Wir haben den Dreh raus! - www.wittmann-group.com - In diesem Heft: Start unserer Artikelserie über Plastifizierschnecken - plasticker
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

www.wittmann-group.com
Technik – Märkte – Trends 14. Jahrgang – 1/2020
Wir
haben
den Dreh
raus!
In diesem Heft:
Start unserer
Artikelserie über
Plastifizierschnecken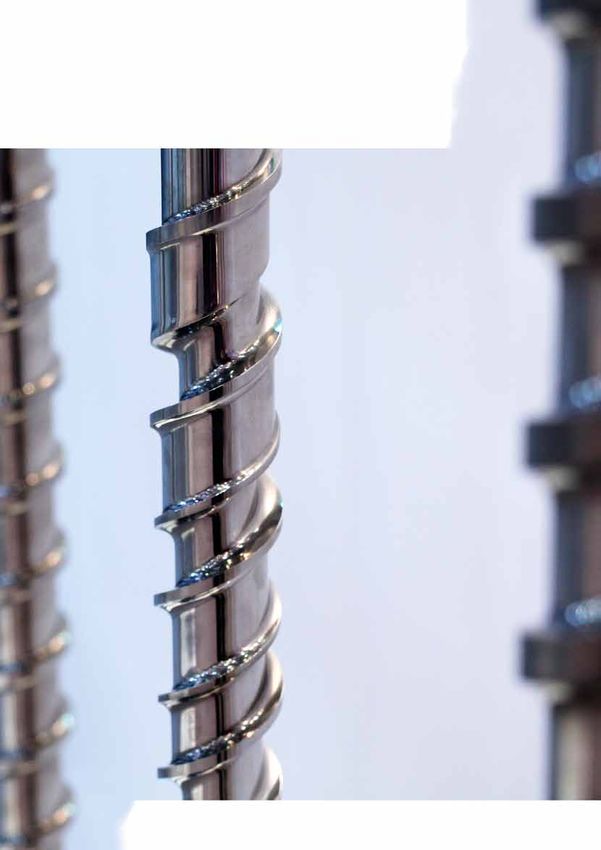
www.wittmann-group.com
Technik – Märkte – Trends 14. Jahrgang – 1/2020
Wir
haben
den Dreh
raus!
In diesem Heft:
Start unserer
Artikelserie über
Plastifizierschnecken
WITTMANN innovations (14. Jahrgang – 1/2020)
Vierteljährlich erscheinende Zeitschrift der WITTMANN Gruppe. Das Medium dient der Information von Mitarbeitern und Kunden.
Redaktionsadresse: WITTMANN Kunststoffgeräte GmbH, Lichtblaustraße 10, 1220 Wien – Redaktion, Lektorat, Layout und
Produktion: Bernhard Grabner – Tel.: +43-1 250 39-204 – bernhard.grabner@wittmann-group.com – www.wittmann-group.com
Druckausgabe 2/2020 von „WITTMANN innovations“ erscheint zum Beginn des 2. Quartals 2020.
Editorial Inhalt
Spritzguss Wir haben den Dreh raus!
Filipp Pühringer
eröffnet unsere
Plastifizierschne-
Michael cken-Artikelserie
Wittmann mit dem 1. Teil.
Seite 4
Liebe Leserinnen und Leser,
Der Beschichtungs-Spezialist
2020 – quo vadis? Vor einigen Wochen hatte ich Gele-
genheit, eine Präsentation eines Wirtschaftsforschungs-
instituts mitzuverfolgen. Müßig zu erwähnen, dass es da- Reinhard Bauer
bei um die aktuelle wirtschaftliche Entwicklung und die besuchte LEON-
HARD KURZ in
Aussichten für das Jahr 2020 ging. Bezeichnend für mich Fürth, Deutsch-
war die Aussage des Geschäftsführers des Instituts, dass die land …
morgendlichen Tweets von US-Präsident Trump ebenso Seite 7
entscheidend wären wie die statistischen Daten, die im
Zuge der Geschäftsaktivitäten des Forschungsinstituts ge- AIRMOULD® für Automotive
sammelt und üblicherweise die Grundlagen für Prognosen
bilden würden.
Inzwischen sind wir mit den erratischen Wutausbrüchen
von Präsident Trump ja bestens vertraut, und so kann das
… und WITTE Auto-
wohl nur bedeuten: „Alles ist möglich, und nichts ist fix.“ In motive in Ostrov in
Europa gesellt sich noch der Greta-Thunberg-Effekt dazu: Nordböhmen (CZ).
Ein junges, schutzbedürftiges Mädchen widmet ihr Leben Seite 10
sehr öffentlichkeitswirksam einem Thema, das uns alle be-
trifft. Das erzeugt eine emotional aufgeladene Situation, in Spritzguss für Arbeitssicherheit
der intelligente und faktenbasierte Diskussion und Entschei- WITTMANN
dungsfindung praktisch nicht möglich sind. BATTENFELD
Und was bedeutet das nun alles für unsere Branche? – Spanien
Im Jahr 2019 hat die Entwicklung im Maschinenbau für recherchierte bei
Productos Climax
die Kunststoffindustrie eine Abbremsung auf das Auftrags- in Parets del Vallès
niveau von 2012 hingelegt. Dieser Abschwung kam im bei Barcelona.
Wesentlichen von neuen Handelsbarrieren und den vielen Seite 13
Unsicherheiten bei den Konsumenten, die Kaufentschei-
dungen aufschoben. Da Kaufentscheidungen aber nicht
beliebig lange aufgeschoben werden können, gehen wir mit
Auto- Der größte Roboter aller Zeiten
matisierung
Optimismus in das neue Jahr. Schon das letzte Jahr haben Julie Filliere
wir dazu verwendet, mit Volldampf an unseren Entwick- über BELLI in
lungen weiter zu arbeiten. Unzählige Neuvorstellungen auf Frankreich und
den bislang größ-
der K 2019 zeigten sehr eindrucksvoll unsere Innovations- ten WITTMANN
kraft in allen Geschäftsbereichen. Dazu gehört auch die Roboter.
Prozesstechnologie, und so präsentieren wir Ihnen in dieser Seite 15
Ausgabe von innovations die erste Lieferung einer dreitei-
ligen Artikelserie zur richtigen Auslegung und Dimensio-
nierung von Schneckengeometrien. In diesem Jahr werden
Trocknung/ Die MEGATECH Zentralanlagen
Förderung
uns auch noch Kreislaufwirtschaft, Digitalisierung und WITTMANN
CO2-Neutralität intensiv beschäftigen: jedenfalls spannende BATTENFELD
Themen, die viel Diskussions- und Lesestoff liefern werden. Spanien
über die MEGA-
Ich möchte mich an dieser Stelle bei all unseren Mitar- TECH-Anlagen
beiterinnen und Mitarbeitern sowie unseren Geschäftspart- in Spanien.
nern sehr herzlich für ihre Treue und Leistungsbereitschaft Seite 16
bedanken. Ich wünsche uns allen ein erfolgreiches und ge-
sundes neues Jahr.
News Die Vertretung der WITTMANN
Gruppe in Marokko:
Herzlichst, Ihr Michael Wittmann SMARTINDUS in Tanger Seite 18
WITTMANN innovations – 1/2020 3
Spritzguss
Rund um die Plastifizierschnecke
Teil 1 der Serie
Der erste Teil dieser dreiteiligen Artikelserie diskutiert die grundlegende
Auslegung einer Plastifiziereinheit und die richtige Wahl des Spritzaggre-
gats. Es wird gezeigt, wie anhand des Schussvolumens der erforderliche
Schneckendurchmesser bestimmt werden kann. Mit der Formel für die
mittlere Verweilzeit werden die Auslastung und die thermische Material-
belastung abschätzbar (welche für eine hohe Produktqualität niedrig
zu halten ist). Nicht zuletzt sind der maximale Spritzdruck und das ver-
fügbare Schneckendrehmoment Schlüsselgrößen für eine erfolgreiche
Spritzgießfertigung. – Grundlegende Überlegungen, welche die Basis
für die Auswahl einer Schneckenzylinderkombination sowie den Aus-
gangspunkt für weitere Optimierungen bilden.
Filipp Pühringer
D
ie Auslegung einer Spritz-
gießmaschine stellt eine
durchaus komplexe Auf-
gabenstellung dar. Damit bei der
Wahl der Maschine kein Fehlgriff
unterläuft, müssen zuvor die unter-
schiedlichsten Kenngrößen ermittelt
und ins Kalkül gezogen werden.
