Optimierte 3-D-Tempe-riersysteme steigern die Effizienz von High-Speed-Druckgießzellen
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
TECHNOLOGIE & TRENDS
BILD: MAGMA
Optimierte 3-D-Tempe-
Unter dem Motto „Digital Twin
meets Digital Shadow“ ver-
knüpfte Magma auf der
GIFA 2019 das Gesamtsystem
riersysteme steigern „Werkzeug-Maschine-Kennzah-
len“ in der realen und virtuellen
Welt als interaktives Spiel.
die Effizienz von High-
Speed-Druckgießzellen
32 GIESSEREI 107 01/2020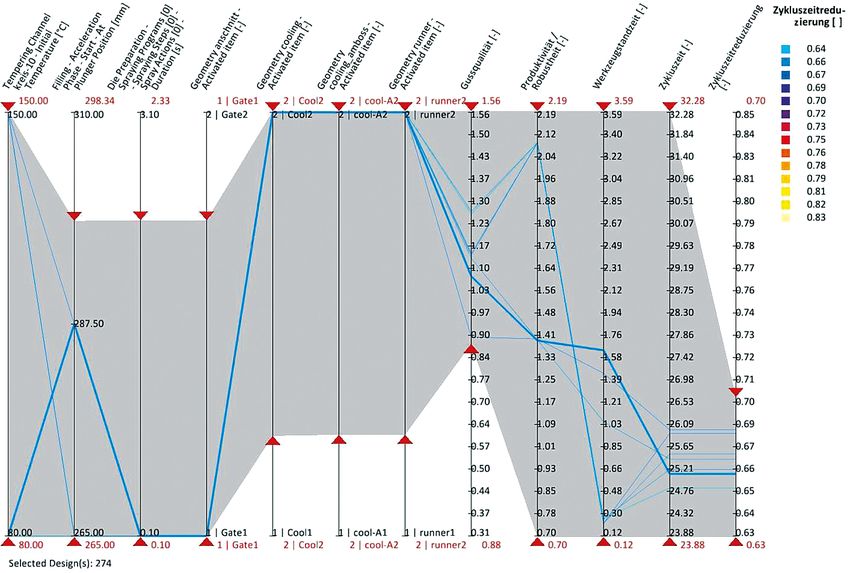
VON WERNER SOKOLOWSKI, RONNY KURZFASSUNG:
ASPACHER UND NIKOLAI CLAUSS,
SCHORNDORF UND GOETZ HART- Komplexe dreidimensionale, konturangepasste Temperiersysteme, wie sie mit
MANN, HARTMUT ROCKMANN UND generischen, additiven Fertigungsverfahren hergestellt werden können, stel-
HORST BRAMANN, AACHEN len den neuesten Stand der Technik im Polymerspritzgießprozess dar. Auch
beim Druckgießen machen sie auf sich aufmerksam: das Annähern von Tem-
J
ede Optimierungsmaßnahme im periersystemen an das Bauteil erhöht die Kontrollierbarkeit der Gießprozes-
Druckgießprozess hat das Ziel, die se drastisch und macht sie robuster, nachhaltiger und kostengünstiger. Die
Verfügbarkeit, die Prozessgeschwin- Auslegung konturnaher Temperierungen ist dabei zwingend im Kontext mit
digkeit und die Bauteilqualität positiv zu dem Gesamtsystem aus Druckgießzelle, Werkzeug und Fertigungsparametern
beeinflussen. Das Thema der Temperie- zu betrachten, um einen tatsächlich zuverlässigen Druckgießprozess zu ge-
rung von Druckgießformen ist so alt wie währleisten. Dieser Beitrag beschreibt das virtuelle Layout komplexer dreidi-
das Verfahren selbst. Die Zykluszeit, die mensionaler, konturangepasster Temperiersysteme und die Ermittlung der
Werkzeughaltbarkeit, die Mikrostruktur hierauf optimal angepassten Prozesseinstellungen.
und der Verzug der Teile sowie andere
technische und wirtschaftliche Aspekte
hängen stark von den Temperaturen im
Werkzeug ab. Das Layout und die pro-
zessspezifische Optimierung der Werk-
zeugtemperierung sollten daher einen
Schwerpunkt für das gesamte Werkzeug-
und Prozessdesign bilden. Dieser Beitrag
veranschaulicht die Methodik des Front-
loading-Ansatzes, bei dem die Konstruk-
tion der Werkzeugtemperierung parallel
zur Teilekonstruktion entwickelt und ve-
rifiziert wird. Dieser Ansatz basiert auf
dem virtuellen Formen, das durch auto-
matisierte, virtuelle statistische Ver-
suchsplanungen (DOE) und Optimierungs-
algorithmen unterstützt wird. Die Bewer-
tung der ermittelten Prozessvarianten
orientiert sich dabei an der realen pro-
GRAFIK: CONTURA
duktionstechnischen Kennzahl der Ge- Bild 1: „Thermisch flinkes“ Werkzeug mit konturnaher und konturfolgender Temperie-
samtanlageneffektivität (OEE). rung, bestehend aus Temperierkanal-Mäandern und Kupferstiften zur Verbindung
zwischen Temperiermedium und Kavität [1].
3-D-Temperiersysteme in
Gießwerkzeugen
Die Auslegung von Gießwerkzeugen bzw.
Druckgießformen geschieht meistens
nach folgenden Gesichtspunkten (in der
Reihenfolge ihrer Wichtung): Anpassung
auf die Maschine inkl. Festlegung der An-
zahl der Formnester, Entformbarkeit,
Werkzeugteilung mit minimalem Schie-
beraufwand, Auswerfer. Gieß- bzw. pro-
zesstechnische Belange wie der strö-
mungsgünstige Verlauf der Gießläufe oder
die gesamte thermische Auslegung wer-
den erst danach berücksichtigt. Die De-
finition der thermischen Prozessführung
umfasst die Festlegung der Kühl- und
Heiztemperaturen, der entsprechenden
Heiz-/Kühlgeräte mit den erforderlichen
Leistungen, der Zykluszeit etc. Dies ge-
schieht beim Mustern und Einfahren der
Form, also komplett entkoppelt von der
GRAFIK: OSKAR FRECH
Festlegung der Heiz-/Kühlkanäle und Bild 2: 4-fach Serienwerkzeug für den Kühlkörper aus Aluminium-Druckguss. Die
sonstiger Temperiereinrichtungen und Werkzeugeinsätze und der Amboss verfügen über konventionelle Kühlkanäle und
-maßnahmen im Werkzeug. Stichkühlungen.
