird die verwendete Druckluft durch den internen
Produkt, welches im Blasformprozess auf diese Weise gekühlt Pressure Air Dryer (PAD) geführt, der mit einem Molekular-
werden soll, muss eigens ein spezieller Blasdorn entwickelt sieb ausgestattet ist, welches sich durch den simplen Einsatz
werden, denn die jeweils präzise vorzunehmende unterschied- trockener Druckluft regeneriert. Der Taupunkt der Prozess-
liche Luftverteilung im Innern des jeweiligen Produkts spielt luft wird unter -40 °C abgesenkt, damit sich im System kein
hier eine immens wichtige Rolle, wie auch das jeweils richtige Eis bilden kann. Die die Abläufe steuernden Blasventilblöcke
Verhältnis von Zu- und Abluft. sind für den Einsatz bei derart niedrigen Temperaturen aus-
gelegt. Auch beim Blow Air Chiller wird Kaltwasser mit
Produktionssteigerung von bis zu über 50 % maximal 15 °C benötigt – bei einem Druck von 3 bis 8 bar.
WITTMANN Blow Air Chiller verfügen über den am Gerät
Der Blow Molding Booster (BMB) wurde speziell im Hin- eingebauten FIT Regler, ein Steuerungsdisplay, auf dem die
blick auf bestimmte Eigenschaften entwickelt – die ihn nun Prozessvisualisierung erfolgt, und über welches auf alle rele-
auszeichnen. Er ist kompakt, kostengünstig, wartungsfrei und vanten Gerätedaten zugegriffen werden kann. Hier besteht
bezüglich der Qualität der Druckluft, die zum Einsatz kommt, auch die Möglichkeit, Daten zu speichern und über spezielle
verhält er sich unkompliziert. Die Luftaustrittstemperatur Steuerungsfunktionen an andere Verarbeitungsmaschinen
liegt stets über dem Gefrierbereich, also wird keine aufwändi- weiterzugeben. Aaron Farrag
ge Trocknung der Druckluft benötigt, und die Frage nach ei- Die Spezialisten der WITTMANN Gruppe bieten für ist Leiter des
nem hier zu verwendenden Öl stellt sich gar nicht. Wichtig ist, sämtliche Systeme zur Internen Formenkühlung umfassende Produktbereichs
dass die Druckluft zwischen 6 bis 15 bar aufweist und genug Beratungsleistungen an. Nach eingehender Diskussion der Drucklufttrock-
nung und
gefiltertes Kaltwasser mit maximal 15 °C zur Verfügung steht. Systemanforderungen wird für jeden Kunden ein kostenloses Formenkühlung
Blow Molding Booster sind in drei Größen für Druckluftmen- maßgeschneidertes Angebot erstellt, welches eine Einschät- der WITTMANN
gen zwischen 160 und 600 Nm³/h erhältlich und erzielen in zung der zu erwartenden Produktionssteigerung enthält. • Gruppe.
WITTMANN innovations – 2/2021 11Automatisierung
Die Automatisierung von hoch-
präzisem Mikro-Einlegespritzguss
Was wird benötigt, um eine horizontale Spritzgießzelle zu automatisieren,
in welcher Mikro-Einlegeteile und gespritzte Teile gehandhabt werden
sollen? Von oben einfahrende Universalroboter in Standardausführung
und herkömmliche Werkzeuglösungen sind womöglich wenig geeignet.
Joe Varone
D
as Umspritzen
von Einlegetei-
len stellt eine an-
spruchsvolle Spritzguss-
technik dar, für welche
das Teilehandling früher
kaum einmal von einem
Roboter durchgeführt
wurde. Für gewöhnlich
erforderte diese Technik
den Einsatz von Hand-
arbeit, besonders dann,
wenn es sich um Einlege-
teile mit komplizierterer
Geometrie handelte.
Das früher vorhandene
Know-how und die da-
malige Roboter-Techno-
logie waren noch nicht
wirklich für das Handling
solcher Teile geeignet.
Das Einlegen von Teilen
ins Werkzeug wurde
(und wird manchmal
immer noch) händisch
von Bedienern vorge-
nommen, vor allem bei
Teilen, die eine Heraus-
forderung hinsichtlich
ihrer Größe oder Form
darstellten, oder die be-
Zwei Beispiele für sonders präzise platziert
immer gängiger und ausgerichtet werden
werdende Mikro-
Einlegeteile, die für mussten.