Insbesondere der Plastifizierein-
heit ist großer Stellenwert beizumes-
sen, da sie maßgeblich dazu beiträgt,
die Herstellung hochqualitativer
Produkte zu ermöglichen. Die Anfor-
derungen, welche an diese Aggrega-
te gestellt werden, sind äußerst fa-
cettenreich, aber durch sorgfältiges
Ausbalancieren der unterschiedlichen
Aspekte schon während der Ausle-
gungsphase können Zielkonflikte
vermieden werden. Beispielsweise
steht die Forderung nach höchstmög-
Verschiedene
Ausformungen lichem Durchsatz den Anforderun-
von Plastifizier- gen in Bezug auf Materialhomogeni-
schnecken. tät, Schmelzequalität, Förderstabilität
und Verschleißbeständigkeit entge-
gen. Wobei die Verschleißbeständigkeit nicht ausschließlich Grundauslegung der Plastifiziereinheit
mit der Art des Werkstoffs zusammenhängt, sondern sich
vielmehr als eine Eigenschaft aus dem systemischen Zusam- Schussvolumen
menspiel von Geometrie und korrekter Werkstoffwahl ergibt.
Wirksame Die hier vorliegende Erörterung fokussiert auf jene Über- Je nach zu verarbeitendem Material liegt der optimale
Schneckenlänge: legungen, die bei der Grundauslegung von Plastifizierein- Betriebsbereich einer Plastifiziereinheit bei einem Schne-
Diejenige Teillänge, heit und Spritzeinheit anzustellen sind. Die Definition der ckenhub von etwa 1 bis 3 Schneckendurchmessern (D).
die sich von der
Vorderkante des grundsätzlichen Auslegung von Plastifiziereinheit und Spritz- Wird bei der Auslastung der Spritzeinheit ein Wert für den
Einfülllochs bis zur einheit bildet die Voraussetzung dafür, in weiterer Folge Dosierhub gewählt, der über 4 D zu liegen kommt, kann
Schneckenspitze die Schneckengeometrie festlegen zu können. Mit der Vor- höchste Prozessstabilität nicht mehr sichergestellt werden.
im Arbeitsbereich gangsweise bei der Erarbeitung einer Schneckengeometrie Die möglichen Folgen wären Dosierzeitschwankungen, Luft-
des Zylinders wird sich die nächste Ausgabe von innovations ausführlicher einzug und ein beschleunigter Verschleiß der Einheit. Die
erstreckt. Sie ist
für Förderung befassen. (Bei der Entwicklung von Schneckengeometrien Ursache hierfür liegt darin begründet, dass sich durch an-
und Druckaufbau sind die Belastungen für Material und Maschine die limitie- steigenden Dosierhub die wirksame Schneckenlänge redu-
maßgebend. renden Größen: Druck, Temperatur, Dosiermoment, etc.) ziert. Somit verkürzt sich die Kanallänge bis zur Kompressi-
4 WITTMANN innovations – 1/2020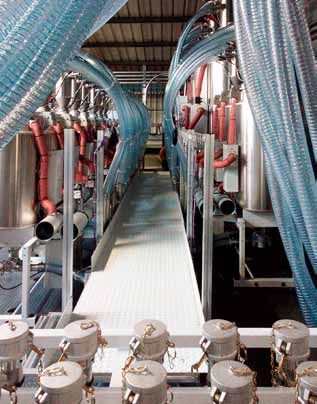
Spritzguss
on, wodurch dem Material weniger Zeit zur Verfügung steht, ge von 1 bis 3 Schneckendurchmessern entspricht. Somit
um ausreichend Wärme für die Erweichung aufzunehmen. ergeben sich für die Schnecke folgende Grenzdurchmesser:
Das Resultat sind ansteigende Drücke im Kanal, die Material
und Maschine belasten. Das Schussvolumen VSCH errechnet
sich wie folgt: und
Bei der letztendlichen Wahl des Schneckendurchmessers
werden die Charakteristika aller zu fertigenden Produkte be-
Bei Heißkanalwerkzeugen ist die Komprimierung der rücksichtigt. Nach entsprechender Abwägung der berech-
Schmelze im Heißkanal zu berücksichtigen – abhängig da- neten Durchmesserbereiche wird schließlich der endgültige
von, ob der Heißkanal zyklisch entlastet werden muss (etwa Schneckendurchmesser gewählt.
bei offenen Heißkanälen mit leichtfließenden Materialien).
Je höher die Schmelzekompressibilität und je höher der Verweilzeit
Spritzdruck, desto höher der Faktor fHK für den Heißkanal.
Typische Werte für fHK liegen zwischen 0,1 bis 0,3. Somit Als Verweilzeit wird jene Zeitspanne bezeichnet, die
kann sich schon bei verhältnismäßig kleinen Teilegewichten ein Kunststoffpartikel im Zylinderrohr verbringt. Durch
mT eine Verdoppelung des erforderlichen Hubvolumens die komplexen Strömungsvorgänge im Zylinder ergibt
ergeben! Für Werkzeuge mit erstarrendem Anguss ergibt sich allerdings keine exakt definierte Zeitspanne, die für
sich der Faktor fHK zu Null. Es ist wichtig zu beachten, dass alle Schmelzeanteile gleichermaßen gilt, sondern eine ge-
Schematische
Darstellung des
Plastifiziersystems.
VSCH ........... Schuss-
volumen
mT .................. Teile-
gewicht
ρm .......... Schmelze-
dichte
fHK .............. Faktor
Heißkanal
VHK ...... Heißkanal-
volumen
VMP ......... Volumen
Restmasse-
polster
D .......... Schnecken-
durchmesser
das erstarrende Angusssystem dann im Betrag des Teilege- wisse Verweilzeitverteilung. Diese ist u. a. abhängig vom Dmin ........ kleinster
wichts mT enthalten ist, was entsprechend berücksichtigt Kanalvolumen, von der Gesamtzykluszeit, der Material- empfohlener
Schnecken-
werden muss. schüttgutdichte, der Schmelzedichte und von Prozesspa- durchmesser
Das Volumen des Restmassepolsters VMP sollte sich in rametern wie Staudruck und Drehzahl. Dmax .......... größter
Abhängigkeit vom Schneckendurchmesser D verändern. Die Die Verweilzeitverteilung gibt Aufschluss über die Ma- empfohlener
Faustformel lautet, nach der Nachdruckphase einen Schne- terialqualität hinsichtlich Durchmischung und ausrei- Schnecken-
ckenhub mit einem Wert von 0,1 bis 0,3 D im Zylinder vor- chender Plastifizierung. Je breiter die Verweilzeitvertei- durchmesser
tV .............. mittlere
zufinden. Somit errechnet sich das Volumen VMP wie folgt: lung, desto höher die Mischwirkung. Die Berechnung der Verweilzeit
Verweilzeitverteilung ist eine komplexe mathematische tzykl ........... Gesamt-
Aufgabe. zykluszeit
Für die Abschätzung in der Praxis ist jedoch oftmals VK ......... Schnecken-
eine vereinfachte Formel für die mittlere Verweilzeit tV kanal-
volumen
Aus dem berechneten Schussvolumen lässt sich der ausreichend. Die mittlere Verweilzeit bezeichnet jene fMAT ............ Dichte-
Schneckendurchmesser ableiten. Wie schon ausgeführt, Zeitspanne, während welcher sich ein Kunststoffpartikel korrektur-
lässt sich der Dosierhub als Strecke definieren, die der Län- im Durchschnitt im Zylinderrohr aufhält. Die mitt- >> faktor
WITTMANN innovations – 1/2020 5
Spritzguss
lere Verweilzeit dient als erster Indikator für thermische Daher wird das Antriebsdrehmoment entsprechend an
Schädigung des Materials. die jeweilige Schnecke angepasst, um einen Schnecken-
bruch zu vermeiden.
Für die Ermittlung des Drehmoments sind die zuvor
definierten Größen wie Hubauslastung und Verweilzeit,
aber auch die Viskosität des zu verarbeitenden Materials
Der Faktor fMAT berücksichtigt die unterschiedlichen maßgebend. Neben der Nutzung präziser Berechnungstools
Werkstoffdichten. So ist die Feststoffdichte an sich größer als kann WITTMANN BATTENFELD auf einen umfassen-
die Schmelzedichte, die wiederum größer ist als die Materi- den Erfahrungsschatz aus unzähligen realisierten Anlagen
alschüttgutdichte, die ein granulatförmiger Ausgangsstoff zurückgreifen, um die für den jeweiligen Fall korrekte Wahl
erzielen kann. Versuche haben gezeigt, dass dieser Faktor zu treffen.
typischerweise zwischen
0,8 und 0,9 zu liegen
kommt. Somit reduziert
sich die errechnete Ver-
weilzeit dadurch, dass das
Leervolumen zwischen
den Granulatkörnern im
Einzug der Schnecke be-
rücksichtigt wird.
