SPAN(N)ENDES VOM INNOVATIONSFÜHRER - ISCAR
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Ausgabe Dezember 2020
ANWENDERMAGAZIN FÜR WIRTSCHAFTLICHE ZERSPANUNG
SPAN(N)ENDES VOM INNOVATIONSFÜHRER
PRAXIS Dörr CNC-Technik: Vorstoß in tiefe Kavitäten mit dem Hochvorschubfräser LOGIQ 4 FEED
TECHNOLOGIE JETCUT-Werkzeuge: Die Kühlung macht’s
NEU Zwischenhalter der LOGIQ-F-GRIP-Serie: Das stabilste Abstechsystem am Markt
INHALT EDITORIAL
Den Blick nach vorn richten
Liebe Leserinnen, liebe Leser, sehr geehrte Kunden,
Sie halten die druckfrische Ausgabe unserer Firmenzeitschrift IscarINdustry in den Händen. Als
Wechselkopfbohrsystem setzt neuen Benchmark ������������� 4 führender Hersteller in der Welt der Zerspanung stellen wir Ihnen darin eine Vielzahl unterschiedlicher
DREHEN
Anwendungen und Entwicklungen vor, die vielleicht auch Sie dazu anregen, die eigenen Fertigungs-
konzepte zu hinterfragen und Optimierungspotenziale ausfindig zu machen.
• Die Kühlung macht’s ������������������������������������������������������ 24
• Schneideinsätze für alle Arten Denn unser vorrangiges Ziel ist immer, die Leistungsfähigkeit Ihrer Produktion zu steigern und damit
Ihre Wettbewerbsfähigkeit zu sichern. Gerade in diesen schwierigen Zeiten, in denen Corona Gesell-
der Innenbearbeitung ���������������������������������������������������� 26
schaft und Wirtschaft fest im Griff hat, ist es wichtig, den Blick in die Zukunft zu richten und sich gut
• Eine gut sortierte Plattensammlung ����������������������������� 28 für kommende Herausforderungen aufzustellen. Wie es 2021 weitergeht, hängt von vielen verschie-
• Live-Action aus Ettlingen�������������������������������������������������� 7
denen Faktoren ab. Wir sind aber zuversichtlich, dass die Nachfrage bald wieder anzieht und wir wie-
• Kontakt auf allen Kanälen ����������������������������������������������� 8 der Wachstum verzeichnen können.
• Die Mischung macht‘s ���������������������������������������������������� 10
Die Pandemie geht auch an uns nicht spurlos vorüber. Bereits im Frühjahr haben wir die üblichen
STECHEN Maßnahmen ergriffen und befinden uns, nicht zuletzt wegen der anhaltenden schwachen Nachfrage
in der Automobil- und Luftfahrtindustrie, weiterhin in Kurzarbeit. Da für uns die Gesundheit unserer
Hans-Jürgen Büchner
Mitarbeiter höchste Priorität hatte und hat, stellten wir erweiterte Hygiene-Regeln auf und haben
• Abstechen mit Hochvorschub ���������������������������������������� 30 Geschäftsführer der
alle, die im Homeoffice arbeiten können, nach Hause geschickt. Doch die Pandemie hat auch ihre gute
FRÄSEN • In nur einem Schritt zum Erfolg ������������������������������������ 32 ISCAR Germany GmbH
Seite: Durch den Lockdown haben wir andere Wege der Kundenbetreuung eingeschlagen, um den
• Neue Wege beim Hochvorschub-Abstechen ���������������� 34 Kontakt nicht abreißen zu lassen. Welche digitalen Angebote wir uns haben einfallen lassen, lesen Sie
• Vorstoß in tiefe Kavitäten ��������������������������������������������� 12 auf den folgenden Seiten.
• Der Schneidsatz für den ganz harten Fall ��������������������� 35
• Fünf Sekunden pro Bauteil eingespart ������������������������� 14
• Die Verzahnung macht’s flexibel ����������������������������������� 36 Außerdem haben wir auch in dieser Ausgabe der IscarINdustry wieder spannende Berichte aus der
• Effizientes Schlichten mit VHM-Werkzeugen ��������������� 16 Praxis zusammengestellt. Anwender wie Rotec, Wendt Maschinenbau und Weko Werkzeugbau zeigen,
• Das stabilste Abstechsystem am Markt ������������������������� 37
• Schruppen und Schlichten von Miniaturbauteilen ������� 18 wie Sie mit unseren Lösungen effizienter fertigen können. Dazu stellen wir Ihnen unsere neuesten
Produkte vor, beleuchten aktuelle Entwicklungen in der Zerspanung und erklären Ihnen, wie sich
• Kleines Werkzeug – großer Nutzen ������������������������������ 19
unsere Mitarbeiter mit unseren E-Learning-Angeboten fit für kommende Herausforderungen machen.
Ich wünsche Ihnen ganz viel Spaß und hoffentlich viele span(n)ende neue Eindrücke beim Schmökern
INDUSTRIEN in unserer aktuellen Ausgabe. Und bleiben Sie gesund!
BOHREN • Einer für alles ������������������������������������������������������������������ 38
• Die Anwendung bestimmt das Schneidwerkzeug ������� 40
• Saubere Arbeit am Heizkessel ��������������������������������������� 20
• Neue Lösungen für ein neues Zeitalter ������������������������� 42
• Stabiler Vorstoß in die Tiefe������������������������������������������� 22
• Kleine Durchmesser für tiefe Bohrungen ��������������������� 23 Niederlassungen ����������������������������������������������������������������� 43
Hans-Jürgen Büchner
IMPRESSUM
Herausgeber: ISCAR Germany GmbH, ISCAR Austria GmbH, ISCAR Hartmetall AG
Redaktion: ISCAR Germany GmbH
Layout,Satz: a1kommunikation Schweizer GmbH
Druck: W. Kohlhammer Druckerei GmbH + Co. KG, Stuttgart
Auflage: 11.000 Exemplare
2 3
Der LOGIQ 3 CHAM Ø 18,0 mm mit 1,5xD von ISCAR erreicht bei der Zerspanung von GGG40 Bei der Bearbeitung eines Lkw-Achsträgers in GGG40 konnte Gienanth mit dem Beim LOGIQ 3 CHAM von ISCAR kommt der Gienanth Steyr MBA ist bekannt für
eine Schnittgeschwindigkeit von 120 m/min sowie einen Vorschub von 0,8 mm dreischneidigen LOGIQ 3 CHAM eine Verdoppelung des Zerspanungsvolumens erreichen. PVD-TiAIN beschichtete Schneidstoff IC908 höchste Qualität in der Gussbearbeitung.
pro Umdrehung. Pro Bauteil sparen die Steyrer damit 14 Sekunden (Anm.: Ø 18,0 mm, sechs Bohrungen zum Einsatz. Dieser ist hochverschleißfest, Ein klimatisierter, hochmoderner
mit 31 mm Bohrtiefe). zäh und erlaubt lange Standzeiten. Alle Messraum sorgt für die nötige
Bohrkörpervarianten besitzen eine innere Dokumentation.
Kühlmittelzufuhr an jeder Schneide sowie
Wechselkopfbohrsystem setzt neuen Benchmark große, polierte Spankammern, die durch
variable Spiralwinkel den Spanfluss
zusätzlich verbessern.
Metallbearbeitung von Guss hat in Steyr Tradition. Die heutige dokumentationspflichtigen Bauteilen wie Planetenträger, Gelenkge- Beratung setzten wir hier sehr oft auf die Zusammenarbeit mit ISCAR“, Vorteile liegen auf der Hand
Gienanth Steyr MBA GmbH ist auf die Zerspanung von hochpräzisen häuse, Lenkungsböcke, Motorträger, Lagerböcke, Hydraulikgehäuse, so der gelernte Zerspanungstechniker weiter.