Dem gegenüber steht die Tatsache,
dass die thermische Auslegung eines
Druckgießwerkzeuges in letzter Konse-
GIESSEREI 107 01/2020 33
TECHNOLOGIE & TRENDS
quenz ein optimales Ergebnis aus dem
Gießprozess, also Größen wie Gussteil
qualität, Prozessstabilität, Zykluszeit oder
Werkzeugstandzeit unterstützen muss.
Wenn diese Größen jedoch beeinflusst
werden sollen, müssen alle Einrichtungen
und Maßnahmen zur Temperierung von
Werkzeugen sowohl relevant für das Gieß
ergebnis als auch gut reproduzierbar,
einstell- und kontrollierbar sein. Daraus
lassen sich zwingend zwei notwendige
Randbedingungen für die Werkzeugtem
perierung ableiten:
> Ausführung von Werkzeugsegmenten:
In den thermisch relevanten Werkzeugseg
Bild 3: Schema eines menten muss die Temperierung individuell,
GRAFIK: OSKAR FRECH
dünnwandigen Druck- effizient regelbar und womöglich zeitlich
gussbauteils (Kühlkör- variabel sein. Dazu muss das entsprechen
per) aus der Al-Legie- de Werkzeugsegment vor allem thermisch
rung EN AC-AlSi12 (Fe). flink sein. Möglich ist das durch leistungs
fähige Heiz-/Kühlgeräte mit der Option der
variothermen Regelung und durch kontur
nahe und konturangepasste Temperierbe
reiche, die auch durch generische Verfah
ren dargestellt werden können.
> Entwicklungsmethodik: Die Wirkung
von Temperiermaßnahmen und -parame
tern auf Gussteilqualität, Prozessstabili
tät, Zykluszeit oder Werkzeugstandzeit
muss zum Zeitpunkt der Konstruktion des
Werkzeugs bekannt und dokumentiert
sein. Möglich ist das durch frühzeitiges
virtuelles Assessment und Optimierung
des Gießprozesses mit voller Berücksich
GRAFIK: OSKAR FRECH
tigung der zu prüfenden Temperiermaß
nahmen.
Thermisch flinke Werkzeugsegmente mit
variothermer Temperatursteuerung
Bild 4: 4-fach-Werkzeug mit schematischer Ansicht der konturnahen Temperierungen (Bild 1) sind im Bereich des Kunst
im Bereich des Amboss und der Kavitätseinsätze. stoffspritzgusses schon seit ca. 20 Jahren
im Gespräch, markieren aber auch heute
noch eher das „High-end“ der Werkzeug
Tabelle 1: Gegenüberstellung der Prozesszeiten für die Serienfertigung und für die innovative High-Speed-Gießzelle.
Serienstand DAK580 High Speed Gießzelle K640
in s in s
Schließen 2,8 2,7
Dosieren 5,5 2,1 Start Dosieren mit “Formschutzende“ bei K640
Einsatz spezial Dosierbehälter von Meltec
Gießen
1. Phase 1 1,2
2. Phase 0,1 0,1
Abkühlzeit 6 6
Öffnen 2,5 2
Auswerfer vor 0,5 0,4
Entnahme 5,6 4,9 Optimierter Ablauf
Sprühen 11,5 11,5
Auswerfer zurück 0,5 sec Während des Sprühens
Gießkolben zurück 1,5 sec Während des Sprühens
Wartezeit Entnahme
bis Start Sprühen 2,5 2,5 Optimierter Ablauf
Gesamtzykluszeit 38 33,4 Reduzierung der Zykluszeit um 12 %
34 GIESSEREI 107 01/2020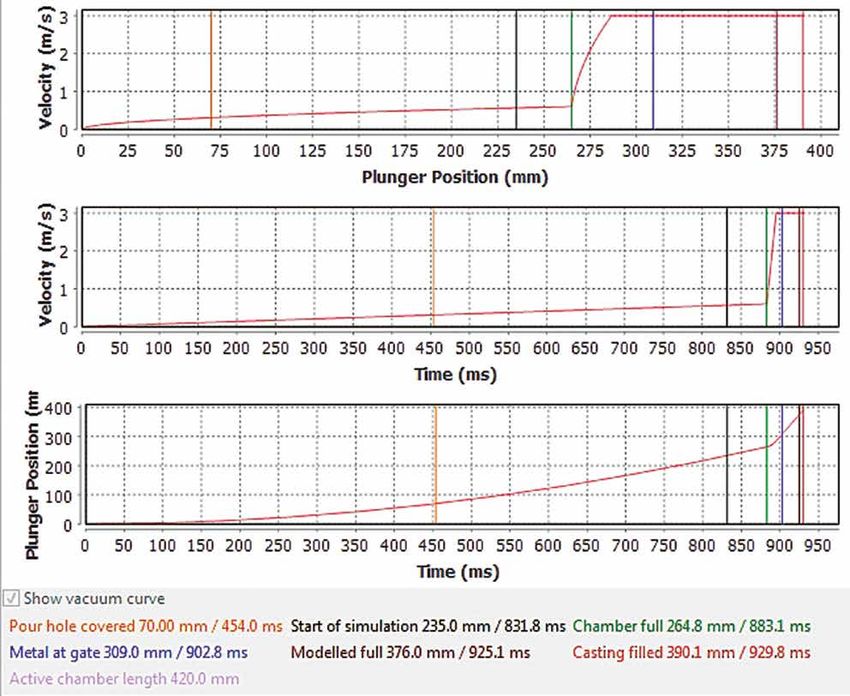
a b c d
GRAFIK: MAGMA
Bild 5: Geometrische Varianten des Gießlaufs: a) konventionell, b) modifiziert sowie der Anschnittgestaltung: c) Ursprungsde-
sign, d) modifiziertes Design.