Für die gebräuchlichen
Kunststofftypen ist von
einem optimalen Zeitfens-
ter von 2 bis etwa 8 min
Dauer auszugehen. Eine
Verweilzeit von zumin-
Schematische
Darstellung: dest 1 min sollte nicht
empfohlene unterschritten werden.
Hubauslastung. Erwähnt sei, dass es je
nach Additivierung und
Grundpolymer große Unterschiede bezüglich der Hitzesta- Maximaler Spritzdruck
bilität von Kunststoffen gibt. So können spezielle Material-
typen – beispielsweise für die Linsenfertigung – durchaus Auf jeden Fall abzuklären ist der maximal verfügbare
Verweilzeiten von über 30 min problemlos überstehen, wo- Spritzdruck. Je Spritzeinheitgröße stehen unterschiedlich
hingegen bei Kunststoffen mit medizinischen Wirkstoffen dimensionierte Schneckenzylinder zur Verfügung. Speziell
unter Umständen bereits nach 2 min Schädigungsprozesse bei größeren Schneckenzylindern gilt es, den maximalen
beginnen. Einspritzdruck zu beachten. Aufgrund der dann größeren
Während der Entwicklungsphase einer Schneckengeo- Querschnittfläche der Schnecke ist – bei dennoch gleicher
metrie ist selbstverständlich das exakte Kanalvolumen Einspritzkraft – ein niedrigerer, spezifischer Einspritzdruck
noch nicht bekannt. Hier kann zur ersten Orientierung verfügbar!
das Volumen der bestehenden Standard-3-Zonenschnecke Genauso gilt es zu beachten, dass – je kleiner der Schne-
herangezogen werden. Bei Schnecken mit gleichem Funkti- ckendurchmesser wird – das Übersetzungsverhältnis von
onsprinzip weichen die Volumina zumeist nur geringfügig spezifischem Einspritzdruck zu Einspritzkraft immer weiter
voneinander ab. anwächst, was die Regelgenauigkeit beeinflusst. Dies stellt
Grundsätzlich kann die Berechnung der Verweilzeit letztlich den Grund dar, warum nicht beliebig kleine Schne-
einen ersten Richtwert für die Gesamtschneckenlänge bei- ckenzylinder in beliebig große Aggregate verbaut werden
steuern. Bei extrem kurzen Verweilzeiten werden Schne- können.
cken verlängert, bei extrem langen Verweilzeiten werden Die erforderlichen Spritzdrücke werden in der Praxis
Schnecken verkürzt ausgeführt. aus Erfahrungswerten abgeleitet oder durch Berechnung
ermittelt (beispielsweise durch Füllsimulationen). Eine aus-
Maximales Schneckendrehmoment reichende Reserve sollte im Sinne der maschinenbaulichen
Auslegung dennoch berücksichtigt werden.
Jede Spritzeinheit verfügt über ein maximales Schnecken-
Filipp Pühringer antriebsmoment. Dieses ist durch die verbauten Antriebe Entscheidungsgrundlage
leitet die Abtei- definiert. An WITTMANN BATTENFELD Maschinen sind
lung Verfahrens- unterschiedliche Ausstattungsvarianten verfügbar, die eine Schussvolumen, Verweilzeit, maximales Schneckendreh-
technische Entwick- Erhöhung des Antriebsmoments ermöglichen. moment und maximaler Spritzdruck: Die Abklärung dieser
lung bei WITT- In diesem Zusammenhang muss auch die mechanische zentralen Parameter sollte es bereits ermöglichen, die Schne-
MANN BATTEN-
FELD in Kotting- Festigkeit der angetriebenen Schnecke berücksichtigt wer- ckengröße festzulegen und die passende Spritzeinheit zu
brunn, Nieder- den. Dabei ist der dünnste Querschnitt der limitierende wählen – bzw. den Spielraum für beide Entscheidungen
österreich. Faktor. stark einzugrenzen. •
6 WITTMANN innovations – 1/2020
Spritzguss
Von der Rolle in die dritte Dimension
Die LEONHARD KURZ Stiftung & Co. KG mit Ihrem Headquarter in Fürth ent-
wickelt und produziert dekorative und funktionelle Beschichtungen für unter-
schiedlichste Kunststoffanwendungen, die mittels Trägerfolien beim Spritzgießen
auf Kunststoffbauteile übertragen werden. Wesentliches Entwicklungsziel ist die
Technologie- und Prozessentwicklung, sowie der Ausbau der 3D-Verformung an
Ecken und entlang des Formteil-Umrisses. Dazu unterhält LEONHARD KURZ ein
umfangreiches Spritzgießtechnologie-Zentrum. Hier vorhanden sind u. a. zwei
Produktionszellen auf Basis von servohydraulischen WITTMANN BATTENFELD
SmartPower Spritzgießmaschinen mit 1.200 und 2.100 kN Schließkraft.
Reinhard Bauer
Dekor- und
Funktionsbeschich-
tungen, wie sie bei
LEONHARD KURZ
in Nürnberg/
Fürth entwickelt
und produziert
werden, ermögli-
chen die effiziente
Realisierung neuer
Designkonzepte,
hier am Beispiel
einer variier- und
dimmbar hinter-
leuchteten PKW-
Türblende.
Foto:
D
LEONHARD
as Automobil ist für viele von uns zu einer Art zwei- teil durch Heißprägen. Daraus abgeleitet erlangte die Folie
KURZ Stiftung
tem Wohnzimmer geworden, in dem wir tenden- als Transfermedium zur Übertragung von Designschichten/ & Co. KG
ziell immer mehr Zeit verbringen (teils dem Anwach- Druckdekors während des Spritzgießprozesses wachsende
sen der Verkehrsdichte geschuldet). Aber anders, als dort zu Bedeutung. Dafür wird das Rolle-zu-Rolle-Transferverfah-
entspannen, sind wir einer Reihe von Stressfaktoren ausge- ren (IMD = In-Mold-Decoration im Transferverfahren)
setzt. Als Kompensationsmaßnahmen haben die Autoher- eingesetzt. Ein speziell von KURZ entwickeltes Folienvor-
steller in den letzten Jahren zunehmend in die Verbesserung schubgerät zieht die beschichtete Folienbahn (meist aus
der Ergonomie, in Assistenzsysteme, aber auch in die „Wohn- Polyester) zyklussynchron durch das offene Spritzgießwerk-
lichkeit“ des Fahrerumfelds investiert, insbesondere durch die zeug, dabei können Endlosdesigns mittels Wegsteuerung
Verbesserung der Oberflächen-Umgebung. Dazu zählt das und auch Einzelbilddekore mittels Lichtleiterpositionierung
Beschichten harter Verkleidungsteile mit Softtouch-Elasto- gesteuert werden. Die bei IMD werkzeugspezifischen
meren, das Lackieren, das Bedrucken oder die Kombination Klemmrahmen und die Vakuumtechnik sorgen dann für ein
aus dekorierten Oberflächen und Strukturteilen. Insbesonde- passgenaues Halten und Einziehen in die Werkzeugkavität.
re Letzteres erweist sich durch Fortschritte in der Folientech- Anschließend wird das Lacksystem „hinterspritzt“ und geht
nik als Methode mit dem größten Innovationspotenzial, was dabei eine haftende Verbindung mit dem Kunststoff ein.
hier vorhandene deutliche Zuwachsraten belegen. Nach der Trennung des Folienträgers vom Lacksystem beim
Werkzeugöffnungsvorgang wird das inline dekorierte Bauteil
Mehr als nur Glanz, Dekor und Kratzschutz normal entformt. Bei dieser Dekorationsmethode spricht
man auch von einem „Trockenlack-Dekorationssystem“
Bereits seit den 1980er-Jahren spielen Folien eine zuneh- (Schutzlack inkludiert).
mend wichtige Rolle für die Oberflächengestaltung von LEONHARD KURZ im fränkischen Fürth ist der Markt-
Kunststoffteilen. Zu Beginn hauptsächlich als Trägerfolien führer bei Transferprodukten für die Oberflächengestaltung
für Metallschichten zur Übertragung auf einen Kunststoff- von Kunststoffteilen. Über die traditionellen Heißpräge- >>
WITTMANN innovations – 1/2020 7
Spritzguss
PMD-Insert, auf
der Formteil-
Innenseite mit
einem gedruckten
kapazitiven PolyIC
Sensor kombiniert.