Eisengusskomponenten in klein- und mittelgroßen Serien spezi- Federböcke oder Rotoren spezialisiert. Die aktuelle Krise habe man Und das tat Herbert Führschuß auch, da für ihn die Vorteile des Bohrens
alisiert. Prozesssicherheit, Qualität und vor allem möglichst hohe bisher relativ gut überstanden – durch kurzfristige Kundenbestellungen Benchmark im Wechselkopfbohren mit Wechselkopf-Bohrsystemen gegenüber herkömmlichen VHM-Boh-
Produktivität sind wesentlich, um sich am Weltmarkt behaupten zu konnte man im Bereich Metallbearbeitung sogar sechs neue Mitarbeiter rern klar auf der Hand liegen: „Hauptausschlaggebend ist für uns vor
können. Neben entsprechendem Know-how setzt man auf innova- einstellen. Die von Fürschuß erwähnte hohe Innovationskraft zeigt ISCAR aktuell allem eine entsprechende Laufzeitreduktion und damit die Erhöhung
tive Werkzeugpartner wie ISCAR, die mit dem neuen Wechselkopf- mit seinen LOGIQ-Produkten. „Der Schwerpunkt liegt darauf, den der Produktivität pro Bauteil. Darüber hinaus ist auch die Reduktion
bohrsystem einen neuen Benchmark im Hochleistungsbohren von Mechanische Bearbeitung als wichtiger Baustein Kunden leistungsstarke Präzisionswerkzeuge zu bieten, die die steigen- von Nebenzeiten, durch den schnellen und absolut fehlerfreien Tausch
GGG40 gesetzt haben. den Anforderungen nach wirtschaftlicher und produktiver Zerspanung des Bohrkopfes, nicht zu verachten. Somit ist auch eine stets konstante
Für die mechanische Bearbeitung der Gusskomponenten ist die in Zeiten einer digitalen Fertigung erfüllen. Themen wie Hochvorschub, Stabilität der Bearbeitung gewährleistet.“ Auch Nachschleifprozesse
Von Ing. Robert Fraunberger, x-technik Gienanth Steyr MBA GmbH verantwortlich. Der Maschinenpark umfasst Anti-Vibration, effektive Kühlung, stabile Klemmung, Reduktion von durch externe Dienstleister entfallen damit.
diverse 5-Achs-Bearbeitungszentren, CNC-Drehmaschinen sowie Räum- Nebenzeiten sowie höchste Prozesssicherheit spielen dabei eine we-
Eisenguss hat an den drei Standorten der Gienanth-Gruppe in Eisen- maschinen, die teilweise automatisiert kleine und mittlere Stückzahlen sentliche Rolle“, weiß Thomas Wohlmuthseder, Key Account Manager Getestet hat er den LOGIQ 3 CHAM sowohl in GGG40 als auch GGG60.
berg (D), Fronberg (D) sowie im oberösterreichischen Steyr eine lange bis hin zur kompletten Baugruppe einbaufertig bearbeiten. „Da wir es bei ISCAR Austria. Bei der Bearbeitung von GGG40 konnte der LOGIQ 3 CHAM auf
Tradition. Durch die Jahrhunderte waren und sind die Werke von ent- zumeist mit Serien zwischen 20 bis 1.000 Stück zu tun haben, ist bei uns Anhieb mit einer deutlichen Erhöhung von Schnittgeschwindigkeit und
scheidender Bedeutung für die jeweiligen Regionen. Prozesssicherheit und Wirtschaftlichkeit der Bearbeitung ein wichtiges Ein Highlight der LOGIQ-Serie stellt das dreischneidige Wechselkopf- Vorschub sowie einer langen Standzeit überzeugen und wurde sei-
Kriterium, damit wir unsere Teile auch dreischichtig ohne Bedenken bohrsystem LOGIQ 3 CHAM zum Hochleistungsbohren dar. Modulare tens Gienanth auch übernommen. Für die Bearbeitung von GGG60
Die Ursprünge der heutigen Gienanth Steyr Guss GmbH sowie Gienanth fertigen können. Aber auch eine möglichst hohe Produktivität spielt Wechselkopfbohrsysteme mit zwei Schneiden sind seit vielen Jahren die sei der neue Dreischneider zwar grundsätzlich geeignet, aufgrund
Steyr MBA GmbH liegen in der Unternehmung der Daimler-Steyr-Puch AG. eine gewichtige Rolle, um am globalen Markt bestehen zu können“, probate Lösung für Hochleistungs-Bohrprozesse. Aus dem Hause ISCAR der erschwerten Werkstoffparameter spielen hier aber Faktoren wie
Nach diversen Modernisierungen und Qualifizierungen wurde im Jahr bringt sich Herbert Fürschuß, zuständig für die Arbeitsvorbereitung, ein. stammen mit CHAMDRILL und SUMOCHAM zwei erfolgreiche und be- die Leistungsdaten der Werkzeugmaschine, die Art des Bauteils sowie
1990 die hausinterne Metallbearbeitungsgesellschaft gegründet, welche währte Vertreter dieser Werkzeugart. Und da Gienanth laut Thomas eine möglichst stabile Spannsituation, eine wichtige Rolle. „Aufgrund
bis heute hochpräzise Eisengusskomponenten in klein- und mittelgro- Daher werden bei Gienanth die Zerspanungsprozesse immer wieder Wohlmuthseder ein absoluter Benchmark für den Einsatz von Wech- unseres bestehenden Fertigungsprozesses haben wir deshalb in GGG60
ßen Serien einbaufertig für den Endkunden herstellt. Im Jahr 2009 kam unter die Lupe genommen. „Gerade in der Serienbearbeitung ist ein selkopf-Bohrsystemen der unterschiedlichsten Hersteller bei der Guss- nach wie vor den zweischneidigen SUMOCHAM im Einsatz“, begründet
außerdem eine Gesellschaft zur Gussnachbearbeitung in Kaplice (CZ) auf den Prozess optimiertes Zerspanungswerkzeug ein Schlüssel für bearbeitung ist, war es für den ISCAR-Techniker klar, dass die Steyrer Fürschuß.
hinzu. Alle drei Gesellschaften wurden im Jahr 2018 von Gienanth über- bestmögliche Wirtschaftlichkeit. Aufgrund der hohen Innovations- Gussbearbeitungsspezialisten auch den neuen Dreischneider auf Herz
nommen. kraft, kurzer Lieferzeiten, ausgezeichnetem Service sowie kompetenter und Nieren testen sollten.
Kompetenter Partner im Bereich Eisenguss
Gerhard Gärtner, Thomas Wohlmuthseder, Herbert Fürschuß,
Gienanth in Steyr bietet seinen Kunden maßgeschneiderte Lösungen – Geschäftsführer der Key Account Manager, Arbeitsvorbereitung bei
von der Konstruktionsberatung über die 3D-Gießsimulationen bis zum Gienanth Steyr MBA GmbH ISCAR Austria GmbH der Gienanth Steyr MBA GmbH
mechanisch bearbeiteten Fertigteil. „Unsere langjährige Erfahrung,
Kompetenz und Leidenschaft für Metallguss ist Garant für die optimale
Umsetzung der Aufträge. Wir begleiten unsere Kunden in allen Phasen,
von der Idee über die Konzeption und Ausgestaltung bis hin zum Guss
und dessen Nachbehandlung. Auf Wunsch liefern wir die gemeinsam
optimierte und einbaufertige Produktlösung ‚Just-in-Sequence‘“, fasst Gienanth stellt Ich war von
Gerhard Gärtner, Geschäftsführer der Gienanth Steyr MBA GmbH, das den absoluten Benchmark in der Performance des
Leistungsspektrum zusammen. Für uns sind zuverlässige der Bohrungsbearbeitung dreischneidigen Wechselkopf-
und innovative Lieferanten mit Wechselkopfbohrsystemen dar. bohrsystem LOGIQ 3 CHAM von
Der hochmoderne Schmelzbetrieb in Steyr hat eine Jahreskapazität von wie ISCAR sehr wichtig, um uns ständig Wir wollen unsere Kunden stets Anhieb an begeistert. Vor allem
bis zu 48.000 Tonnen Flüssigeisen. Als Basismaterial verwendet man am Limit bewegen zu können. mit möglichst innovativen und in den Bohrtiefen von 1,5xD und
Roheisen, Stahlschrott, Gussbruch und Kreislaufmaterial. Daraus wer- Nur so ist es möglich, am Standort leistungsstarken Präzisionswerkzeugen 3xD konnten wir dadurch die
den Bauteile mit bis zu 50 kg Stückgewicht im Maschinenformgussver- Steyr produktiv und wirtschaftlich unterstützen. Daher freut uns Produktivität der Bohrungsbearbeitung
fahren produziert. „Zu unseren Kunden zählen neben der Maschinen- Gussteile zu produzieren. das positive Feedback besonders. von GGG40 nochmals
bauindustrie die bedeutendsten Baumaschinen-, Landmaschinen- und deutlich steigern.
Nutzfahrzeug- sowie Eisenbahnhersteller“, so Gärtner weiter. Dabei
hat man sich vor allem auf die Herstellung von Sicherheitsteilen bzw.