technik. Experten schätzen, dass kontur- im Formenbau in der Lage sind, die Stück- teile im Kunststoff-Spritzgießen liegen
nah temperierte Werkzeuge wie kaum kosten von Form- oder Gussteilen signi- fast immer im Bereich der Verkürzung
eine andere technologische Entwicklung fikant zu senken [1]. Die berichteten Vor- von Zykluszeiten und verbesserter Bau-
GIESSEREI 107 01/2020 35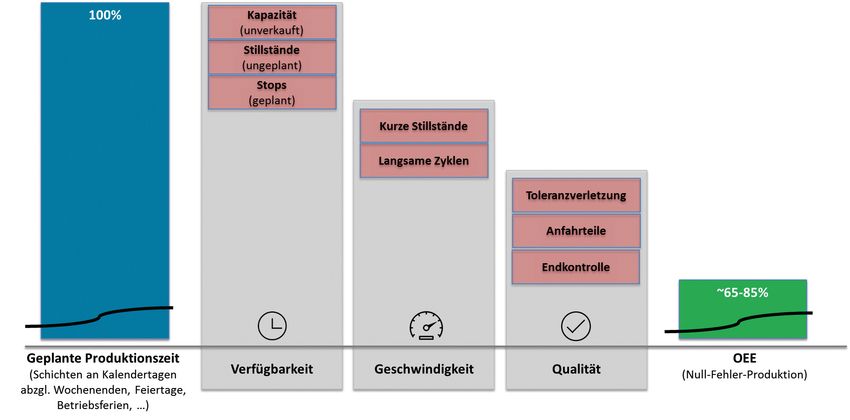
TECHNOLOGIE & TRENDS
von Werkzeugsegmenten mit konturna-
a b hen und konturfolgenden dreidimensio-
nalen Temperierbereichen eine Rolle. Im
Allgemeinen stehen zum Zeitpunkt der
Entscheidung über die Werkzeugtempe-
rierung keine detaillierten Informationen
über den tatsächlichen Heiz- und Kühlbe-
darf im Betrieb zur Verfügung. Aber genau
diese Informationen werden gebraucht,
um die im Wärmehaushalt des Gießwerk-
zeuges verborgenen Risiken und Potenzi-
ale zu erkennen, zu qualifizieren und so
zusätzliche Kosten im Werkzeugbau zu
rechtfertigen.
An diesem Punkt rückt die virtuelle
Auslegung des Gießprozesses in den Fo-
c d
kus. Bereits parallel zur Konstruktion des
Gussteiles ist es notwendig und möglich,
den Temperieraufwand für einen sicheren
und wirtschaftlichen Fertigungsprozess
zu qualifizieren. Sobald 3-D-CAD-Daten
eines Gussteiles vorhanden sind, liefern
die ersten Simulationsrechnungen zum
Gießprozess ein klares Bild von den lokal
notwendigen Temperiermaßnahmen rund
GRAFIK: MAGMA
um die Kavität des Werkzeuges. Später,
wenn Gießläufe und Entlüftungsbereiche
konstruiert werden, liefern weitere, de-
tailliertere Simulationsrechnungen zum
Bild 6: Geometrische Varianten der Einsatztemperierung: a) konventionell, Gießprozess die strömungstechnisch op-
b) konturnah und der Ambosskühlung: c) konventionell, d) konturnah. timale Gestaltung des Gießlaufes und der
Anschnitte sowie die jeweils wärmetech-
nisch optimale Auslegung der Temperie-
rungen in den Bereichen von Gießkam-
mer, Amboss und Gießlauf. Die hier be-
schriebene Methodik ist nicht neu,
außergewöhnlich oder schwer durchführ-
bar. Sie beruht auf Ansätzen des Colla-
borative Engineering (CE), deren positive
Wirkung auf die Wirtschaftlichkeit von
Entwicklungsprozessen schon vor 40
GRAFIK: MAGMA
oder mehr Jahren ausführlich belegt wur-
de. Technisch gesehen wird diese Metho-
dik von „State-of-the-Art“-CAE-Werkzeu-
gen von 3-D-CAD- über FE-Simulationen
Bild 7: Exemplarische Darstellung der Ergebnisse einer Strömungsberechnung in ei- bis zum virtuellen Assessment und zur
ner Turmkühlung mit unterschiedlichen Einströmbedingungen. Neben der absoluten automatischen Prozessoptimierung getra-
Strömungsgeschwindigkeit (links) mit Vektoren oder Druckverläufen im Temperier- gen. Heute wird CE über diese gesamte
kreislauf (Mitte) können die lokalen Wärmeübergangskoeffizienten jedes aktivierten Entwicklungsprozesskette hinweg sogar
Kühlkanals berechnet, visualisiert und bewertet werden (rechts). durch interdisziplinäre Medien unter-
stützt, die eine gemeinsame Informations-
plattform zwischen Abteilungen und Un-
ternehmen mit ihren untereinander ver-
teilqualität. Hieraus ergibt sich auch ein nächst gilt im konventionellen Druckgieß- zahnten Aufgaben darstellen [2].
gut kalkulierbarer Return on Invest (RoI) werkzeugbau immer noch, dass man mit
der zusätzlichen Kosten im Werkzeugbau Kühlbohrungen nicht näher als ca. 10
Virtuelles Assessment von Tempe-
und im Betrieb. bis15 mm an die Gravur gehen sollte. Si-
riersystemen beim Druckgießen
Auch im Bereich der Druckgießwerk- cherlich nachvollziehbar und richtig, wenn
zeuge werden konturnahe Temperierun- man den ebenfalls klassischen Gießpro- Am Beispiel der auf der GIFA 2019 von
gen zumindest als Kernkühlung schon zess mit zwei heftigen Thermoschocks der Oskar Frech GmbH & Co. KG vorge-
lange eingesetzt. Dafür, dass man über beim Schuss (hohe Druckspannungen) stellten High-Speed-Casting-Cell werden
diesen schmalen Anwendungsbereich und beim Sprühen der Trennmittel (hohe die technischen Möglichkeiten in Kombi-
kaum hinausgekommen ist, mögen meh- Zugspannungen) vor Augen hat. Des Wei- nation mit einer Methodik der virtuellen
rere Gründe verantwortlich sein. Zu- teren spielen die deutlich höheren Kosten Prozessplanung nach dem Prinzip des CE
36 GIESSEREI 107 01/2020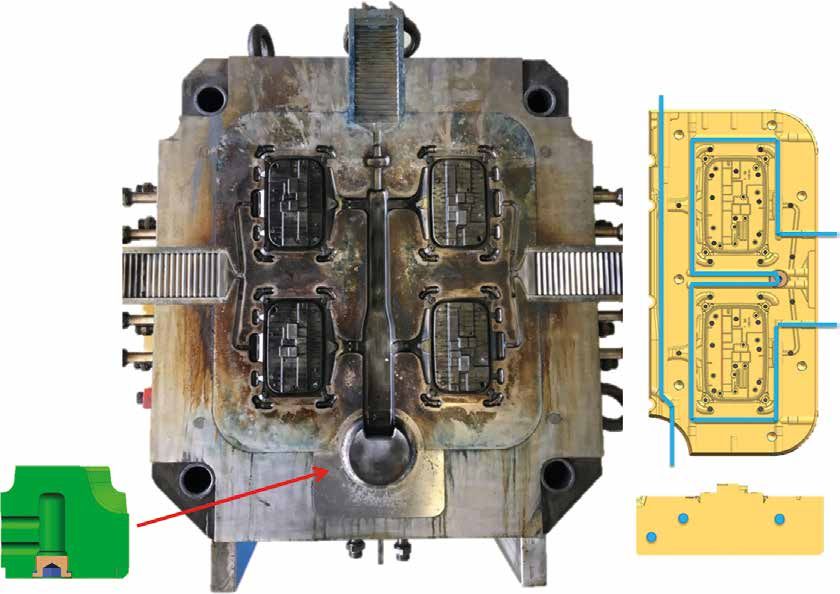
a b c d
GRAFIK: MAGMA
Bild 8: Schematisches Schussprofil (a) und Visualisierung des variierten Umschaltpunktes (früh (b) / mittel (c) / spät (d)).