Foto:
LEONHARD folien und die IMD-Folien hinaus bietet Kurz ein weites zu Einlegeteilen konfektioniert werden. Im Spritzgießwerk-
KURZ Stiftung
& Co. KG Spektrum an Spezialeffekt- bzw. Funktionsdekoren an. Bei- zeug hinterspritzt werden daraus Armaturen- oder Mittel-
spielsweise so genannte PMD-Folienbauteile (Print Mould konsolen für Automobile.
Design).
Es sind dies glasklare Polycarbonat-Folien, die auf bei- Verschobene Anwendungsgrenzen und Stückkosten
den Seiten mit einem präzise aufeinander abgestimmten
Design bedruckt werden. Dadurch lassen sich Dekors mit Das IMD-Rollendurchzugsverfahren, bei dem Polyester-
3D-Anmutung darstellen. Wegen der relativ hohen Stei- folien verarbeitet werden – als auch das PMD-Folien-Ein-
figkeit und der hohen Erweichungstemperaturen eignen legeverfahren –, sind keine Universallösungen für Dekor-
sich die PC-Folien nicht für die Direktverarbeitung auf der aufgaben. Sie unterscheiden sich sowohl hinsichtlich der An-
Spritzgießmaschine, sondern müssen außerhalb derselben wendungsgrenzen als auch der Kosten. So lassen sich die,
durch Tiefziehen und nachfolgende Bearbeitungsschritte von der Rolle weg verarbeiteten IMD-Polyester-Folien inner-
halb eines Spritzgießzyklus nur in relativ engen Grenzen
dreidimensional verstrecken. Um einen weiteren Schritt in
LEONHARD KURZ – Fürth Richtung dreidimensionaler Designübertragung zu gehen,
wurden Verfahrenskombinationen von KURZ intelligent pro-
zesstechnisch zusammengeführt und hieraus das Einschritt-
Varioform-IMD-Rolle-zu-Rolle-Verfahren entwickelt.
Martin Hahn, verantwortlich für den Bereich Application,
Technologie & Innovation, erläutert: „Durch diese applikati-
onstechnische zusätzliche Technologieentwicklung eröffnet
Das 1899 von LEONHARD KURZ zur Herstellung von Blatt- sich ein breites Spektrum in der Auswahl der Foliensysteme
gold gegründete Unternehmen ist heute als KURZ-Gruppe im Schulterschluss mit den Spritzgießsubstratmaterialien
ein weltweit führendes Unternehmen der Heißpräge- und (z. B. PP, ABS-TPU). Dadurch ergeben sich neue Variations-
Beschichtungstechnologie. KURZ entwickelt und produziert möglichkeiten auch im Bauteilaufbau bei gleichzeitiger
auf Trägerfolien applizierte Dekorations- und Funktions- Nutzung einer vielseitigen Designperspektive; auch unter
schichten für verschiedenste Einsatzgebiete, beispielsweise Berücksichtigung wirtschaftlicher Aspekte kann mit einem
metallisierte, pigmentierte und holografische Prägefolien für ONE-SHOT-Rolle-zu-Rolle IMD-Verfahren eine noch grö-
Verpackungen oder Printprodukte, Oberflächenfinishes für ßere 3D-Formbarkeit erreicht werden.“
Elektronikgeräte oder Automobilteile, Schutz- und Dekorla- Designwechsel erfolgen analog zum Standard-IMD-Ver-
cke für Möbel oder Haushaltsgeräte, Echtheits-Kennzeichen fahren durch einfaches Austauschen der Folienrolle. Ebenso
für Markenartikel oder Magnetstreifen für Flugtickets und können verschiedenste Einzelbild- und Endlosdekore, sowie
Sparbücher sowie Holografie-Streifen für Geldscheine. Mit Funktionsfolien verarbeitet werden. Dadurch sind nun auch
über 5.000 Mitarbeitern in 14 Werken in Europa, Asien und besonders hochwertige Oberflächengestaltungen wirtschaft-
den USA, 24 internationalen Niederlassungen und einem lich realisierbar. IMD Varioform bildet somit ein weiteres
weltweiten Netz an Vertretungen und Verkaufsbüros fertigt Bindeglied in der KURZ Applikationstechnologie.
und vertreibt die KURZ-Gruppe eine umfassende Produkt- Martin Hahn: „Prozesse und Applikationstechnik sind für
palette zur Oberflächenveredelung, Dekoration, Kennzeich- KURZ mitentscheidend für den Erfolg. Dementsprechend
nung und Fälschungssicherheit, abgerundet durch ein um- wurde unser Anwendungstechnikum Spritzgießen um eine
fangreiches Programm an Prägemaschinen und Prägewerk- darauf ausgerichtete Versuchs- und Testanlage erweitert.
zeugen. Darüber hinaus investiert KURZ kontinuierlich in Dabei haben wir uns nach einer umfassenden Kosten/Nut-
neue Technologien und entwickelt innovative Lösungen für zen-Analyse für zwei Spritzgießzellen von WITTMANN
die Integration von Funktionen in Oberflächen. BATTENFELD entschieden. Den Ausschlag dafür gab deren
(Foto: LEONHARD KURZ Stiftung & Co. KG) Konzept des All-in-one, d. h., dass neben der Spritzgießma-
schine alle Peripheriekomponenten wie Handling-Roboter,
8 WITTMANN innovations – 1/2020
Spritzguss
Teileförderanlage, die Materialförderung, die Werkzeugtem-
periergeräte sowie die allumfassende Reinraum-Einhausung
ebenfalls aus dem Hause WITTMANN stammen und daher KURZ hat seine
kompromisslos aufeinander abgestimmt und zusätzlich über Applikations-/
die WITTMANN 4.0 Softwaretools miteinander und nach Technologie-Ver-
suchskapazitäten
außen hin vernetzt werden können.“ durch die Anschaf-
fung von zwei All-
Größtmögliche Seriennähe durch die SmartPower in-one Produkti-
onszellen auf Basis
Um die Weiterentwicklung der KURZ Verfahrenstech- von SmartPower
Spritzgießmaschi-
nologien mit größtmöglicher Praxis- und Seriennähe zu nen mit 2.100 und
betreiben, entschied sich KURZ für zwei Maschinen aus 1.200 kN Schließ-
der servohydraulischen SmartPower Reihe, konkret für kraft erhöht.
eine SmartPower 210/750 (2.100 kN Schließkraft) und Fotos: R. Bauer
eine SmartPower 120/350 (1.200 kN Schließkraft), jeweils
ausgerüstet mit einem WITTMANN W918 Roboter und Beide Spritzgieß-
getakteten Teileförderbändern. Beide Maschinen-Schließ- maschinen sind
mit Rolle-zu-Rolle-
einheiten wurden von KURZ mit je einer Rolle-zu-Rolle- Folienvorschubein-
Folienvorschubeinheit ausgerüstet. heiten ausgerüstet.
Die Detailkonzeption der Anlagen übernahmen Projekt- Die Roboter tra-
leiter Fabian Bürkel von LEONHARD KURZ und Marcus gen eine Folien-
Otto, Vertriebsingenieur für Spritzgießtechnik bei WITT- Wärmeplatte und
gegenüber davon
MANN BATTENFELD/Nürnberg. Dazu Fabian Bürkel in den Sauggreifer
einem Rückblick: „Uns kam es vor allem auf die Übertrag- zur Fertigteil-
barkeit der im Versuch ermittelten Verarbeitungsparameter Entnahme.
auf die reale Betriebspraxis potenzieller Anwender unserer
Folien an. Dabei wollten wir möglichst unabhängig von va-
riablen Einflüssen aus der Produktionsperipherie sein. Das
WITTMANN BATTENFELD Konzept der untereinander Die Produktions-
vernetzten und kapazitätsmäßig aufeinander abgestimmten zellen wurden
von LEONHARD-
Hilfseinrichtungen bietet uns die Möglichkeit, uns ganz auf KURZ-Projektleiter
die Abstimmung des Spritzgießprozesses mit den entsprechen- Fabian Bürkel und
den unterschiedlichsten Foliensystemen zu konzentrieren.“ Marcus Otto, dem
Vertriebsingenieur
für Spritzgießtech-
Auf dem Sprung zu dreidimensionalen Höhen nik bei WITT-
MANN BATTEN-
Im Fokus der neuen Versuchskapazitäten stehen der er- FELD/Nürnberg
weiterte Einsatz der dreidimensionalen Folienverstreckung konzipiert.
