Magazin für Papiertechnik - Voith
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Magazin für Papiertechnik
Neues aus den Divisions:
Engineering als Kernkompetenz.
Lang Papier PM 5 – Bilanz nach
16 Monaten Betrieb.
Schongau PM 9 – eine Investition
für die Zukunft.
Neue Aufträge aus der Volksrepublik
China.
SAICA 3 PM 9 – die schnellste
Papiermaschine für Wellenstoff.
11 Nipco – 25 Jahre System-Erfahrung.
Papierkultur:
Global Player der anderen Art.
Inhaltsverzeichnis
EDITORIAL
Vorwort 1
Highlights 2
NEUES AUS DEN DIVISIONS
Voith Paper Fiber Systems –
nicht nur ein neuer Name für die Division Stoffaufbereitung… 6
Fiber Systems: Engineering als Kernkompetenz
und ein wesentlicherBestandteil der Dienstleistungen von Voith Paper 8
Fiber Systems: Weltweit modernste Recyclinganlage
für Getränkekartons eingeweiht 13
Fiber Systems: Superstart für die Stoffaufbereitung und Holzschliffbleiche
der neuen PM 3 bei Haindl Papier, Augsburg 14
Papiermaschinen: Lang Papier PM 5 – Das neue Online-Konzept für SC-Papier
Erfolgreiche Bilanz nach 16 Monaten Betrieb 18
Papiermaschinen: Der DuoFormer D – eine Erfolgsgeschichte 23
Papiermaschinen: Schongau PM 9 – Installation modernster Technik für neue
SCB-Plus-Qualität aus 100 % DIP in 56 Tagen … eine Investition für die Zukunft 28
Papiermaschinen: Neue Aufträge aus der Volksrepublik China 33
Papiermaschinen: Laakirchen PM 11 – eine Herausforderung für SC-A plus Papiere 36
Papiermaschinen: Procor – eine Herausforderung an Voith Paper Brasilien
Neue Produktionslinie für Wellpappe und Testliner 38
Papiermaschinen: Modern Karton – der erfolgreiche Start-Up einer High-Tech-
White Top Liner Maschine in der Türkei 40
Papiermaschinen: SAICA 3 PM 9 – die schnellste Papiermaschine für Wellenstoff 44
“ahead 2001 – Challenge the Future
Comprehensive Solutions for Paperboard & Packaging 49
Papiermaschinen: Neue Entwicklungen mit TissueFlex™ 50
Papiermaschinen: Fibron Machine Corp. – der Spezialist von Voith Paper
für lückenloses Überführen in der gesamten Maschine 54
Finishing: Nipco – 25 Jahre Systemerfahrung jetzt konzentriert am Standort Krefeld 58
Service: Die Cera-Familie – harte Funktionsbeschichtungen für gehobene Ansprüche 62
Titelfoto:
Voith Fabrics: Spectra – eine Familie von Kombinationspressfilzen 66 Fechtzentrum Heidenheim,
Teilnehmer der
PAPIERKULTUR 27. Olympischen Sommer-
spiele in Sydney –
Global Player der anderen Art 70
Schongau PM 9.
1
Sehr geehrter Kunde, lieber Leser,
dies ist die erste twogether-Ausgabe nach Abschluss unseres Geschäftsjahres
1999/2000, und es bietet sich daher an, einen kurzen Rückblick auf die Ereignisse in
diesem Zeitraum zu geben.
Die Integration der Scapa Gruppe in den Voith Konzern spiegelt sich zum ersten Mal
in den Konzernzahlen voll wieder und zeigt eine ansehnliche und positive Auswirkung
auf unser Gesamtgeschäftsvolumen mit der Zellstoff- und Papierindustrie. Das kräftige
Wachstum ist jedoch nicht nur bedingt durch Akquisitionen, sondern wurde auch
gestützt durch die starke Nachfrage nach unserer anerkannten Prozesstechnologie mit
den dazugehörigen Leistungen.
Voith Paper und Voith Fabrics hatten zusammen einen Auftragseingang von
Hans Müller, DM 3.200 Mio. (_ 1.630) und einen Umsatz von DM 3.000 Mio. (_ 1.530) zu ver-
Vorsitzender der Geschäftsführung
Voith Paper zeichnen. Die Wachstumsrate entspricht beeindruckenden 30 % im Vergleich zum
vorangegangenen Geschäftsjahr.
Das letzte Jahr war eine besondere Herausforderung an unser Voith Paper Team,
das insgesamt 15 neue Produktionsanlagen, eine Rekordzahl in der Voith Geschichte,
erfolgreich in Betrieb genommen hat. Diese Maschinen sind mit anerkannt hoch-
entwickelter Technik ausgerüstet, wie beispielsweise dem TQv-Former, dem Tandem-
NipcoFlex™-Pressenkonzept und neuen Formerkonzepten für die Karton- und Ver-
packungsindustrie. Die weltweit schnellste Wellenrohpapiermaschine ist in Rekordzeit
erfolgreich in Betrieb gegangen.
Viel von dem Vertrauen, das Kunden Voith entgegenbringen, beruht auf dem allum-
fassenden Prozesswissen, das das Voith-Team über die Jahre angesammelt und
umgesetzt hat. Unterstützt wird dies durch ein weltweit unübertroffenes Servicenetz
für die Zellstoff- und Papierindustrie, in das jetzt auch Voith Fabrics eingebunden ist.
Wir möchten dies zum Anlass nehmen, um unseren Kunden weltweit für das in uns
gesetzte Vertrauen zu danken und freuen uns auf eine weiterhin gute Zusammenarbeit.
Ihr
Hans Müller
im Namen des Voith Paper Teams
2 HIGHLIGHTS
Interessante Inbetriebnahmen aus dem Geschäftsjahr 1999/2000
Altpapieraufbereitungssysteme Sepac-Serrados e Pasta de Celulose, Modern Karton Sanayi ve Ticaret,
Fiber Systems
und -subsysteme für Karton Mallet, Brasilien. Corlu, Türkei.
und Verpackungspapiere Klabin Kimberly, Cruzeiro, Brasilien. Shandong Rizhao, China.
Altpapieraufbereitungssysteme und Paperboard Industries, Toronto, Sangyong Paper, Yongi-gun,
-subsysteme für grafische Papiere Kanada. Südkorea. Tissue
SAPPI Fine Papers, Mobile, AL, USA. Papel Misionero, Misiones, Kimberly-Clark, Philippinen. San Francisco, Mexicali, Mexiko.
Appleton Papers, W. Carrollton, Argentinien. Fort James Nederland, Cuijk, Occonto Falls Tissue, Occonto Falls,
OH, USA. FS-Karton, Neuss, Deutschland. Niederlande. USA.
Bowater, Catawba, SC, USA. Cartonnerie de Pont Audemer, Cascades Services and Achats,
Kimberly-Clark de Mexico, Morelia, Pont Audemer, Frankreich. Altpapieraufbereitungssysteme und Rockingham, USA.
Mexiko. Papierfabrik Schoellershammer, -subsysteme für andere Papiersorten
Chapelle Darblay, Grand Couronne, Düren, Deutschland. Sihl Landquart, Landquart, Schweiz. Ein- und Umbauten
Frankreich. General Company for Paper Industry Fort James, Kunheim, Frankreich.
Koehler, Kehl, Deutschland. (RAKTA), Alexandria, Ägypten. Roman Bauernfeind Papierfabrik,
Rio Pardo Industria de Papeis e SAICA 3, Zaragoza, Spanien. Papiermaschinen Frohnleiten, Österreich.