4 5
Sowohl für Herbert Fürschuß (links)
als auch Thomas Wohlmuthseder
ist eine direkte Kommunikation
Live-Action aus Ettlingen
sehr wichtig. Aufgrund der guten
Zusammenarbeit sowie der hohen
Beim VDWF-Thementag im Oktober informierte ISCAR seine Kunden
Innovationskraft ist ISCAR der
und Partner über Werkzeuge zur effizienten Hart- und Weichbear-
wichtigste Werkzeuglieferant
von Gienanth Steyr MBA.
beitung. Clou des Ganzen: Der Vortrag wurde live aus dem Tech-
und Seminar-Center in Ettlingen ins Netz gestreamt. Rund 80 Teil-
nehmer waren dabei und erlebten eine span(n)ende Präsentation.
„Effiziente Hart- und Weichbearbeitung von Kavitäten mit modernsten
Produktivitätssteigerung durch drei Schneiden LOGIQ 3 CHAM im Überblick: Werkzeugtechnologien“ lautete der Name des Seminars von Herbert
Volk, Produktmanager Rotierende Werkzeuge bei ISCAR. Im Rahmen
Im Vergleich zu konventionellen Bohrwerkzeugen mit zwei Schnei- Im Vergleich zu konventionellen Bohrwerkzeugen mit zwei Schnei- der dreiviertelstündigen Veranstaltung beim Thementag Fräsen des
den ermöglicht der LOGIQ 3 CHAM laut Thomas Wohlmuthseder um den erlaubt LOGIQ 3 CHAM um bis zu 100 Prozent höhere Vor- Verbands Deutscher Werkzeug- und Formenbauer (VDWF) stellte er
bis zu 100 Prozent höhere Vorschubwerte, was die Produktivität na- schubwerte. ISCAR konzipierte das Bohrkopf-Zentrum mit den drei Vollhartmetall (VHM)- und Wechselschneidplatten (WSP)-Werkzeuge
türlich deutlich steigert. „Die neue H3P-IQ-Bohrkopfgeometrie mit spitz zulaufenden Schneiden im Hinblick auf eine gute Zentrierfä- zum wirtschaftlichen Bearbeiten vor. Da dies coronabedingt nicht live
den geschwungenen Hauptschneiden wurde für den Einsatz im ISO-P- higkeit bei möglichst hoher Stabilität. Daraus resultieren geringe vor Ort möglich war, streamte ISCAR den Vortrag live aus dem Tech- und
und ISO-K-Bereich (Stahl und Guss) entwickelt und bietet ein weiches Axialkräfte und Drehmomentwerte während des Anbohrens sowie Seminar-Center in Ettlingen. Rund 80 Teilnehmer waren am Rechner
Schnittverhalten mit kurz brechenden Spanlocken.“ eine hervorragende Eigenzentrierfähigkeit – selbst unter schwieri- dabei und ließen sich vom Inhalt und dem spannenden Konzept des
gen Einsatzbedingungen. Auf die LOGIQ 3 CHAM-Bohrkörper las- Vortrags begeistern.
Das neuartige Bohrkopf-Klemmsystem des LOGIQ 3 CHAM ist zudem sen sich zehn verschiedene Bohrkopfdurchmesser montieren. Diese
ISCAR streamte den Vortrag von Herbert Volk live aus dem Tech- und Seminar-Center in
sehr einfach und sicher zu handhaben und benötigt, anders als kon- Auslegung bietet dem Anwender nicht nur Flexibilität, sondern Abwechslungsreiches Live-Konzept Ettlingen. Rund 80 Teilnehmer waren am Rechner dabei und ließen sich vom Inhalt und
ventionelle Klemmsysteme, keine weiteren Ersatzteile. So entstehen auch geringe Lagerhaltungskosten. dem spannenden Konzept des Vortrags begeistern.
selbst in der Maschine nur minimale Rüstzeiten beim Bohrkopfwechsel. „Wir wollten nicht einfach nur ein Slide nach dem anderen zeigen“,
„Die radiale und axiale Klemmkraft wird ausschließlich in der schwal- erzählt Herbert Volk. „Darum haben wir uns ein kurzweiliges Kon-
benschwanzähnlichen Passung erzeugt. Sie bietet im Zusammenspiel zept ausgedacht.“ Nach einer kurzen Hinführung zum Thema stellte Positive Resonanz beim Publikum
mit den großen Anlageflächen eine sehr hohe Sicherheit auch bei un- er Kugel-, Torus-, Hochvorschub- und 3D-Schlichtfräser aus der SOLID-
regelmäßigen Schnittkräften, die beispielsweise bei Anbohrprozessen MILL-High-Hard-Serie zur Hartbearbeitung, ihre Eigenschaften und Das Präsentationskonzept kam beim Publikum sehr gut an. „Die Rück-
auf schrägen Flächen oder Querbohrungen entstehen“, geht der ihren Nutzen vor. Um das Gesagte eindrucksvoll zu unterstreichen, folg- meldungen sind durchweg positiv. Die Teilnehmer fanden das Seminar
ISCAR-Techniker ins Detail. te eine Live-Demonstration. Auf einem 5-Achs-Bearbeitungszentrum spannend, informativ, abwechslungsreich und kurzweilig“, sagt Volk.
HERMLE C52U wurde eine Spritzgussform aus Kaltarbeitsstahl 1.2379 / „Und wir kamen authentisch rüber, das war uns auch wichtig.“ Für ihn
Das alles kann Herbert Fürschuß nur bestätigen: „Mit dem dreischnei- X155CrVMo12-1 (60 HRC) mit einem Vollradius- und einem Schlichtfräser war die Präsentation ohne Publikum eine neue Erfahrung. „Normaler-
digen LOGIQ 3 CHAM Ø 18,0 mm bei 1,5xD (innengekühlt, Beschich- bearbeitet. „Diesem Aufbau folgten wir auch bei der Vorstellung der weise blicken dich bei solch einer Veranstaltung 200 Augen an, und du be-
tung IC908) erreichen wir bei der Bearbeitung eines Lkw-Achsträgers Wendeschneidplatten-Werkzeugen zur Weichbearbeitung und beim kommst direkte Rückmeldung vom Publikum“, erzählt er. „Das fehlte mir
in GGG40 eine Schnittgeschwindigkeit von 120 m/min sowie einen modularen SUMOGUN-Tieflochbohrer“, erzählt Volk. anfangs, aber nach fünf Minuten hatte ich das komplett ausgeblendet.“
Vorschub von 0,8 mm pro Umdrehung. Gegenüber dem Vorgänger, ei-
nem zweischneidigen VHM-Bohrwerkzeug, konnte man die Leistung Bei den WSP-Werkzeugen präsentierte Volk Fräser die MICRO 3 FEED- Unter https://www.youtube.com/watch?v=EvCqxGHC5n0
definitiv verdoppeln. Pro Bauteil sparen wir 14 Sekunden (Anm.: sechs Serie sowie LOGIQ 4 FEED Hochvorschubfräser. Anhand eines Beispiels finden Interessierte den Mitschnitt der Präsentation.
Bohrungen mit 31 mm Bohrtiefe)“, verdeutlicht Fürschuß die erzielte aus der Praxis zeigte der ISCAR-Experte, welchen Einfluss das richtige
Produktivitätssteigerung. Bei Serien von 6.000 bis 8.000 Teilen pro Jahr, Werkzeug und die passende Bearbeitungsstrategie auf den Unterneh-
ist die Einsparung beachtlich. menserfolg haben: „Unser Kunde, die Wenker Werkzeugbau KG, konnte
mit unseren Lösungen Teile aus Werkzeugstahl mit einem um 83 Prozent
Bis ans Limit gehen höheren Zeitspanvolumen bearbeiten und die Standzeit der Werkzeuge
verdoppeln.“
Das neue High-End-Bohrsystem von ISCAR ist aktuell in den Durchmes-
serbereichen von 12,0 bis 25,9 mm sowie in den Bohrtiefen von 1,5xD, Schreckmoment inklusive
3xD und 5xD als Standard- und 8xD als Sonderwerkzeug für die Bearbei-
tung von Stahl- und Gusswerkstoffen verfügbar. Wie es sich für die Premiere einer Live-Veranstaltung gehört, gab es
auch einen kurzen Schreckmoment, der den Puls beim Publikum, aber Span(n)ender Höhepunkt des
Bei der Bearbeitung von GGG40 läuft der neue LOGIQ 3 CHAM (1,5xD vor allem beim ISCAR-Team beschleunigte: Bei der SUMOGUN-Demo Vortrags: Auf einem 5-Achs-
Bearbeitungszentrum HERMLE
und 3xD) bei Gienanth nun in der Serienbearbeitung. „Durch den Ein- lief die Kühlung nicht sofort an. Das war nicht nur zu sehen, sondern
C52U wurde live eine Spritzguss-
satz eines möglichst kurzen Grundkörper ist eine maximale Leistung auch zu hören. „Wir waren alle gespannt, ob das Werkzeug das über-
form aus Kaltarbeitsstahl
bei höchster Prozesssicherheit umsetzbar. Von Vorteil ist die optimierte steht“, erzählt Volk. „Aber sobald die Kühlung nach etwa drei Sekun-
1.2379 / X155CrVMo12-1 (60 HRC)
Auslegung der Grundkörper von ISCAR, die zum einen die Verwendung den einsetzte, war alles in Butter.“ Die Ursache war schnell gefunden: mit einem Vollradius- und
mehrerer Bohrkopfdurchmesser ermöglichen und zum anderen bis ans Weil bei den vorherigen Demos mit Luft statt Kühlschmiermittel (KSS) einem Schlichtfräser bearbeitet.
