Schlussbericht vom 11.03.2022 - Hahn-Schickard
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Schlussbericht vom 11.03.2022 zu IGF-Vorhaben Nr. 20710BG Thema Autonomer mikroelektromechanischer Sterilisationszyklenzähler (AuSter) Berichtszeitraum 01.05.2019 – 31.12.2021 Forschungsvereinigung Hahn-Schickard-Gesellschaft für angewandte Forschung e.V. Forschungseinrichtung(en) 1. Hahn-Schickard-Gesellschaft für angewandte Forschung e.V. Wilhelm-Schickard-Str. 10, 78052 Villingen-Schwenningen 2. Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V., Fraunhofer Institut für Werkzeugmaschinen und Umformtechnik – IWU, Reichenhainer Straße 88, 09126 Chemnitz
Seite 2 des Schlussberichts zu IGF-Vorhaben 20710BG
1 Zusammenfassung
Im Projektvorhaben AuSter wurde ein mikromechanisches System zur Erfassung und Zählung
von Sterilisationszyklen entwickelt, gefertigt und in der Anwendungsumgebung erprobt. Das
entwickelte Mikrosystem erfüllt dabei seine Funktion ohne zusätzliche Energiequellen. Der
umgesetzte Lösungsweg basiert auf einem hybriden Systemansatz, bei dem ein thermischer
Aktor in eine mikromechanische Struktur heterogen integriert wird. Der thermische Aktor wird
aus einer Formgedächtnislegierung (FGL) hergestellt, die in Form eines drahtförmigen
Halbzeugs vorliegt. Dieser Lösungsansatz der heterogenen Integration ermöglicht die Vorteile
der hochpräzisen Mikrosystemtechnik mit denen der hoch performanten FGL-Drahtaktoren zu
vereinen. Die vorliegende Forschungsarbeit demonstriert die erfolgreiche Umsetzung des
anvisierten Lösungsansatzes in Form eines autonomen Sterilisationszyklenzählers und ist nun
Basis für weitere Forschungsprojekte. Im Zusammenhang mit der heterogenen Integration von
FGL-Drahtaktoren in mikromechanische Siliziumstrukturen wurde neues Basiswissen
geschaffen, das nun über den Sterilisationszyklenzähler hinaus in neuen Anwendungsfeldern
verwendet werden kann. So sind neue und innovative Sensor- und Aktorsysteme in den
Bereichen Lebensmittelindustrie und optische Systeme denkbar.
Die Anforderungen an einen Sterilisationszyklenzähler wurden zu Beginn des Projektes
gemeinsam mit den Mitgliedern des projektbegleitenden Ausschusses erarbeitet. Die daraus
abgeleitete Zielspezifikation war Grundlage der durchgeführten Entwicklungsarbeiten.
Wesentliche Eckpunkte der Anforderungsspezifikation waren die Chipgröße (5 x 5 mm²), die
Zyklenzahl (100 Zyklen) und das Sterilisationsverfahren (fraktioniertes Vorvakuumverfahren mit
134°C). Im Folgenden sind die wesentlichen Projektergebnisse und die daraus gewonnenen
Erkenntnisse zusammengefasst.
Grundkonzept des Zyklenzählers: Das erarbeitete Grundkonzept besteht darin, ein
drehbar gelagertes Zahnrad über einen federgeführten Schlitten mit Anker unidirektional
anzutreiben. Eine Hemmung verhindert dabei die Bewegung in entgegengesetzter
Richtung. Die Winkelposition des Zahnrades ist dann ein Maß für die erfasste Anzahl von
Sterilisationszyklen. Der Antrieb wird mit Hilfe eines thermischen Biegeaktors auf Basis
einer Formgedächtnislegierung realisiert. Mit diesem Grundprinzip wird eine zyklische
Bewegung des Schlittens generiert und damit eine Erfassung wiederkehrender
Temperaturzyklen ermöglicht.
Aktormodell auf Basis der Finiten-Elemente-Methode: Auf Grundlage des entwickelten
Modells wurden für einen erarbeiteten Parameterraum die relevanten Systemparameter
des Aktors, insbesondere Hub und Kraft, mit durchgeführten Simulationsreihen ermittelt.
Entsprechende Randbedingungen, die die Implementierung des Aktors begünstigen oder
aber auch dessen Leistungsfähigkeit negativ beeinflussen, wurden berücksichtigt. So ist
beispielsweise der maximal zulässige Biegeradius zu beachten. Eine wesentliche
Herausforderung war, die Phasenumwandlungstemperatur mittels mechanischer
Spannung auf einen für die Anwendung geeigneten Wert zu verschieben. Eine wichtige
Erkenntnis war der relativ geringe Einfluss des Lagerspiels, welcher es erlaubt die
Aktoren kraftfrei zu integrieren. Im Rahmen der Aktormodellierung wurde auch
verfügbares FGL-Drahtmaterial recherchiert und bewertet. Für das zu entwickelnde
Zählsystem wurde ein Smartflex Draht der Firma SAES Getters mit 100 µm Durchmesser
ausgewählt. Die gewonnenen Ergebnisse aus den Simulationen wurden in einer Matrix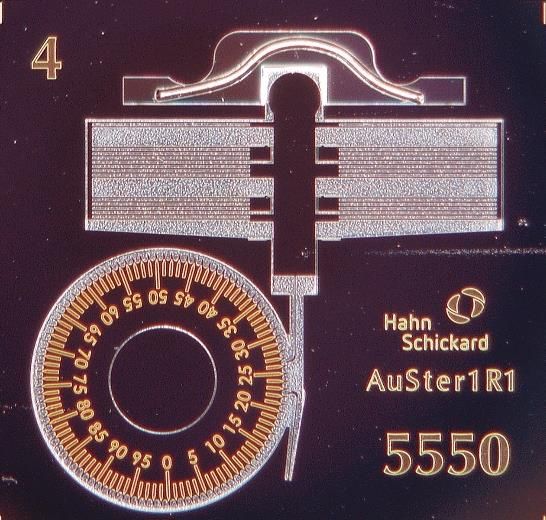
Seite 3 des Schlussberichts zu IGF-Vorhaben 20710BG
zusammengefasst (Lösungsraum bzgl. Kraft und Hub) und bildeten die Grundlage für die
Auslegung und Dimensionierung des mikromechanischen Zählwerks.
Entwurf des mikromechanischen Zählwerks: Aufgrund der komplexen Zusammenhänge
und Parameterabhängigkeiten erfolgte der Entwurf des Zählwerks in mehreren Iterations-
schleifen. Eine wesentliche Herausforderung war dabei, die richtige Kombination aus
Aktorkraft, Aktorhub, Rückstellkraft der Federführung sowie Durchmesser und Modul des
Zahnrades zu ermitteln. Im Entwurf war zu berücksichtigen, dass eine mechanische
Vorspannung des Aktors im Betriebszustand des Zählers erzeugt werden muss. Mit der
Festlegung der oben genannten Parameter wurde der Entwurf anschließend im Detail
weiter ausgearbeitet. Hierbei war die geometrische Form der Kontaktelemente (Zahn,
Hemmung und Anker) zu gestalten.
Herstellung der FGL-Biegeaktoren: Damit eine Integration der Aktoren in das mikro-
mechanische System gelingen kann, wurde eine Biegevorrichtung entwickelt und
aufgebaut. Mit diesem Biegewerkzeug kann der FGL-Draht in eine vorgegebene Form
gebracht und anschließend auf die erforderliche Länge konfektioniert werden. Aufgrund
der manuellen Herstellungsweise variieren die Aktoren jedoch hinsichtlich ihrer Länge und
Verformung. Im Laufe des Projektes wurde das Biegewerkzeug angepasst, um die
Biegeradien zu optimieren und das Handling zu verbessern.
Herstellung des mikromechanischen Zählwerks: Für die Herstellung der
mikromechanischen Struktur sind zwei unterschiedliche Prozessabläufe entwickelt
worden. Eine wesentliche Herausforderung war hier die Realisierung rotierender, frei
beweglicher Strukturen, hier das Zahnrad. In der Regel sind die mechanischen Strukturen
der Mikrosystemtechnik durch Federelemente und Anker mit dem Substrat verbunden und
können nicht herausfallen. So ergaben sich auch neue Herausforderungen beim Handling
der Wafer sowie bei anschließenden Justageprozessen. Der erste Prozessablauf basiert
auf einem 3-Wafer-System (Glas – Silizium – Glas) und erfordert 2 Bondschritte zur
Verbindung der jeweiligen Wafer. Im Verlauf des Projektes konnte ein zweiter
Prozessablauf auf Basis eines 2-Wafer-Systems (Silizium – Glas) entwickelt werden, da
eine neue Anlage (MEMSSTAR ORBIS 3000) zur Verfügung stand. Der zweite
Prozessablauf beinhaltet deutlich weniger Prozessschritte, erfordert aber einen Silicon-on-
Insulator (SOI) Wafer mit höheren Beschaffungskosten.
