Schneiden - Vielfalt - Martin Wyrsch, ALESA AG - Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen - Swissmem
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Schneiden - Vielfalt
Martin Wyrsch, ALESA AG
13. Zerspanungsseminar
22. / 23. Januar 2019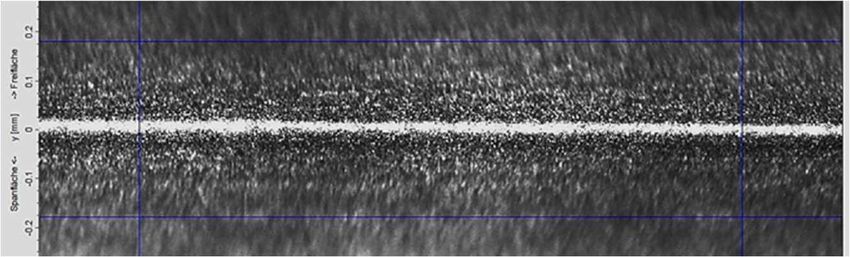
Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Themen:
• Werkstoffe: Spanbildung - Hauptformen
Einfluss beim Zerspanen auf die Schneidkante
• Schneidkanten: Herstellung, Einflussfaktoren
„behandelte“ & beschichtete Schneide
• Messsysteme: Kanten - Form & Schnittkraftmessungen
• Schneidkanten - Begriffe: Form Scharf, div. Radiusformen, Fasen
• Behandlungsverfahren: kurze Übersicht, Verfahren & Auswirkungen
• Anwendungsbeispiele: Alu-Si - Legierung, NiV - Legierung
• Zusammenfassung:
13. Zerspanungsseminar
22. / 23. Januar 2019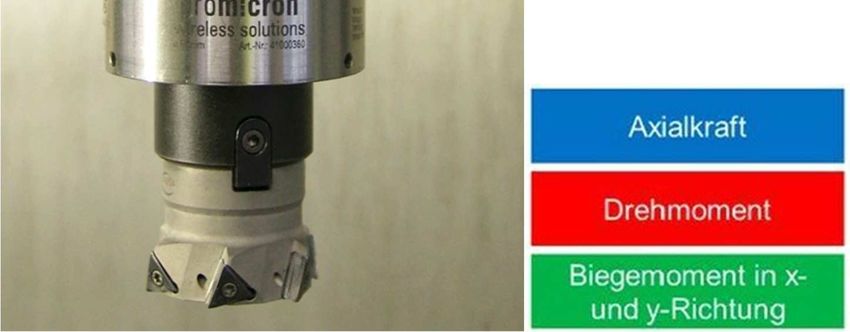
Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Werkstoffe:
13. Zerspanungsseminar
22. / 23. Januar 2019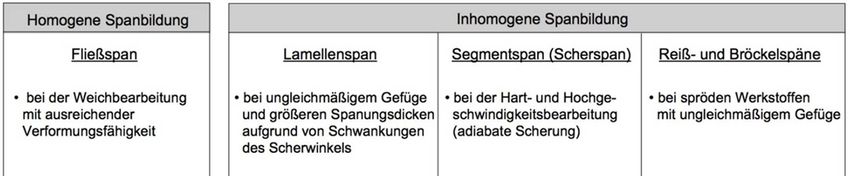
Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Herstellung von Scheiden:
Gesinterte wie auch geschliffene Schneidkanten
weisen eine Reihe von Mikrodefekten auf
• Mikroausbrüche
• Schartige Schneidkante
• Gratbildung
• Schäden auf den Oberflächen
Solche Mikrodefekte verursachen unstabile Schnitte,
ungleichmässigen Verschleiss und unzuverlässige Standzeiten
Eine Beschichtung ist nicht sinnvoll
13. Zerspanungsseminar
22. / 23. Januar 2019
Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Schneidkanten:
13. Zerspanungsseminar
22. / 23. Januar 2019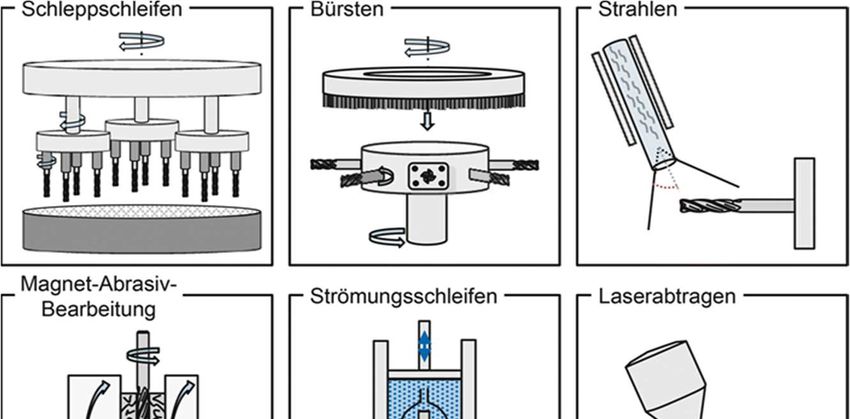
Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Herstellung von Scheiden:
Die Praxis zeigt auf, dass gezielte Schneidkantenpräparationen
Prozesse bedeutend verbessert
Folgende Faktoren werden zusätzlich beeinflusst:
• Reduktion der Schnittkräfte durch Verkleinerung der Reibung
weniger Wärme & Druck auf den Freiflächen
• Verbesserung der Zerspanungsleistung durch höheren Wirkungsgrad
oder höhere mögliche Schnittgeschwindigkeiten
• Verbesserung der Werkstückqualität