a b
GRAFIK: MAGMA
c
Bild 9: Klassische 3-D-Magmasoft-
Ergebnisse zur Bewertung von a) Fließ-
fehlern (Fill-Temperature), b) Ungänzen
im Bauteil bzw. Porosität (Entrapped
Air-Mass) oder c) Oberflächendefekten
am Bauteil und Werkzeug (Mold-Erosion).
GIESSEREI 107 01/2020 37
TECHNOLOGIE & TRENDS
GRAFIK: OSKAR FRECH
Bild 10: Zusammensetzung der produktionstechnischen Kennzahl OEE aus der Maschinenverfügbarkeit, der Prozessgeschwindigkeit
und der resultierenden Bauteilqualität.
Tabelle 2: Ausgewählten quantitative Kriterien zur Beurteilung der Effektivitäts
erläutert. Die Motivation für dieses Projekt
steigerung
war eine signifikante Produktivitätsstei-
gerung eines Aluminium-Druckgussbau-
teils durch Reduzierung der Gesamtzyk- Zykluszeit: Füllzeit + Zeit bis Formöffnung (Erstarrungszeit im Lauf) + definierte
luszeit um mindestens 35 %. Die wirkliche Nebenzeiten bspw. für Sprühen/Abblasen
Herausforderung bestand in der Ermitt- Gussteilqualität: Minimale Fülltemperatur (Kaltlaufrisiko) / eingeschlossene Luftmasse
lung eines „optimalen Prozesses“, also in den Bauteilen * Porositätsrisiko
des besten Kompromisses aus Pro- Produktivität: Verhältnis Bauteil / Schussgewicht + Unterschied in der Füllzeit
duktqualität, Wirtschaftlichkeit und Ro- zwischen den oberen und den unteren Nestern
bustheit der Fertigung. Ausgehend vom Werkzeugbelastung: Risiko für Formerosion + Risiko für Anklebungen
bestehenden Serienprozess sollte unter
Verwendung modernster Anlagentechnik
kombiniert mit innovativer Werkzeugaus- den Wärmebänken über die Kühlrippen. Dosiermenge (Dosiergenauigkeit und
legung und unterstützt durch eine metho- Die korrespondierenden gießtechnischen -wiederholbarkeit) sowie einer schnellen
dische virtuelle Prozessanalyse ein Bench- Ziele lauten: servogesteuerten Transportvorrichtung,
mark geschaffen werden. > Vermeidung von Fließfehlern (Fließli- > Robamat-Hochleistungs-Mehrzonen-
Ausgangspunkt für das Projekt war ein nien, Kaltläufe, Oxide), temperiergeräte für Werkzeugeinsätze,
in Serie laufendes Fertigungskonzept für > Vermeidung von Oberflächenfehlern insbesondere mit konturnahen Temperie-
einen Kühlkörper aus Aluminium. Die durch Formerosion und Anklebungen, rungen,
Druckgießzelle bestand aus einer Druck- > Vermeidung großer Füllzeitdifferenzen > Spesima-Handlings- und Entnahme-
gießmaschine vom Typ Frech-DAK-580 zwischen den 4 Kavitäten des Werkzeugs, system.
mit konventionellem Dosiergerät sowie > Vermeidung von internen Fehlstellen
Sprüh- und Handlingstechnik. Das ver- aufgrund eingeschlossener Luft oder Durch die konsequente Verkettung der
wendete Werkzeug in 4-fach-Auslegung Schwindungsporosität. modernen Anlagentechnologien können
beruht auf einer klassischen Gießlaufge- bei Dosierung, Formöffnung und Entnah-
staltung in vertikaler Anordnung der Nes- Zur Steigerung der Produktivität durch me wertvolle Sekunden eingespart wer-
ter (Tannenbaum) sowie einer Temperie- Reduzierung der Gesamtzykluszeit wurde den (Tabelle 1). Mit der High-Speed-Gieß-
rung mit konventionellen Kühlbohrungen im ersten Schritt das Optimierungspoten- zelle kann die Gesamtzykluszeit von ins-
im Abstand von 10 bis15 mm von der zial durch Verwendung modernster ver- gesamt 38 s (Serienprozess) auf 33,4 s
Formgravur (Bild 2). Das Bauteil ist eine netzter Anlagentechnologien untersucht. reduziert werden. Dies entspricht einer
dünnwandige Abdeckung mit Kühlrippen Hierzu wurde bei der Moneva GmbH & Produktivitätssteigerung von ca. 12 %.
aus der Legierung EN AC-AlSi12(Fe) für Co. KG Leichtmetallguss eine „High- Basierend auf der neu eingerichteten
eine Elektronikanwendung aus dem Au- Speed-Gießzelle“ aus folgenden Kompo- High-Speed-Gießzelle wurde in einem
tomobilbereich (Bild 3). Die wesentlichen nenten aufgebaut: zweiten Schritt das Potenzial einer Werk-
Anforderungen an das Bauteil sind eine > Frech-Druckgießmaschine K640, zeugoptimierung in Kombination mit wei-
hohe Oberflächengüte und Maßhaltigkeit > Meltec-Vakuum-Dosierofen mit integ- teren Prozessverbesserungen der Tem-
sowie eine optimale Wärmeabfuhr von riertem System zum schnellen Wiegen der perier- und Sprühtechnologie untersucht.