Heterogene Integration: Die Integration der FGL-Aktoren in ein zuvor gefertigtes
Mikrosystem ist mit Hilfe eines Die-Bonders gelungen. Die Integration kann dabei auf
Wafer-Level oder Chip-Level erfolgen. Die vorgeformten Drahtaktoren werden einzeln in
die dafür vorgesehene Einbettung gelegt. Dazu wird ein Vakuumsaugtool verwendet.
Verkapselung: Damit die Zyklenzähler in der Anwendungsumgebung erfolgreich
eingesetzt werden können, ist eine hermetische Verkapselung erforderlich. Eine
wesentliche Herausforderung ist dabei, dass die Prozesstemperatur beim Verkapseln
nicht höher als 150°C – 200°C sein darf, da sonst der FGL-Aktor irreversibel geschädigt
wird. Im Projektverlauf sind daher zwei Möglichkeiten in Betracht gezogen worden: Kleben
und Durchstrahlfügen mittels Laser. Im Projektvorhaben konnte ein Klebeprozess auf
Chip-Level etabliert werden. Mit Hilfe des Klebeprozesses war es möglich, verkapselte
Funktionsmuster für die Charakterisierung im Autoklaven aufzubauen. Parallel zum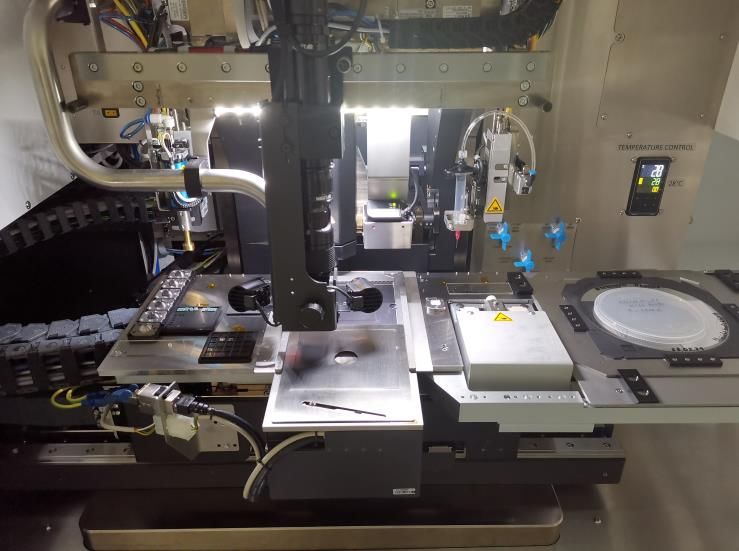
Seite 4 des Schlussberichts zu IGF-Vorhaben 20710BG
Klebeprozess wurde ein Laserbondverfahren entwickelt. Anhand von Testwafern konnte
gezeigt werden, dass das Bonden von Silizium mit Glas auf Wafer-Level mittels
Laserverfahren prinzipiell möglich ist. Auf diese Weise wurden erste Test-Chips mit
quadratischer Kavität erzeugt und im Autoklaven getestet. Diese Test-Chips haben
mehrere Sterilisationszyklen überstanden und zeigten keine Undichtigkeiten. Das
Laserbondverfahren wurde später auf „scharfe“ Wafer mit Zählerstrukturen angewendet.
Hier hat sich jedoch gezeigt, dass die Übertragung des mit Testwafern entwickelten
Verfahrens nicht ohne weitere Entwicklungsschritte möglich ist.
Charakterisierung auf einer Heizplatte: Im Rahmen mehrerer Versuchsreihen wurde das
Systemverhalten sowie die Zähltemperatur der Zähler-Chips untersucht. Dabei wurden
unterschiedliche Design-Varianten und Aktoren berücksichtigt. Die Ergebnisse zeigen,
dass der Aktorhub und somit auch die Schalttemperatur von zwei maßgeblichen Design-
Parametern, dem Offset und der Federkonstante abhängig ist. Jedoch wurde auch
festgestellt, dass der Aktor bzw. die Herstellung des Aktors einen erheblichen Einfluss auf
das Aktorverhalten (Hub und Kraft) und damit auf die Schalttemperatur des Zählers hat.
Mit unterschiedlichen Aktoren in ein und derselben Zählerstruktur wurden daher
unterschiedliche Schalttemperaturen ermittelt. Insgesamt variierte die Schalttemperatur
zwischen 105°C und 133°C, wobei der Einfluss des Aktors dominant ist.
Laborversuche im Autoklaven: Insgesamt wurden drei Versuchsreihen durchgeführt.
Dabei kamen geklebte und lasergebondete Chips zum Einsatz. Die Ergebnisse zeigen,
dass einige der Zählerchips die Sterilisationszyklen korrekt erfasst und aufgezählt haben.
Damit ist ein erster Funktionsnachweis in der Anwendungsumgebung unter
Laborbedingungen erbracht. Mit diesem grundsätzlichen Funktionsnachweis im
Autoklaven ist das anspruchsvolle Projektziel erreicht und ein erfolgreicher Abschluss des
Projektvorhabens gelungen.
Im Projektverlauf ist ein bedeutender Sprung von der Idee eines autonom arbeitenden
Temperaturgrenzwertzählers bis zum grundsätzlichen Funktionsnachweis in der Anwendungs-
umgebung vollzogen worden. Trotz der positiven Projektergebnisse bestehen weiterhin
Problemstellungen, die einen zuverlässigen und dauerhaften Einsatz der Funktions-
demonstratoren in der Anwendungsumgebung noch nicht gestatten. Des Weiteren haben sich
aus den Forschungsarbeiten auch neue Fragestellungen aufgetan. Die bestehenden
Problemstellungen sowie aufgedeckte Fragestellungen sind im Folgenden zusammengefasst:
Herstellung der FGL-Aktoren: Die Herstellung der im Projektvorhaben verwendeten
Aktoren erfolgt manuell mit Hilfe eines Biegewerkzeuges. Eine reproduzierbare
Herstellung ist damit nicht gelungen. Im Rahmen der Versuche wurde festgestellt, dass
der Grad der Kaltverformung (gekennzeichnet durch den Biegeradius der Werkzeugform,
Krafteinwirkung und Haltezeit) einen signifikanten Einfluss auf die Aktoreigenschaften
(gekennzeichnet durch Hub und Kraft) hat. Hinzu kommen weitere Einflussfaktoren wie
die variierende Länge des Aktors, die Symmetrie der Verformung und die Position des
Aktors im Chip. Da die Aktoreigenschaften einen direkten Einfluss auf die Schalt-
temperatur haben, ist es somit kaum möglich, mehrere Zählerchips mit reproduzierbarer
Schalttemperatur zu erhalten. Die Auswirkungen der Einflussfaktoren sind zwar im groben
erfasst jedoch nicht vollständig verstanden. Ziel weiterer Forschungsarbeiten muss sein,
eine reproduzierbare Herstellung zu erreichen sowie ein besseres Verständnis der
Seite 5 des Schlussberichts zu IGF-Vorhaben 20710BG
Einflussfaktoren auf die Aktoreigenschaften zu bekommen. Weitere Einflüsse wie die
thermische Vorgeschichte des Drahtmaterials und eine thermische Vorzyklierung sind zu
untersuchen. Nur dann lässt sich das volle Potential der heterogenen Integration von
FGL-Halbzeugen ausschöpfen.
Kennlinie der Biegeaktoren: Kleine Schwankungen des Aktorshubs haben große
Auswirkungen auf die Schalttemperatur. Ein Grund dafür ist der Verlauf der
Aktorkennlinie, der ab einer Temperatur von 100°C sehr flach wird. Zwar lässt sich die
Phasenumwandlungstemperatur über eine mechanische Vorspannung prinzipiell nach
oben verschieben, aber durch die Verwendung des FGL-Aktors als Biegeelement und der
daraus resultierenden inhomogenen Spannungsverteilung, scheint dies nur begrenzt
möglich zu sein. Der Kennlinienverlauf flacht auch unter Vorspannung ab einer
Temperatur von ca. 100°C stark ab. Dies bedeutet, dass bei einer weiteren
Temperaturerhöhung (10 bis 30 K) der Aktorhub nur noch geringfügig steigt. Damit führen
geringe Schwankungen des Aktorhubes zu großen Schwankungen der Schalttemperatur.
Die Aktorkennlinie kann aber durch eine nichtlineare Federkennlinie positiv beeinflusst
werden. Daher sind zukünftig nichtlineare Federkennlinien, insbesondere mit degressiver
Charakteristik, im Zusammenspiel mit dem Aktor zu untersuchen und zu bewerten.