Celulose, Santa Rosa do Viterbo, Pfleiderer Teisnach, Teisnach, Patria Papier & Zellstoff,
Brasilien. Deutschland. St. Gertraud, Österreich.
Compania Suzano de Papel e Sande Paper Mills, Sande, Grafische Papiere Lövholmens Bruk, Schweden.
Celulose, Suzano, Brasilien. Deutschland. Quena Newsprint Paper, Kairo, Cartiera Tolentino, Tolentino,
Fabrica de Papel Ledesma, Jujuy, SCA Packaging Obbola, Obbola, Ägypten. Italien.
Argentinien. Schweden. Produits Forestiers Alliance, Zellstoff und Papierfabrik Rosenthal,
Condat, Le Lardin St Lazare, Genting Sanyen, Bantig Selangor, Donnacona, Kanada. Deutschland.
Frankreich. Malaysia. SOPORCEL, Lavos, Portugal. SCA Fine Paper, Stockstadt,
Papierfabrik Hermes, Düsseldorf, Ruby Macons, Indien. Haindl Papier, Schongau, Deutschland.
Deutschland. Asia Kraft, Südkorea. Deutschland. Union Industrial Papelera, Spanien.
Haindl Papier, Augsburg, Perlen Papier, Perlen, Schweiz. Smurfit Towsend Hook, Snodland,
Deutschland. Altpapieraufbereitungssysteme und August Koehler, Kehl, Großbritannien.
Norske Skog, Skogn, Norwegen. -subsysteme für Tissuepapiere Deutschland. Mondialcarta, Diecimo, Italien.
SOPORCEL, Lavos, Portugal. Kimberly-Clark de Mexiko, Ecatepec Papierfabrik Hermes,Düsseldorf, Daio Paper Corporation,
Papierfabrik Utzenstorf, Utzenstorf, de Morelos, Mexiko. Deutschland. Mishima PM 5, Japan.
Schweiz. Kimberly-Clark, Mobile, AL, Daio Paper Corporation,
Quena Newsprint Paper, Kous, USA. Karton und Verpackungspapiere Mishima PM 6, Japan.
Ägypten. Kimberly-Clark de Mexiko, Ramos SAICA – Sociedad Anonima Indus- Daio Paper Corporation,
Gebr. Lang, Ettringen, Deutschland. Arizpe, Mexiko. tries Celulosa Aragonesa, Spanien. Mishima PM 7, Japan.
Daehan Paper, Chongwon, Südkorea. WEPA Papierfabrik, Giershagen, Republic Paperboard Company, Daio Paper Corporation,
PanAsia Paper Chongwon, Deutschland. Lawton, USA. Mishima PM 8, Japan.
Chongwon, Südkorea. Fabrica de Celulose e Papel da Zhuhai Hongta Renheng Paper Bosso Carte Speciale Mathi,
Aspex 3, Indonesien. Amazonia, Belem, Brasilien. Product, China. Canavese, Italien.
3 FS Karton, Neuss, Deutschland. Streichtechnik SOPORCEL – Sociedade Portuguesa Dong Ying, China. Ahlstrom Corporation, Kauttua, Repap New Brunswick, Miramichi, de Celulose, Lavos, Portugal. Papierfabrik Hermes, Düsseldorf, Finnland. Kanada. Perlen Papier, Perlen, Schweiz. Deutschland. Moritz J. Weig, Mayen, Zhuhai Hongta Renheng Paper Produits Forestiers Alliance, Boading Banknote, China. Deutschland. Product, China. Donnacona, Kanada. Sun Paper, China. Nagoya Pulp Gifu Mill, Japan. StoraEnso Corbehem, Corbehem, SAICA – Sociedad Anonima Indus- Longview Fibre, USA. Frankreich. tries Celulosa Aragonesa, Spanien. Glättwerke Atlantic Packaging, Kanada. StoraEnso Research, Imatra, Perlen Papier, Perlen, Schweiz. Consolidated Papers, Wisconsin, Finnland. – Tragtrommelroller Sun Paper, China. Rapids, USA. Papelera del Aralar, Aralar, Spanien. Roermond Papier, Niederlande. Consolidated Papers, Champion Papel e Celulosa, Haindl Papier, Schongau, Rollenschneider Kimberly, USA. Brasilien. Deutschland. SOPORCEL – Sociedade Portuguesa Schoellershammer Industriepapier, Dong Ying Xie Fa Paper Industry, Holmen Paper, Hallsta, Schweden. de Celulose, Lavos, Portugal. Düren, Deutschland. China. Modern Karton Sanayi ve Ticaret, Quena Newsprint Paper, Kairo, Ziegler Papier, Grellingen, SCA Finepaper Stockstadt, Corlu, Türkei. Ägypten. Schweiz. Stockstadt, Deutschland. Papierfabrik Hermes, Deutschland. Munkedals, Schweden. Steinbeis Temming Papier, August Koehler, Oberkirch, Twister/ Roll Handling Japan Paperboard Industries, Glückstadt, Deutschland. Deutschland. SOPORCEL – Sociedade Portuguesa Soka PM 1, Japan. Georgetown, USA. Quena Newsprint Paper, Kairo, de Celulose, Lavos, Portugal. Koa Kogyo, Fuji PM 6, Japan. Bastrop, USA. Ägypten. Quena Newsprint Paper, Kairo, Nippon Paper Industries, Yufutsu, Fabrica de Papel Ledesma, Jujuy, Ägypten. Japan. Argentinien. Finishing Steinbeis Temming, Temming, Nippon Paper Industries, SOPORCEL – Sociedade Portuguesa Deutschland. Ishinomaki, Japan. de Celulose, Lavos, Portugal. Janus-Concept August Koehler, Kehl, Deutschland. Champion Papel e Celulosa, VPK Oudegem, Oudegem, Belgien. Haindl Papier, Schongau, Maul Belser, Nürnberg, Deutschland. Mogi Guacu, Brasilien. Perlen Papier, Perlen, Schweiz. Deutschland. Klabin, Brasilien. Champion International, Sartell, Kanzan Feinpapiere, Düren, Produits Forestiers Alliance, USA. Deutschland. Donnacona, Kanada. Usinede Condat Le Lardin, SAICA – Sociedad Anonima August Koehler, Kehl, Deutschland. Automation Condat Map, Frankreich. Industries Celulosa Aragonesa, Perlen Papier, Perlen, Schweiz. Trierenberg Holding, Tervakoski, Spanien. Perlen Papier, Perlen, Schweiz. Finnland. Burgo Stabilimento di Chieti, Chieti, Ecosoft-Kalander Charles Turner, Bolton, Fabrica de Papel Ledesma, Jujuy, Italien. Holmen Hallsta, Schweden. Großbritannien. Argentinien. SOPORCEL – Sociedade Portuguesa Gebr. Lang, Ettringen, Deutschland. August Koehler, Oberkirch, Wickeltechnik de Celulose, Lavos, Portugal. Huatai Paper, Dawang, Deutschland. – Sirius Quena Newsprint Paper, Kairo, Dongying City, Shandong, China. Peterson Scanproof, Haindl Papier, Schongau, Ägypten. Haindl Papier, Schongau, Norwegen. Deutschland. Portals Overton, Großbritannien. Deutschland.
4 HIGHLIGHTS
Bedeutende Aufträge aus dem aktuellen Bestand
Altpapier-Aufbereitungssysteme WEPA Papierfabrik, Müschede, Segezha Pulp & Paper Mill,
Fiber Systems
und -subsysteme für Karton Deutschland. Segezha, Russland.
und Verpackungspapiere Oconto Falls Tissue, Oconto Falls, Cartiera di Carbonera,
Cartones Ponderosa, San Juan del WI, USA. Camposampiero, Italien.