ältere Automatisie- Jahrelang hatten die
rungssysteme, die Bediener horizontaler
üblicherweise mit Maschinen darauf zu
„normal“ dimensio- warten, dass sich das
nierten Teilen um-
gehen, zur echten Werkzeug vollständig
Herausforderung öffnete und die Teile
werden können. herausfielen, hatten an-
schließend die Schutz-
tür zu öffnen, vorsichtig die Teile per Hand korrekt ins ten, und immer wieder einmal waren die Einlegeteile nicht
Werkzeug einzulegen, die Schutztür zu schließen und den exakt ausgerichtet. Bei Vertikalmaschinen waren die Her-
Zyklus des Umspritzens wieder zu aktivieren. Es war eine ausforderungen ähnlicher Art; dieser Beitrag fokussiert aber
ineffiziente und arbeitsintensive Methode, das Öffnen und auf horizontale Maschinen, die in der Spritzgießproduktion
Schließen der Schutzvorrichtung verlängerte die Zykluszei- wesentlich verbreiteter sind und aufgrund ihrer höheren Pro-
12 WITTMANN innovations – 2/2021Automatisierung
duktivität beim Einlege-Spritzguss bevorzugt werden. Hinzu erung über Software. In der Produktion aus gewisser phy-
kommt, dass horizontale Maschinen den Einsatz von verti- sischer Distanz betrachtet, scheinen die heutigen technisch
kal einfahrenden Robotern begünstigen, was es für vertikale höherwertigen Linearroboter nicht wesentlich anders zu
Verarbeitungsmaschinen mit sich brachte, bei dieser Art von sein als die vor 20 Jahren gebauten Modelle. Aber tatsäch-
Automatisierung nicht von einer entsprechend fortgeschrit- lich arbeiten sie genauer und sind besser programmierbar,
tenen Technologie profitieren zu können. leistungsfähiger und einfach in eine spezielle Automatisie-
rungsumgebung zu integrieren. Genau so wichtig ist der
Mikro-Einlegeteile Umstand, dass die Fähigkeiten der Entwicklungs-Teams der
Anbieter von Automatisierungen mit den Möglichkeiten
Die fortschreitende Zeit treibt die Technologie an, und ihrer neueren Roboter-Generationen mitgewachsen sind.
die Roboter-Technologie hat sich inzwischen wesentlich Darüber hinaus haben sich jene Geräte verbessert, die direkt
verbessert, im Besonderen im Hinblick auf den horizontalen im Arbeitsraum verbaut werden, was Sensoren und Technik
Spritzguss und vertikal einfahrende Linearroboter. Heute für die Qualitätskontrolle einschließt – was wiederum präzi-
automatisieren die meisten Spritzgießer, die sich dem Um- sen Einlege-Anwendungen zugute kommt. Als Beispiele
spritzen von Einlegeteilen widmen, ihre Prozesse mit Hilfe seien hier weiterentwickelte und dennoch kostengünstige
von vertikal einfahrenden Linearrobotern, was die Vorgän- zeitgemäße optische Sensoren genannt, wie auch Nähe-
ge rationalisiert, direkte rungssensoren und
Arbeitskosten einspart andere Technologien,
und auch die Qualitäts- die sicherstellen, dass
kontrolle vereinfacht. Einlegeteile vorhanden
Was aber bei herkömm- sind, am richtigen Platz
lichen Umspritz-An- und in der korrekten
wendungen mit „nor- Ausrichtung, und das
Elektrischer Teil
mal“ dimensionierten bei höchster Präzision. (im Text Beispiel-
Einlege- und Fertigteilen Kombiniert mit den projekt A), kleiner
funktioniert, muss nicht Fortschritten bei Ein- als 2,5 cm. Der
unbedingt für Mikro- legevorrichtungen, darin enthaltene
Einlegeteile passen, die Auslösemechanismen Einlegeteil wurde
in acht Kavitäten
in immer größerem Aus- und End-of-Arm- eingelegt und
maß zur Verarbeitung Tooling-Technologie, mit Ultem® PEI
gelangen – denn schließ- sind Arbeitszellen für umspritzt.