bessere Oberflächen, weniger Spannungen durch Kaltverfestigungen
• Erhöhung der Produktivität durch
Erhöhung der mittlere Spandicke (hm), Zeitspanvolumen (Q)
• Verbesserung der Schichthaftung, Leistungsfähigkeit des Schichtsystems
13. Zerspanungsseminar
22. / 23. Januar 2019
Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Eingesetzte Messsysteme:
3D Kanten – Messgerät LMI MikroCAD Kräfte – Messgerät Pro-micron Spike
Messsystem basierend auf der
Lasertriangulationstechnologie
13. Zerspanungsseminar
22. / 23. Januar 2019
Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Messergebnisse einer HSS Schneide:
HSS Schneiden nach dem Schleifen HSS Schneide Radius-Bereich nach Behandlung
Gratbildung, Verunreinigung, Schleifrückstände
Kantenverrundung ca. 6 - 9µm
13. Zerspanungsseminar
22. / 23. Januar 2019
Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Schneidkanten – Form scharf: (2 - 5µm)
Die optimale Auswahl einer spezifischen Kantenarchitektur steht in Abhängigkeit der Anwendung
(Drehen, Fräsen, Bohren, Feinbearbeitung, Hartbearbeitung) und wird bestimmt vom Schneidstoff
(HSS, Hartmetall, Keramik, CBN, PKD und des dazu verwendeten Beschichtungssystems
Scharfe Schneidkanten (gratfrei):
HSS Schneiden eignen sich bestens für kleine Kanten - Verrundungen
da die Biegebruchfestigkeit und die Bruchzähigkeit um einiges höher ist
als bei HM oder andern Schneidstoffen
Zu empfehlen bei HSS und für weiche Werkstoffe
Oberfläche:
Auch schon ein Glätten der Spanflächen und Frei-Flächen kann den
Spanfluss stark beeinflussen sowie die Bildung von
Aufbauschneiden verhindern
13. Zerspanungsseminar
22. / 23. Januar 2019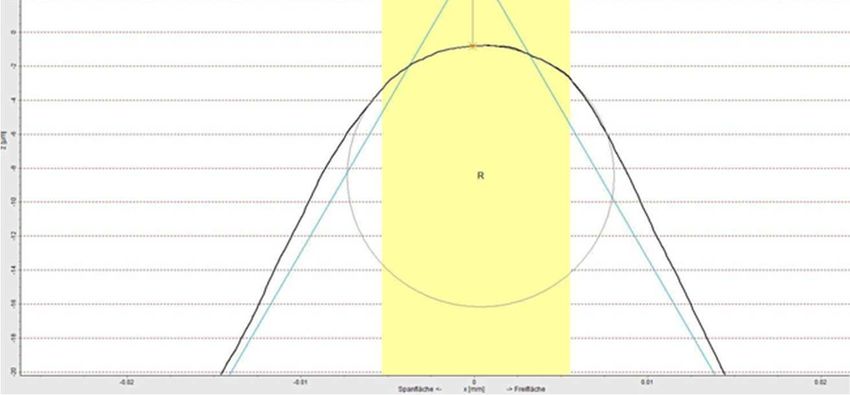
Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Schneidkanten – Formen verrundet:
Ideal-Radius
Der Idealradius kann selten erreicht werden
Ist auch nicht die beste Form für alle Arten der Zerspanung
Von der Trompetenform wird gesprochen, wenn auf der Spanfläche der grösste
Radius ist und auf der Freifläche der kleinste Radius = sα klein
Kleine negative Freifläche, weniger Reibung, gut beim Fräsen, Stabile Spanfläche
welche die Druckwechsel vom Span gut aushält.