(durch Infrarot-Vorwärmung und anschließendes Vakuum-
formen im Spritzgießwerkzeug) als integraler Verfahrensteil
des Spritzgießvorgangs und eine systematische Optimie-
rung der Angussposition zur Minimierung der Übertragung Beispiele aus dem
aktuellen Ver-
von Schubeinflüssen aus der Kunststoffschmelze auf die suchsprogramm
elastisch eingestellte Trägerfolie. Ein wichtiger Teilaspekt bei LEONHARD
des aktuellen Entwicklungsprogramms ist die Faltenfreiheit KURZ zur Erweite-
an Formteilecken und der prozesssichere Umbugprozess rung der Tiefzieh-
für die Folie entlang des Formteil-Umrisses. (Anmerkung: Verhältnisse, der
Ecken- und Radi-
Als Umbugen wird das Umlegen eines Dekormaterials, z. B. enformung mit
einer Kunststofffolie, um eine Trägerteilkante um 90° bzw. unterschiedlichen
180° bezeichnet – mit anschließender Befestigung des umge- Folien.
bogenen Folienrands auf der Trägerteilrückseite.)
Welches Potenzial in den KURZ Applikationsprozessen IMD-Technik auf
steckt, demonstriert eine preisgekrönte Anwendung für der Sichtseite einer
PKW-Türblende.
eine PKW-Tür-Innenblende. Dabei wurde eine partiell licht- Auf der Rückseite
durchlässige Dekorfolie (IMD Einzelbildsystem) mit einem ein vorgefertigter
gedruckten kapazitiven PolyIC Sensor auf der Formteil- Folien-Bauteil der
Innenseite mittels IML-Technik kombiniert. Beide werden KURZ-Gruppen-
innerhalb eines Spritzgießzyklus hinterspritzt. Der Sensor firma PolyIC mit
aufgedruckter
dient zur Touch-Bedienung der Licht-Schalt- und Dimm- Sensorstruktur zur
funktion, mit der auch der Farbton der dahinterliegenden Integration inter-
LED-Lichtquelle variiert werden kann. • aktiver Funktionen.
WITTMANN innovations – 1/2020 9
Spritzguss
AIRMOULD® bei WITTE Automotive:
300 bar Stickstoffgas im Griff
Das 2016 im nordböhmischen Ostrov neu eröffnete Werk der deutschen WITTE
Automotive Gruppe ist im Fertigungsverbund mit dem 20 km entfernten
Werk Nejdek auf die Herstellung von PKW-Türgriff- und Schließmodulen spe-
zialisiert. Die Jahresproduktion liegt aktuell bei rund 3,5 Mio. Einheiten. Dafür
werden hier 14 WITTMANN BATTENFELD Spritzgießzellen eingesetzt. Rund
eine Million der hier produzierten Griffe werden mit Hilfe der WITTMANN
BATTENFELD AIRMOULD® Gasinjektionstechnik als Hohlkörper hergestellt.
Reinhard Bauer
Automobil-Tür-
griffe samt den da-
hinter befindlichen
Schließmechanis-
men stehen im
Fokus des 2016 im
nordböhmischen
Ostrov neu eröff-
neten Produktions-
werks von WITTE
Automotive.
Fotos: R. Bauer
D
ie Formen-, Farben- und Funktionsvielfalt der mit WITTMANN Linearrobotern und Peripherieeinrich-
bei WITTE Automotive in Ostrov gefertigten tungen zur automatisierten Nachbearbeitung der produ-
Türaußengriffe und Verriegelungseinheiten – die zierten Türgriffe kombiniert wurden. Eine Erweiterung auf
darüber hinaus weitreichenden Crash-Sicherheits-Be- 20 Fertigungszellen ist seit letztem Jahr in Umsetzung.
stimmungen entsprechen müssen – ist beeindruckend. Die Griffe werden aus PA6-GF30 (mit 30 Prozent Glas-
Insgesamt geht das Angebot der WITTE Automotive faser-Verstärkung) gefertigt, die Abdeckungen aus einem
Gruppe aber weit über Außengriffe hinaus und umfasst PC/ABS-Blend, dahinterliegende Strukturteile aus PP-GF
auch Schließbügel, Tür-Innenbetätigungen, Schlüssel und 30. Die Anforderungen an gleichbleibend hohe Spritzteil-
Schlösser, Zuziehhilfen, Türfeststeller, Türbremsen und qualität bei höchster Energieeffizienz in der Produktion
motorisierte Türantriebe. werden durch hybride MacroPower E 500/2100 Spritz-
gießmaschinen mit vollelektrischem Spritzaggregat und
Fokus auf Oberflächen-Qualität servohydraulischer 2-Platten-Schließeinheit erreicht.
„Je nach Kundenspezifikation werden bei uns drei un-
Da sich die Tür- und Klappengriffe eines Automobils terschiedliche Türgriff-Ausführungen produziert“, erklärt
im Sicht- und Tastbereich des Nutzers befinden, tragen Pavel Karas, Abteilungsleiter Spritzguss im Werk Ostrov,
sie durch ihre Form und Haptik wesentlich zur Qualitäts- beim Gang durch die Produktion, und fügt hinzu: „Griffe,
anmutung eines Automobils bei. Speziell für Grifflösun- die Sensoren samt der zugehörigen Elektronik eingebaut
gen errichtete WITTE 2016 ein neues Spritzgießwerk in haben, benötigen dafür einen glattflächigen Einbauraum.
Ostrov bei Karlsbad, dessen Basisausstattung 14 Spritz- Dafür produzieren wir Griffe, bei denen durch mecha-
gießmaschinen von WITTMANN BATTENFELD im nisch ausfahrende Bogenschieber im Spritzgießwerkzeug
Schließkraftbereich von 1.800 bis 5.500 kN umfasst, die Platz geschaffen wird. Die Alternative dazu sind Griffe,
10 WITTMANN innovations – 1/2020Spritzguss
die aus zwei oder mehr Gehäuseschalen bestehen, die hende Gas wirkt dort wie ein Kolben und verdrängt den
durch Schnappverbindungen und Verschrauben zusam- im Kernbereich noch flüssigen Kunststoff über einen me-
mengesetzt werden. Die Griffe ohne integrierte Sensor- chanisch freigegebenen Kanal in eine Nebenkavität. Die
Elektronik sind einteilige Hohlkörper, die mit Hilfe der ausgeschobene Kunststoffmenge liegt je nach Griffmodell
Gasinjektionstechnik hergestellt werden. bei 25 bis 30 Prozent des Vollvolumens.
Dies ist die effizienteste Methode, um die Kunststoff- Anschließend wirkt der Gasdruck im nun hohlen Form-
Wandstärke und somit die erforderliche Kühlzeit und den teil von innen heraus der Abkühlschwindung entgegen
Materialeinsatz ohne aufwändige Werkzeugmechanik zu und kompensiert dadurch potenzielle Einfallstellen an der
reduzieren.“ äußeren Oberfläche.
Das Verfahren erscheint einfach, benötigt aber für ein Nach dem Ende der Kühlzeit werden Formteil und
optimales Ergebnis eine präzise Prozesssteuerung. Der ers- Nebenkavität entnommen, die Nebenkavität abgetrennt
te Schritt ist die Komplettfüllung der Formkavität und die und dem Recycling zur Wiederverwendung zusammen
Verfestigung der Randschichten durch Abkühlung an der mit Neu-Kunststoff zugeführt. Die Zykluszeit verringert
Formwand. Anschließend wird das Stickstoffgas mit einem sich dabei auf 45 bis 50 Sekunden – unterschiedlich je
Druck von bis zu 300 bar kontrolliert durch Injektordüsen nach Griffmodell –, und liegt damit etwa gleichauf mit
in die Kunststoffmasse eingeblasen. Das unter Druck ste- jener der Schieberversion.
14 WITTMANN
BATTENFELD
Spritzgießmaschi-
nen im Schließ-
kraftbereich von
1.800 bis 5.500 kN
produzieren bei
WITTE Ostrov rund
3,5 Mio. Türgriff-
Baugruppen für
Automobile.