38 GIESSEREI 107 01/2020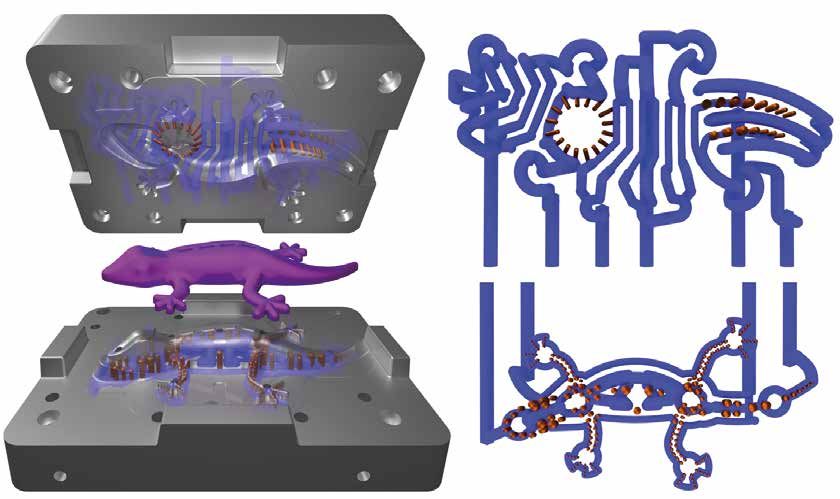
GRAFIK: MAGMA
Bild 11: Top 5 Virtuelle Experimente aus dem Magmasoft-Ranking mit einheitlicher Gewichtung der Kennzahlen.
GRAFIK: MAGMA
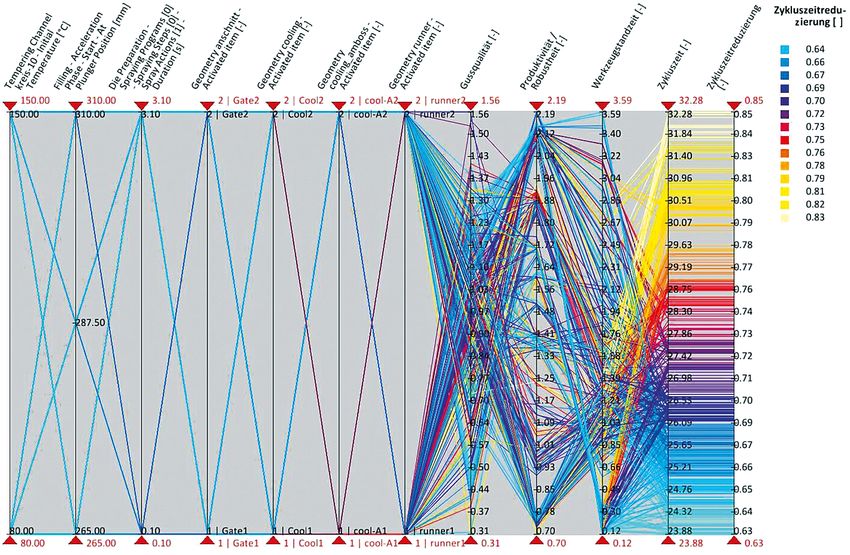
Bild 12: Interaktive Analyse und Bewertung des virtuellen Versuchsraums mithilfe des Parallelkoordinaten-Diagramms. Jeder Linien-
zug beschreibt eine Simulation mit der entsprechenden Variablenkombination und den resultierenden quantitativen Ergebnissen bzw.
Kennzahlen.
Ziel war die Ermittlung des besten Kom- stärkenverteilung ist das Risiko für signi- > Lokales Abkühlen der Formoberfläche
promisses aus minimaler Zykluszeit bei fikante schwindungsbedingte Porosität im in den effektiv nutzbaren Temperaturbe-
gleichbleibender Bauteilqualität, minima- Bauteil gering. Das Gießlaufsystem muss reich,
lem Ressourceneinsatz (Aluminium/ demnach keine effektive Nachspeisung > Ausblasen von Restfeuchtigkeit vor
Rücklaufanteil) und maximaler Werkzeug- des Bauteils gewährleisten und kann auf dem nächsten Gießzyklus.
standzeit. Im Fokus der Werkzeugopti- Ressourceneffizienz und kurze Erstar-
mierung stand eine zielgerichtete Gestal- rungszeit optimiert werden. Ein entspre- Eine signifikante Reduzierung des Zyklus-
tung des Gießlaufs hinsichtlich minima- chendes Gießlaufsystem mit reduzierter zeitanteils für den Sprühprozess (konven-
lem Energieeintrag und schneller Masse und vergrößerter spezifischer tionell 11,5 s) ist durch moderne wasser-
Erstarrung sowie eine innovative Ausle- Oberfläche wurde von der Werkzeugent- freie Micro-Sprühverfahren realisierbar. Im
gung einer effektiven lokalen Temperie- wicklung der Oskar Frech GmbH & Co. KG zweiten Optimierungsschritt wurde daher
rung durch konturnahe Kühlungen in der entwickelt und konstruiert. Das endkon- die Wollin-Micro-Spraying-Technologie mit
Druckgießform. turnahe Design des Kühlkörpers mit mi- einem individuell der Form angepassten
Die spezifizierte Oberflächenqualität nimalen Ausformschrägen erfordert einen Maskensprühwerkzeug in die High-Speed-
der Bauteile erfordert eine rasche und robusten Trennstoffauftrag für den Ent- Gießzelle integriert. Im Gegensatz zum kon-
homogene Formfüllung aller 4 Kavitäten formungsprozess. Die konventionelle Ap- ventionellen Sprühprozess entzieht die ein-
des Werkzeugs. Im Hinblick auf die dünn- plikation von wasserbasierten Trennstof- gesetzte Technologie der Werkzeugoberflä-
wandige Bauteilgeometrie des Kühlkör- fen durch Sprühen ist durch zwei zeitin- che nahezu keine Energie. Die Beibehaltung
pers sowie die relativ gleichmäßige Wand- tensive Prozessphasen geprägt: der Energiebilanz muss durch eine ange-
GIESSEREI 107 01/2020 39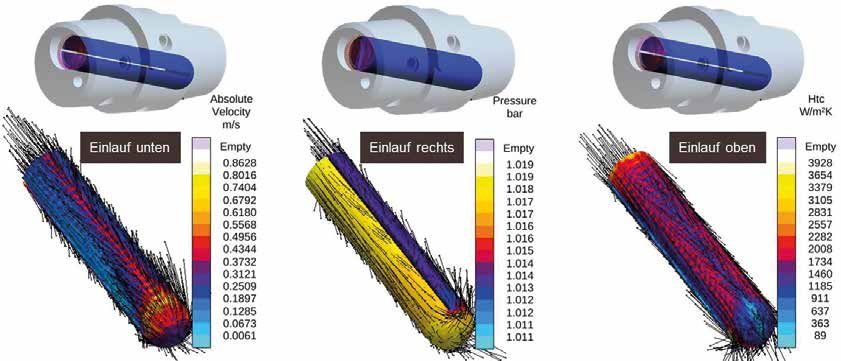
TECHNOLOGIE & TRENDS
Tabelle 3: Gegenüberstellung der Prozesszeiten mit modifiziertem Werkzeug und Verwendung der Micro-Spray-Technology.