Zyklenzahl: Mit den aktuellen Labormustern können bis zu 100 Sterilisationszyklen
gezählt werden. Dies ist ausreichend für bestimmte Produktsegmente. Produkte in
anderen Segmenten werden jedoch 500 bis 1000-mal wiederverwendet und erfordern
somit einen Zyklenzähler mit höherer Zyklenzahl. Analysen haben gezeigt, dass die
Zyklenzahl unter Verwendung nur eines Zahnrades nicht signifikant erhöht werden kann.
Mit einer Reduzierung der Zahngröße sowie einer Vergrößerung des
Zahnraddurchmessers kann die Anzahl der Zähne und damit die Zyklenzahl nur um einen
Faktor 2 bis 3 erhöht werden. Für die Realisierung signifikant höherer Zyklenzahlen (1000
und mehr) bedarf es daher neuer Konzepte.
Systemgröße: Um die Kosten für einen Zyklenzähler zu senken und eine bessere
Integration zu ermöglichen, ist eine Reduzierung der Systemgröße erforderlich. Hier ist zu
untersuchen, inwieweit FGL-Drahtaktoren mit kleinerem Durchmesser und verkürzter
Länge eingesetzt und integriert werden können.
Co-Design: Für die weitere Entwicklung des Zyklenzählers ist ein Co-Design von Aktor
und Mikromechanik erforderlich, um die Einflussgrößen (Offset, Federsteifigkeit) und
Störgrößen (beispielsweise Parameterschwankungen, Toleranzen) beim Entwurf besser
berücksichtigen zu können. Ein Co-Design setzt eine entsprechende Multi-Domain-
Modellierung voraus, die zukünftig noch zu erarbeiten ist. Ein solches Modell kann dann
auch über den Zyklenzähler hinaus für andere Anwendungsfälle eingesetzt werden.
Verkapselung: Eine hermetisch dichte sowie dauerfeste Verkapselung der Zählerchips ist
bis Projektende noch nicht gelungen. Mit Hilfe des Klebens konnten zwar verkapselte
Funktionsmuster aufgebaut werden, diese hatten jedoch nur eine begrenzte Lebensdauer
im Autoklaven von bis zu 20 Zyklen. Danach hat die Klebeverbindung aufgrund der hohen
Belastung durch die Dampfsterilisation versagt. Lasergebondete Zählerchips hatten
ebenfalls nach wenigen Sterilisationszyklen versagt, aufgrund der im Glassubstrat
vorhandenen Mikrorisse. Allerdings konnte gezeigt werden, dass mit Hilfe des Laserbond-
Seite 6 des Schlussberichts zu IGF-Vorhaben 20710BG
verfahrens prinzipiell dichte Bondverbindungen möglich sind. Demnach bestehen hier
gute Erfolgsaussichten, wenn das Verfahren weiterentwickelt und für Glas-Silizium-
Verbindungen optimiert wird. Zudem ist zu prüfen ob nicht doch auch andere Bond-
verfahren wie das anodische Bonden eingesetzt werden können. Dazu ist jedoch ein
bisher nicht vorhandener Prozess mit niedrigen Bondtemperaturen < 200°C erforderlich.
Die Lösung der genannten Problemstellungen kann den Reifegrad des Sterilisations-
zyklenzählers deutlich erhöhen. Zudem eröffnen sich mit den Lösungen neue Anwendungs-
felder und fortgeschrittene Aktorsysteme.
2 Motivation und Forschungsziel
Die Dampfsterilisation (Autoklavierung) von wiederverwendbaren Instrumenten, mehrfach
aufbereiteten Implantaten und Komponenten im klinischen Umfeld ist ein kritischer Prozess. Die
standardmäßige Aufbereitung mit heißem, gesättigtem Wasserdampf bei Maximaltemperaturen
von 121°C bzw. 134°C [1] muss sorgfältig durchgeführt werden und stellt für die Instrumente oft
eine erhebliche Belastung dar, die je nach Medizinprodukt unterschiedlich oft durchlaufen
werden darf. Im Zusammenhang mit der neuen Medizinprodukteverordnung (EU MDR
2017/745) ergaben sich sowohl für die Anwender (Arztpraxis, Krankenhaus) also auch für die
Hersteller von Instrumenten und Komponenten neue Herausforderungen [2].
Anwenderseitig ist die Sicherstellung einer adäquaten Sterilisations- und Instrumentenqualität
im Rahmen des Hygienemanagements unabdingbar. Dabei ist die Nachverfolgbarkeit der
durchlaufenen Sterilisationszyklen eines Instruments, d. h. ob und wie oft es sterilisiert worden
ist, ein wichtiger Aspekt. Herstellerseitig besteht großes Interesse an einem konsequenten
„unabhängigen“ Monitoring der Sterilisationszyklen eines Instruments zur Erfassung des
Produktlebenszyklus, insbesondere auch im Hinblick auf potentielle Gewährleistungsansprüche.
Erklärtes Ziel des Projektvorhabens AuSter war daher, einen Sterilisationszyklenzähler in Form
eines mikroelektromechanischen Systems (MEMS) zu konzeptionieren, aufzubauen und zu
erproben. Das zu entwickelnde System soll dabei autonom, d. h. ohne interne oder externe
elektrische Energiezufuhr, das Erreichen definierter Temperaturgrenzwerte bei
Sterilisationsprozessen zählen und speichern können. Der anvisierte Lösungsansatz basiert auf
dem Konzept der heterogenen Integration [3]. Dabei werden unterschiedliche Komponenten,
die in Bezug auf ihre Herstellung nicht kompatibel miteinander sind, in einem System
kombiniert. Mit dem Abschluss des Projektes und den erzielten Ergebnissen ist nun der
Grundstein für weiterführende Arbeiten gelegt.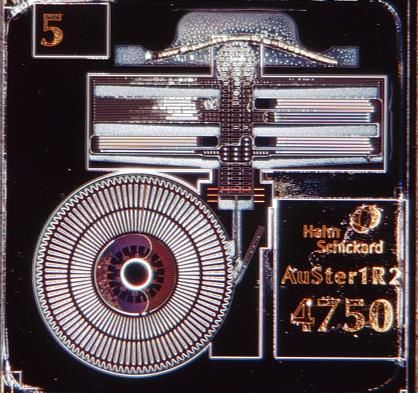
Seite 7 des Schlussberichts zu IGF-Vorhaben 20710BG
3 Durchgeführte Arbeiten und Ergebnisse
3.1 AP 1 Anforderungen
3.1.1 Zielstellung und durchgeführte Arbeiten
Ziel von AP 1 war, die grundlegenden Anforderungen an den Sterilisationszyklenzähler zu
erarbeiten. Hierzu wurden in enger Zusammenarbeit beider Forschungseinrichtungen und dem
PA die relevanten Parameter ermittelt und festgelegt. Zudem wurde der Dampfsterilisations-
prozess genauer analysiert.
Tabelle 1: Im AP 1 durchgeführte Arbeiten
Fraunhofer IWU Hahn-Schickard
Literaturrecherche Erstellung von Fragebögen für den
Identifizierung geeigneter FGL PA
Legierungen und Halbzeuge Auswertung der Fragebögen
Untersuchungen zu den Literaturrecherche
Phasenumwandlungstemperaturen Analyse verschiedener Profile für
(PUT) von FGL, insbesondere in Dampfsterilisationszyklen
Abhängigkeit der mechanischen Anforderungen für die Einbettung der
Spannung FGL definieren
Definition von Anforderungen an die Durchführung von Messreihen im
Aktorik Autoklaven, Untersuchung des
Temperaturverlaufes am Sterilgut
3.1.2 Ergebnisse
In Tabelle 2 sind die wesentlichen Ergebnisse zusammengefasst. Es folgt eine hinreichend
ausführliche Beschreibung der Einzelergebnisse.