WITTE Automotive Gemeinsames Stickstoff-Hochdrucknetz
für alle Maschinen
Im Rahmen des Werksneubaus wurden bei WITTE
Automotive in Ostrov sämtliche für die Spritzgießproduk-
tion notwendigen Infrastruktur-Einrichtungen derart kon-
WITTE Automotive mit der Zentrale in Velbert/Nordrhein-West- figuriert und aufeinander abgestimmt, dass sie einerseits
falen, zählt zu den Technologieführern bei mechatronischen zentral beschickt und betrieben werden können, und dass
Schließsystemen für Autos. Man findet sie in Türen, Klappen und andererseits die Möglichkeit besteht, sie im Bedarfsfall
Sitzen aller wichtigen Hersteller. Produziert wird in Europa an vier modular er erweitern. Dies trifft sowohl für die Stromver-
deutschen Standorten und in Schweden, Tschechien und Bulgarien. sorgung zu als auch für das Materialtrocknungs- und
2017 erwirtschafteten 5.200 Mitarbeiter einen Umsatz von über Fördersystem und die Anlage für die Versorgung mit
670 Mio. EUR. Globale Präsenz zeigt WITTE in den USA, Mexiko, Stickstoff.
Brasilien, Indien, China, Japan und Korea als Teil von VAST, Die zentrale Einspeisung und Aufbereitung des Stick-
der Vehicle Access Systems Technology Allianz. Mit ca. 12.000 stoffgases befindet sich außerhalb des Betriebsgebäudes.
Mitarbeitern und rund 1.700 Mio. USD Umsatz zählt VAST zu Mit einem ausreichend dimensionierten, zentralen Flüs-
den global führenden Anbietern in diesem Bereich. Mit dem 2016 sigstickstoff-Tank sind zwei Kompressor/Gas-Verdampfer-
eröffneten zweiten Standort in Tschechien, der weltweit moderns- Einheiten kombiniert. Über einen Flaschenspeicher, der
ten Produktionsstätte für lackierte Türaußengriffe in Ostrov, setzte zum Ausgleich von Druckschwankungen dient, speisen sie
WITTE Automotive neue Maßstäbe. (Foto: R. Bauer) Stickstoffgas mit 300 bar Systemdruck in das Leitungssys-
tem in der Maschinenhalle ein. >>
WITTMANN innovations – 1/2020 11Spritzguss
Hoher Bedienkomfort durch Systemintegration
An den Spritzgießmaschinen wird das Hochdruckgas
auf einzelne Versorgungsleitungen zu den Injektionsdüsen
WITTMANN im Spritzgießwerkzeug aufgeteilt. Jede dieser Injektions-
BATTENFELD CZ leitungen wird über eine eigene Druckregeleinheit geführt,
Geschäftsführer welche über eine eigene AIRMOULD® Steuereinheit an-
Michal Slaba gesteuert wird. Letztere ist eine autarke Einheit, die bei
(links) und Pavel Bedarf flexibel an mehreren Maschinen eingesetzt werden
Karas, Produkti-
onsleiter Spritz- kann. Zentrale Komponente der mobilen Steuereinheit ist
guss bei WITTE eine UNILOG B6 Steuerung, die bis zu acht Druckregel-
Ostrov. module und acht Kernzüge ansteuern kann.
Die Kommunikation mit der Spritzgießmaschine läuft
über die genormte EUROMAP 62 Schnittstelle, die spe-
WITTE Ostrov stellt ziell für die Anbindung von Fluidinjektionseinrichtungen
rund 1 Mio. Griffe
aus PA6-GF 30 her. konzipiert wurde. Über den 15" TFT Touchscreen-Farb-
– Zwei Modelle mit bildschirm der AIRMOULD® Steuereinheit können Druck-
dem durch das Gas profile mit Sollkurven und bis zu neun frei programmier-
in die Nebenkavi- bare Positionen vorgegeben werden. Ebenso können
tät verdrängten Ist-Wert-Druckkurven für bis zu acht Druckregelmodule
Kernmaterial. In
der Mitte das End- gleichzeitig angezeigt werden. Zusätzlich stehen eine
produkt, ein glanz- Mehrkanal-Drucküberwachung und ein Impuls-Programm
lackierter Griff. zum automatischen Freiblasen der Einspritzdüsen zur Ver-
fügung. In der AIRMOULD® Steuerung sind die gleichen
Bild links: Basisfunktionen wie in der Maschinensteuerung verfügbar,
Die zentrale Gas- beispielsweise eine Zutrittsautorisierung via USB-Stick
versorungsanlage oder Passwort, eine Speichermöglichkeit der Prozessdaten
Bild rechts: entweder intern oder extern über einen USB-Anschluss
AIRMOULD® Steu- oder aber über eine Netzwerkverbindung.
ereinheit mit der
bis zu acht Druck- Der Gasdruck in den einzelnen Düsenleitungen wird
regelmodule an- in den vorgelagerten Druckregeleinheiten über hochdy-
gesteuert werden namische Servoventile geregelt. Um die Regelstrecke kurz
können. Über die und potenzielle Gasverluste gering zu halten, werden die
EUROMAP 62 Druckregeleinheiten innerhalb der Maschine möglichst
Schnittstelle
kommuniziert die nahe zum Spritzgießwerkzeug positioniert, im Optimal-
Steuerung mit der fall auf der Werkzeugaufspannplatte. Da die Griffe bis auf
Maschine. wenige Ausnahmen mit 4-Kavitäten-Spritzgießwerkzeugen
produziert werden, wird der Gasstrom dort in vier Einzel-
ströme aufgeteilt. Die Regelmodule sind mit dem Fokus auf
Da die Griffe eine präzise Regelung und Überwachung des Gasdrucks
bis auf wenige sowohl bei kleinen als auch bei großen Gasvolumina kon-
Ausnahmen mit
4-Kavitäten-Spritz- zipiert. Zur Sicherstellung einer konstanten Gasqualität
gießwerkzeugen wurden im Gasstrom der Regelmodule Ein- und Ausgangs-
produziert werden, filter vorgesehen. Von den Regeleinheiten führen Einzellei-
wird der Gasstrom tungen zum Spritzgießwerkzeug.
an der Maschine
über vier Druck-
regeleinheiten in Resümee
vier Einzelströme
aufgeteilt. WITTMANN BATTENFELD offeriert seit mehr als 30
Jahren Ausrüstungen für die Serienproduktion von eintei-
4-fach-Spritzgieß-
ligen dickwandigen Formteilen mit gleichförmig präzisen
werkzeug zur Her-
stellung von Tür- und Einfallstellen-freien Oberflächen. Durch die strategi-
griffen mit der Gas- sche Entscheidung, diese Lösungen selbst zu entwickeln,
injektionstechnik. können Systemlösungen angeboten werden, die sich im
24/7/365-Betrieb bewähren.
Reinhard Bauer WITTE Produktionsleiter Pavel Karas zieht diesbezüg-
ist selbstständiger lich ein positives Resümee: „Durch unsere Einbindung in
Fachredakteur die Just-in-time-Lieferkette der Automobil-Hersteller sind
und Kommuni-
kationsberater wir auf eine dauerhaft verlässliche Produktionsausrüstung
mit Spezialgebiet angewiesen. Dabei konnten wir uns bisher stets auf Spritz-
Kunststofftechnik. gießtechnik von WITTMANN BATTENFELD verlassen.“ •
12 WITTMANN innovations – 1/2020Spritzguss
Arbeitssicherheit: Productos Climax und
WITTMANN BATTENFELD
Productos Climax ist der Marktführer unter den wichtigsten
Herstellern von Personen-Schutzausrüstungen, ein bekanntes
spanisches Unternehmen mit einer breiten Produktpalette,
das Sicherheit für alle Arbeitsbereiche in den unterschied-
lichsten Branchen gewährleistet. Das Unternehmen hat eine
Spitzenposition in diesem Industriezweig erreicht.
WITTMANN BATTENFELD Spanien
P
roductos Climax wurde im Jahr
1984 gegründet und wächst
seitdem kontinuierlich, dank des
unermüdlichen Einsatzes seiner Mit-
arbeiter und aufgrund des Knowhow,
welches sich das Unternehmen durch
seine Entwicklungsarbeit während der
vergangenen rund 35 Jahre erwerben
konnte. Durch sein professionelles
Vorgehen ist es Productos Climax stets
gelungen, ein perfekt angepasstes Pro-
dukt anzubieten, das den Bedürfnissen
der Kunden auf dem nationalen Markt
entspricht. Gleichzeitig ist es aber auch
gelungen, der enormen Komplexität der
verschiedenen internationalen Märkte
Innenansicht der
mit ihren unterschiedlichen Standards Produktionsanlage
auf dem Gebiet der Gefahrenprävention von Productos
am Arbeitsplatz gerecht zu werden. Climax.