lich befinden wir uns im das Umspritzen äußerst
Zeitalter der miniaturisierten Elektronik und der Medizin- effizient und kostengünstig geworden, selbst wenn es sich
technik sowie mikromechanischer Systeme. Auf einem ein- um die herausforderndsten Mikro-Einlegeteile handelt. Und,
zelnen Cent findet möglicherweise ein Dutzend solcher ganz entscheidend im Hinblick auf das Projektmanagement:
Teile ausreichend Platz. Diese Größenverhältnisse stellen Anwender können einem erstrangig qualifizierten Roboter-
Spritzgießer und Anbieter von Robotern gleichermaßen vor Anbieter völlig vertrauen, dass dieser die volle Verantwor-
große Herausforderungen. tung für den Roboter und die gesamte Automatisierungszel-
le übernimmt. Somit hat sich ein Spritzgießer nicht an einen
Kleine Dimensionen, große Herausforderungen Dritten zu wenden, der die Integration einer speziellen Ein-
lege-Anwendung übernimmt. Ein Projekt mit einem einzel-
Auf der Mikro-Ebene – sagen wir, bei Teilegrößen unter nen Lieferanten abzuwickeln ist jedenfalls immer einfacher,
3 mm – wird Einlege-Spritzguss oftmals immer noch hän- als hätte man es mit mehreren zu tun.
disch abgewickelt (oder wird schlicht gar nicht praktiziert),
weil das automatisierte Handling derart winziger Teile be- Beispiele aus der Praxis
sondere Herausforderungen mit sich bringt. Das bedeutet
auch, dass das Design sich oftmals auf Baugruppen aus Hochpräziser Mikro-Einlege-Spritzguss wird aktuell er-
zwei Komponenten beschränkt, anstatt einen integrierten folgreich an horizontalen Präzisions-Spritzgießmaschinen
umspritzten Teil anzustreben. Warum? Weil Spritzgießern mit Schließkräften von 15 bis 165 Tonnen implementiert;
und Designern nicht immer klar ist, über welches Potenzial wobei „smart“ konstruierte Werkzeuge zum Einsatz kom-
die letzte Generation von Robotern für den Spritzgießbe- men, die eine derartige Automatisierung von Anfang an
reich verfügt. Zudem ist meist nichts über die Befähigung vereinfachen, schon bevor die Herstellung des Werkzeugs
der speziellen Entwicklungs-Teams von Automatisierungs- beginnt. In der Folge zwei erhellende Beispiele von Mikro-
Anbietern bekannt, solche Arbeitszellen zu realisieren und Einlege-Anwendungen und die damit verbundenen Heraus-
erfolgreich zu implementieren. forderungen.
Mikro-Anwendungen passen vielleicht nicht zu einem Beispielprojekt A ist ein elektrischer Teil aus Polyetheri-
noch vorhandenen Roboter der älteren Generation, der im- mid (Ultem®), mit einer Länge von unter 2,5 cm und einem
mer noch einfach „seine Wege zurücklegt“. Aber die heu- zylindrischen Einlegeteil aus keramischem Polymer von
te zur Verfügung stehenden Roboter bieten Verbesserun- 1,25 mm Durchmesser. Das Werkzeug verfügt über acht Ka-
gen wie Antriebsstränge mit größerer Präzision (< 1 mm), vitäten, und die Toleranz bei der Platzierung der Einlegeteile
Präzisions-Servomotoren für mehrere Achsen und die Steu- im Werkzeug beträgt für jede Kavität 0,01 mm. >>
WITTMANN innovations – 2/2021 13Automatisierung
Die Einlegeteile müssen von vorne nach hinten ausge- Überwachung zahlreicher Faktoren
richtet sein. Die Arbeitszelle besteht aus einer 110-Tonnen-
Maschine, einem von oben einfahrenden Linearroboter und Weitere allgemeine technische Überlegungen zur auto-
einer Vorrichtung zur optischen Inspektion, um sicherzu- matisierten Handhabung von Mikro-Einlegeteilen:
stellen, dass der Einlegeteil vorhanden ist und seine Ausrich-
tung stimmt. Der Roboter legt die Teile auf einem aus der • Statische Aufladung. – Auch die geringste statische
Zelle führenden Förderband ab, das mit jedem Einspritzvor- Aufladung kann Auswirkungen auf den Einlegeteil
gang vorrückt. Die Herausforderungen bei diesem Projekt bzw. umspritzten Teil haben. Es müssen Tests da-
stellen sich wie folgt dar: hingehend durchgeführt werden, ob die Einlegeteile
entsprechend gewaschen oder in sauberer entioni-
• Sicherstellen der Qualität der Einlegeteile. – Das heißt, sierter Luft gebadet werden müssen.