Kühlung: konventionell Kühlung: konturnah
Amboss: konventionell Amboss: konturnah
Gießlauf: konventionell Gießlauf: optimiert
Anschnitt: schmal Anschnitt: breit
Durchflussrate: 15 l/min Durchflussrate: 15 l/min
Temp. Medium: 150 °C Temp. Medium: 80 °C
GRAFIK: MAGMA
Sprühen: konventionell Sprühen: Micro-Spray
Umschaltpunkt: spät Umschaltpunkt: mittel
Virtuelles Design 118 Virtuelles Design 274
High-Speed-Gießzelle K640 K640 mit Werkzeugmodifikation
in s in s
Schließen 2,7 2,7
Dosieren 2,1 2,1
Gießen
1. Phase 1,2 1,2
2. Phase 0,1 0,1
Abkühlzeit 6 5,1 Reduzierung durch konturnahe Werkzeug
temperierung
Öffnen 2 2
Auswerfer vor 0,4 0,4
Entnahme 4,9 4,9
Sprühen 11,5 4,5 Micro Spraying in Kombination mit konturnaher
Werkzeugtemperierung
Auswerfer zurück 0,5 sec Während des Sprühens
Gießkolben zurück 1,5 sec Während des Sprühens
Wartezeit Entnahme
bis Start Sprühen 2,5 2,5 Optimierter Ablauf
Gesamtzykluszeit 33,4 23 Reduzierung der Zykluszeit um weitere 31%
passte interne Werkzeugtemperierung er- > Definition der Ziele, starrung (Bild 5 a, b) sowie eine geome-
folgen. Innovative konturnahe Temperierun- > Festlegung der relevanten Variablen: trische Variation der Anschnittsektion ans
gen bieten hier eine zielgerichtete und Dies können sowohl Prozessparameter Bauteil im Hinblick auf eine schnelle und
effiziente Möglichkeit, den lokalen Tempe- als auch Geometrievariationen des Bau- gleichmäßige Füllung aller vier Kavitäten
raturhaushalt des Werkzeuges zu beeinflus- teils oder des Werkzeugs sein. mit möglichst geringen Füllzeitdifferenzen
sen. Ausgehend von der konventionellen > Auswahl belastbarer Qualitäts- bezie- (Bild 5 c, d).
Temperierung wurden die relevanten Berei- hungsweise Messkriterien: Welche Ergeb-
che (Teileinsätze der Kavität und Amboss) nisse der Simulation beschreiben die Zie- Um eine ausgeglichene Energiebilanz in
unter Verwendung der Frech-Laser-Melting- le oder dokumentieren eine gewünschte Verbindung mit der geplanten Micro-
Technologie (FLM) auf hocheffiziente kon- Veränderung? Spray-Technology zu realisieren, wurde
turnahe Kühlungen umkonstruiert (Bild 4). > Definition der Startsequenz: Anzahl die Umstellung der inneren Werkzeugküh-
der Simulationen, die eine statistisch ab- lung ebenfalls in das virtuelle Prozessmo-
Parallel zur konstruktiven Ausgestaltung gesicherte Erkenntnis liefern. dell integriert. Zur Bewertung der Effek-
und Umsetzung wurde nach dem Prinzip > Zielgerichtete Auswertung der statis- tivität und Sensibilität der unterschied-
des Collaborative Engineering mit Mag- tischen Simulationsdaten. lichen Kühlungsvarianten (Bild 6) wurden
masoft eine umfangreiche virtuelle Pro- zusätzlich folgende Prozessparameter für
zessanalyse über alle relevanten Geome- Für das virtuelle Assessment der Frech- die Temperierkanäle variiert:
trie- und Prozessparameter durchgeführt. High-Speed-Gießzelle wurden sowohl al- > Durchflussmenge zwischen 8 und
Methodisches, virtuelles Experimentieren le relevanten geometrischen Modifikati- 15 l/min,
mit Magmasoft ist eine zukunftsweisende onen des Gießsystems und der Werk- > Temperatur des Kühlmediums zwi-
Arbeitsweise, um Bauteilgeometrie, Werk- zeugtemperierung als auch kritische schen 80 und 150 °C.