Limit der Bohrtiefe gehen“, zeigt sich Fürschuss abschließend absolut gekühlt wurde, stand anfangs kein KSS in den Leitungen bereit.
zufrieden.
„Die Präsentation war auch so eine Art Testballon für uns“, erklärt
Volk. „Da sind Überraschungen wie der Schluckauf beim KSS nicht aus-
geschlossen. Aber insgesamt lief es sehr gut und wir konnten Sicherheit
für kommende Live-Seminare gewinnen.“
6 7
Kontakt auf allen Kanälen
Der ISCAR-Webshop – mehr als nur ein Bestellsystem
Mit dem neuen Webshop haben Nutzer die Möglichkeit, die Produk-
te des breiten ISCAR-Portfolios ganz bequem zu bestellen – einfach,
schnell und transparent, von überall, egal mit welchem Endgerät und
rund um die Uhr. Der Webshop ist aber mehr als nur ein Bestellsystem.
Nach der Anmeldung haben Nutzer vollen Zugang zur LOGIQ E-COMM
Plattform, die umfangreiche Informationen und Services bereithält.
webshop.iscar.de webshop.iscar.at webshop.iscar.ch Testen auch Sie den ISCAR-Onlineshop und machen Sie sich ein Bild von
der innovativen LOGIQ E-COMM Plattform! Registrieren Sie sich hier:
https://webshop.iscar.de/register/
Direkter Kontakt per Videokonferenz und Live-Chat
Für die datenschutzrechtlich unbedenkliche Kommunikation mit Kun-
den und Partnern hat ISCAR unter https://meet.iscar.de/ ein eigenes Por-
tal für Video-Konferenzen eingerichtet. Hier können sich Kunden ganz
einfach mit ihrem Ansprechpartner zu einem virtuellen Meeting treffen
und ihre Anliegen und Pläne von Angesicht zu Angesicht besprechen.
Vereinbaren Sie einfach einen Termin.
Kunden und Partner können auch über den technischen Live-Chat direkt
mit den ISCAR-Spezialisten ins Gespräch kommen.
Die ISCAR-Angebote immer dabei
Da 2020 die Kunden nicht zu ISCAR kommen können, kommt ISCAR eben zu den Kunden – Wenn Sie ein „Seminar on demand“ für Ihr Unternehmen
natürlich immer ganz coronakonform. Beim „Seminar on demand“ buchen Unternehmen buchen möchten, sprechen Sie uns an! Mit der ISCAR WORLD-App können Nutzer alle Online-Apps und Pro-
Online-Seminare, die ISCAR in den Räumlichkeiten des Kunden aufnimmt und von dort aus Wir freuen uns auf Ihre Anfage an: gmbh@iscar.de duktkataloge ganz bequem und einfach über ihr Smartphone oder ihr
ins Netz streamt.
Tablet nutzen und haben so immer Zugriff auf die Services der Werk-
zeugspezialisten. Die WORLD-App beinhaltet beispielweise den ISCAR
Tool Advisor (ITA), mit dessen Hilfe Anwender schnell und einfach das
richtige Werkzeug für ihre Aufgabe finden. Der ITA gibt auch gleich die
Die Corona-Pandemie sorgt für abgesagte Messen und Schulungen Angebote auf der Homepage passenden Schnittwerte für die Kombination aus Werkzeug, Material
und schränkt darüber hinaus persönliche Kontakte mit (potenziel- und Maschine aus. Zudem beantwortet die WORLD-App die häufigsten
len) Kunden stark ein. Deshalb wartet ISCAR mit zahlreichen digi- Neben den Seminaren haben Kunden und Interessierte zahlreiche FAQ rund um Drehen, Fräsen, Bohren und Stechen. Sie umfasst zudem
talen Angeboten auf, um mit Kunden und Partnern im Kontakt zu andere Möglichkeiten, sich über Neuentwicklungen und bewährte alle Kataloge und die neuesten Informationen zu den Werkzeugen. Die
bleiben – von FAQ bis zum datenschutzkonformen Video-Konfe- Produkte zu informieren – zum Beispiel die ISCAR Tip Talks auf der ISCAR WORLD-App ist für alle iOS- und Android-Plattformen in den ent-
renz-Portal. Homepage und im ISCAR-Youtube-Kanal. In etwa einminütigen Videos sprechenden Online-Shops verfügbar.
stellt der Ettlinger Werkzeugspezialist hier Produkte vor und gibt Bear-
Wie bleibt ein Unternehmen mit seinen Partnern und Kunden im Kon- beitungstipps rund um die Themen Bohren, rotierende und nicht-rotie-
takt, wenn persönliche Zusammentreffen nur eingeschränkt möglich rende Werkzeuge.
sind? Die Antwort ist einfach: Mit einer ganzen Reihe digitaler Angebote.
ISCAR hat seit Beginn der Corona-Pandemie seine Online-Angebote
deutlich ausgebaut.
Seminar on demand – individuelle Online-Seminare
für Unternehmen
Mit der ISCAR WORLD-App können
Nutzer alle Online-Apps und
Jedes Jahr bietet ISCAR in seinem Multimedia-Center in Ettlingen zahl-
Produktkataloge von ISCAR ganz
reiche Seminare an. Im Rahmen von Vorträgen, Workshops, Filmen
bequem und einfach über ihr
und Live-Demonstrationen erfahren die Teilnehmer aus unterschied-
ISCAR-Youtube-Kanal Ausführliche Technik-Videos Smartphone oder ihr Tablet nutzen
lichen Unternehmen viel Neues über die Einsatzmöglichkeiten der und haben so immer Zugriff auf die
finden Interessierte im Tech Talk
ISCAR-Werkzeuge, über deren Technologien und Innovationen in der Services der Werkzeugspezialisten.
Zerspanungstechnik. Da 2020 ein Besuch der Kunden bei ISCAR nicht
möglich ist, kommen die Spezialisten eben zu den Kunden – natürlich Kurze und prägnante Antworten auf häufig gestellte Fragen finden
immer ganz coronakonform. Beim „Seminar on demand“ buchen Un- Homepagebesucher unter dem Link FAQ. ISCAR hat diese Sparte über-
ternehmen Online-Seminare, die ISCAR vom Ettlinger Tech- und Seminar sichtlich aufbereitet und nach Themengebieten sortiert – von A wie Ab- Mit dem neuen Webshop haben Nutzer die Möglichkeit, die Produkte des breiten
Center direkt in die Räumlichkeiten des Kunden streamt. Die Themen stechen bis W wie Werkstückstoffe. Interessierte finden die FAQ ganz ISCAR-Portfolios ganz bequem zu bestellen – einfach, schnell und transparent, von überall,
richten sich nach den Wünschen der Kunden und werden individuell einfach im Navigationsmenü. egal mit welchem Gerät und rund um die Uhr.
angepasst.
8 9
Die Mischung macht‘s
Dank Digitalisierung, Automation und Vernetzung durchläuft die
Arbeitswelt gerade große Veränderungen. Um die Mitarbeiter für
kommende Entwicklungen fit zu machen, Innovationen zu ermög-
lichen und seinen Kunden neue Produkte, Prozesse und Dienstleis-
tungen bieten zu können, setzt ISCAR auf E-Learning-Angebote.
Die interne E-Learning-Plattform gibt den Mitarbeitern einen
einfachen Zugang zu einer breiten Angebotspalette.