dass diese durchweg die Toleranzen einhalten und op- • Kontrollierte Umgebung. – Teile und Einlegeteile
tisch einwandfrei sind, sowie frei von Staub, Schmutz, von derart geringer Größe werden am besten in einer
statischer Aufladung oder Feuchtigkeit. Umgebung gehandhabt, in der Temperatur, Feuchtig-
• Sicherstellen der korrekten Ausrichtung des Einlege- keit und Luftbewegungen kontrolliert werden können.
teils über die gesamte Wegstrecke von der Zuführsta- Veränderungen der Raumtemperatur können die Grö-
tion bis zum Einlegen ins Werkzeug und Überprüfen ße der Einlegeteile verändern, was bei eng definierten
der Lage in der Kavität, bevor das Werkzeug schließt, Toleranzen kritisch werden kann. Feuchtigkeit kann
wobei im Roboter integrierte Kameras und visuelle ein hygroskopisches Polymer ungünstig beeinflussen.
Sensoren diese Aufgabe übernehmen. Luftbewegungen (etwa Zugluft, ausgehend von einer
• Sorgfältige Ermittlung der Wärmeausdehnung des Lüftung oder Türöffnung) können einen kleinen Teil
Werkeugs, die die Toleranzen der Kavitäten und die aus seiner Position bringen. Wohlüberlegte Einfas-
Platzierung der Mikro-Einlegeteile beeinflussen sungen und HEPA-Filter werden eingesetzt, um die-
könnte, und somit die Qualität des umspritzten Teils. se Risiken zu verringern, wie auch Kontaminierung
Besonders kritisch ist dieser Aspekt bei der Verarbei- durch Partikel möglichst zu vermeiden.
tung sehr kleiner Teile und enger Toleranzen. • Einheitlichkeit und Qualitätskontrolle. – Einlegeteile
• Allgemeine Aspekte von Einlege-Anwendungen, etwa müssen sehr einheitlich sein. Die Qualitätskontrolle
dass das Werkzeug auf der Aufspannplatte in perfek- checkt die Abmessungen und sucht nach Graten und
ter Weise eben, rechtwinklig und lotrecht montiert ist. Fremdkörpern.
Dies ist ebenfalls für das dazugehörende End-of-Arm- • Erkennung von Mikro-Teilen. – Ob Kameras oder op-
Tooling des Roboters sicherzustellen, selbst wenn die- tische Sensoren eingesetzt werden, wird durch Tests
ses über werkzeugberührende Führungsstifte verfügt. festgelegt. Man wird für Aspekte wie Ausrichtung,
• Das End-of-Arm-Tooling ist unter Beachtung enger Überprüfung, Bestätigung der Lage im Werkzeug und
Toleranzen (± 0,0127 mm) aus hochwertigem Edel- die Qualitätskontrolle eine fortgeschrittenere visu-
stahl zu fertigen – und nicht aus gewöhnlichem Acetal, elle Technologie einsetzen. Mit bloßem Auge wird
Baustahl oder Gummi – die „Finger“, die das umspritz- man Inspektionen normalerweise nicht durchführen
te Teil greifen. Andere Teile des End-of-Arm-Tooling können.
und die Zuführstation bestehen aus eloxiertem oder • Präzision des End-of-Arm-Tooling. – Die Greifer und
gehärtetem Material, damit die Oberflächen nicht ver- „Finger“ von Robotern und Automatisierungseinrich-
schleißen. tungen müssen unter Einhaltung enger Toleranzen
hergestellt werden, oftmals wird spezielles Material
Beispielprojekt B ist ein weiterer elektrischer Teil, dieser zum Einsatz kommen müssen.
besteht aus PBT und einem zylindrischen Metall-Einlegeteil. • Zuführen der Einlegeteile. – Es wird sich hierbei nicht
Der Einlegeteil misst unter 2 mm, er wird – von vorne nach um einen 08/15-Wendelförderer handeln können.
hinten ausgerichtet – in vier Kavitäten eingelegt, die Tole- Design und Material der Zuführung sind sorgfältig
ranz bei der Platzierung beträgt 0,03 mm. Optische Senso- zu wählen. Wieder geht es um enge Toleranzen, aber
ren überwachen die Ausrichtung und das Vorhandensein im auch um kreative Lösungen zur Teile-Ausrichtung.