Das Motto „Wir arbeiten für Ihre
Sicherheit“ steht für die Unterneh-
menskultur von Climax, und an dieser
Leitlinie orientieren sich sämtliche
Produktionsprozesse. Climax stellt
Sicherheitsausrüstungen her, die so-
wohl maximale Sicherheit garantieren
als auch optimalen Benutzerkomfort-
bieten. Mit seinen Erzeugnissen erfüllt
das Unternehmen die technischen
Anforderungen der europäischen CE-
Verordnung. Sämtliche Vorschriften, Francisco Recio,
Betriebsleiter
die nach dem anwendbaren Recht Climax, Yoel Vaca,
eines Landes gelten, in welchem die Vertriebsleiter
Erzeugnisse von Climax zum Einsatz von WITTMANN
kommen, werden strengstens beachtet. BATTENFELD
Eine eigene Abteilung für Forschung, Spanien, und
Carlos Duard,
Entwicklung und Innovation konzipiert Regionalvertreter
die für die Produkte verwendeten Kom- von WITTMANN
ponenten – unter Berücksichtigung der BATTENFELD.
speziellen Anforderungen eines jeden
Verwendungszwecks. Jede einzelne dieser Komponenten Hersteller entwickelt, der in der Welt der Personen-Schutz-
wird einer eingehenden Qualitätskontrolle unterzogen, in ausrüstungen Maßstäbe setzt. Das Unternehmen ist weltweit
deren Verlauf eine doppelte Prüfung stattfindet – zuerst im in über 70 Ländern aktiv. Bei Durchsicht des Portfolios fin-
eigenen Labor, dann von Seiten amtlicher Zulassungsstellen, det sich eine breite Palette von Artikeln und Systemen zur
die die entsprechenden Zertifikate vergeben. Während eines Wahrung der Arbeitssicherheit, beispielsweise Chemikalien-
Zeitraums von über 30 Jahren hat sich Climax so zu einem Schutzbrillen, Schweißmasken, Ohrenschützer, Bauhelme, >>
WITTMANN innovations – 1/2020 13Spritzguss
Geschirre, Karabiner und vieles mehr – ein umfangreiches Spritzgießmaschinen besteht, stets in Kombination mit den
Sortiment zur Sicherstellung von individuellem Schutz. besten WITTMANN Automatisierungssystemen. Climax
Productos Climax beschränkt sich aber nicht nur auf die setzt nicht nur auf die höchst erfolgreiche W8 Roboterserie
Produktion von Ausrüstungen für den Schutz am Arbeits- von WITTMANN, sondern auch auf WITTMANN Peri-
platz. Abgesehen davon offeriert das Unternehmen eine pheriegeräte der jeweils neuesten Generation. Zum Einsatz
breite Produktpalette für die Welt des modernen Sports wie kommen FEEDMAX Materialfördergeräte, DOSIMAX
Helme, Klettergurte, Bänder, Seile und einiges mehr – in Dosiergeräte und DRYMAX Trockner.
jedem Fall die besten Produkte, welche für diesen Zweck Das Vertrauen in die Technologie der WITTMANN
auf dem Markt zu finden sind. Gruppe zeigte sich zuletzt im Jahr 2018 anlässlich der An-
Der Erfolg von Climax basiert weitgehend auf der hohen schaffung von zwei servohydraulischen Spritzgießmaschi-
Produktionstiefe. Aus Sicht des Unternehmens stellt „Made nen der SmartPower Serie mit 300 t Schließkraft sowie einer
in Spain“ ein echtes Markenzeichen dar, und das Ziel ist MacroPower Großmaschine mit 650 t Schließkraft – auch
stets die uneingeschränkte überzeugende Identifikation mit hier wieder inklusive entsprechender Roboter, zusätzlicher
jedem einzelnen ausgelieferten Produkt. Climax prakti- speziell ausgelegter Automatisierungseinrichtungen und
ziert eine Strategie der lückenlosen Rückverfolgbarkeit diverser Peripheriegeräte.
des gesamten Produktionsprozesses. Die intelligente und Nach Aussage von Ismael García, Verkaufsleiter bei
fortschrittliche Unternehmenskultur verwirklicht sich in Climax, führte die Zusammenarbeit mit der WITTMANN
Erzeugnissen, die den höchsten Qualitätsstandards gerecht Gruppe zu entsprechenden Zuwächsen bei Qualität und
Bild links:
Climax Produkte –
Gesichtsschutz-
maske (1), Atem-
schutzmaske (2),
Schutzbrillen (3),
Schutzbrille für
Schweißarbeiten (4).
Bild rechts:
Productos Climax
in Parets del Vallès
(Barcelona).
Leistung. Er betont: „Wir konnten eine echte Produktivitäts-
steigerung erzielen und die Anzahl defekter Spritzgießteile
deutlich reduzieren.“ Er zeigt sich vollauf zufrieden mit der
technischen Unterstützung und dem Kundendienst von
WITTMANN BATTENFELD Spanien, der spanischen Nie-
derlassung der WITTMANN Gruppe in La Pobla de Clara-
munt nahe Barcelona. Laut Ismael García wurden alle seine
Erwartungen erfüllt und sämtliche Problemstellungen, die
sich bei der Installation der neuen Spritzgieß- und Auto-
Anlieferung der matisierungsanlagen stellen, konnten einer umgehenden
zuletzt bestellten
SmartPower Spritz- Lösung zugeführt werden.
gießmaschine bei Bei WITTMANN BATTENFELD Spanien zeigt man sich
Productos Climax. stolz darauf, von einem derart prominenten Kunden ein so
uneingeschränkt positives Feedback zu erhalten. Nicht zu-
werden. So versteht es sich von selbst, dass Climax im Ver- letzt in Anbetracht der Tatsache, dass Climax seine Kom-
lauf der Jahre ausschließlich in die besten Maschinen und ponenten unter Nutzung der anspruchsvollsten Verfahren
Anlagen investierte, um die anspruchsvollsten Herstellungs- herstellt. Da Schutzausrüstungen mit ausgeklügelten Sicher-
prozesse zu realisieren. heitsfunktionen ausgestattet werden müssen, erfordert der
Verfasst von den
Mitarbeitern Herstellungsprozess ein Maximum an Präzision, Qualität
der Marketing- Productos Climax und WITTMANN BATTENFELD und Zuverlässigkeit.
abteilung von Productos Climax und WITTMANN BATTENFELD
WITTMANN In seiner großen Spritzgießerei in Parets del Vallès Spanien bilden ein überaus überzeugendes Team, in wel-
BATTENFELD (Barcelona), arbeitet Productos Climax seit Jahren vertrau- chem jeder der beteiligten Partner Spitzentechnologie pro-
SPAIN S.L. in
La Pobla de ensvoll mit der WITTMANN Gruppe zusammen. Das Un- duziert. Die beiden Unternehmen teilen sich den gemein-
Claramunt bei ternehmen verfügt über einen beachtlichen Maschinen- samen Erfolg, den diese Partnerschaft mit sich gebracht hat
Barcelona. park, der aus zahlreichen WITTMANN BATTENFELD sowie die wechselseitige Wertschätzung. •
14 WITTMANN innovations – 1/2020Automatisierung
BELLI in Frankreich produziert mit dem
größten WITTMANN Roboter aller Zeiten
BELLI wurde 1957 gegründet.
Der Familienbetrieb wird von
Eric Chanal geleitet. BELLI hat
seinen Sitz in Bellignat, Dépar-
tement Ain, im französischen
„plastic valley“. Kürzlich erwarb
BELLI einen W873XL Roboter,
den größten Roboter, der bis
zu diesem Zeitpunkt von WITT-
MANN gebaut worden war.
Julie Filliere
D
ie Produktionsstätte von BELLI W873XL Roboter
verfügt über mehr als 22.000 m² von WITTMANN,
und beherbergt 24 Spritzgieß- aufgenommen wäh-
rend der Installa-
maschinen mit Schließkräften von 60 tionsarbeiten bei
bis 3.500 Tonnen. BELLI verarbeitet BELLI in Bellignat,
über 7.000 Tonnen Kunststoffmaterial Frankreich.