Altpapier-Aufbereitungssysteme und Rio, Mexiko. LPC Group, Leicester, Neusiedler, Kematen, Österreich.
-subsysteme für graphische Papiere Longview Fiber, Longview, WA, USA. Großbritannien. Stora Enso Magazine Paper,
Kimberly-Clark de Mexico, Propapier, Burg, Deutschland. Carta Fluminensa Ind. e Com., Reisholz, Deutschland.
San Rafael, Mexiko. Genting Sanyen, Bantig Selangor, Rio de Janeiro, Brasilien. Nippon Paper Board Geibo, Japan.
Stora Enso, Wisconsin Rapids, WI, Malaysia. Papeles Industriales, Georg Leinfelder, Schrobenhausen,
USA. Papierfabrik Schoellershammer, Santiago de Chile, Chile. Deutschland.
International Paper, Pine Bluff, AR, Düren, Deutschland. Irving Paper Mill, Kanada.
USA. SCA Packaging New Hythe, Zaktady Celulozy i Papieru
SAPPI Fine Papers, Mobile, AL, Aylesford, Großbritannien. Papiermaschinen „Celuloza“, Swiecie, Polen.
USA. Leipa Georg Leinfelder, Schwedt, Inland Empire, USA.
Appleton Papers, W. Carrollton, OH, Deutschland. Grafische Papiere Tohoku Paper, Akita, Japan.
USA. Sande Paper Mills, Sande, SCA Graphic Laakirchen, Indah Kiat Serang, PM 3, Indien.
Kruger Newsprint, Bromptonville, Norwegen. Laakirchen, Österreich. Indah Kiat Serang, PM 6, Indien.
QC, Kanada Kappa Graphic Board, Hoogezand, Jiangxi Paper Mill, Nanchang, LPC Leicester, Großbritannien.
Bowater, Catawba, SC, USA. Niederlande. China. Kolicevo Karton Proizvodnja
Daishowa, Quebec City, QC, Kanada. SAICA 3, Zaragoza, Spanien. Japan Paperboard Industries, Geibo, kartona, Slovenien.
US Alliance, Coosa Pines, AL, USA. CMPC, Puento Alto, Chile. Japan. Stora Enso Imatra, Tainionkoski,
SP Newsprint, Newberg, OR, USA. Rizhao, China. August Koehler, Kehl, Deutschland. Finnland.
Kimberly-Clark de Mexico, Swiecie, Polen. Minfeng Paper Mill, Jiaxing, China. Stora Enso, Uetersen, Deutschland.
Naucalpan, Mexiko. Cartiera Niccoli, Carbonera, Italien. Newark America, Fitchburg, USA.
Madison Papers, Alsip, IL, USA. Companhia do Papel do Prado, Karton und Verpackungspapiere Papierkombinat Archangelsk,
West Linn Paper, West Linn, OR, Tomar, Portugal. Rebox, USA. Russland.
USA. Klabin Fabricadora de Papel e Visy Paper, Australien. Technokarton Mayen, Deutschland.
Steyrermühl, Steyrermühl, Celulose, Lajes, Brasilien. Papeles Cordillera/CMPC, Chile. Copamex, Mexiko.
Österreich. Propal, Cali, Kolumbien. Oji-Fuji Mitsui, Bussan, Japan. Steinbeis Temming Papier,
Pan Asia Paper Korea, Seoul, Santa Clara Industria de Pasta e Glückstadt, Deutschland.
Südkorea. Papel, Candoi, Brasilien. Tissue Inland Empire, Millwood, USA.
Pan Asia Paper Thailand, Bangkok, Celulose Irani, Vargem Bonita, Copamex, Mexiko. Kruger, Corner Brook, Kanada.
Thailand. Brasilien. Westvaco Corporation, Evadale,
Papierfabrik August Koehler, Kehl, Orsa Celulose e Papel, Itapeva, Ein- und Umbauten USA.
Deutschland. Brasilien. SCA de Hoop, Eerbeek, Niederlande. Sappi Fine Paper, Stanger,
MD Papier, Plattling, Deutschland. Citroplast – Ind. e Com. de Papeis e Longview, USA. Südafrika.
Papierfabrik Utzenstorf, Utzenstorf, Plasticos, Andradina, Brasilien. Moritz J. Weig, Mayen, Felix Schoeller, Weißenborn,
Schweiz. Deutschland. Deutschland.
SAPPI Lanaken,Lanaken, Belgien. Altpapier-Aufbereitungssysteme und FS Karton Neuss Mayr Melnhof, Koa Kogyo, Fuji, Japan.
Huatai Paper, Shandong, China. -subsysteme für Tissuepapiere Neuss, Deutschland. Hokuyo Paper, Nayoro, Japan.
Fabrica de Papel Ledesma, Jujuy, WEPA Papierfabrik, Giershagen, Oudegem Papier, Dendermonde, Daio Paper Corporation, Mishima,
Argentinien. Deutschland. Belgien. Japan.
5
Oji Paper, Tomioka, Japan. Papierfabrik August Koehler, Maul Belser, Nürnberg,
Finishing
Hokuetsu Paper Mills, Niigata PM 7, Oberkirch, Deutschland. Deutschland.
Japan. Papierfabrik August Koehler, Kehl, Janus Concept Roto Smeets, Niederlande.
Hokuetsu Paper Mills, Niigata PM 8, Deutschland. UPM-Kymmene Tervasaari, Biegelaar & Jansen,
Japan. Sappi Muskegon, USA. Finnland. Niederlande.
Willamette Industries, Hawesville, Neusiedler, Kematen, Österreich. SCA Laakirchen, Österreich. StoraEnso Hagen,
USA. UPM-Kymmene, Kaukas, Finnland. Chenming Shouguang, China. Deutschland.
Grünewald Papier, Kirchhundem, Modo Paper Hallein, Hallein,
Deutschland. Österreich. Ecosoft-Kalander Rollenschneider
Steyrermühl Papier, Österreich. Sappi Fine Paper, Stanger, BlueRidge Paper, USA. CNTIC Trading, Rizhao,
Burgo Stabilimento di Chieti, Südafrika. Rizhao, China. China.
Italien. Felix Schoeller, Weissenborn, Oji Paper, Japan.
Julius Glatz Papierfabriken, Deutschland. Linan Jinjang, China.
Neidenfels, Deutschland. Sant Joan Les Font, Torraspape, Visy Paper, Australien. Automation
Jinjiang Paper, China. Spanien. Yang An, China.
KFPC-Celucat, Brasilien. Montananesa, Torraspape, Papierfabrik August Koehler, Kehl, JSC Solikamkbumprom, Solikamsk,
Cartiera Nicoli, Carbonera, Italien. Spanien. Deutschland. Russland.
Schoellershammer Industriepapier, Mitsubishi Hillegossen, Bielefeld, UPM-Kymmene, Kaukas Paper Mill,
Düren, Deutschland. Wickeltechnik Deutschland. Lappeenranta, Finnland.
West Linn Paper, Oregon, USA. – Sirius Fabriano Miliani, Italien. Daio Paper, Mishima Mill,
Mingfeng Special Paper, China. Papierfabrik August Koehler, Kehl, Century Paper, Pakistan. Iyomishima City, Japan.
Inland Empire Paper Company, Deutschland. Sonoco, Hartsville, South Carolina,
USA. SCA Graphic Laakirchen, Glättwerke USA.
Champion Papel e Celulose, Laakirchen, Österreich. UPM Kymmene Kaukas, Sonoco, Rockton, Illinois,
Mogi Guacu, Brasilien. Shandong Chenming Paper, Finnland. USA.