zeug und Fertigungsabläufe durch trans- Prozessparameter als Variablen berück-
parentes und quantitatives Prozessver- sichtigt. Konkret wurden jeweils der ur- Insbesondere bei komplexen Kühlkanal-
ständnis optimal und robust zu gestalten. sprüngliche Zustand sowie die für den geometrien, wie beispielsweise den oben
Das Ziel der virtuellen Prozessanalyse war zweiten Optimierungsschritt geplanten dargestellten konturnahen Kühlungen, ist
die Identifikation einer konkreten ferti- Werkzeug- und Prozessmodifikationen in die Kenntnis über die lokal im Werkzeug
gungstechnischen Lösung, des besten das Simulationsmodell integriert. Einge- realisierbare Kühl- bzw. Temperierleis-
Kompromisses aus Qualität und Wirt- bunden wurden zum Beispiel eine res- tung von entscheidender Bedeutung. In
schaftlichkeit. Ein systematischer Ansatz sourceneffiziente Umgestaltung des Gieß- Magmasoft können die Strömungsbedin-
zur Nutzung von Gießprozess-Simulation laufs hinsichtlich eines verringerten gungen im Kühlkanal parallel zur klassi-
kann in folgende Schritte unterteilt wer- Rücklaufanteils, eines reduzierten Ener- schen Formfüll- und Erstarrungssimula-
den: gieeintrags und einer beschleunigten Er- tion der Kavität berechnet werden. Am
40 GIESSEREI 107 01/2020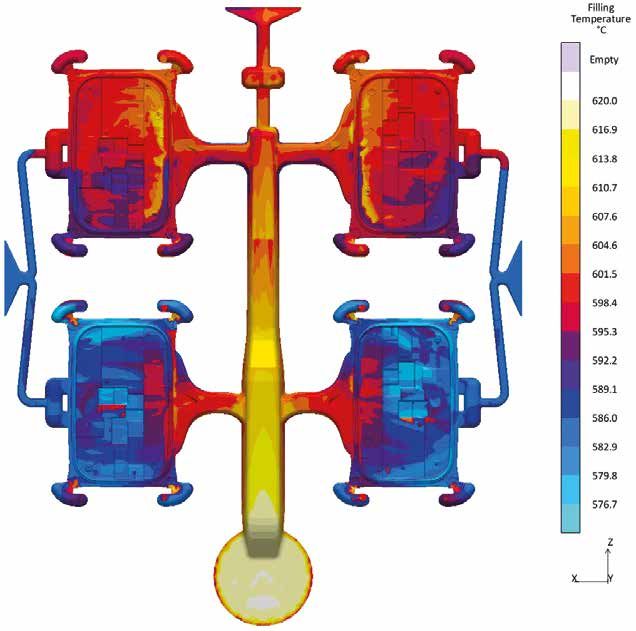
GRAFIK: MAGMA
Bild 13: Individuelle Auswahl des „optimalen Prozesses“ unter Berücksichtigung der spezifischen Anlagen und Prozessgegebenheiten,
Experiment Nr. 274.
Beispiel einer einfachen Turmkühlung > Füllzeitdifferenzen: Fill-Time als maxi- ist der Ansatz „statistisch abgesicherte
sind exemplarisch einige Ergebnisse ei- male Differenz zwischen allen Nestern, Erkenntnisse bei minimaler Anzahl an Ex-
ner Strömungsberechnung im Kühlkanal > Interne Fehlstellen: Entrapped Air- perimenten“. Im Rahmen des Benchmark-
dargestellt (Bild 7). Die Berücksichtigung Mass (Gasporosität) und Porosity Projektes High-Speed-Casting-Cell wurde
des konventionellen, wasserbasierten (Schwindungsporosität). ein vollfaktorielles Design of Experiments
Trennstoffauftrags beziehungsweise der (DoE) verwendet, d.h. alle 384 theoretisch
innovativen Wollin-Micro-Spray-Techno- Exemplarisch sind nachfolgend zu den möglichen Parameterkombinationen wur-
logy erfolgt im Simulationsmodell verein- oben genannten Qualitätskriterien einige den simuliert. Das virtuelle Experiment
facht über definierte Sprühflächen mit korrespondierende 3-D-Ergebnisse aus Nr. 108 entspricht dem Ausgangsprozess
unterschiedlichen Intensitäten des Wär- der Gießprozess-Simulation mit Mag- nach der Umstellung des ursprünglichen
meentzugs aus der Werkzeugoberfläche. masoft dargestellt (Bild 9). Aus der Anzahl Serienprozesses auf die High-Speed-Gieß-
Um die Robustheit der gießtechni- der definierten Variablen und deren Frei- zelle. Da eine konventionelle Auswertung
schen Auslegung besser bewerten zu kön- heitsgraden ergibt sich der Versuchsraum der virtuellen Experimente mittels 3-D-
nen, wurde als weitere Prozessvariable für die virtuellen Experimente: Ergebnisse nicht sinnvoll durchführbar ist,
der Umschaltzeitpunkt in die virtuelle Un- > Gießlaufdesign konventionell/opti- werden die Simulationsergebnisse in
tersuchung integriert, von der langsamen miert (2) Magmasoft zusätzlich nach definierten
ersten auf die schnelle zweite Phase mit > Anschnittgeometrie schmal/breit (2) Kriterien in quantitative Zahlenwerte au-
den Zuständen früh, mittel, spät (Bild 8). > Ambosskühlung konventionell/kontur- tomatisch umgewandelt. Mit den integ-
Wichtigster Schritt in der systematischen nah (2) rierten, statistischen Analysewerkzeugen
und zielgerichteten Nutzung der Gießpro- > Einsatzkühlung konventionell/kontur- können alle untersuchten Experimente
zess-Simulation ist die Definition aussa- nah (2) komfortabel, übersichtlich und schnell
gekräftiger Qualitätskriterien und Mess- > Durchflussmenge 8/15 l/min (2) ausgewertet werden.
größen zur Bewertung der virtuell unter- > Mediumstemperatur 80/150 °C (2) Die ausgewählten quantitativen Kri-
suchten Prozessvarianten. Für den > Sprühprozess konventionell/Micro- terien (Tabelle 2) für die Gussteilqualität,
Kühlkörper orientiert sich die Auswahl der sprühen (2) die Belastung der Druckgießform oder
relevanten Magmasoft-Ergebnisse an den > Umschaltpunkt früh/mittel/spät (3). die Effizienz und Robustheit des Ferti-
definierten Anforderungen des Bauteils: gungsprozesses wurden über sogenann-
> Fließfehler: Minimum Fill-Temperature Zur Reduzierung des Berechnungsauf- te Use-Results zu leicht verständlichen
(Kaltlaufrisiko) in den 4 Kavitäten, wands können unterschiedliche statisti- Kennzahlen (KPI’s) zusammengefasst.