Positiver Effekt für das Schichtsystem
Von der Wasserfall-Form wird gesprochen, wenn auf der Freifläche der grösste
Radius ist und auf der Spanfläche der kleinste Radius = sα gross
Gut geeignet für Drehwerkzeuge, dickere PVD Schicht auf Freifläche
Beim Fräsen erzeugt die grosse negative Freifläche mehr Druck
= Reibung und Wärme
13. Zerspanungsseminar
22. / 23. Januar 2019Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Andere Schneidkanten - Behandlungsformen:
Fasen werden hauptsächlich bei CBN- und Keramik-Werkzeugen eingesetzt
Ebenfalls bei sehr harten HM Qualitäten werden Schneidkanten mit Fasen
zum Hartdrehen und bei der Grobbearbeitung erfolgreich eingesetzt
Es werden auch Kombinationen von Fasen und Verrundungen verwendet
13. Zerspanungsseminar
22. / 23. Januar 2019Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Schneidkanten - Behandlungsverfahren:
Verfahren: Vorteile: Nachteile:
Schleppschleifen: für grosse Serien, polieren begrenzt Mischbare
von Span- und Freiflächen Dimensionen, Schartigkeit
Bürsten: sehr leistungsfähig Bürstenverschleiss
bessere Oberflächen Flexibilität, Toleranz
Strahlen: sehr gut für komplexe viele Parameter
Formen einsetzbar
Magnet-Abrasiv: Politur von Span- Produktivität
& Freiflächen
Strömungsschleifen: sehr gut für strömungs- Aufwendige Werkzeuge
günstige Innenkonturen
Laser: kein Bearbeitungs- Preis / Werkstück
Druck kleine Losgrössen
Schleifen: eher für Fasen Schleifscheiben-
Verschleiss
EDM: kein Bearbeitungs- Nur elektrisch
(Funkenerosion) Druck leitende Werkstoffe
13. Zerspanungsseminar
22. / 23. Januar 2019Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Behandlung - Einflussfaktoren:
13. Zerspanungsseminar
22. / 23. Januar 2019Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Anwendungsbeispiel 1: DISPAL ® (www.wkw.de)
Material: PM Alu-Legierung Prozess bisher: Standard Alu WSP, 8 - 9µm, Eckfräsen
25% - 35% Si Gehalt
Alu-Guss Gefüge PM Alu-Si
Hauptproblem: Standzeit, Spannungen im Teil
Prozess neu: ALESA Delta TNFU18 DLC-H, 18 - 20µm
Eigenschaften:
• Leichter als normales Alu (Si 2,336 g/cm3)
• Zugfestigkeit bis 750N/mm2
• Bruchdehnung bis 20%
• Dauereinsatz bis 350°C
Nachteil: Zerspanbarkeit Standzeit: Vorher 10 Teile, neu mit TNFU18 DLC-H 100 Teile
Bearbeitungszeit: 9 x schneller
13. Zerspanungsseminar
22. / 23. Januar 2019Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Anwendungsbeispiel 2: Nickel Basislegierung
Material: PM NiV – Legierung, Ni 70% Rest V etc. Prozess neu: Zäheres Substrat, optimierte
Festigkeit 1000N/mm2 Mikrogeometrie 20-25µm
• Bei 800°C noch >80% Festigkeit
• Nickel sehr schlechter Wärmeleiter
• Sehr hohe Adhäsion & Zähigkeit
letzter Schnitt nach > 30Min.
1. Versuche mit Standard Werkzeuge,
Schneidenbruch nach 3Min.
Mikrogeometrie 10-15µm
Biegemoment 130Nm - max. 185Nm
Biegemoment 140Nm, langsam zunehmend -185Nm
Standzeitergebnisse: Standard WSP 3Min.
Optimierte WSP 32.6Min. , 19% produktiver
13. Zerspanungsseminar
22. / 23. Januar 2019Schneiden - Mikrogeometrie bei Zerspanungswerkzeugen
Zusammenfassung:
Die Schneiden Mikrogeometrie ist bei Zerspanungswerkzeugen:
• Die Basis eines leistungsfähigen & prozesssicheren Werkzeuges
• Eine wichtige Vorbereitung zum Beschichten
• Kernkompetenz ein Werkzeug optimal den neuen Anforderungen an zu passen
Wir freuen uns auf Ihre Anwendung
ALESA kann nicht nur Sonder - Dimensionen von Werkzeuge herstellen, sondern
stellt auch «MIKRO» - optimierte Schneidwerkzeuge her
Urhebervermerk:C.J. Cortes, F. Tikal, Uni Kassel
WZL RWTH Aachen
Danke für Ihre Aufmerksamkeit
13. Zerspanungsseminar
22. / 23. Januar 2019Sie können auch lesen