Haindl Papier, Schwedt, Chenming Shouguang, China. Felix Schoeller, Weissenborn, Westvaco, Evadale, Texas,
Deutschland. Jiangxi Paper Mill, Nanchang, Deutschland. USA.
Productora de Papeles Propal, China. BlueRidge Paper, USA. Yibin Paper Industry Group, Yibin,
Propal PM 1, Venezuela. Rizhao, China. China.
Productora de Papeles Propal, – DuoReel Arkhangelsk, Russland. PT Pabrik Kertas Leces,
Propal PM 3, Venezuela. Stora Enso, Uetersen, Deutschland. CMPC – Procor, Chile. Probolinggo, Indonesien.
Frantschach Swiecie, Polen. StoraEnso Fine Paper, Uetersen,
Streichtechnik – Tragtrommelroller Deutschland.
Papelera del Aralar, Spanien. Papierfabrik August Koehler, Kehl, Superkalander CMPC – Procor, Puente Alto Mill,
StoraEnso Veitsiluoto, Finnland. Deutschland. Ahlstrom La Gère, Frankreich. Chile.
StoraEnso Kabel, Deutschland. SP Newsprint, Newberg, USA. Pachisa, Chihuahua, Mexiko.
Cartiere Burgo, Verzuolo, Roman Bauernfeind Papierfabrik, Twister/Roll Handling Mitsubishi HiTec Paper Bielefeld,
Italien. Deutschland. Great Northern Paper, USA. Bielefeld, Deutschland.
Oji Paper, Oji, Japan. Frantschach Swiecie Spolka SP Newsprint, USA. SCA Graphic Laakirchen,
CNTIC Trading, Rizhao, China. Akcyina, Swiecie, Polen. Bacell, Brasilien. Laakirchen, Österreich.
Mitsubishi HiTec, Hillegossen, Shandong Rizhao Wood Pulp, Papierfabrik August Koehler, Kehl, Modo Paper Hallein, Hallein,
Deutschland. China. Deutschland. Österreich.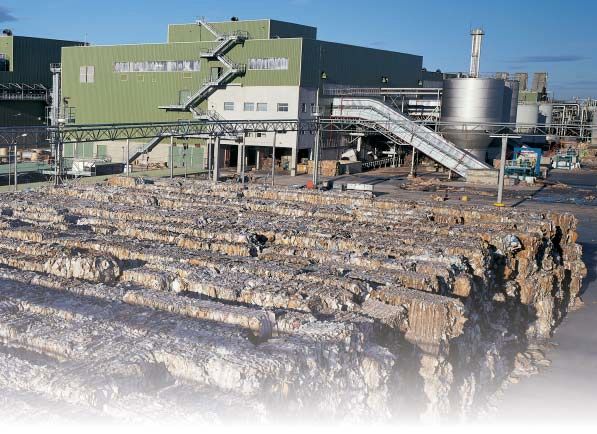
14
Superstart für die Stoffaufbereitung
und Holzschliffbleiche der neuen
PM 3 bei Haindl Papier, Augsburg
Haindl Papier als einer der führenden Aus diesem Grund wurde von Haindl für
Hersteller von holz- und altpapier- die Neuanlage PM 3 im Dezember 1998
haltigen Pressedruckpapieren in Europa ein Planungsauftrag für das gesamte Pro-
hat sich 1998 nach einer intensiven zess- und MSR-Engineering der Stoffauf-
Versuchs- und Planungsphase für die bereitung und Holzschliffbleiche an Voith
Investition von ca. 800 Mio. DM in die Paper vergeben.
„PM 3 New Dimensions“, eines der
ehrgeizigsten und innovativsten Projek- In enger Zusammenarbeit mit den Tech-
te der Papierindustrie, entschieden. Die nologen von Haindl konzipierte Voith
Der Autor: Anlage ist auf eine Produktionskapazität Paper für die Stoffaufbereitung ein Drei-
Andreas Heilig,
von ca. 400 000 t/Jahr ausgelegt und Loop-System mit aufwändiger Wasser-
Fiber Systems
produziert LWC-Offsetpapier mit reinigung, Reject- und Schlammbehand-
Flächengewichten von 39 bis 70 g/m 2. lung.
Als revolutionär wird von Haindl der
Rohstoffmix von je 25 % Altpapier, Die Stoffaufbereitung mit einer Kapazität
Holzschliff, Zellstoff und Pigmenten von 380 t / 24 h Fertigstoff wird mit Alt-
bezeichnet. papier aus gemischter Haushaltssammel-
ware beschickt.
Bestehende Philosophie des gesamten
Haindl Konzerns ist es, den Einsatz von Der gegenüber üblichen Systemen zusätz-
Altpapier auch bei höherwertigen Papier- liche dritte Loop, bestehend aus Ein-
qualitäten ständig zu steigern. Selbstver- dickung mit anschließender Verdünnung
ständlich bei gleicher oder besserer Qua- durch Klarwasser, ergibt eine äußerst kon-
lität des Endproduktes. Um dies zu er- sequente Trennung der Wasserkreisläufe
möglichen, bedarf es aber ausgeklügelter von Stoffaufbereitung und Papiermaschi-
Prozesstechnologie mit dementsprechen- ne und entlastet den Papiermaschinen-
den Wasser-, Reject-, und Schlamment- kreislauf wirkungsvoll von kolloidalen
sorgungssystemen. und gelösten Störstoffen.
1 2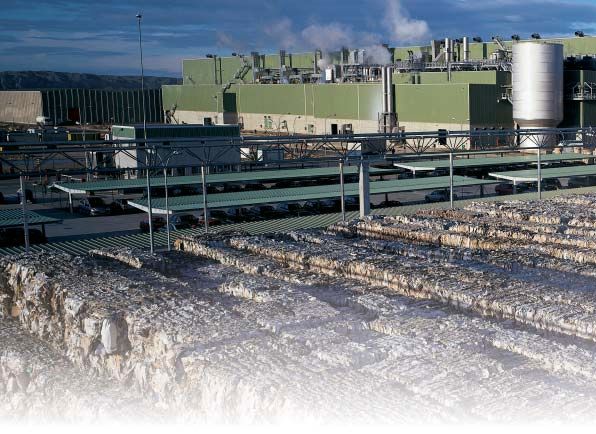
Fiber Systems 15
Abb. 1: Teilansicht der Stapeltürme und
Bleichrohre.
Abb. 2: Erste Stufe der LC-Feinsortierung mit
0,2 mm C-bar™ Schlitzsiebkorb. Abb. 5: Dispergierung I im Vordergrund mit der
darüber angeordneten Schneckenpresse und
Abb. 3: Disperger HTD 700. Heizschnecke (Dispergierung II dahinter).
Abb. 4: Rechts die Primärzellen der Flotation I Abb. 6: Eine der vier Deltapurge-Maschinen
und II und links die Sekundärzellen der Flotation I zur Wasserreinigung.
und II sowie die Stickies-Flotation. Es wurde in
der gesamten Anlage hohen Wert auf eine beson- Abb. 7: Die Polymeri-Hilfsstoffaufbereitung
ders gute Zugänglichkeit für Service-Zwecke im Bereich der Wasserreinigung und Schlamm-
gelegt. behandlung.
Die wesentlichen, qualitätsrelevanten Pro- 4
zesse der Stoffaufbereitung wie
I Flotation I, zweistufig mit Vorwärts-
schaltung der Sekundärstufe
I LC-Schlitzfeinsortierung mit 0,2 mm
C-bar™-Technologie
I Stickyflotation als Endstufe der Fein-
sortierung (neues, patentiertes
Konzept)
I Dispergierung I
I Flotation II, zweistufig mit Vorwärts-
schaltung der Sekundärstufe
I Dispergierung II
wurden von Voith Paper geliefert (Abb. 2
bis 5).