„Wir erleben gerade große Veränderungen im Privaten wie in der
„Wir erleben gerade große Veränderungen im Arbeitswelt“, sagt Martin Ketterer, ISCARs E-Learning-Beauftragter.
Privaten wie in der Arbeitswelt“, sagt Martin „Damit sind große Herausforderungen verbunden, es bieten sich aber
Ketterer, ISCARs E-Learning-Beauftragter auch riesige Möglichkeiten.“ Die zunehmende Digitalisierung in allen
„Damit sind große Herausforderungen Bereichen führt zu immer größeren Datenmengen, die es bestmöglich
Die Mitarbeiter können im eigenen Tempo lernen, sich den Stoff in kleine Häppchen
verbunden, es bieten sich aber auch riesige zu nutzen gilt. Auch digitale Services werden immer wichtiger, denn sie aufteilen, und sie sind unabhängig von Ort und Zeit. Spielerische Elemente erleichtern
Möglichkeiten.“ können bestehende Märkte verändern. „Plattformen wie Uber, AirBnB dabei das Lernen.
und Facebook haben altbekannte Angebote mit einem Zusatznutzen
ausgestattet, verbessert und ganze Branchen umgekrempelt“, erklärt er.
„Das wird in Zukunft noch viel schneller und umfassender passieren.“ Breites Themenspektrum
Um den Unternehmenserfolg auch in der Zukunft sicherzustellen, bietet
ISCAR seiner Belegschaft seit mehr als zwei Jahren mit einer internen Auf der Lernplattform findet sich ein stetig wachsendes Angebot, auf
E-Learning-Plattform einen weiteren Baustein, um sich weiterzubilden. das Mitarbeiter jederzeit zugreifen können. „Rechtlich notwendige
Dieses Angebot soll die Mitarbeiter fit für künftige Entwicklungen Themen werden hier ebenso vorgehalten wie Tipps zum erfolgreichen
machen und dazu befähigen in Ihrem Arbeitsprozess selbst Innovationen Lernen, Anleitungen zum CRM oder zur Office-Nutzung, Produktbe-
Auf der Lernplattform findet sich ein stetig wachsendes Angebot an Lerninhalten,
Um die Mitarbeiter für kommende Entwicklungen fit zu machen, Innovationen zu anzustoßen. „Wir wollen aber nicht nur unsere Mitarbeiter weiterbrin- schreibungen, Schulungsvideos und Seminarunterlagen sowie Lern- auf das Mitarbeiter jederzeit zugreifen können.
ermöglichen und seinen Kunden neue Produkte, Prozesse und Dienstleistungen bieten zu gen, sondern neue Produkte und Services ermöglichen, die für unsere module zu technischen, kaufmännischen und weiteren Prozessen im
können, setzt ISCAR auf E-Learning-Angebote. Kunden Mehrwert schaffen“, sagt Ketterer. Unternehmen“, führt der E-Learning-Beauftragte aus. „Die Mitarbeiter
können eigenverantwortlich und von überall darauf zugreifen.“ Das
IT-unterstützte elektronische Lernen bietet zahlreiche Vorzüge gegen-
über Offline-Angeboten wie umfangreichen Seminaren: „Die Mitarbei-
ter können im eigenen Tempo lernen, sich den Stoff in kleine Häppchen
aufteilen, und sie sind unabhängig von Ort und Zeit“, sagt Ketterer.
E-Learning kann zudem unterschiedliche Lernkanäle bespielen: Mit
einem abwechslungsreichen Angebot an Texten, Filmen und Podcasts
lässt sich das Lernen erleichtern, interaktive und spielerische Inhalte
erhöhen den Spaßfaktor. „Bislang setzen wir neben interaktiven
Lernmodulen sehr stark auf Videos“, beschreibt Ketterer das Angebot.
„Blended Learning“ als Option
„Das E-Learning ist aber auch keine eierlegende Wollmilchsau“,
schränkt Ketterer ein. „Präsenzveranstaltungen haben nach wie vor ihre
Berechtigung.“ ISCAR setzt inzwischen vermehrt auf das sogenannte
„Blended Learning“, bei dem E-Learning-Bausteine Präsenz-Seminare
unterstützen. „Beispielswiese können wir mit Online-Elementen
die Seminarteilnehmer im Vorfeld der Veranstaltung auf denselben
Wissensstand bringen oder die Lerninhalte im Nachgang wiederholen
oder vertiefen“, führt er aus. „Die Mischung macht’s!“
Den richtigen Rahmen bieten
Mit einem abwechslungsreichen Angebot an Texten, Filmen und Podcasts lässt sich
ISCAR bietet mit der Plattform den notwendigen Rahmen, nutzen das Lernen erleichtern, interaktive und spielerische Inhalte erhöhen den Spaßfaktor.
müssen die Mitarbeiter das Angebot aber von sich aus. „Eigenverant-
wortlichkeit und Aufgeschlossenheit sind hier die Schlüsselbegriffe“,
erklärt der E-Learning-Experte. Bisher wird die Plattform ganz gut an-
Bild: Techsmith – Storyblocks
genommen, aber es ist noch Luft nach oben. „In unseren Mitarbeitern
muss die Erkenntnis reifen, dass sie mit ihrem Lernerfolg sowohl das
Unternehmen als auch sich selbst weiterbringen. Das ist eine echte
Win-Win-Situation.“
10 11
PRAXIS
„Der Krafteinfluss
erfolgt überwiegend
in axialer Richtung.
Dies ermöglicht das
schwingungsarme
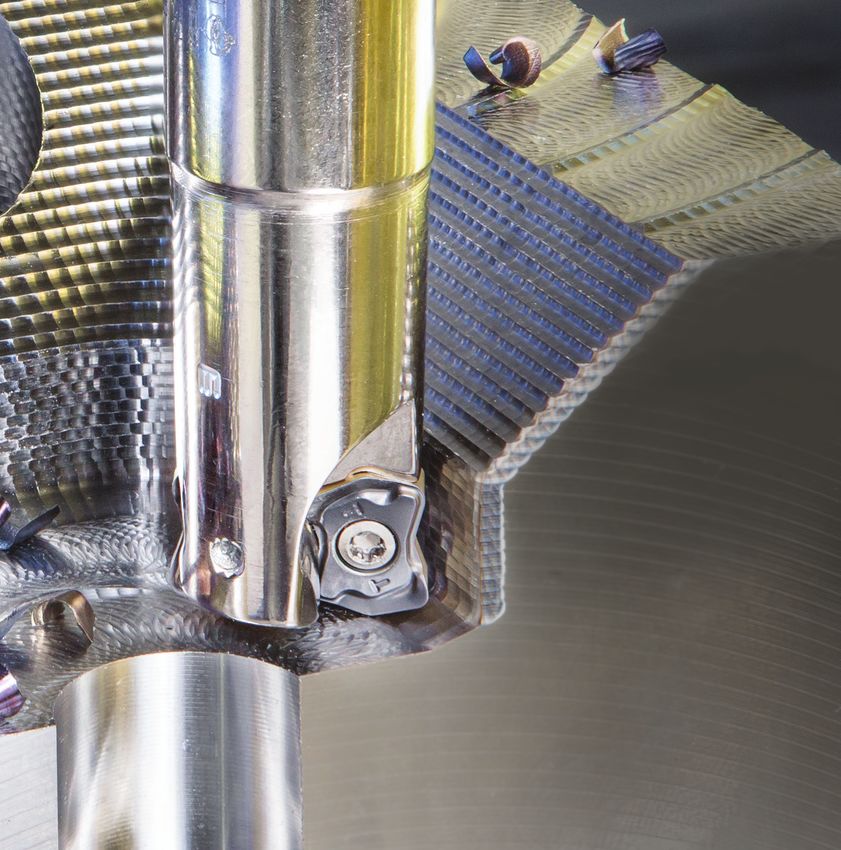
Bearbeiten tiefer LOGIQ 4 FEED bringt den 105 Millimeter tiefen Einstich im
Kavitäten“ ununterbrochenen Schnitt mit hoher Prozesssicherheit ein.
FRÄSEN
BOHREN
Der neue Hochvorschubfräser LOGIQ 4 FEED von ISCAR eignet sich für einen großen Anwendungsbereich.