> Oberflächendefekte: Mold-Erosion sche Versuchsplanungsstrategien (z.B. Die Kennzahlen orientieren sich an der
(Auswaschungen) und Die-Soldering (An- Sobol) zur Erzeugung der sogenannten realen produktionstechnischen Kennzahl
klebungen), Startsequenz angewendet werden, üblich OEE, die auch beim Druckgießen nach
GIESSEREI 107 01/2020 41TECHNOLOGIE & TRENDS
GRAFIK: MAGMA
Bild 14: Das aus der individuellen Bewertung ermittelte virtuelle Experiment Nr. 274 liegt bei einheitlicher Gewichtung der Kennzah-
len im Magmasoft-Ranking auf Platz 76.
und nach Einzug hält. Der OEE vereint als den primären Optimierungszielen für die logien für konturnah und konturangepasst
Messgröße der Effektivitätssteigerung High-Speed-Gießzelle. Das virtuelle Expe- temperierte Werkzeugsegmente. Die ge-
die Kategorien Verfügbarkeit (z.B. Werk- riment Nr. 274 ist der gewählte Kompro- nannten Potenziale sind bekannt und
zeugstandzeit, …), Geschwindigkeit (z.B. miss aus Produktqualität, Wirtschaftlich- quantifizierbar, es bedarf im Einzelfall nur
Zykluszeit, …) und Bauqualität, bzw. Aus- keit und Robustheit der Fertigung bei der Entscheidung für eine andere Vorge-
schuss (Bild 10). Die Bildung der Kenn- gleichzeitiger Reduzierung der Zykluszeit hensweise. Die im vorliegenden Beitrag
zahlen zur Beschreibung eines „optima- um nahezu 35 % gegenüber der ursprüng- vorgeschlagene Methodik ermöglicht ne-
len Prozesses“, also des besten Kompro- lichen Serienfertigung. In der normierten ben der Identifizierung der konkreten fer-
misses aus Produktqualität, Wirt- Magmasoft-Rangfolge liegt das virtuelle tigungstechnischen Lösung für das Werk-
schaftlichkeit und Robustheit der Ferti- Experiment Nr. 274 auf Platz 76 (Bild 14). zeug und den Gießprozess, die Festlegung
gung, erfolgt durch mathematische Ver- Nach der Modifikation des Druckgieß- des besten Kompromisses, den der Gießer
knüpfung der Ergebnisse. Die virtuellen werkzeuges bei der Oskar Frech GmbH hinsichtlich Qualität und Wirtschaftlich-
Kennzahlen entsprechen dabei nicht & Co. KG erfolgte die Implementierung keit anstrebt. Nahezu frei von wirtschaft-
zwingend physikalischen Zusammenhän- des Prozesses anhand der virtuell ermit- lichen oder produktiven Risiken können
gen und wurden zur vereinfachten Be- telten Parameterkombination in die High- beliebige Szenarien auf ihren Beitrag zur
wertung des komplexen virtuellen Ver- Speed-Gießzelle. Die in das Werkzeug Steigerung der Effizienz (OEE) einer Druck-
suchsfeldes auf das Referenzexperiment integrierten konturnahen Temperierun- gießzelle hin untersucht werden. Durch
Nr. 108 normiert. Werte größer 1 ent- gen ermöglichen in der Kombination mit die methodische Vorgehensweise lassen
sprechen einer Verbesserung gegenüber dem Einsatz der Micro-Spray-Technology sich Korrelationen zwischen Fertigungs-
dem Ausgangszustand der High-Speed- eine Reduzierung der Gesamtzykluszeit parametern und Qualitätsmerkmalen des
Gießzelle. Die Reduzierung der Zykluszeit auf ca. 23 s (Tabelle 3). Dies entspricht Gussteils auch für komplexe Fragestellun-
ist prozentual in Referenz zum ursprüng- – im Vergleich zum ursprünglichen Seri- gen systematisch und früh in der Entwick-
lichen Serienprozess angegeben. Auf Ba- enprozess - einer Kapazitätssteigerung lungsprozesskette generieren. Entschei-
sis der normierten Kennzahlen wird in von nahezu 40 %. dungen werden auf der Basis eines CAE-
Magmasoft eine Rangfolge der virtuellen Entwicklungsprozesses, bei dem Bauteil
Experimente erzeugt (Bild 11) die, bei und Prozess vom Konstrukteur und Gießer
Intelligente Temperierung von
einheitlicher Gewichtung der Kennzahlen, simultan optimiert werden, abgesichert
Druckgießwerkzeugen
eine unmittelbare Ermittlung einer opti- und unterstützen damit den Produktent-
malen Lösung ermöglicht. ‚Die Temperierung von Druckgießwerkzeu- wickler, den Werkzeugbauer und den Gie-
Um die realen Prozessgegebenheiten gen kommt zum Schluss‘, nach diesem ßereifachmann bei der Auslegung robus-
zu berücksichtigen, wurde mithilfe des Prinzip werden heute im Allgemeinen Po- ter, kosten- und ressourceneffizienter Pro-
Parallelkoordinaten-Diagramms der vir- sitionen und Dimensionen von Temperier- dukte und Prozesse.
tuelle Versuchsplan detailliert und inter- kanälen ausgelegt. Wenn zu diesem Zeit-
aktiv bewertet (Bild 12). In den Spalten punkt keine Informationen über den Wär- Dr. Waldemar Sokolowski, Ronny Aspacher
(von rechts nach links) sind die Variablen mehaushalt des Werkzeuges im Betrieb und Nikolai Clauss, Oskar Frech GmbH &
mit den jeweiligen Zuständen sowie die vorliegen, geht das auch nicht anders. Die Co. KG, Schorndorf,
definierten Kennzahlen aufgetragen. Die Vorgehensweise ist jedoch keinesfalls Dr.-Ing. Götz Hartmann, Dipl.-Ing. Hartmut
Skalierung orientiert sich an der Zyklus- zeitgemäß. Man verzichtet auf die Poten- Rockmann und Dr. Horst Bramann,
zeitreduzierung. Jede Linie im Diagramm ziale des im Maschinenbau seit 140 Jahren MAGMA GmbH, Aachen
entspricht einem virtuellen Experiment. bekannten Frontloadings, der seit 30 Jah-
Die Schieberegler ermöglichen eine ren verfügbaren Möglichkeiten der com- Literatur:
schnelle Anpassung der gewünschten putergestützten optimierten Auslegung [1] Kunststoff + Verarbeitung (2019), [Nr.
Randbedingungen und Ziele. Bild 13 zeigt von Gießprozessen und der modernen, 40], S. 65.
eine individuelle Auswahl basierend auf teilweise generativen Fertigungstechno- [2] Giesserei 106 (2019), [Nr. 11], S. 81.
42 GIESSEREI 107 01/2020Sie können auch lesen