(ABS, PP, PE and PA) pro Jahr. Das Un-
ternehmen ist in zahlreichen Industrie- zeigt, welches BELLI den Automati-
sektoren aktiv: Nahrungsmittel, Land- sierungslösungen dieses Herstellers
wirtschaft, Bauwesen, Elektrotechnik, entgegenbringt. Im Verlauf eines Vor-
Von links nach
Spielzeug, Seefahrt, Bedarfsartikel für bereitungs-Besuchs in der Zentrale rechts: WITTMANN
Kinder, Sicherheit – nebst anderen. der WITTMANN Gruppe in Wien BATTENFELD
Mit dem W873XL verfügt BELLI machte sich Eric Chanal über mögliche Frankreich CEO
über den größten je gebauten WITT- Lösungen und deren zeitliche Verfüg- Fabien Chambon,
MANN Roboter. Wird Eric Chanal barkeit kundig. Die WITTMANN BELLI Spritzguss
Manager Eddy
nach den Gründen für diese Anschaf- Techniker bestätigten die Machbarkeit Serre, BELLI
fung gefragt, hebt er den X-Hub von des Projekts: Das Design eines W873 Geschäftsführer
3 m hervor sowie die Eignung des Ro- Roboters konnte entsprechend an Eric Chanal und
boters zur Entnahme von Teilen mit die speziellen Bedürfnisse von BELLI Gregory Maron,
einem Gewicht von bis zu 100 kg. Eric angepasst werden. Kaufmännischer
Projektleiter Robo-
Chanal: „Mit dieser Anwendung pro- Dr. Werner Wittmann und Michael ter bei WITTMANN
duzieren wir hohle Container, und zwar Wittmann fällten schließlich die ein- BATTENFELD
immer komplexere Abfalltonnen und hellige Entscheidung, diesen außer- Frankreich.
Wasseraufbereitungs-Container, die in gewöhnlichen Roboter für BELLI zu
der Praxis eine intensive Handhabung erfahren und deshalb produzieren. Eric Chanal zeigt sich uneingeschränkt zufrie-
große Wandstärken aufweisen. Mit einem Entnahmehub den mit der Leistungsfähigkeit von WITTMANN Robotern,
von 3 m können wir nun mit mehr als nur teilweiser Werk- besonders deshalb, weil für diese Anwendung zuvor ein
zeugöffnung arbeiten, außerdem haben wir auch den Vorteil, 6-Achs-Roboter zum Einsatz gekommen war, und diese Art
die Container auf einem wesentlich größeren Bereich palet- Roboter hatte einige Probleme während der Produktions-
tieren zu können. Ein weiterer wichtiger Vorteil besteht und Entnahmephase verursacht.
darin, dass der Roboter Greifer gestattet, die das Handling Eric Chanal: „Ich war sehr glücklich, den neuen Roboter
großer Teile in kurzer Entnahmezeit bewältigen. Und nicht unserem eigenen Kunden vorführen zu können, der sich
zuletzt mögen wir die WITTMANN TeachBox Steuerung. sofort unserer Ansicht anschloss, dass diese Lösung, die
Sie ist überaus userfreundlich, und eine fehlerlose Program- BELLI und die WITTMANN Gruppe gemeinsam entwickelt
mierung des Roboters gestaltet sich mit ihr sehr einfach.“ hatten, die bestmögliche darstellt.“ Julie Filliere
In der Zwischenzeit hat BELLI einen weiteren großen leitet die Kommu-
Eine fruchtbare Partnerschaft WITTMANN Roboter in Auftrag gegeben, der noch größe- nikations- und
re Dimensionen aufweisen wird als der bereits installierte Marketing-Abtei-
Die fruchtbare Geschäftsbeziehung zwischen BELLI und (X-Achse 3,5 m; Y-Achse 3,6 m; Z-Achse 8 m). Im Zuge lung bei WITT-
MANN BATTEN-
der WITTMANN Gruppe dauert nun schon seit 15 Jahren eines Treffens mit Eric Chanal, das kürzlich auf der K 2019 FELD France
an. Jedenfalls zeigte sich WITTMANN hocherfreut über stattfand, wurde dieser Auftrag bereits von WITTMANN SAS in Moirans,
diesen Auftrag von BELLI, der das Ausmaß an Vertrauen Geschäftsführer Michael Wittmann bestätigt. • Frankreich.
WITTMANN innovations – 1/2020 15Trocknung/
Förderung
MEGATECH und WITTMANN sehen
in eine erfolgversprechende Zukunft
MEGATECH Industries, ein weltweit täti-
ger, führender Hersteller von Automobil-
teilen, der sich auf Kunststoff-Spritzguss
spezialisiert hat, setzt bei der Automati-
sierung von Fertigungsprozessen auf die
Technologien der WITTMANN Gruppe.
WITTMANN BATTENFELD Spanien
I
Anischten des zen-
tralen WITTMANN m Jahr 1957 nahm die renommierte österrei-
Materialtrocknungs- chische MEGATECH Gruppe ihre Tätigkeit in
und Fördersystems der spanischen Kunststoffindustrie auf, genau
bei MEGATECH zeitgleich mit der Gründung von Aura-Megaplast
Industries Amurrio, und zu einem Zeitpunkt, da die Branche begann,
S.L. (MIA), gelegen
in Amurrio, Spa- sich auf höherem Niveau zu entwickeln, und die
nien: DRYMAX E erste offizielle Industriemesse des Landes Premiere
Batterietrockner, … feierte.
In den folgenden Jahren setzte das Unternehmen
seine Expansion mit der Gründung eines Werks in
der Tschechischen Republik fort, dem Bau einer
Produktionsstätte in Amurrio, Spanien (1982), und
dem Bau eines Technikums am gleichen Standort
im darauffolgenden Jahr.
1999 nahm das Unternehmen mit der Eröffnung
eines weiteren Produktionsstandorts in Brasilien
seine Geschäftstätigkeit in Nord- und Südamerika
auf. Im Jahr 2003 wurde ein neues Werk in Orense,
Spanien, eingeweiht und ein neues Technikum in
Bukarest eröffnet, wo das Unternehmen seine neu-
en Projekte entwickelt. Nach weiteren sechs Jahren
waren die Vertriebsniederlassungen in Deutschland
und Frankreich bereits etabliert, und zu diesem Zeit-
punkt erfolgte auch die Umfirmierung in MEGA-
TECH Industries.
In den Jahren danach expandierte der Konzern
… SILMAX Trock-
nungstrichter mit weiter, erwarb ein Werk in Portugal, gründete einen
FEEDMAX Materi- Produktionsstandort in Indien, baute ein Werk in
alfördergeräten, … Brno (Tschechische Republik) und erwarb fünf wei-
tere Werke: drei davon in Deutschland, eines in
Polen und ein zusätzliches in der Tschechischen Republik, es auch andere führende Zulieferer der Automobilbranche
so dass ein breit aufgestellter, großer Industriekonzern mit mit Komponenten, wie z. B. Bosch oder Schneider Electric.
globaler Präsenz entstand. Als Branchenführer steht das Unternehmen für das Streben
MEGATECH Industries ist Spezialist für die Entwicklung nach Exzellenz und die kontinuierliche Verbesserung seiner
und Produktion von Fahrzeugkomponenten. Von Modulen Herstellungsprozesse.
und Komponenten für den Innenraum über innovative tech- Diese Vorzüge sind durch eine Vielzahl von Qualitäts-
nische Teile, die sich „unter der Haube“ finden bis hin zu zertifikaten belegt; und Qualitätsbewusstsein ist das obers-
ästhetischen Elementen an der Oberfläche: Die Produktpa- te Prinzip der Unternehmenspolitik und findet sich in den
lette konzentriert sich auf Konsolen, elektronische Boxen, Leitlinien des Unternehmens wieder, zusammen mit den
Innensäulen, Außenteile, Komponenten für Türverkleidun- Begriffen Umweltschutz, Gesundheit und Sicherheit.
gen, Fahrzeughimmel, Gepäckfächer und Armaturenbrett- Das Geschäftsvolumen wurde durch die Erweiterung der
Elemente. Das Unternehmen ist ein bedeutender interna- Produktionskapazitäten im Lauf der Jahre stetig vergrößert,
tionaler Zulieferer für die wichtigsten Automobilhersteller: ohne dabei das Ziel optimaler Qualität in der gesamten Pro-
Citroën, Peugeot, Seat, BMW, Volkswagen, Audi, Mercedes, duktpalette zu vernachlässigen. Der Konzern beschäftigt der-
Porsche und Bentley. Nicht zu vergessen: Daneben versorgt zeit rund 3.800 Mitarbeiter weltweit.
16 WITTMANN innovations – 1/2020Sie können auch lesen