Bohrzirkular-Fräsen. „Durch eine 17-Grad-An- Zerspanungsergebnis beeinträchtigen“, skiz-
Vorstoß in tiefe Kavitäten
DREHEN
stellung der Wendeschneidplatten findet der ziert Gerhard Heusel. Mit LOGIQ 4 FEED läuft
Krafteinfluss überwiegend in axialer Richtung dies reibungslos. Thomas Dörr: „Der Fräser
statt. Dies ermöglicht das schwingungsarme arbeitet weichschneidend und erzeugt kleine
und prozesssichere Bearbeiten tiefer Kavitä- Späne, die sich durch Kühlmitteldruck aus-
Qualität ist für Thomas Dörr keine Floskel, sondern Grundvoraussetzung für Kundenzufriedenheit und Markt ten“, beschreibt Anton Kress, Produktspezia- spülen lassen.“ Sehr zufrieden ist er auch mit
list Fräsen bei ISCAR. der Bearbeitungszeit von 16,3 Minuten pro
erfolg. Deswegen verwendet der Geschäftsführer der Dörr CNC-Technik mit Sitz im hessischen Ober-Ramstadt LOGIQ 4 FEED von ISCAR besitzt doppelseitige
Bauteil. „Das Werkzeug steckt Vibrationen
STECHEN
leistungsstarke Werkzeuge zum Fräsen und Drehen. Bei der anspruchsvollen Bearbeitung eines Magnetträgers LOGIQ 4 FEED besitzt einen sehr positiven problemlos weg, und die geforderte Prozess-
Wendeschneidplatten mit vier Schneidkanten.
für Elektroantriebe aus hochfestem Vergütungsstahl setzt er auf den Hochvorschubfräser LOGIQ 4 FEED von Spanwinkel und ist dadurch weichschneidend. sicherheit ist immer gegeben“, sagt er. Auch
ISCAR – mit besten Resultaten hinsichtlich Prozesssicherheit, Standzeit und Spanabfuhr. „Das innovative Design reduziert den Schnitt- die Standzeit hat ihn überzeugt. „Wir fertigen
druck auf die Spindel“, erklärt der Produktspe- pro Schneide zwei Bauteile – das rechnet sich
zialist. Der Fräser arbeitet mit doppelseitigen für uns.“
Seit 1927 arbeitet das in vierter Generation die Bevorratung von Bauteilen. „Wir haben tung den neuen Hochvorschubfräser LOGIQ Wendeschneidplatten mit vier Schneidkan-
INDUSTRIEN
familiengeführte Unternehmen als reiner mittlerweile ein Lager für unsere Kunden 4 FEED einzusetzen. „Wir haben uns darauf ten. ISCAR bietet ein Standardprogramm im Die Kontakte zwischen Dörr und ISCAR beste-
Lohnfertiger. 65 Mitarbeiter fräsen, drehen, eingerichtet. Wenn wir beispielsweise 1.000 geeinigt, vor Ort Tests unter realen Bedin- Durchmesserbereich von zwölf bis vierzig hen bereits seit mehr als 30 Jahren. Die Koope-
schleifen und honen auf modernen CNC- Teile fertigen, stehen diese auf Abruf bereit“, gungen zu fahren“, sagt Gerhard Heusel. Der Millimetern mit vier Geometrien und sechs ration wird bis heute permanent gepflegt und
Maschinen. Die Kunden kommen aus dem skizziert er. Hochvorschubfräser erledigte seine Aufgabe Schneidstoffsorten an, darunter auch eine basiert auf gegenseitigem Vertrauen. „Bei
Maschinenbau, der optischen Industrie, der mit einer Schnittgeschwindigkeit von 160 kantenverstärkte Ausführung für die Bearbei- Problemen wenden sich auch unsere Maschi-
Hydraulik und der Antriebstechnik. Haupt- Die große Frage: Stechen oder fräsen? Metern pro Minute, einem Vorschub von 0,7 tung von hoch hitzebeständigen Legierungen nenbediener direkt an die ISCAR-Mitarbeiter,
absatzgebiet ist Deutschland, Dörr liefert Millimetern pro Zahn und einer Schnitttiefe wie beispielsweise Inconel. Bei einem Durch- und die sind dann schnell vor Ort“, schildert Thomas Dörr, Geschäftsführer der Dörr CNC-Technik ist
aber auch in die USA und nach China. Der Ein neuer Auftrag forderte die fachliche von 0,7 Millimetern. Das Zeitspanvolumen messer von 35 Millimetern liegt das maximale Thomas Dörr. Auch die Ettlinger Werkzeugs- sehr zufrieden: „Der Fräser erledigt seine Arbeit perfekt.
Maschinenpark auf 1.500 Quadratmetern Kompetenz von Dörr heraus: Es galt, ei- betrug 124,7 Kubikzentimeter pro Minute. Zerspanvolumen bei 305,5 Kubikzentimetern pezialisten loben die Zusammenarbeit. „Dörr
besteht aus sieben Fräs-, 20 Dreh-, zwei Hon- nen Planeinstich in ein mehrere Kilogramm „Mit diesen Ergebnissen war ich so zufrieden, pro Minute. beschäftigt qualifizierte Mitarbeiter – dies
und zwei Schleifmaschinen. Auf zwei Sägen schweres Bauteil aus dem Vergütungsstahl dass ich mich sofort für den LOGIQ 4 FEED ermöglicht eine effiziente Kooperation auf
entstehen darüber hinaus kundenspezifische 1.7225 / 42CrMo4 mit einer Breite von 40 entschieden habe“, begründet Thomas Dörr. Dörr setzt LOGIQ 4 FEED mit einem Durch- hohem technischen Niveau“, meint Gerhard
Zuschnitte. Millimetern und einer Tiefe von 105 Millime- messer von 32 Millimetern und einer Werk- Heusel. LOGIQ 4 FEED hat in Ober-Ramstadt
tern einzubringen – im ununterbrochenen Tiefe Kavitäten schwingungsarm zeuglänge von 144 Millimetern auf einer einen Einstieg nach Maß hingelegt – und
„Unsere Kunden erwarten hohe Qualität Schnitt. „Dieser Stahl ist schwer zu bearbei- bearbeiten Vertikalmaschine ein. Die WSP sind in der Thomas Dörr will die Geschichte weiterschrei-
zum fairen Preis mit kurzen Lieferzeiten“, ten, und ich dachte zunächst daran, dies mit Schneidstoffsorte IC 808 ausgeführt. Mit den ben. „Anfangs war ich skeptisch, ob es über-
beschreibt Thomas Dörr die Marktanforde- einem Stechwerkzeug zu bewerkstelligen“, Das im Rahmen der weltweiten Kampagne Ergebnissen ist Thomas Dörr sehr zufrieden. haupt funktioniert. Das Ergebnis hat meine
rungen. In den vergangenen Jahren hat die schildert Thomas Dörr. Um auf Nummer LOGIQ von ISCAR entwickelte Werkzeug „Der Fräser erledigt seine Arbeit perfekt“, Erwartungen übertroffen. Wir werden den
Fertigungstiefe kontinuierlich zugenommen. sicher zu gehen – der Auftrag war bereits eignet sich für das Hochvorschubfräsen im sagt er. Großen Respekt hatte er vor der Ab- Fräser sicher auch für andere Bearbeitungen
„Wir sind breit aufgestellt, das ist für uns von angenommen – holte er sich Rat bei Gerhard Durchmesserbereich von zwölf bis 40 Milli- fuhr der Späne, die beim Fräsen tiefer Kavi- einsetzen“, sagt er.
großem Vorteil“, sagt er. Sein Unternehmen Heusel, Anwendungstechniker bei ISCAR. Im meter. Es punktet im Taschen-, Plan- und Kon- täten problematisch ist. „Späne können sich
übernimmt in zunehmendem Maße auch Gespräch kam die Idee auf, für die Bearbei- turfräsen sowie im Schräg-Eintauchen und im in einer geschlossenen Nut stauen und das
12 13
PRAXIS PRAXIS
Fünf Sekunden pro Bauteil eingespart
FRÄSEN
FRÄSEN
Der LOGIQ MM Face baut deutlich kürzer als ein
herkömmlicher VHM-Fräser. Das verringert Vibrationen,
verbessert die Oberflächengüte und spart Ressourcen.
BOHREN
BOHREN
DREHEN
DREHEN
STECHEN
STECHEN
In der Langdrehmaschine werden erst alle Konturen hergestellt und anschließend mit dem LOGIQ MM Face Sind zufrieden mit dem Ergebnis (v.l): Florian Schöffler, Beratung und Verkauf bei ISCAR, Rotec-Geschäftsführer Mit dem LOGIQ MM Face im Durchmesser zwölf Millimeter
Mit dem LOGIQ MM Face Vollhartmetall der 15,3 Millimeter lange Sechskant auf ein Ende der künftigen Antriebswelle gefräst. Thomas Schneider, Uli Köhler, Regional Sales Manager, Michael Hesselschwerdt, Produktspezialist Modulare Frässysteme mit sechs Schneiden kann Rotec den Sechskant in
fräser von ISCAR kann die Rotec GmbH in und Reiben, beide ISCAR, und Mathias Rieger, Produktmanager bei Rotec. elf Sekunden einbringen.