Darüber hinaus war unser Joint Venture-
Partner meri in München für die komplet-
ten Wasserreinigungssysteme, bestehend
aus vier Deltapurge-Maschinen mit den
zugehörigen Polymeri-Hilfsstoffaufberei- 5 6
tungsanlagen verantwortlich (Abb. 6 u. 7).
Ferner lieferte meri die Rejectaufberei-
tungs- und Entsorgungsanlage inklusive
der Magnetabscheider, zwei Shredderan-
lagen, Kompaktor und Sedimator.
3
7
16
Produktionsleitwert
HC
Leistungsregelung Leistungsregelung
Gesamtverluste Konsistenz spezifisch Konsistenz spezifisch Verluste
x SPR Bleichzeit
x
OUT SPR
WC WI Verzögerung WI WI Verzögerung WC WI
x x x x x
SP
SPA SPR SPR M M SPR SP SPA SPR SPR M M SPR SP SPR M M M
OUT
DC FC FC DC FC EC LC DC FC FC DC FC EC LC DC FC DC FC
Flotation I
Auflösung Schlitzsortierung Dispergie- Flotation II Dispergierung II Bleiche II
Lochsortierung Eindickung I rung I Eindickung II Bleiche I Eindickung III Stapelung
Fertigstoff
Eintrag
PM 3
PM 2
PM 3
Wasserkreislauf 4
Wasserbehandlung
Abwasser
8
Schlammbehandlung Wasserbehandlung Wasserbehandlung
Die zweistufige Hochkonsistenz-Peroxid- Durch den hohen Automatisierungsgrad jektteam von Haindl Augsburg (Abb. 12
bleiche für Holzschliff ist für eine Fertig- konnte sowohl ein einfacher und sicherer und 13).
stoffkapazität von 300 t / 24 h ausgelegt Betrieb der Anlage gewährleistet, als
und befindet sich ebenfalls im Stoffauf- auch die Forderung von Haindl nach nur Einer der wichtigsten Gründe für den Bil-
bereitungsgebäude. Die Anschlüsse und einer zentralen Schaltwarte bei der PM 3 derbuchstart der Stoffaufbereitung war
Vorbereitungen für den künftigen Ausbau zur Bedienung der Stoffaufbereitung und jedoch ein mehrwöchiger Softwaretest im
einer dritten Bleichstufe wurden während PM erfüllt werden (Abb. 11). Vorfeld der Inbetriebnahme. Jede einzel-
der Planungen bereits berücksichtigt. ne Funktion der 1384 Steuerkreise wurde
Während der Planung wurden laufend simuliert und gründlich getestet.
Zum ersten Mal am Standort Augsburg Kollisionschecks am 3D-Planungssystem
kam das von Voith Paper patentierte Engi- durchgeführt. Dadurch konnten aufwän- Dies ermöglichte es dem Inbetriebnahme-
neeringkonzept AP 2000 („Advanced Pro- dige Änderungsarbeiten während der team, unterstützt von den Deinkingspe-
cess“) zum Einsatz. Nach sorgfältiger Montage weitgehend vermieden werden. zialisten aus Schongau und Schwedt,
Prüfung durch die Technologen und Pa- Zudem konnte der Rohrleitungslieferant trotz der hoch gestellten Anforderungen
piermacher von Haindl wurde dieses Kon- durch die von Voith Paper bereitgestell- und Termindruck, binnen nur einer Wo-
zept mit weitgehend geschlossenem ten sehr genauen Isometrien in hohem che nach Inbetriebnahmeanfang Mitte
Prozess und sehr hohem Automatisie- Maße vorgefertigte Leitungen anliefern. Mai 2000 bereits Fertigstoff vom Stapel-
rungsgrad konsequent umgesetzt. Bereits im frühen Planungsstadium wur- turm zur PM zu pumpen.
de die Anlage von Vertretern von Haindl
Die Papiermacher der neuen Stoffauf- und der Berufsgenossenschaft am 3D- Haindl hat mit dieser Technologie einen
bereitung sind damit heute in der Lage, Modell hinsichtlich Zugänglichkeit, War- weiteren, signifikanten Meilenstein in ih-
mit einem Befehl „Hauptgruppenstart“ den tungsfreundlichkeit und Betriebssicher- rer erfolgreichen und langjährigen Recyc-
gesamten Stoffstrang in nur 20 - 30 Minu- heit unter die Lupe genommen (Abb. 9 lingtradition gesetzt. Wir durften – wie
ten an- und auch wieder gespült abzufah- und 10). schon oft in der Vergangenheit – Partner
ren. Ein weiteres Highlight für die Bedie- dieser Entwicklung sein. Hierauf sind wir
ner der Anlage ist sicherlich die Produkti- Ein anderer, wesentlicher Faktor für den stolz, aber hieraus erwächst für uns auch
onsregelung, die es erlaubt mit nur einem erfolgreichen Verlauf während des ge- Verpflichtung. Wir werden auch in Zu-
Stellglied die jeweilig gewünschte Pro- samten Projektzeitraumes war die enge, kunft unseren Beitrag zum wirtschaftli-
duktion präzise einzustellen (Abb. 8). sehr gute Zusammenarbeit mit dem Pro- chen Erfolg des Haindl Konzerns leistenFiber Systems 17
9
10
11
12 Abb. 8: Produktionsregelschema
für die neue Deinking-Anlage PM 3
Augsburg.
Abb. 9: CAD 3D-Modell der DIP-
Anlage PM 3 Augsburg bereits
während der Planung.
Abb. 10: Gesamtansicht der DIP-
Anlage, direkt nach der Inbetrieb-
nahme.
Abb. 11: Zentrale Schaltwarte
sowohl für die DIP-Anlage als auch
für die PM 3.
Abb. 12: Teil des Inbetriebnahme-
teams von Haindl Augsburg und
Voith Paper Fiber Systems, Ravens-
und damit unsere jahrzehntelange Part- 13 burg für die DIP-Anlage und die
nerschaft im Recycling von Altpapier wei- Holzschliffbleiche.
ter festigen.
Abb. 13: Links, Bernd Schindler,
Hauptgruppenleiter Planung,
Maschinenbau und Wolfgang
Krodel, Hauptgruppenleiter Alt-
papier, Schleiferei und Holzschliff-
bleiche, Haindl Papier, Augsburg.18
Lang Papier PM 5 –
Das neue Online-Konzept für SC-Papier
Erfolgreiche Bilanz nach 16 Monaten Betrieb
Der globale Markt erfordert immer lungskosten zu erreichen. Die Gebr.
effizientere Maschinenkonzepte, um Lang GmbH in Ettringen war mit der
Papier als Massenprodukt im Zeitalter Installation des ersten 6-Walzen Janus-
von Internet und Digitaltechnik kosten- Kalanders in ihrer Papiermaschine 4
günstig und damit wettbewerbsfähig Wegbereiter für mittlerweile fünf
herstellen und vermarkten zu können. Produktionsanlagen mit Online Janus-
Voith Paper hat diese Herausforderung Technologie. Der große Markterfolg der
angenommen und mit dem neuen SC- neuen SC-B Qualität mit einem DIP-
Online Konzept einen entscheidenden Anteil von 80 % war Schlüsselereignis
Meilenstein im Entwicklungsprozess und somit ausschlaggebend für die
gesetzt, dessen Ziel darin besteht, mit Entscheidung zum Bau der neuen
Die Autoren:
Ingolf Cedra, effizienten Prozessen höchste Sorten- Papiermaschine 5 und Voith Paper
Rudolf Beißwanger, qualitäten bei verringerten Herstel- als erneutem Systemlieferanten.