Tabelle 2: Wesentliche Ergebnisse aus AP 1 im Überblick
Fraunhofer IWU Hahn-Schickard
Zielspezifikation der Aktorik Zielspezifikation des Zählwerks
Fragebogen
Zu Beginn des Vorhabens wurde ein Fragebogen für die PA-Mitglieder erstellt, um die
Anforderungen an den Sterilisationszyklenzähler zu erfassen. Im Fragebogen wurde
insbesondere auf folgende Parameter eingegangen:
Abmessung des mechanischen Systems,
Anzahl der Sterilisationszyklen,
Sterilisationsverfahren,
Auslesemechanismus.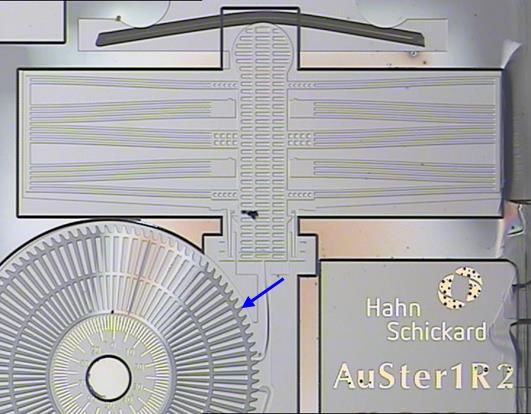
Seite 8 des Schlussberichts zu IGF-Vorhaben 20710BG
Tabelle 3: Anforderungsdefinition an den Sterilisationszyklenzähler
Parameter Wert
Abmessungen 5 x 5 x 3 mm³
Sterilisationszyklen 100
Sterilisationsverfahren Fraktioniertes Vorvakuumverfahren mit 134 °C
Auslesemechanismus Optisch
Für eine Vielzahl von Produktkategorien ist eine zu erfassende Zyklenzahl von 20 bis 100
ausreichend. Weitere Produktkategorien wie chirurgische Instrumente oder Endoskope werden
500- bis 1000-mal wiederverwendet und erfordern somit einen Zyklenzähler mit höherer
Zyklenzahl. Die Angaben zur Abmessung des Zählwerks bewegten sich zwischen 1x1 mm² und
10x10 mm² bei einer Höhe von maximal 4 mm. Insgesamt hat das fraktionierte Vorvakuum-
verfahren bei 134 °C die größte Relevanz. Ein optisches Auslesen des Zählers ist für die
meisten Anwender ausreichend. Dennoch eröffnen sich mit der Möglichkeit eines elektrischen
Auslesens Vorteile gegenüber dem optischen Verfahren. Anhand der Ergebnisse aus der
Umfrage wurde eine für dieses Projekt gültige Anforderungsdefinition erstellt (Tabelle 3).
Dampfsterilisationsprozess
Bei der Analyse von verschiedenen Kurven zu Dampfsterilisationsprozessen sind zwei
Herausforderungen für den Sterilisationszyklenzähler ermittelt worden. Zum einen gibt es bei
vielen Prozessabläufen ein Vorfraktionieren, bei dem aufgrund von Dampfstößen bereits
kurzeitig Temperaturspitzen über 110 °C auftreten und zum anderen gibt es Prozessabläufe für
Sterilgutcontainer, bei denen es eine Vorwärmstufe gibt, welche bereits eine Temperatur nahe
der Endtemperatur von 134 °C erreicht. In Abbildung 1 ist ein Sterilisationszyklus auf Basis des
fraktionierten Vorvakuumverfahrens mit 134°C gezeigt. Die Temperaturspitzen in der
Fraktionierungsphase sind deutlich zu erkennen. Diese Peaks dürfen nicht als Zählereignis
detektiert werden. Der Einfluss des Vorfraktionierens auf den Temperaturverlauf am Sterilgut
wurde untersucht und spiegelt sich im Diagramm wider. So ergeben sich aus der
Fraktionierungs-phase unterschiedliche Randbedingungen für den Sterilisationszyklenzähler.
Diese Problematik stellt besondere Anforderungen an den Sterilisationszyklenzähler. Zudem
sind die hohen Temperaturen eine große Herausforderung für die zu entwickelnde
Formgedächtnisaktorik, da derart hohe Temperaturen mit am Markt verfügbaren Halbzeugen
nur über sehr große mechanische Vorspannungen realisierbar sind. Aus diesem Grund wurden
an potentiell geeigneten Formgedächtnislegierungen (FGL) Grundlagenuntersuchungen zur
Spannungsabhängigkeit der Phasenumwandlungstemperaturen durchgeführt. Im Ergebnis zeigt
sich, dass das Material Smartflex der Firma SAES Getters die Anforderungen am besten
erfüllen kann und außerdem die höchste Qualität aufweist, da es bereits in verschiedenen
marktgängigen Produkten verwendet wird.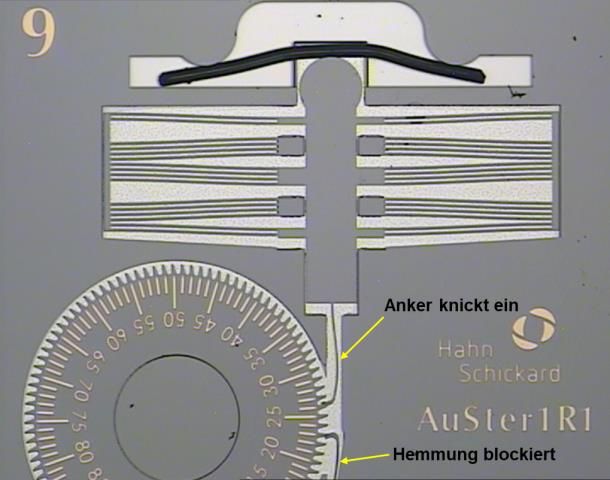
Seite 9 des Schlussberichts zu IGF-Vorhaben 20710BG
Fractional Phase Sterilization Phase Drying Phase
140
Temperature within container
130 Temperature within soft package
120 Pressure in chamber
110 3 bar
100
Temperature (°C)
90
80
2 bar
70
60
50
40 1 bar
30
20
10
0 0 bar
0 5 10 15 20 25 30 35 40
Time (Minutes)
Abbildung 1: Sterilisationszyklus (Fraktioniertes Vorvakuumverfahren mit 134°C). Der Zyklus unterteilt sich in drei
Phasen (Fraktionierungsphase, Sterilisationsphase, Trockenphase). In der Fraktionierungsphase bilden sich
Temperaturspitzen bis zu 110°C.
In Abbildung 2 ist der Temperatur – Dehnungs – Verlauf für einen Smartflex Draht mit 100 µm
Durchmesser bei mechanischer Belastung mit 200 MPa dargestellt. Hieraus können die
charakteristischen Temperaturen der Hin-Umwandlung von Martensit nach Austenit (As und Af)
und der Rück-Umwandlung von Austenit nach Martensit ermittelt werden. Es zeigt sich, dass
der in Abbildung 1 dargestellte erste Temperatur-Peak in der Fraktionierungsphase hier zu
einem Zählereignis führen würde.
Abbildung 2: Temperatur-Dehnungs-Diagramm Smartflex 100 µm bei mechanischer Belastung mit 200 MPa
Seite 10 des Schlussberichts zu IGF-Vorhaben 20710BG Abbildung 3: Spannungsabhängigkeit der Phasenumwandlungstemperatur (PUT) für Smartflex 100 µm In Abbildung 3 ist die Abhängigkeit der Phasenumwandlungstemperatur (PUT) von der mechanischen Vorspannung dargestellt. Als Näherung kann ein linearer Anstieg mit 14 K / 100 MPa angenommen werden. Um sicherzugehen, dass keiner der Temperaturanstiege in der Fraktionierungsphase als Zählereignis detektiert wird, ist es erforderlich die Vorspannung einerseits im inaktiven (kalten) Zustand möglichst gering zu halten, da hier erst bei sehr niedrigen Temperaturen eine Rückumwandlung in Martensit erfolgt. Andererseits muss die Vorspannung im aktiven (warmen) Zustand jedoch so hoch gewählt werden, dass die vollständige Umwandlung in Austenit, also das Zählereigneis erst bei 134°C stattfindet. Hierfür ist eine Vorspannung von ca. 500 MPa notwendig. Diese Kennwerte sind für die Auslegung der Rückstellfeder in AP2 erforderlich.
Seite 11 des Schlussberichts zu IGF-Vorhaben 20710BG
3.2 AP 2 Technologiekonzept, Systementwurf, Design
3.2.1 Zielstellung und durchgeführte Arbeiten
Zielsetzung von AP 2 war die Erarbeitung eines Technologiekonzepts als Grundlage für den
Systementwurf des Sterilisationszyklenzählers sowie Entwurf und Auslegung der
Systemkomponenten.
Tabelle 4: Im AP 2 durchgeführte Arbeiten
Fraunhofer IWU Hahn-Schickard
Untersuchungen zur Implementierung Entwicklung von Konzepte für das
der Aktorik mittels heterogener Zählwerk
Integration Prüfen der Umsetzbarkeit mit den
Entwicklung von Aktorkonzepten im vorhandenen Fertigungsprozessen
Hinblick auf die fertigungstechnischen Auslegung des Zählwerks gemäß
Möglichkeiten Zielparameter
Konzepte zur Vorspannen der Aktorik Berechnungen und Simulationen zum
Entwicklung eines FE Modells der Systemverhalten
Aktoranordnung Konstruktive Ausarbeitung des
Aufbau eines 10:1 heraufskalierten Zählwerks
Prüfstandes Durchführung von makroskopischen
Messtechnische Untersuchung der Vorversuchen
Vergleichsanordnung Entwicklung des Prozessablaufs
Modellabgleich Erstellung von Designvarianten
Auslegung der Aktorik mittels Betrachtung der Fertigungstoleranzen
Simulation sowie Bewertung deren Einfluss auf
Detailauslegung des Antriebssystems die Funktionalität
aus Aktor und Rückstellfeder Erstellung eines Maskenlayouts zur
Untersuchungen zum Einfluss des Fertigung der Strukturen
Lagerspiels und der Reibkräfe Weiterentwicklung des
Ermittlung der optimalen Prozessablaufs
Aktorgeometrie
3.2.2 Ergebnisse
In Tabelle 5 sind die wesentlichen Ergebnisse zusammengefasst. Es folgt eine hinreichend
ausführliche Beschreibung der Einzelergebnisse.