Hermaringen ihre Kosten bei der Produk-
tion von Antriebswellen deutlich senken.
Möglich machen das die zusätzlichen Zähne Die Komponente wird aus legiertem Einsatz- bene Einheiten auf Drehmaschinen entwickelt. nur noch eine statt wie vorher zehn Minuten. Anschließend bringt die Anlage die Zentrier- wenn Probleme auftreten, und unterstützt
des Werkzeugs – damit reduziert das Un- stahl 16MnCr5 von der Stange komplett ge- Die Fräser sind extrem kurz und in den Durch- „Das ist auch im Sinne von Automatisierung bohrung ein, sticht die 107 Millimeter lange uns mit Rat und Tat“, sagt Mathias Rieger.
INDUSTRIEN
INDUSTRIEN
ternehmen die Bearbeitungszeit um fünf fertigt und mit einem Sechskant versehen. messern zwölf bis 25 Millimeter verfügbar. und Industrie 4.0 interessant“, unterstreicht Komponente ab und schleust sie über ein För- „Fräser und Zubehör liefern viele, aber es geht
Sekunden pro Bauteil. 330.000 Stück produziert Rotec pro Jahr. Bis- „Die kurze Bauform bringt mehrere Vorteile“, Uli Köhler. „Weil Einmessen und Nachschleifen derband aus. „Wir brauchen für den Sechskant um mehr. Bei ISCAR stimmt die Prozesskette,
her setzte das Unternehmen einen Vollhart- erklärt Michael Hesselschwerdt. „Zum einen entfallen, könnte das Köpfchen auch von ei- jetzt nur noch elf Sekunden“, sagt Mathias und der Preis passt zum Werkzeug.“
Die Rotec GmbH im schwäbischen Hermarin- metallfräser (VHM) eines Marktbegleiters ein. sparen wir Ressourcen, zum anderen läuft das nem Roboter gewechselt werden. Damit wäre Rieger. „Das sind fünf Sekunden weniger als
gen stellt hochwertige Drehteile aus allen „Hier sahen wir Einsparpotenzial und wand- Werkzeug dank der geringeren Auskraglänge ein mannloser Betrieb dieser Station möglich.“ mit der vorherigen Lösung.“ Durch die kürze-
zerspanbaren Materialien her. Die 135 Mit- ten uns an unseren Technologiepartner ISCAR, und der speziell entwickelten Schneidengeo- Nach einer Versuchsreihe auf den Maschinen re Rüstzeit und die gesunkene Produktionszeit
arbeiter fertigen auf einem umfangreichen mit dem wir seit 25 Jahren eng und erfolgreich metrie ruhiger. So erreichen wir über die ge- bei Rotec stand fest: Der LOGIQ MM Face ist kann Rotec bei mehr als 300.000 gefertigten
und gut ausgestatteten Maschinenpark Seri- zusammenarbeiten“, sagt Mathias Rieger. samte Standzeit zuverlässig eine hohe Ober- die richtige Wahl. Bei dem Hersteller kommt Teilen pro Jahr „eine bedeutende Einsparung
en zwischen 1.000 und zehn Millionen Stück. Florian Schöffler, Beratung und Verkauf, flächengüte und Prozesssicherheit.“ das Werkzeug im Durchmesser zwölf Millime- erzielen“, wie Geschäftsführer Thomas Schnei-
Die Aufträge kommen hauptsächlich aus der Michael Hesselschwerdt, Produktspezialist ter zum Einsatz. „Das ist eigentlich ein Stan- der erklärt.
Automobilindustrie und dem allgemeinen Modulare Frässysteme und Reiben, sowie Uli Die Wechsel-Fräsköpfe sind in der verschleiß- dard-Werkzeug“, erklärt Florian Schöffler.
Maschinenbau, aber auch aus anderen Bran- Köhler, Regional Sales Manager, schauten sich festen TiAIN-PVD-beschichteten Feinstkorn- „Wir mussten nur den Eckenradius an die An- Der Service macht‘s
chen wie etwa der Medizintechnik. „Unsere die Sache an und hatten schnell das passende sorte IC908 ausgeführt und verfügen über wendung anpassen.“
Kunden erwarten von uns hohe Termintreue Werkzeug für die Anwendung parat: Den mo- sechs Schneiden – zwei mehr als bei solchen „Wir sind sehr zufrieden mit der Lösung und
und Bauteile in sehr hoher Qualität“, erklärt dularen VHM-Planfräskopf mit Multi-Master Werkzeugen üblich. „Das macht sie sehr Fünf Sekunden pro Bauteil gespart dem Ergebnis im Speziellen sowie der Zusam-
Mathias Rieger, Produktmanager bei Rotec. Schnittstelle LOGIQ MM Face. weichschneidend“, sagt Florian Schöffler. menarbeit mit ISCAR im Allgemeinen“, sagt
Das waren auch die Anforderungen bei der Wie bei den Systemen mit Wendeschneid- Die drei Meter langen und 17 Millimeter star- Mathias Rieger. „Das funktioniert tadellos.“
Bearbeitung eines Antriebswellenteils für die Nur geringe Modifikationen notwendig platten tauscht der Anwender nicht das gan- ken Stahlstangen laufen aus dem Vorrat in Für die schwäbischen Zerspanungsspezialisten
Automotive-Branche. „Hier sind die geforder- ze Werkzeug, sondern nur die Schneiden. Da die Langdrehmaschine. Hier werden erst alle ist neben der hohen Qualität der Werkzeuge 330.000 Antriebswellen stellt Rotec pro Jahr für
te Oberflächengüte sowie die Maßhaltigkeit ISCAR hat den LOGIQ MM Face zum Plan-und die Fräsköpfe einfach in den Werkzeughalter Konturen hergestellt, bevor der LOGIQ MM vor allem das „Drumherum“ von großer Wich- einen Kunden aus der Automotive-Branche her.
der Komponenten die Herausforderungen“, Eckfräsen in engen und begrenzten Arbeits- eingeschraubt werden, entfällt das Einmessen Face den 15,3 Millimeter langen Sechskant auf tigkeit. „Unsere Ansprechpartner sind jeder-
erklärt er. räumen auf Fräsmaschinen sowie für angetrie- nach dem Werkzeugwechsel. So dauert dieser ein Ende der künftigen Antriebswelle fräst. zeit erreichbar. ISCAR reagiert sehr schnell,
14 15
TECHNOLOGIE
ISCAR CHESS LINES
MILL
Effizientes Schlichten mit VHM-Werkzeugen
Hochvorschub-Fräser
Twist Master
ISCAR stellt neue VHM-Schaftfräser
und MULTI-MASTER VHM-Fräsköpfe zum
3D-Profilfräsen auf 5-Achs-Maschinen vor.
Die neuen Werkzeuge verbessern die Ober-
flächengüte, verkürzen die Bearbeitungs-
zeit und sind auch zur Bearbeitung
von exotischen Werkstückstoffen
wie Titan, Inconel und rostbe-
FRÄSEN
ständigem Stahl geeignet.
Für alle Fräsprozesse auf ISCAR stellt
5-Achs-Maschinen stellt ISCAR neue SOLIDMILL
drei neue VHM-Schaftfräser Vollhartmetall
der SOLIDMILL-Reihe und (VHM)-Schaftfräser
und MULTI-MASTER
zwei VHM-Fräsköpfe mit
BOHREN
VHM-Fräsköpfe zum
MULTI-MASTER-Schnittstelle
3D-Profilfräsen auf
vor. Die Werkzeuge sind zum
5-Achs-Maschinen vor.
Vorschlichten, Schlichten oder
3D-Profilfräsen in der Luft- und
Raumfahrtindustrie, dem Werk-
zeug- und Formenbau sowie der
Medizintechnik konzipiert. Hier
DREHEN
kommen Kreissegmentfräser beispiels-
weise bei der Herstellung von künstlichen
Hüft- und Kniegelenken oder der Fertigung
von Dentalschrauben zum Einsatz.