Papiermaschinen GrafischPapiermaschinen 19
Abb. 1: Lang Papier PM 5.
Abb. 2: Gesamtheitliche Prozessbetrachtung…
Abb. 3: Vergleich Offline zu Online.
Projekt und Zeitrahmen sowie an der bestehenden PM 4 gemein-
same Produktentwicklung zu betreiben
Folgende Eckpunkte des sehr straffen und Qualitätsrisiken für die neue Fabrika-
Zeitplanes seien hier aufgeführt: tionslinie zu erkennen.
Ende Mai 1998: Auftragsvergabe für die
Papiermaschine an Voith Paper und
Baubeginn der Halle. Online versus Offline –
Dezember 1998: Richtfest für die Halle. Anforderungen an das Online-Konzept
Januar 1999: Montagebeginn der Papier-
maschine. Ein fairer Vergleich zwischen On- und
Juli 1999: Beginn der Inbetriebnahme. Offline-Satinage vom heutigen Kenntnis-
Am 22. 8. 1999 war es dank des großen stand aus ergibt einen deutlichen Kosten-
Einsatzes aller Beteiligten soweit, dass – vorteil zu Gunsten des Online-Prozesses
früher als geplant – erstmalig Papier auf- (Abb. 3). Es muss dabei natürlich berück-
gerollt wurde. sichtigt werden, dass heute noch mit
Offline-Kalandern aufgrund der deutlich
niedrigeren Geschwindigkeit die besten
Systempartnerschaft SC-Eigenschaften und somit die besten
Bedruckbarkeitseigenschaften erzielt wer-
Aufgrund der strategischen Bedeutung den. Durch konsequente Prozessoptimie-
des Projektes sowohl für Lang Papier als rung wird aber erwartet, dass bald auch
auch für Voith Paper wurde gleichzeitig SC-A+ Qualitäten im Online-Prozess er-
1 mit der Vertragsunterzeichnung eine Tech- zeugt werden können, wenn folgende
nologiepartnerschaft gegründet (Abb. 2). Grundbedingungen erfüllt werden können:
Die Aufgabe bestand darin, im Rahmen I Maximale Verfügbarkeit der Gesamt-
zahlreicher Versuche an den Versuchsan- anlage
lagen bei Voith Paper in Heidenheim I Höchste Stabilität des Gesamt-
(VPM 4) und Krefeld (Janus-Technikum) prozesses
2 3
Qualität (Glanz)
Lang Papier Optimierung Versuche Optimierung
Voith Paper SGW DIP XPM 4 PM 5
1998 1999 2000
50
Inbetriebnahme
40
Auftrag
Ecosoft
30
Online Janus MK 2 2x Offline Janus MK 2
20
Systempartnerschaft
10
33 % 72 % 100 %
Gesamtkosten pro Jahr (inkl. Investition, Betrieb)20
4
5 I Defektfreie Papierbahn und minimale tionsleisten (D-Teil in Abb. 5), Nass- und
Abrisszahl und -zeit Flachsauger, Siebsaugwalze und Hoch-
I Symmetrische Entwässerung und vakuumsauger. Mit dieser Anordnung von
folglich symmetrische Blattstruktur in rotierenden und statischen Entwässe-
z-Richtung rungselementen werden leicht Trocken-
I Höchster Trockengehalt nach dem gehalte von über 18 % vor der Pressen-
PM-Nassteil und somit schonende partie erreicht. Wichtige SC-Eigenschaf-
Beanspruchung der Bahn ten werden in hohem Maße während der
I Konstant gute Profile von flächenbezo- Blattbildung bestimmt, wobei eine gleich-
gener Masse, Füllstoff- und Feuchte- seitige und schonende Entwässerung von
gehalt in MD und CD hoher Bedeutung ist. Das Arbeitsfenster
I Optimales Feuchteprofil in Querrich- des Formers in Abhängigkeit von Reten-
tung und über Blattquerschnitt bei tion und Leistenentwässerung ist in Abb.6
10 % initialer Blattfeuchte vor dem dargestellt.
Janus-Kalander.
6
Ambertec Formation [g/m2] Die erstmalig für dieses Sortenspektrum
eingesetzte vierfach-befilzte Tandem-
3,9
2,9 Das Papiermaschinenkonzept (Abb. 4) NipcoFlex Pressenpartie besteht aus zwei
3,7
3,0 Schuhpressen, die jeweils durch den lan-
3,5 3,1
Die innovativsten Komponenten sind die gen Schuh der NipcoFlex-Walze für sehr
3,3 3,2
3,3 Tandem-NipcoFlex Pressenpartie und der lange Verweilzeiten der Bahn im Pressnip
3,1 3,4 geneigte Janus MK 2 Kalander für Zei- sorgen (Abb. 7). Der für die mechanische
2,9 3,5 Entwässerung entscheidende Pressim-
tungsdruck- und SC-Qualitäten. Die Pa-
3,6
3,7 piermaschine basiert damit auf dem neu- puls als Produkt aus Pressdruck und Ver-
65
55 3,8 en „One-Platform Paper Machine Con- weildauer liegt bei einer Geschwindigkeit
45 200 über
600 cept“. Mit einer maximalen Produktions- von 1600 m/min fast doppelt so hoch wie
35 1000
Gesamt- 25 1400 geschwindigkeit von 1.800 m/min und der einer konventionellen Walzenpresse.
retention [%] D-Teilentwässerung [l/min*m] einer Siebbreite von 8,9 m gehört sie zu Die erreichten Trockengehalte von 54 bis
den schnellsten und größten SC-Papier- 57 % bei SC-Produktion stehen wiederum
7 maschinen. für eine sehr hohe initiale Nasszugfestig-
keit und somit für eine deutlich vermin-
Mit dem ModuleJet-Verdünnungsstoff- derte Gefahr der mechanischen Überbe-
auflauf lassen sich dank der feinzonigen anspruchung der Bahn. Zur weiteren
Profilmatic-Regelung sehr gute Flächen- Trockengehaltssteigerung und Beeinflus-
gewichtsquerprofile bei allen Sorten er- sung des Feuchtequerprofiles dient der
zielen. Die Faserorientierung konnte mit profilierbare Dampfblaskasten Module-
Hilfe der Blenden-Feinjustierung auf Ab- Steam zwischen beiden Pressen. Neben
weichungen von unter ± 3° optimiert wer- diesen Runnability-Faktoren bewirkt die
den. Für die Entwässerung der Suspensi- symmetrische Pressenentwässerung zu
on dient der für SC-Papiere bewährte Ober- und Unterseite hin eine sehr gleich-
DuoFormer TQ mit seinen Standard-Kom- seitige Blattverdichtung und somit eine
ponenten Formierwalze, Obersiebsaugkas- hervorragende Blattstruktur – Vorausset-
ten mit vier gegenüberliegenden Forma- zung für eine gute Bedruckbarkeit (Abb. 8).Papiermaschinen 21
Abb. 4: Maschinenkonzept der PM 5. Abb. 6: Formation versus D-Teilentwässerung
und Retention.
Abb. 5: DuoFormer TQ –
D-Teil als Qualitätswerkzeug. Abb. 7: Nipentwässerung
I hoher Trockengehalt
I gute Filzkonditionierung
– gutes Feuchteprofil
– lange Lebenszeit.
Abb. 8: Wasserbilanz der Tandem-NipcoFlex
Presse; SC 55 g/m 2 , v = 1.520 m/min.
Abb. 9: Streifenüberführung mit Fibron.
Abb. 10: Janus-Betrieb mit allen Nips.