Tabelle 5: Wesentliche Ergebnisse aus AP 2 im Überblick
Fraunhofer IWU Hahn-Schickard
Heterogene Integration der FGL Ausgewähltes Konzept für
Aktorik als Vorzugslösung Technologiedurchlauf
Ausgewähltes Aktorkonzept Erfolgreiche Vorversuche zu neuen
Mit Messwerten abgeglichenes Modell Prozessschritten
als Auslegungsgrundlage Zählwerkdesign
Finales Design Antrieb Finales Design Zählwerk
Maskenlayout
Finaler ProzessablaufSeite 12 des Schlussberichts zu IGF-Vorhaben 20710BG
a)
b)
Abbildung 4: Favorisiertes Konzept des FGL-Aktors
Als Grundlage der Aktorentwicklung wurden gemeinsam zunächst die fertigungstechnischen
Grenzen und Möglichkeiten der Implementierung von FGL Aktoren in Si-Strukturen erarbeitet.
Auf dieser Basis erfolgte die Entwicklung von Aktorkonzepten. Hierbei zeigte sich, dass eine
symmetrische Implementierung der relativ unpräzise gefertigten FGL-Elemente, in eine
hochpräzise Siliziumstruktur, einen vielversprechenden Ansatz darstellt. Eine ähnliche
Herausforderung zeigte sich bei der Konstruktion des Rückstellelements und insbesondere der
präzisen Einstellung der Vorspannung. In Abbildung 4a ist das ausgewählte Aktorkonzept
dargestellt. Dieses beruht darauf, dass im Montagezustand (1) zunächst ein plastisch
verformter FGL Draht ohne Vorspannung in die Struktur eingelegt wird. Bei der initialen
Aktivierung versucht der Aktor seine ursprünglich gerade Form anzunehmen und spannt dabei
eine Druckfeder vor (siehe Abbildung 4b gestrichelte Gerade). Bei abgeschlossener
Umwandlung (2) hat der Aktor einen definierten Hub ausgeführt und mechanische Energie in
der Feder gespeichert. Beim Abkühlen wird diese wieder an den Aktor abgegeben und verformt
ihn zurück (3). Nach der vollständigen Abkühlung verbleibt der Draht unter einer gewissen
Vorspannung im Zustand (3) und kehrt nicht wieder in den Ursprungszustand (1) zurück.
Die Berechnung und Auslegung der Aktorik erfolgte mittels Finte Elemente Methode (FEM) auf
Basis des FGL-Material-Modell-Ansatzes nach Auricchio. Hierfür wurden gemessene Daten des
temperaturabhängigen Spannungs-Dehnungs-Verhaltens, aber auch die Spannungs-
abhängigkeit der PUT (siehe Abbildung 3) von Smartflex 100 µm, in der Simulation
implementiert. Zum Abgleich des Modells mit der Realität wurde der in Abbildung 6a
dargestellte, um einen Faktor 10 heraufskalierte Referenzprüfstand genutzt. Hierbei zeigten
sich sehr gute Übereinstimmungen. Zur Ermittlung der Geometrieabhängigkeiten der
Aktoreigenschaften wurde eine Parameterstudie durchgeführt, in der die Zielparameter wie
Kraft, Hub und PUT des Aktors in Zusammenhang mit der Aktorgeometrie gebracht wurden.
Hierbei zeigte sich, dass bzgl. des mechanischen Arbeitsvermögens der Aktorik ein Optimum
gefunden werden kann. Außerdem wurden weitere Einflüsse wie z.B. die Steifigkeit der
Rückstellfeder, das Lagerspiel oder die auftretenden Reibkräfte im Zählwerk untersucht. Die
sich hieraus ergebende, in Abbildung 5a dargestellte, optimale Aktorgeometrie ergibt einenSeite 13 des Schlussberichts zu IGF-Vorhaben 20710BG
a)
b)
Abbildung 5: a) Arbeitskennlinie des FGL-Aktors, b) optimierte Aktorgeometrie
Drahtdurchmesser von 100 µm, 2 mm Biegelänge und 150 µm Lagerspiel. Die Arbeitskennlinie
und die daraus resultierende Kraft und der Hub der Aktorik ist in Abbildung 5b dargestellt.
Parallel zur Entwicklung des Aktors sowie dessen Integration in die Siliziumstruktur wurden
verschiedene Zählwerkkonzepte ausgearbeitet und bewertet. Dabei galt es immer zu
berücksichtigen, wie die FGL basierend auf den Einbettungskonzepten, integriert werden kann.
Hierzu wurden makroskopische Versuchsaufbauten mittels 3D-Druck erstellt (Abbildung 6b) und
anhand dieser Versuche zur Funktionalität durchgeführt. Dabei konnte auch das ausgewählte
Konzept zur Einbettung der FGL in den Chip überprüft werden. In Abbildung 7a ist das finale
Konzept mit der Einbettung der FGL dargestellt. Die FGL wird vorverformt und spannungsfrei in
die Einbettung eingelegt. Erfolgt nun die Aktivierung durch eine Temperaturerhöhung auf
134°C, bewegt sich der Schlitten nach unten und dreht das Zahnrad im Uhrzeigersinn zwei
Rasten weiter. Beim Abkühlen wird die in der Feder gespeicherte mechanische Energie
genutzt, um den FGL-Draht zurück zu verformen. Der Rastmechanismus mit Hemmung sorgt
dafür, dass das Zahnrad keine Rückbewegung (Freilaufrichtung nur im Uhrzeigersinn)
durchführen kann und somit den Zählerstand beibehält. Der Schlitten bewegt sich nur eine
Raste zurück, sodass bei darauffolgenden Sterilisationszyklen nur ein Zählschritt erfolgt. Ab
diesem Zeitpunkt ist der Draht in der Siliziumstruktur vorgespannt.
a) b)
Abbildung 6: a) Aufbau eines skalierten Prüfstandes für die FGL. b) Makroskopisches ZählwerkSeite 14 des Schlussberichts zu IGF-Vorhaben 20710BG
Aktor- FGL-Aktor
Einbettung
Rückstellfeder
Zahnrad
Schlitten
Anker
Hemmung
a) b)
Abbildung 7: a) Finales Konzept, b) Grunddesign V1 (Layout-Darstellung)
Dieses ausgewählte Konzept galt es nun unter Berücksichtigung der Kenndaten der FGL
auszulegen. Hierfür wurde, auf Basis von analytischen Formeln, ein Matlab Skript entwickelt,
welches die relevanten Kräfte berechnet und unter Berücksichtigung von Eingangsparametern
(Zielspezifikation, FGL Daten, Fertigungsvorgaben) die passende Rückstellfeder bestimmt. Im
Anschluss daran erfolgte die Auslegung der Funktionselemente im Detail, insbesondere die
funktionsrelevanten Geometrien von Zahnrad, Zahneingriff, Hemmung und Anker sowie der
Arbeitshub und die Aktor-Einbettung. Da schon geringe Abweichungen der Geometrie im
Zusammenspiel mit dem Lagerspiel des Zahnrads negative Auswirkungen auf die Funktionalität
haben können, wurde auch der Einfluss der Fertigungstoleranzen untersucht und im Design
berücksichtigt. Fertigungstechnische Einschränkungen wie beispielsweise minimale
Strukturgröße oder das maximal erzielbare Aspektverhältnis beim Siliziumtiefenätzen fanden
ebenfalls Berücksichtigung. Entwicklungsbegleitend wurden Festigkeitsnachweise für Anker,
Hemmung und Zahn mit Hilfe von FE-Modellen in ANSYS erbracht. Abschließend erfolgte die
Umsetzung des Designs in ein für die mikrotechnologische Fertigung taugliches Maskendesign.
Ausgehend von einem Grunddesign V1 (Abbildung 7b) wurden insgesamt 13 weitere
Designvarianten erstellt, um auch eine experimentelle Parameterstudie zu ermöglichen. Unter
den Designvarianten befinden sich auch eine Teststruktur zur Charakterisierung des Aktors.