Die Schaftfräser sind in Tropfen-, Linsen- und
Kegelform im Durchmesser von acht bis zwölf
STECHEN
Millimetern verfügbar. Sie besitzen vier oder
sechs Schneiden, unterschiedliche Radiusgeo-
metrien und bestehen aus der TiAlN-PVD-
beschichteten Feinstkorn-Schneidstoffsorte
In sich verdrehte
IC902. Bei den MULTI-MASTER-Fräsköpfen
Wendeschneidplatte
LOGI
haben Anwender die Wahl zwischen Tropfen-
INDUSTRIEN
oder Linsenform aus der verschleißfesten, Hoch positiver Spanwinkel
ebenfalls TiAlN-PVD-beschichteten Feinstkorn- HIGH FEED MILLING 2
Schneidstoffsorte IC908 mit jeweils vier Schnei-
den, unterschiedlichen Radiusgeometrien und
Durchessern von acht bis 16 Millimetern.
Die Werkzeuge sind zum Vorschlichten, Schlichten oder 3D-Profilfräsen in der Luft- und Raumfahrtindustrie, Wendeschneidplatte mit in
dem Werkzeug- und Formenbau sowie der Medizintechnik konzipiert.
sich verdrehter Geometrie
Anwender können mit den Werkzeugen nicht zum Hochvorschubfräsen
nur rostbeständigen Stahl, sondern auch
schwer zerspanbare Werkstoffe wie Titan EINSATZGEBIETE: MERKMALE UND VORTEILE: mit hoher Produktivität
oder Inconel bearbeiten. Die neuen Schaftfrä- 3
ser und Fräsköpfe sorgen für kürzere Bearbei- • 5-Achs-Maschinen • Tropfen-, Linsen- und Kegelform
4
tungszeiten, verbessern die Oberflächengüte • 3D-Profilfräsen • Vier oder sechs Schneiden
und bieten lange Standzeiten. Ihre große Ra- • Fräsen • Unterschiedliche Radiusgeometrien
diusgeometrie in der Schnittzone erhöht die 1
• Schlichten • Hohe Oberflächengüte
axiale Schnitttiefe beim Vorschlichten und
Schlichten. • Vorschlichten • Kürzere Bearbeitungszeit
• Luft- und Raumfahrtindustrie • Lange Standzeit
Hoch positiver Großer Doppelseitige Hochvorschub- Spezielles
• Werkzeug- und Formenbau • Erhöhen die axiale Schnitttiefe
Spanwinkel Kerndurchmesser Wendeschneidplatte Fräsen Wendeschneidplatten-Design
• Medizintechnik
• Rostbeständiger Stahl
INTELLIGENTLY
• Schwer zerspanbare Werkstoffe
DUSTRY 4.0
MACHINING w w w . i s c a r. d e
16
NEU NEU
Schruppen und Schlichten Kleines Werkzeug – großer Nutzen
von Miniaturbauteilen
Mit dem HELI 3 MILL hat ISCAR ein flexibel einsetzbares Werkzeug Speziell für die Bearbeitung von Klein- und Miniaturbauteilen hat
für die Bearbeitung von Miniaturbauteilen im Programm. Der kleine ISCAR seine neue Schaftfräserlinie NANMILL entwickelt. Das kleine
90-Grad-Schaftfräser zum Schruppen und Schlichten mit hohen Vor- Werkzeug bietet große wirtschaftliche Vorteile gegenüber Fräsern
schubraten lässt sich mit unterschiedlichen Wendeschneidplatten aus Vollhartmetall (VHM).
bestücken und kann bei zahlreichen Anwendungen eine kostenspa-
rende Alternative zu Werkzeugen aus Vollhartmetall sein – speziell, Der NANMILL Schaftfräser ist der kleinste seiner Art am Markt. Er be-
wenn geringe Schnitttiefen beim Fräsen ausreichen, etwa bei der sitzt einen Anstellwinker von 90 Grad und erlaubt sicheres Schrägein-
Produktion nach dem Near Net Shape (NNS) Verfahren. tauchen. Sein stabiler Fräserkern und die HARD-TOUCH-Beschichtung
sorgen für ungehinderten Spanfluss und schützen vor Korrosion und
Der 90-Grad-Schaftfräser, der in seiner kleinsten Variante mit nur fünf Verschleiß. Dank seines geringen Durchmessers von acht bis zehn Mil-
Millimeter großen Wendeschneidplatte bestückt wird, ist ein flexibel limetern eignet sich der NANMILL bestens zum Schruppfräsen von
einsetzbares Werkzeug zur wirtschaftlichen Bearbeitung kompakter Klein- und Miniaturbauteilen. Der kleine Schaftfräser ist dabei deutlich
FRÄSEN
FRÄSEN
Bauteile, kleiner Kavitäten und Taschen mit hohen Vorschubraten. Die günstiger als die üblicherweise eingesetzten VHM-Werkzeuge.
maximale Schnitttiefe des HELI 3 MILL liegt bei 3,5 Millimetern. Das er-
möglicht dem Anwender ein hohes Zeitspanvolumen und damit gro- MERKMALE UND VORTEILE: Die MULTI-MASTER-Schnittstelle des Fräsers wird mit den kleinsten MERKMALE UND VORTEILE:
ße Produktivität. Dank seiner geringen Leistungsaufnahme kann der dreieckigen Wendeschneidplatten (WSP) der Welt bestückt und ermög-
Schaftfräser auf Maschinen mit wenig Antriebsleistung oder auch mit • Weichschneidend licht eine maximale Schnitttiefe von drei Millimetern. Die einseitigen • Durchmesser: acht bis zehn Millimeter
angetriebenen Werkzeugen eigesetzt werden. Der HELI 3 MILL ist im dreischneidigen WSP sind in modernen SUMO-TEC-Schneidstoffsorten
• Hohes Zeitspanvolumen • 90 Grad Anstellwinkel
Durchmesserbereich von zehn bis 16 Millimetern eine produktive Alter- ausgeführt. Ihre helikalen Schneiden eignen sich zur Bearbeitung von
BOHREN
BOHREN
native zu Vollhartmetallfräsern. • Präzise 90-Grad-Schultern. Mit ihrem positiven Spanwinkel und Wiper-Neben- • Schnittkraftreduzierung durch
• Stabiler Werkzeug-Kerndurchmesser schneiden ermöglichen die WSP exzellente Oberflächengüten. Ihre positive Einbaulage der WSP
ISCAR hat ihn zum Schruppen und Schlichten aller gängigen ISO-P-, • Innere Kühlmittelzufuhr direkt auf die Schneidkante positive Einbaulage reduziert die auftretenden Schnittkräfte und sorgt • Stabiler Fräserkern
ISO-K-, ISO-M- und ISO-S-Werkstoffe konzipiert. Der HELI 3 MILL erlaubt • Durchmesser: zehn bis 16 Millimeter für große Prozesssicherheit. • HARD-TOUCH-Beschichtung
Schulter-, Taschen- und Nutenfräsen und minimiert Absätze beim mehr- • Maximale Schnitttiefe: 3,5 Millimeter • Maximale Schnitttiefe: drei Millimeter
fachen Werkstückeintritt an hohen Schultern. Für ein gleichbleibend
• Wirtschaftliche Alternative zu VHM-Werkzeug
gutes Schnittergebnis während der Bearbeitung führt die Kühlmittel-
DREHEN
DREHEN
zufuhr direkt auf die Schneidkante. Der solide Kerndurchmesser des
Werkzeugs macht alle Prozesse sicher und stabil.
Anwender können den HELI 3 MILL mit zwei Arten von Wendeschneid-
platten (WSP) mit Schneidenlängen von fünf, sieben, zehn, 15 und
19 Millimetern rüsten. Die einseitigen Trigon-WSP mit drei helikalen
Schneiden sind aus SUMOTEC-Schneidstoffen gefertigt und verfügen
STECHEN
STECHEN
über einen positiven Spanwinkel. Nebenschneiden, auch Wiper ge-
nannt, sorgen für noch bessere Oberflächengüten. Zum Vorschlichten,
Schlichten sowie zur Bearbeitung von hoch hitzebeständigen Legierun-
gen können Anwender auch umfanggeschliffene WSP einsetzen. Die-
se reduzieren die Schnittkräfte und sorgen für einen noch weicheren
Schnitt.
INDUSTRIEN
INDUSTRIEN
EINSATZGEBIETE: EINSATZGEBIETE:
• Schruppen und Schlichten aller gängigen Werkstoffe • Eckfräsen
• Kleinteilbearbeitung • Bearbeitung von Klein- und
• Schulterfräsen Miniaturbauteilen
• Taschenfräsen
• Nutenfräsen
18 19Sie können auch lesen