Werkzeug. Die Zykluszeit der 110-Tonnen-Maschine beträgt Präzisions-Sensoren bestätigen jeden Schritt.
15 s. • Platzierung im Werkzeug und Greiferkontakt. – Das
Die Herausforderungen bei diesem Projekt gleichen je- End-of-Arm-Tooling wird oftmals über eine Vorrich-
nen bei Projekt A. Ein Unterschied zu keramischen Einlege- tung verfügen, die das Andocken an das Werkzeug
teilen besteht darin, dass Metallteile frei von Oxidation und erleichtert – sie sorgt für einheitliches Einlegen und
Belägen sein müssen, um jede Kontaminierung zu verhin- Entformen. Es kommen bei derart kleinen Teilen kei-
dern. Andererseits scheuern keramische Teile etwas mehr, ne herkömmlichen mechanischen Greifer zum Ein-
Joe Varone in diesen Fällen ist besonderes Augenmerk auf die Verwen- satz, sondern eher pneumatische Röhren.
ist Gebietsleiter dung gehärteter Kontakt-Oberflächen zu legen. Metallteile
der Roboter-Abtei- tendieren auch dazu, weniger brüchig und zugleich schwerer Zahlreiche weitere kleine Details, die für optimierte
lung von WITT- zu sein als Keramikteile, was das Greifen und Manipulieren Mikro-Einlege-Anwendungen beachtet werden müssen,
MANN BATTEN-
FELD, Inc. in von Metall etwas einfacher gestaltet. Obwohl: Nichts ist werden von einem erfahrenen Roboter-Lieferanten im
Torrington, einfach daran, ein Objekt von der Größe eines Reiskorns zu Verlauf der Spezifizierungsphase eines solchen Projekts
Connecticut, USA. handhaben. natürlich berücksichtigt. •
14 WITTMANN innovations – 2/2021Automatisierung
Links:
WITTMANN W822
Roboter mit geeig-
netem End-of-Arm-
Tooling. Ab gewis-
sem Produktions-
ausstoß nutzen
viele Spritzgießer
horitonzale Spritz-
gießmaschinen
und von oben ein-
fahrende Roboter.
Rechts:
End-of-Arm-Tooling,
das die Teile einer
Cognex Kamera
präsentiert (rechts
im Bild).
Links:
Die Kamera
überprüft die
Ausrichtung der
Einlegeteile.
Rechts:
Die Kamera-Ins-
pektion weist auf
einen fehlenden
Teil hin (rote Mar-
kierung).
Links:
Mikro-Einlegeteile,
auf den Pins eines
Shuttle abgelegt,
vor der Übernah-
me durch einen
Roboter. Die rote
Blitzlichtbeleuch-
tung ist Teil des
von der Kamera
durchgeführten In-
spektionsvorgangs.
Rechts:
Das End-of-Arm-
Tooling nimmt die
Mikroteile auf.
Links:
Mikro-Greifer mit
aufgenommenen
Einlegeteilen. Die-
se Greifer werden
unter Einhaltung
engster Toleranzen
gefertigt und
bestehen oftmals
aus speziellen
Materialien.
Rechts:
Zuführeinrichtung
für Mikro-Einlege-
teile – mehr als
nur eine Standard-
lösung.
WITTMANN innovations – 2/2021 15Automatisierung
PG Gruppe in Indien: Erfolgreicher
Einsatz von WITTMANN Automati-
sierungslösungen und Peripherie
PG Electroplast Ltd mit Sitz in Surajpu, Uttar Pradesh,
ist das Vorzeigeunternehmen der indischen PG Group.
PG Electroplast ist einer der führenden indischen Her-
steller auf dem Gebiet der Elektronik, im Kunststoff-
spritzguss und insbesondere in der Produktion von
Leiterplatten. Schon seit einigen Jahren gründet sich
der Erfolg von PG Electroplast auf die Nutzung von
Equipment der WITTMANN Gruppe.
Kishore Kumar
S
eit ihrer
Gründung
im Jahr 1977
ist das Potenzial
der PG Gruppe
ständig ange-
wachsen, und die
Fertigkeiten in
der Produktion
wurden laufend
weiterentwickelt.