Die einreihige Trockenpartie TopDuoRun mit kostbare Stillstandszeit gespart wer- 8
besteht aus 38 Trockenzylindern und ist den. Mit Hilfe von Hydraulikzylindern Rohrsauger
Nip 88 g/m2
mit einem Düsenfeuchter ausgestattet, können die Walzen aus der Stuhlung in
mit dem das Querprofil der mit 10 % sehr eine für den Kran zugängliche Position
1. Nip
hohen initialen Blattfeuchte vor Janus geschoben werden. 30 g/m 2
korrigiert wird. 2. Nip
Das weiterentwickelte Sirius-Aufrollsys-
18 % 290 g/m2 36 % 145 g/m2 56 % 93 g/m2
Im Gegensatz zum Offline-Prozess stellt tem ermöglicht die Regelung von Linien-
die Bahnführung und somit auch der Pro- kraft, Bahnspannung und Zentrumsmo-
zess der Streifenüberführung eine weite- ment während des gesamten Wickelvor- 40 g/m2
re Herausforderung an das Online-Kon- ganges einschließlich Tambourwechsel.
zept, da bei Produktionsgeschwindigkeit Der Sirius besitzt zu diesem Zweck einen
77 g/m2
die Bahn durch den Kalander geführt wer- Primär- sowie einen Sekundärzentrums-
den muss. Aus diesem Grund besteht das antrieb. Eine Weltneuheit ist das Tam-
Überführkonzept aus Fibron-Bändern vor bourchangieren an der PM, wodurch ins-
9
und nach Janus-Kalander sowie Seilen im besondere bei Jumbo-Rollen eine deut-
Kalander (Abb. 9). Die Papiermaschine 5 lich bessere Rollenqualität erreicht wird.
stellt aber aufgrund ihrer unterschiedli-
chen Produktionsmodi für Zeitungsdruck
und SC-Papier besonders hohe Anforde- Erfahrungen bei der Inbetriebnahme
rungen an den Überführprozess, da vom
Maschinenpersonal zwischen Single-Nip Für das Maschinenpersonal war es neu,
Oben/Unten und Multinip-Fahrweise ge- den erforderlichen niedrigen Bahnzug
wählt werden kann. ohne sichtbaren freien Zug von einer Zen-
tralwalze einzustellen. Eine große Heraus-
Der neuentwickelte Janus MK 2 hat acht forderung stellte der erstmalige Betrieb
Walzen und ist unter einem Winkel von der Tandem-NipcoFlex Presse und ins-
45° angeordnet (Abb. 10). Hierdurch wird besondere die Konditionierung der vier
die Bahnführung erleichtert und vor allem Pressfilze dar. Das Zusammenspiel von
die mechanische Stabilität des Kalander- Hochdruckspritzrohren und Rohrsaugern 10
Stacks auch bei höchsten Geschwindig- stellte sich schnell als enorm wichtig her-
keiten gewährleistet. Aufgrund der 45° aus. In Zusammenarbeit mit den Filzher-
Neigung sind die Walzengewichte natur- stellern konnten in den ersten Monaten
gemäß bereits zu 30 % kompensiert. Bei bessere Filzqualitäten gefunden werden,
Bedarf kann jedoch eine hydraulische Zu- die den neuen Anforderungen der Tan-
satzkompensation aufgebracht werden, dem-NipcoFlex Presse angepasst wurden.
um eine konstante Linienkraft über alle Von großer Bedeutung für einen sicheren
Nips zu erzielen. Ein spezieller Vorteil Bahnlauf stellte sich vor allem das
dieser neuen Kalandergeneration bietet schnelle Anspringverhalten der Filze und
sich im Fall von PM 5 an: während der damit ein hoher Anfahr-Trockengehalt
Zeitungsdruck-Produktion im Single-Nip heraus. Regelmäßige Filzzustandserfas-
Betrieb können problemlos nicht-betrie- sung und Überwachung der Entwässe-
bene Kalanderwalzen gewechselt und so- rungsmengen jeder Filzposition führten22
11
Abb. 11: Feuchtequerprofil am Tambour.
Abb. 12: Betriebsdaten von PM 5 in 2000.
Abb. 13: SC-Versuche –
Optimierung der Rauigkeit
v PM = 1.450 m/min; 55 g/m 2; 31 % Füllstoff.
Abb. 14: SC-Versuche –
Verringerung der Ölabsorption
v PM = 1.520 m/min; 55 g/m 2; 31 % Füllstoff.
Abb. 15: Qualitätsspektrum holzhaltiger
Druckpapiere.
12 Zeitungsdruck SC 13 zu stabilen Feuchtequerprofilen mit 2-
1,40
Geschwindigkeit 1.400-1.560 1.400-1.600 Sigmawerten von 0,18 - 0,30 % (abs.) bei
Oberseite
[m/min] 1,35 816 Datenboxen (Abb.11). Nach weiteren
Unterseite
Flächengewicht 40-48,8 45-55 Optimierungsmaßnahmen in Presse und
PPS-10S Rauigkeit [mm]
1,30
[g/m 2 ] 1,26 Überführsystem konnte die Geschwindig-
1,25 1,23 1,24
Füllstoff [%] 10-15 25-32 keit bei SC-Produktion wie folgt gestei-
Ziel
Linienkraft Presse 950+1.150 950+1.150 1,20 gert werden (Abb. 12):
[kN/m] 1,16 1,15
1,15 1,14 1,14
TG nach Presse [%] 49-51 54-57 I Dezember 1999 1.500 m/min
1,10
Janus Linienkraft 105-130 250 -380 1,10 I Februar 2000 1.560 m/min
[kN/m] I Juli 2000 1.600 m/min.
1,05
Stoffmodell 85% DIP 75% DIP
15% SGW 20% SGW 1,00
5% Zellstoff 1 2 3 4
SC Qualität
14 15
10 Folgende SC-Eigenschaften wurden bis-
MWC her bei Produktionseigenschaften für die
9 neue SC-Qualität von Lang Papier (LPT
Cobb-Unger 10 sec [g/m2]
LWC
plus) bei 1.520 m/min erzielt:
SC-Plus
8
I Ambertec Formation norm. < 0,40 √g/m
Qualität
SC-A
Ettringen PM 5
Unterseite SC-B
I Bendtsen Porosität < 20 ml/min
7
R2 = 0,9414 Aufgebessert I PPS-10S < 1,20 µm (Abb. 13)
SC-C I Glanz 45° (Hunter) > 45 %
für Tiefdruck
Oberseite
6
R2 = 0,9716 AZD Aufgebessert I Cobb-Unger 10 sec < 6 g/m 2 (Abb. 14)
Zeitungsdruck
ZDP Standard-Zeitungsdruck
5 Diese erzielten SC-Eigenschaften stellen
200 250 300 350 400 Kosten
Linienkraft [kN/m] das bisher beste Qualitätsniveau für
SC-Papiere dar, die im Online-Prozess
erzeugt werden. Bei weiterer Optimierung
Claus Palm, Werksleiter hochwertige SC-Qualitäten der Stoffqualität wird erwartet, dass die
bei Lang Papier in effizient und wirtschaftlich Bedruckbarkeit im Tiefdruck weiter gestei-
Ettringen zur Inbetrieb- zu produzieren. Mit der gert und somit der Qualitätsunterschied
nahme der neuen PM 5: Inbetriebnahme unserer zum superkalandrierten SC-A Papier wei-
neuen Deinking-Anlage im ter verringert werden kann (Abb. 15).