Parallel zu den oben genannten Arbeiten wurde ein Prozessablauf entwickelt, der eine
mikromechanische Herstellung der Zählersysteme ermöglicht. Dabei war es erforderlich
Lösungen für zahlreiche Probleme, wie z.B. das Freistellen eines später frei beweglichen
Zahnrades, das Schaffen einer Achse und die Integration der FGL, zu erarbeiten. Der
Fertigungsablauf ist in Abbildung 8 dargestellt. Zunächst wird ein Glaswafer (Wafer 1) so
strukturiert, dass später die beweglichen Strukturen freibeweglich sind und nicht am Boden
festkleben können (Abbildung 8a). Ausnahme ist das Zahnrad, das auf einem Sockel aufliegt.
Um hier das typische in der Mikrotechnik bekannte „Sticking“ zu vermeiden, wurde eine
Metallisierung in den relevanten Bereichen vorgenommen. Es folgt das Bonden eines
Siliziumwafers (Wafer 2) mit Hilfe des anodischen Bondverfahrens (Abbildung 8b).
Anschließend wird der Siliziumwafer auf eine Dicke von 150 µm abgedünnt (Abbildung 8c). Die
Dicke wird dabei durch den FGL-Draht definiert, der einen Durchmesser von 100 µm besitzt.
Nach dem Abdünnen wird eine strukturierte Metallschicht erzeugt, um eine Skala auf dem
Zahnrad zu erhalten. In einem weiteren Schritt (Abbildung 8d) wird die Siliziumschicht mit HilfeSeite 15 des Schlussberichts zu IGF-Vorhaben 20710BG
a) b)
c) d)
FGL FGL
e) f)
Abbildung 8: Prozessablauf in grober Darstellung. a) Strukturierung eines Glaswafer 1 mit Kavitäten. b) Anodisches
Bonden eines strukturierten Siliziumwafers. Auf diese Weise werden vergrabene Kavitäten erzeugt, die später eine
freie Bewegung der beweglichen Strukturen ermöglicht. c) Abdünnen des Siliziumwafers auf 150 µm. d)
Strukturierung der Siliziumschicht, in diesem Schritt werden die mechanischen Strukturen des Zählwerks erzeugt. e)
Integration des FGL-Aktors. f) Verkapselung mit einem strukturierten Glaswafer 2 mittels Laserbonden.
eines Trockenätzprozesses (DRIE) strukturiert. Damit werden die mikromechanischen
Strukturen des Zyklenzählers definiert. Nach diesem Prozessschritt liegt das Zahnrad lose auf
dem Sockel auf und wird durch die erzeugte Achse lateral fixiert. Anschließend kann die
heterogene Integration der FGL-Aktoren in die einzelnen Zähler-strukturen erfolgen (Abbildung
8e). Zum Schluss muss der offene Wafer-Stapel noch gedeckelt werden, um hermetisch dichte
und verkapselte Zählersysteme zu generieren. Hierfür würde sich das anodische Bonden mit
einem Glaswafer anbieten. Dieser Prozess erfolgt jedoch mit Temperaturen zwischen 300°C
und 400°C, die zu einer irreversiblen Beschädigung des Aktors führen. Daher ist vorgesehen,
das Bonden eines strukturierten Glaswafers (Wafer 3) auf dem offenen Wafer-Stapel mit Hilfe
eines Lasers zu bewerkstelligen (Abbildung 8f). Für diesen Prozessschritt ist ein
Laserbondverfahren zu entwickeln und zu erproben.Seite 16 des Schlussberichts zu IGF-Vorhaben 20710BG
3.3 AP 3 Erster Technologiedurchlauf
Im AP 3 wurde auf Grundlage des in AP 2 erarbeiteten Technologiekonzepts erste FGL-Aktoren
sowie MEMS-Bauelemente hergestellt sowie die heterogene Integration erprobt.
Tabelle 6: Im AP 3 durchgeführte Arbeiten
Fraunhofer IWU Hahn-Schickard
Beschaffung FGL Draht Vorbereitende Arbeiten für den ersten
Entwicklung & Konstruktion der Technologiedurchlauf
Biegevorrichtung Vorversuche zum Tiefenätzen
Umsetzung der Biegevorrichtung Prozessieren des ersten Wafers
mittels Drahterrodieren Weiterentwicklung des Tiefenätz-
Erprobung der heterogenen prozesses
Integration der FGL-Aktoren Prozessieren des zweiten Wafers
Weitere Prozessanpassungen
Prozessieren des dritten Wafers
Erste Entwicklungsschritte für ein
Laserbondverfahrens
Erprobung eines alternativen
Prozessablaufes
3.3.1 Ergebnisse
In Tabelle 7 sind die wesentlichen Ergebnisse zusammengefasst. Es folgt eine hinreichend
ausführliche Beschreibung der Einzelergebnisse.
Tabelle 7: Wesentliche Ergebnisse aus AP 3 im Überblick
Fraunhofer IWU Hahn-Schickard
Biegevorrichtung Waferlayout
umgeformte FGL-Aktoren Waferlaufzettel
Nachweis der Integrierbarkeit der Prozessierte Wafer mit
Aktoren mikrostrukturierten Zählwerken
Erste Bondverbindungen mit dem
Laserbondverfahren
Zugprobe gefertigt
Zugversuche durchgeführt
Herstellung der FGL-Aktoren
Zur Herstellung der Aktoren wurden zunächst die erforderlichen Halbzeuge beschafft und
charakterisiert, um deren Eigenschaften abzusichern. Anschließend wurden Werkzeuge zur
Umformung der FGL Drähte entwickelt. Die Herstellung, Vermessung und die Probenintegration
verschiedener Aktoren in Testchips erlaubten eine schrittweise Optimierung des Werkzeugs.
Hierbei besteht die Herausforderung in erster Linie darin, eine optimal abgeformte
Aktorgeometrie für spannungsfreies Einlegen zu erreichen (Abbildung 9a), ohne den Draht so
stark zu verformen, dass er beschädigt wird. Erreicht werden kann dies über eine Begrenzung
der Biegeradien, die im Randbereich der Drähte maximal 10% Dehnung zulassen.Seite 17 des Schlussberichts zu IGF-Vorhaben 20710BG
a) b)
c) d)
Abbildung 9: Herstellung der FGL-Aktoren. a) Aktorgeometrie für spannungsfreies Einlegen. b) Geometrie nach der
ersten Aktivierung. c) Biegevorrichtung mit Stahleinsatz. d) Mit Hilfe der Biegevorrichtung hergestellte FGL-Aktoren.
Die Aktoren sind nicht identische und unterscheiden sich in Länge und Form aufgrund der manuellen Herstellung.
Nach der ersten Aktivierung weist die Aktorgeometrie deutlich größere Biegeradien auf
(Abbildung 9b). Abbildung 9c zeigt das hierfür entwickelte Umformwerkzeug und die damit
hergestellten Aktoren (Abbildung 9d).
Weitere Herausforderungen bei der Herstellung der Aktoren ergaben sich beim Schneiden und
beim Handling der Aktoren, da dies derzeit noch manuell durchgeführt werden muss.
Untersuchungen haben gezeigt, dass die Umformung der Drähte einen kritischen Prozess
darstellt, welcher die Aktoreigenschaften maßgeblich beeinflusst. Um Aktoren zukünftig
reproduzierbar herstellen zu können, müssen geeignete Lösungen zur Automatisierung des
Herstellungsprozesses entwickelt werden.
Herstellung der MEMS-Bauteile
Im ersten Technologiedurchlauf war es erforderlich den Prozessablauf und einzelne Prozess-
schritte sukzessive von Wafer zu Wafer weiterzuentwickeln. Die wesentlichen
Herausforderungen und erzielte Ergebnisse sind im Folgenden beschrieben.