Seinen Fokus legt
Der Produktions- das Unternehmen
standort von PG auf die höchste
Electroplast Ltd
Produktqualität,
in Surajpur, Uttar
Pradesh. Das und es ist auf
Unternehmen ist komplette Lösun-
Teil der PG Gruppe gen für die un-
und einer der terschiedlichsten
bewährtesten und
Industrien spe-
schlagkräftigsten
Zulieferer für zialisiert. Die PG
Erstausrüster in Gruppe genießt
Indien. das Vertrauen ei-
ner breiten Klien-
tel, die in unterschiedlichen Sparten zu Hause ist: Unterhal- Dienstleistungen für seine vielfältige Kundschaft. Die Grup-
tungselektronik, Automotive, Beleuchtungssysteme, Haus- pe unterhält vier Produktionswerke – drei für den Kunst-
haltsgeräte, Mobiltelefonie und Badezimmeraustattung. In stoffspritzguss, eines für den Werkzeugbau. Geschätzte 150
all diesen Industrien ist das Unternehmen für seine innova- Spritzgießmaschinen sorgen für den notwendigen Output
tiven und stets aktuellen Lösungen bekannt. in der Produktion. Die Spritzgießmaschinen sind nahtlos in
Von Anfang an hatte die Vision der PG Gruppe darin be- die übrigen Produktionsabläufe integriert, und sie verfügen
standen, zu Indiens führendem Lieferanten elektronischer über Schließkräfte von 90 bis 2.100 Tonnen.
Komponenten zu werden. Mit einem Umsatz, der 70 Mil- Die PG Gruppe ist ein börsennotiertes Unternehmen und
lionen US-Dollar übersteigt, ist dieses hochgesteckte Ziel verfolgt für die kommenden Jahre ambitionierte Wachstums-
zur Realität geworden. Die PG Gruppe stellt sich heute für pläne.
die indischen Erstausrüster als einer der bewährtesten und
schlagkräftigsten Zulieferer dar. PG Electroplast und die WITTMANN Gruppe
Mit besonderem Elan widmet sich das Unternehmen der
Bereitstellung von Komplettlösungen, Werklieferungen ge- Die Geschäftsbeziehung mit der WITTMANN Gruppe
druckter Leiterplatten, der Montage kompletter Baugrup- begann im Jahr 2016. Damals standen die WITTMANN
pen, dem Kunststoffspritzguss und ingeniertechnischen Temperiergeräte im Zentrum des Interesses, die von der
16 WITTMANN innovations – 2/2021Automatisierung
PG Gruppe in großer Stückzahl geordert wurden. WITT- wir im Unternehmen jemals erzielen konnten.“ Dieses
MANN lieferte 26 TEMPRO Temperiergeräte für den Automatisierungs-Projekt hat auch die Zykluszeiten ver-
Temperaturbereich bis 90 °C sowie 25 Stück für den Ein- ringert, es kam zu einer Verringerung der Kosten, und
satz bis 140 °C – insgesamt 51 Temperiergeräte. somit zu einer Erhöhung der Gewinnspanne. Die Zielvor-
Nachdem sich PG Electroplast von der Qualität der von stellungen des Unternehmens hinsichtlich der Qualität der
WITTMANN gelieferten Technik nun selbst überzeugen Teile – nämlich 0 ppm (= 0 fehlerhafte Teile pro Million
konnte und sah, wie erfolgreich die neuen Geräte arbei- Stück) – haben sich erfüllt, und die automatisierten Ar-
teten, schlug das Unternehmen in einem nächsten Schritt beitsplätze haben die Einführung von Poka-Yoke-Systemen
vor, eine automatisierte Anlage für den Einlege-Spritzguss im Unternehmen erleichtert. Diese Lösungen erwiesen
zu realisieren. sich als derart erfolgreich, dass sich die PG Gruppe die
Company Director Vishal Gupta erinnert sich: „Erfolg- Automatisierung ihres indischen Produktionswerks in
reich arbeitende Automatisierung wurde für uns zum Pune vorgenommen hat.