Das trockenchemische Tiefenätzen (DRIE), das zur Übertragung der mechanischen Strukturen
in die Siliziumschicht dient, hat einen wesentlichen Einfluss auf die Funktionalität des Gesamt-
systems und ist daher einer von mehreren kritischen Prozessschritten. Die vertikale Ätzrate
beim Trockenätzen ist stark abhängig sowohl von der thermischen Anbindung des Wafers zur
Auflage, als auch vom Aspektverhältnis der zu ätzenden Strukturen. Optimale Ergebnisse
werden erzielt, wenn das Aspektverhältnis überall gleich ist und eine sehr gute thermische
Anbindung besteht. Dies ist jedoch für den Zyklenzähler nicht möglich. Zum einen muss dasSeite 18 des Schlussberichts zu IGF-Vorhaben 20710BG
Erster Technologiedurchlauf: 3-Wafer-System (Glas-Silizium-Glas) mit 2 Bondschritten
Run 1 Wafer 1 Wafer 2 Wafer 3
Prozessentwicklung
Abbildung 10: Übersicht erster Technologiedurchlauf
Lagerspiel des Zahnrads minimiert werden, d.h. es muss ein sehr schmaler Graben mit hohem
Aspektverhältnis realisiert werden. Der Eingriff von Anker und Hemmung in das Zahnrad sowie
die Struktur zur Einbettung des FGL-Aktors erfordern jedoch deutlich größere
Strukturöffnungenmit demzufolge wesentlich geringeren Aspektverhältnissen. Abbildung 11a
zeigt, dass die Bereiche mit geringeren Aspektverhältnissen (größere Öffnungsfläche) bereits
geöffnet sind (weißer Hintergrund) während andere Bereiche mit größerem Aspektverhältnis
(schmale Öffnungen) noch geschlossen sind (schwarze Bereiche). Strukturen mit einem hohen
Aspektverhältnis ätzen deutlich langsamer. Der Ätzprozess muss nun aber solange fortgeführt
werden, bis alle Strukturen vollständig geätzt sind, auch das Lagerspiel mit einer Grabenbreite
von 7 µm. Dies führt nun dazu, dass Strukturen die bereits geöffnet sind, überätzt werden und
somit die Strukturtreue deutlich abnimmt. Abbildung 11b zeigt den Strukturverlust nach dem
vollständigen Ätzen. Die reale Struktur (in Blau) ist deutlich kleiner (bis zu 5 µm) als durch das
Design vorgegeben. Für die Funktionalität des Zyklenzähler ist eine hohe Strukturtreue jedoch
unabdingbar. Eine weitere Herausforderung bestand darin, dass der Basiswafer aus Glas
besteht und Kavitäten enthielt, um die Beweglichkeit der Strukturen zu ermöglichen. Die
Kavitäten bewirken jedoch eine inhomogene Temperaturverteilung im Wafer, sodass die
vertikalen und lateralen Ätzraten nicht überall gleich sind. Zudem besitzt Glas eine im Vergleich
zu Silizium geringere thermische Leitfähigkeit. Dies hat wiederum einen negativen Einfluss auf
die thermische Anbindung und somit auf die Kühlung während des Tiefenätzens. Für die
Herstellung der Zählerstrukturen im ersten Technologiedurchlauf wurde ein zweistufiger
Ätzprozess entwickelt, wobei die beiden Stufen auf zwei unterschiedlichen Ätzanlagen
durchgeführt wurden. Mit dieser Vorgehensweise konnte das Ergebnis und die Strukturtreue
zufriedenstellend verbessert werden. Die Fertigung von freiliegenden nicht verankerten
Mikrostrukturen (hier das drehbar gelagerte Zahnrad) ist ebenfalls eine große Herausforderung.
a) b)
Abbildung 11: a) Ergebnis mit einstufigem Ätzprozess, hohe Überätzung der Strukturen mit geringem
Aspektverhältnis (Zahngeometrie, Anker und Hemmung), b) Ein zweistufiger Ätzprozess führt zu einem deutlich
besseren Ergebnis mit hoher Strukturtreue durch deutlich geringeres ÜberätzenSeite 19 des Schlussberichts zu IGF-Vorhaben 20710BG
a) b)
Abbildung 12: a) Hergestellte Zyklenzähler mit Hilfe des alternativen Prozessablaufs. a) Gesamtansicht. b)
Teilansicht.
Üblicherweise sind bewegliche Strukturen an Federelementen befestigt und können daher nicht
herausfallen. Bei der Fertigung des ersten Wafers wurde jedoch genau dieses beobachtet. Es
konnte herausgefunden werden, dass die Zahnräder schon während des trockenchemischen
Tiefenätzens herausfallen bzw. aufgrund elektrostatische Aufladungsvorgänge herausgestoßen
werden. Demzufolge musste der Prozessablauf modifiziert und weitere Prozessschritte
hinzugefügt werden, um eine Erdung der Siliziumschicht (Device layer) zu realisieren. Diese
Weiterentwicklung hat wesentlich zum Erfolg geführt. So konnten in diesem Projekt erstmalig
völlig freiliegende Strukturen realisiert und charakterisiert werden. Insgesamt ist der
Prozessablauf zur Fertigung der Zählerstrukturen komplex und mit vielen Prozessschritten
verbunden. Aufgrund dessen wurde im AP 3 ein alternativer Prozessablauf erarbeitet und
erprobt. Dies war möglich, da eine neue Anlage (MEMSSTAR ORBIS 3000) zur Verfügung
stand, mit der vergrabene Siliziumoxidschichten geätzt werden können. Mit diesem neuen
Prozessschritt können Silicon-On-Insulator (SOI) Substrate verwendet werden. Erste Versuche
waren erfolgreich und eröffnen die Möglichkeit, die Zyklenzähler mit einem alternativen und
deutlich einfacheren Prozessablauf herzustellen. Abbildung 12 zeigt beispielhaft erste
Strukturen, die probeweise mit dem neuen Prozessablauf hergestellt wurden. Deutlich zu
erkennen ist die Perforation der beweglichen Strukturen. Dies ist erforderlich, um das
vergrabene Oxid unterhalb dieser Strukturen vollständig entfernen zu können. Der erprobte
Prozessablauf bildete die Basis für den zweiten Technologiedurchlauf. Eine Beschreibung
erfolgt in AP 5.
Laserbonden
Damit die Zyklenzähler in der Anwendungsumgebung zuverlässig eingesetzt werden können,
ist eine hermetische Verkapselung mit einem Deckelwafer notwendig. In der Regel kommen zur
Verkapselung anodische Bondverfahren ohne Zwischenschicht oder eutektische Verfahren mit
Zwischenschicht zum Einsatz. Beide Verfahren erfordern jedoch Prozesstemperaturen, die sich
typischerweise im Bereich von 300°C - 400°C bewegen. Solch hohe Temperaturen führen zu
einer Schädigung des FGL-Aktors. Eine mögliche Alternative stellt das Laserbonden dar. Der
Energieeintrag kann mit Hilfe eines Lasers auf einen kleinen Bereich begrenzt werden, sodass
Strukturen mit hinreichendem Abstand vom Absorptionsbereich des Lasers deutlich geringere
Temperaturen erfahren. Daher war es Ziel, im AuSter-Projekt ein Laserbondverfahren zur
Verkapselung der Zyklenzähler zu entwickeln. Mit Hilfe eines Faser-Lasers mit einer
Wellenlänge von 1070 nm sollte eine hermetisch dichte Silizium-Glas-Bondverbindung erzeugtSeite 20 des Schlussberichts zu IGF-Vorhaben 20710BG
Laserstrahlung
F F
Anpressplatte
Quarzglas
Glas
Silizium
Anpressplatte
Aluminium
a) b)
Abbildung 13: a) Prinzipdarstellung zum Laserbonden von Glas und Silizium. b) Laseranlage zur Durchführung der
Laserbondprozesse.
werden (Abbildung 13a). Die verwendete Laseranlage ist in Abbildung 13b dargestellt. In der
ersten Entwicklungsphase ist der Einfluss relevanter Prozessparameter auf den Bondprozess
sowie die Stabilität der Bondverbindung untersucht worden. Im Ergebnis hat sich ein geeignetes
Parameterfenster herauskristallisiert, das eine gute Prozessführung erlaubt. Das Bonden erster
unstrukturierter Wafer verlief erfolgreich (Abbildung 14a). Aus dem gebondeten Wafer mit
geschlossenem Bondrahmen (Abbildung 14b) wurden Proben (5x5 mm² Chips) für
Zugversuche herausgeschnitten. Die Bondfläche beträgt insgesamt ca. 3 mm³, die
Bondlinienbreite ca. 0.17 mm. Anhand der Zugversuche konnte eine Bondverbindung mit einer
Zugfestigkeit von bis zu 70 N / mm² nachgewiesen werden (Abbildung 14c). Der Bruch erfolgte
fast ausschließlich in der Glasmatrix (Abbildung 14d), was auf eine feste und stabile
Bondverbindung schließen lässt. Die nächsten Schritte bestanden darin, den Prozess auf
Testwafern mit Kavitäten anzuwenden und zu erproben (siehe AP 6).
a) b)
c) d)
Abbildung 14: Laserbondversuche mit unstrukturierten Glas- und Siliziumwafern. a) Bondlinien im Rasterformat. b)
Geschlossener Bondrahmen. c) Zugversuch. d) Bruchbild, der Bruch verläuft vollständig in der Glasmatrix.Seite 21 des Schlussberichts zu IGF-Vorhaben 20710BG
3.4 AP 4 Charakterisierung
3.4.1 Zielstellung und Durchgeführte Arbeiten
Das Arbeitspaket 4 diente maßgeblich der Charakterisierung der Sterilisationszyklenzähler aus
dem ersten Technologiedurchlauf. Dabei wurde die mechanische Wechselwirkung zwischen
dem mikromechanischen Zählwerk und dem FGL-Aktorsystem grundlegend untersucht. Zudem
sind Untersuchungen zur plastischen Verformung durchgeführt worden, um den Einfluss des
Biegewerkzeuges zu ermitteln. Die im AP 4 durchgeführten Arbeiten sind schwerpunktmäßig in
Tabelle 8 zusammengefasst.