Schlüssel dafür, unser Ziel erreichen zu können, der be- Vishal Gupta führt weiter aus: „Unsere Unternehmens-
vorzugte Lieferant von Erstausrüster-Kunden zu werden. gruppe verfügt über hohes Qualitätsbewusstsein, und wir
Wir wandten uns an unseren Partner WITTMANN, der befolgen sämtliche ISO und TS Normen – zusätzlich zu
uns bei unserer Absicht unterstützen sollte, weltbeste Qua- den Qualitätsvorschriften unserer Erstausrüster-Kunden.
lität zu niedrigen Kosten und ohne Ausschuss zu produ- Natürlich definiert jeder dieser Kunden seine eigenen Qua-
zieren, und das bei in die Millionen gehenden Stückzahlen. litätsstandards, und wir ziehen großen Nutzen daraus, die
Ein äußerst anspruchsvolles Projekt – und zusammen mit höchsten dieser Standards auf uns selbst anzuwenden, um
WITTMANN arbeiteten wir hart daran, diese hellleuch- so unsere Leistungsfähigkeit weiter zu verbessern.“
Ansicht einer Pro-
duktionshalle von
PG Electroplast
mit WITTMANN
Robotern im
Einsatz.
tende Vision Wirklichkeit werden zu lassen.“ Der erste Kon- Inzwischen profitiert die PG Gruppe weiterhin vom
trakt zwischen der PG Gruppe und WITTMANN, der Umstand, dass für die Temperaturregelung in der Produk-
eine Automatisierungslösung zum Inhalt hatte, wurde im tion auf WITTMANN Temperiergeräte zurückgegriffen
November 2016 unterzeichnet. Auf umfassend ausgearbei- wird.
teter Vertragsbasis wurde die Umsetzung einer komplizier- Die CE-Kennzeichnung der TEMPRO Temperierge-
ten Produktionsanlage für den Einlegespritzguss in Angriff räte stellt für die Erstausrüster-Kunden einen entschei-
genommen. denden Bonuspunkt dar, und die verschiedenen Features,
Schon kurze Zeit darauf, als sich dieses allererste Auto- die eine vorbeugende Instandhaltung der Temperiergerä-
matisierungsprojekt bereits als großer Erfolg erwiesen hat- te ermöglichen, sind für das Produktionsteam von höchs-
te, schloss die PG Gruppe mit WITTMANN einen Handel tem Nutzen.
über fünf weitere Automatisierungs-Systeme ab. Die Basis Derzeit tauscht sich das Unternehmen mit WITTMANN
jeder dieser sechs Automatisierungen bildet ein WITT- hinsichtlich verschiedener Aspekte aus, welche sich auf die
MANN W818 Roboter, der jeweils mit einem speziellen Materialien, deren Trocknung und Förderung beziehen.
Greifer für die Teile ausgestattet ist. Die PG Gruppe nimmt seit geraumer Zeit auch in un-
Jede Automatisierungszelle verfügt darüber hinaus über eingeschränktem Maß an der Kampagne „Make It In India“
Transporteinrichtungen, auf welchen die Teile abgelegt teil, welche die indische Regierung ins Leben gerufen hat. Kishore Kumar
werden, und nicht zuletzt über eine Schutzeinhausung, um Die Maßnahmen, welche die PG Gruppe ergreift, um die ist Stellvertreten-
die Arbeitssicherheit zu gewährleisten. Kosten zu senken – und das mit WITTMANNs tatkräfti- der Geschäftsfüh-
rer von WITT-
Vishal Gupta führt aus: „Wir konnten aus dem Einsatz ger Unterstützung – haben dem Unternehmen bei seinen MANN BATTEN-
dieser Roboter viele Vorteile ziehen. Alles in allem ermög- indischen Erstausrüster-Kunden einen durchaus entschei- FELD India pvt Ltd.
lichte uns dieses Investment die größte Rentabilität, die •
denden Startvorteil verschafft. in Chennai, Indien.
WITTMANN innovations – 2/2021 17News
Bulgarien:
WITTMANN BATTENFELD BULGARIA EOOD
I m Jahr 2020 sah sich WITTMANN
BATTENFELD Bulgarien so man-
cher Herausforderung gegenüber, und
Für die Abwicklung des laufenden
Tagesgeschäfts verlässt sich Stanislav
Dundekov auf ein Team von insgesamt
• Es herrscht ein gewisser Kon-
kurrenzdruck unter den ver-
schiedenen Anbietern von Pe-
nicht nur aufgrund der herrschen- acht Mitarbeitern, ihres Zeichens Pro- ripherie-Equipment, was die
den Pandemie. Zunächst sind hier fis in Sachen Verkauf, Lagerhaltung, Spritzguss-Anwender dazu ver-
die Veränderungen im Management Kundenservice und Finanzen. Ein Mit- leitet, die Preise nach Möglich-
zu nennen, die sich im vergangenen arbeiter ist speziell nur für den Einkauf keit zu drücken.
Jahr ereigneten –
sowohl was den
technischen als
auch den adminis-
trativen Bereich
betrifft. Im Ver-
lauf des vierten
Quartals verließ
Das Team von der langjährige
WITTMANN Geschäftsführer
BATTENFELD Sterev Yassen das
BULGARIA EOOD, Unternehmen.
der lokalen
Niederlassung Stanislav Dunde-
der WITTMANN kov folgte ihm in
Gruppe, vor dem dieser Position
Haupteingang des nach. Dundekov
aktuellen Büroge- verfügt über einen
bäudes in Plovdiv.
Vierter von rechts: Abschluss in Inge-
Geschäftsführer nieurtechnik, und
Stanislav Dundekov. er fungierte bis
zur Übernahme
der Geschäftsleitung als Leiter der und den Verkauf von Ersatzteilen ab- Den entscheidendsten Wettbewerbs-
Abteilung für After Sales Service – und gestellt, denn seit zwei Jahren zeigt vorteil stellt für WITTMANN BATTEN-
das über einen Zeitraum von 17 Jahren dieser Geschäftsbereich großes Poten- FELD Bulgarien der exzellente After
hinweg. Neben dieser Neuausrichtung zial und ist entsprechend gewachsen. Sales Service des Unternehmens dar.
des Managements erfolgte die Über- Von Stanislav Dundekovs umfassender
siedlung von WITTMANN BATTEN- Der bulgarische Markt Expertise einmal abgesehen, besteht
FELD Bulgarien in neue Räumlicheiten das Service-Team aus zwei hervorra-
in Plovdiv, der zweitgrößten Stadt des Laut diverser Marktforschungs- genden Technikern, die jedwedes tech-
Landes. berichte ist der bulgarische Bedarf nische Problem, das möglicherweise
Inzwischen sind die Pläne für ein an Kunststoffteilen und Gummipro- bei einem Kunden auftritt, sofort loka-
neu zu errichtendes eigenes Haus dukten stark angewachsen, zumal in lisieren und umgehend die Fortsetzung
konkret geworden. An der Plovdiver den folgenden Bereichen: Kunststoff- einer exakt laufenden und störungs-
Ringstraße in der Nähe des Dorfes verpackungen, Automotive, elektro- freien Produktion sicherstellen können.
Voyvodinovo (ein für viele Produk- technische Produkte, Gummimatten, Seit dem Beginn des neuen Jahres
tionsbetriebe attraktiver Standort), Förderbänder und Gummidichtungen. hat WITTMANN BATTENFELD Bul-
wurde ein passendes 6.000 m2 großes Diese Entwicklung ist das Resultat garien von seinen lokalen Kunden
Grundstück erworben. Derzeit wird der wachsenden Baubranche und des schon eine beachtliche Anzahl von An-
der Investitionsplan für das neue wachsenden Automotive-Sektors. fragen erhalten, die sich sowohl auf
Gebäude entworfen, das nach Fertig- Ein näherer Blick auf die Marktsi- neue Spritzgießmaschinen als auch auf
stellung neben Büroräumlichkeiten tuation offenbart zwei derzeit vorherr- Peripherie-Equipment beziehen.
auch über einen Schauraum und eine schende Tendenzen bei den Akteuren: Stanislav Dundekov ist jedenfalls
neue größere Lagerhalle verfügen wird. davon überzeugt, dass sich die Situa-
Die Planungen stehen noch am Beginn; • Die lokalen Verarbeiter haben tion weiter verbessern wird, und dass
derzeit werden die entsprechenden ihre mittelfristigen Investitions- die leichten Unsicherheiten, die der
offiziellen Genehmigungen eingeholt, pläne zurückgestellt. Aufträge Markt während des vergangenen Jahres
und es beginnt die Detailarbeit an der werden nach Abwägung des ak- gezeigt hat, sehr bald vergessen sein
Planung des Gebäudelayouts. tuellen Bedarfs erteilt. werden. •
18 WITTMANN innovations – 2/2021Sie können auch lesen