Tabelle 8: Im AP 4 durchgeführte Arbeiten
Fraunhofer IWU Hahn-Schickard
Gemäß der Projektplanung wurden Einlegeversuche zur heterogenen
keine Arbeiten durchgeführt Integration der FGL-Aktoren
Aufbau und Erprobung eines
Messplatzes
Versuche mit den Wafern 1 bis 3
3.4.2 Ergebnisse
In Tabelle 9 sind die wesentlichen Ergebnisse zusammengefasst. Es folgt eine hinreichend
ausführliche Beschreibung der Einzelergebnisse.
Tabelle 9: Wesentliche Ergebnisse aus AP 4 im Überblick
Fraunhofer IWU Hahn-Schickard
- Erprobter Messplatz
Erster Funktionsnachweis erbracht
Zuverlässigkeit niedrig
Geometrie von Hemmung und Zahn
hat großen Einfluss auf Funktion
Messplatz
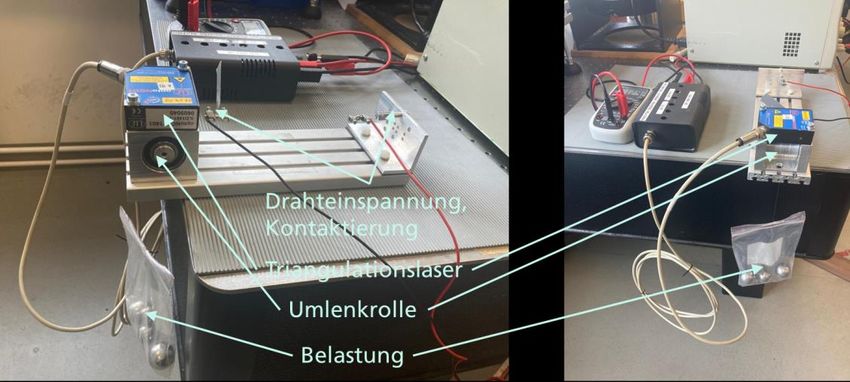
Für die Charakterisierung der Aktoren im mikromechanischen Umfeld sowie der
Sterilisationszyklenzähler wurde ein Messplatz bestehend aus einer regelbaren Heizplatte und
einer Videokamera eingerichtet und erprobt (Abbildung 15a). Mit Hilfe der Videokamera kann
das mikromechanische System mit 30 Bildern pro Sekunde aufgezeichnet werden. Dies
ermöglicht neben der Analyse statischer Zustände auch eine Untersuchung des dynamischen
Systemverhaltens. Anhand der Einzelbilder können statische Verschiebungen als Funktion der
Temperatur erfasst werden. Abbildung 15b zeigt beispielhaft ein Temperaturprofil mit 5
Temperaturplateaus. Auf diese Weise können Parameterstudien durchgeführt sowie
Einflussparameter untersucht werden.Seite 22 des Schlussberichts zu IGF-Vorhaben 20710BG
160
140
120
Temperatur (°C)
100
80
60
40
20
0
0 20 40 60 80 100 120 140 160 180 200
Zeit (Sekunden)
a) b)
Abbildung 15: a) Temperaturgeregelte Heizplatte zur Realisierung von Testprofilen. b) Temperaturprofil mit 5
Plateaus
Integration der FGL-Aktoren
Wafer 1 aus dem ersten Technologiedurchlauf wurde genutzt, um die heterogene Integration
des FGL-Aktors in das Mikrosystem zu erproben. Mit Hilfe einer ersten Biegevorrichtung wurden
die FGL-Aktoren in die erforderliche Form gebracht und anschließend Versuche zum Einlegen
der Aktoren in die vorgesehene Einbettung durchgeführt. Zu Projektbeginn waren hier große
Unsicherheiten, ob und wie gut das funktionieren würde. Für diesen Prozessschritt wurde eine
geeignete Vakuum-Saugspizte als Werkzeug identifiziert und die heterogene Integration mit
Hilfe einer manuellen Pick-and-Place Maschine (Die Bonder der Marke Tresky) erprobt.
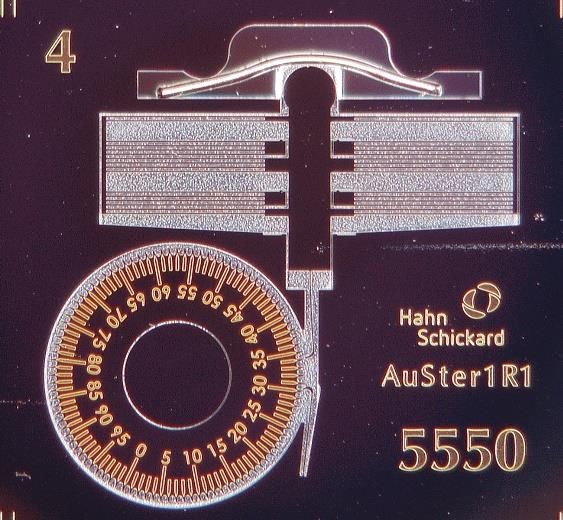
Charakterisierung
Mit Vorliegen des zweiten Wafers wurden erste Versuche mit thermischen Zyklen durchgeführt.
Dabei konnte ein grundsätzlicher Funktionsnachweis erbracht werden. Abbildung 16a zeigt
einen Zyklenzähler der Variante 4 mit heterogen integriertem FGL-Aktor. Der initiale
Zählerstand beträgt „0“. Abbildung 16b zeigt das gleiche System jedoch nach Anwendung von 8
thermischen Zyklen. Das Zahnrad hat sich dabei um 8 Zähne weiterbewegt. Dies war ein erster
Beleg dafür, dass der im Projektvorhaben formulierte Lösungsansatz funktioniert. Allerdings hat
sich auch gezeigt, dass es erhebliche Probleme gab. Andere Chips der Variante 4 und andere
Chipvarianten haben grundsätzlich nicht funktioniert. Schließlich ist auch das in Abbildung 16
gezeigte System nach weiteren Versuchen defekt geworden. Ein Hauptproblem, dass bei den
a) b)
Abbildung 16: Zyklenzähler der Variante 4. a) Zustand zu Beginn der Charakterisierung. b) Zustand nach 8 ZyklenSeite 23 des Schlussberichts zu IGF-Vorhaben 20710BG
a) b)
Abbildung 17: a) Die Hemmung blockiert, folglich knicken Anker und Hemmung ein. b) Das Einknicken des Ankers
führt häufig zum Bruch. Gleichermaßen ist auch die Hemmung gebrochen.
Versuchen zu beobachten war, betraf die Hemmung. In den meisten Fällen blockierte die
Hemmung das Zahnrad, d.h. sie hat sich nicht am entsprechenden Zahn vorbeibewegt. Dies
führte zwangsweise zum Einknicken von Anker und Hemmung aufgrund der weiter
ansteigenden Kraft des Aktors (Abbildung 17a). In den meisten Fällen endete dies mit dem
Bruch eines der beiden Elemente. Abbildung 17b zeigt hier beispielhaft den Bruch des Ankers.
Eine weitere Erkenntnis war, dass in vielen anderen Fällen der Hub des Aktors deutlich unter
dem erforderlichen Maß lag. Infolge dessen konnte die jeweilige Struktur keine thermischen
Zyklen zählen. Weiterführende Untersuchungen haben gezeigt, dass der Aktorhub mit der
Vorverformung des FGL-Drahtes in Zusammenhang steht. Die Verformung, die ja notwendig ist,
um die Integration zu ermöglichen, hat einen wesentlichen Einfluss auf das Aktorverhalten.
Möglicherweise wird der Aktor auch in geringem Maße durch die Verformung beschädigt. Der
Formeinsatz der Biegevorrichtung wurde daraufhin in AP 5 modifiziert und weiterentwickelt.
Eine tiefergehende Charakterisierung auf der Heizplatte, z.B. Parameterstudien waren aufgrund
der vorliegenden Probleme nicht sinnvoll durchführbar. Entsprechende Arbeiten wurden im AP
7 nachgeholt. Eine Charakterisierung in der Anwendungsumgebung bei entsprechenden PA-
Mitgliedern konnte im AP 4 ebenfalls nicht realisiert werden, da die Entwicklungen für das
Bondverfahren noch nicht abgeschlossen waren. Ein Test der Zählersysteme aus dem ersten
Technologiedurchlauf wäre ohnehin nicht sinnvoll gewesen aufgrund der aufgetretenen zuvor
beschriebenen Probleme (zu geringer Hub des Aktors, Blockade der Hemmung, etc.).Sie können auch lesen

















