„Das wegweisende Projekt Oktober 2000 und Wieder-
COMPACT PM 5 ist für uns inbetriebnahme der Papier-
alle ein großer Erfolg. In maschine 3 wird sich da-
Rekordzeit wurde die mo- mit unsere Produktions-
dernste SC-Produktions- kapazität mit 560.000 t/a
linie der Welt errichtet. Zwischen Voith im Vergleich zu 1998 verdoppeln. Wir
Paper und Lang Papier entstand eine blicken somit zuversichtlich in das neue
Partnerschaft, die dazu führte, qualitativ Jahrtausend.“23
1
Der DuoFormer D –
eine Erfolgsgeschichte
Seit seiner Markteinführung im Jahr Der DuoFormer D findet sich in
1984 ist der DuoFormer D ein durch- Maschinen von 1,5 bis fast 10 m Sieb-
schlagendes Formerkonzept. Der breite, und wurde bis heute in nahezu
DuoFormer D ist das optimale Werkzeug 200 Maschinen installiert.
hinsichtlich der gestiegenen Anforde-
rungen des Papiermarktes in Bezug auf
Papierqualität – im besonderen
Formation und Kosten. Eingesetzt Das DuoFormer D-Konzept
wird der Former für alle Massen- und
Spezialpapiere bis 1.200 m/min Der DuoFormer D
Maschinengeschwindigkeit. Mit dem Der DuoFormer D ist ein Hybridformer
Die Autoren:
DuoFormer D können besonders (Abb. 1). Das bedeutet, dass die Suspen-
Cordula Mraz,
Reinhard Leigraf, effektiv veraltete Blattbildungskonzepte sion zuerst auf einem Langsiebabschnitt
Papiermaschinen Grafisch modernisiert werden. vorentwässert wird. Erst danach folgt der24
2 3
20 kPa
Vakuum Vakuum
10 kPa 15 kPa
Skimmer
Zone 1 Zone 2
30 kPa
kPa
15 Trennsauger
10
5
0
empfohlener Luftdruck
Doppelsiebteil mit einer signifikanten Der Obersiebsaugkasten ist gemeinsam nur innenliegende Walzen enthält und der
Entwässerung nach oben. Die Obersieb- mit der Einlaufwalze an einem Schwenk- Former sehr kompakt ist, ist der Sieb-
einheit kann sowohl in Neuanlagen als hebel gelagert. Er besitzt drei Zonen: dem wechsel sehr einfach durchzuführen. Zum
auch auf bestehenden Langsieben instal- Vakuumskimmer, der ersten und der zwei- Siebwechsel wird der Obersiebsaug-
liert werden. Letzteres wird dadurch be- ten Saugzone. Das durch das Obersieb kasten gemeinsam mit der Einlaufwalze
günstigt, dass die Siebführung im Dop- entwässerte Siebwasser wird mit Vakuum über Spindelgetriebe angehoben und die
pelsiebteil nur geringfügig von der Sieb- bis zur Überfallkante des jeweiligen Aus- Formationsleisten abgelassen (Abb. 5).
linie am Langsieb abweicht. laufkanals gehoben, der einen triebseiti- Gleichzeitig wird die Spannwalze in Sieb-
gen Ablauf besitzt (Abb. 3). wechselposition gefahren. Dann wird das
Der Doppelsiebbereich des Obersieb cantilevered und die Zwi-
DuoFormer D Im Bereich des Obersiebsaugkastens be- schenstücke der führerseitigen Ständer
Das Obersieb (Abb. 2) ist voll cantilever- findet sich der im Untersieb angeordnete entfernt. Je nach Breite des DuoFormer D
bar und hat 4 Walzen, von denen die Aus- Formationskasten. Er ist mit zehn separat ist auch das außenliegende Hochdruck-
laufwalze einen eigenen Antrieb besitzt. geführten, also mechanisch nicht mit den spritzrohr cantileverbar ausgeführt oder
Die Siebführung ist derart gestaltet, dass Nachbarleisten gekoppelten Formations- muss entfernt werden. Dann kann das
alle Walzen innenliegend sind. Lediglich leisten bestückt. Drei dieser Leisten be- vordrapierte Sieb eingezogen werden.
das Hochdruckspritzrohr zur Siebreini- finden sich vor dem Obersiebsaugkasten,
gung ist außerhalb des Obersiebes ange- die restlichen sieben sind zwischen den Eingespielte Teams benötigen für den
bracht. Leisten des Obersiebsaugkastens positio- Obersiebwechsel nicht einmal eine volle
niert. Sie werden über Druckluftschläu- Stunde.
Die Entwässerungsstrecke im Doppel- che gegen die Siebe gedrückt (Abb. 4).
siebbereich des DuoFormer D besteht aus Positionierung der Obersiebeinheit
dem Obersiebsaugkasten, dem im Unter- Der Obersiebsaugkasten und die Formati- Um in verschiedenen Anwendungsfällen,
sieb unter dem Obersiebsaugkasten an- onsleisten bilden zusammen eine Funkti- wie z.B. für die Produktion von LWC
geordneten Formationskasten und dem onseinheit, den D-Teil. (30 g/m 2) einerseits oder von Streichroh-
darauf folgenden Trennsauger, an dem papier (110 g/m 2) andererseits optimale
die Siebtrennung von Ober- und Unter- Siebwechsel beim DuoFormer D Papierqualität zu erreichen, muss jeweils
sieb erfolgt. Da die Obersiebschlaufe des DuoFormer D eine dem spezifischen Entwässerungs-Papiermaschinen 25
Abb. 1: DuoFormer D.
Abb. 2: Doppelsiebteil des DuoFormer D.
Abb. 3: Vakua und Anpressdrücke.
Abb. 4: Formationsleisten.
Abb. 5: Siebwechselstellung.
Abb. 6: Entwässerungseffekte.
4 5
Keramik
Trägerleiste
Druckschlauch
max. 20 kPa
Formationskasten
6
verhalten angepasste Bestückung der m/min mit dem DuoFormer D ohne weite-
Leisten
Vorentwässerungsstrecke vorhanden sein. res möglich. Diese Grenze ist durch auf- Obersieb-
Die Länge und die Anordnung der Ele- tretende Turbulenzen an der Suspensions- P vak saugkasten
mente der Vorentwässerungsstrecke wird Oberseite im Langsieb-Teil begründet.
deshalb mit Rechnerunterstützung für
jede Papiermaschine speziell festgelegt. Entwässerungsverlauf Doppelsiebteil
Hierdurch wird gewährleistet, dass die In drei Entwässerungsabschnitten, Skim- Formations-
Suspensionshöhe und Konsistenz vor mer, Saugzone 1 und Saugzone 2, wird leisten
dem Doppelsiebteil je nach Entwässe- die Entwässerung der Oberseite von der
rungsverhalten im richtigen Bereich liegt. Initialentwässerung bis zur Blattkonsoli- Druckimpulse
dierung auf kürzester Strecke durchlau-
fen. Die Entwässerung beginnt mit mini-
Entwässerung malem Druck, durchläuft einen Bereich
mit Druckpulsen und endet am vakuum-
Entwässerungskapazität beaufschlagten Trennsauger (Abb. 6). statt. Die Entwässerungskräfte werden
Konventionelle Langsiebpartien sind auf- hauptsächlich von den Leisten aufge-
grund der mit den üblichen Baulängen Die Initialentwässerung durch das Ober- bracht, so dass durch die eingebrachten
begrenzten Entwässerungsleistung und sieb beginnt im Bereich vor der Skimmer- Impulse eine Relativbewegung der Fasern
des mit der Geschwindigkeit zunehmen- leiste, d.h. der ersten Leiste des Ober- verursacht wird. Dadurch werden Flo-
den Spritzens des Egoutteurs in ihrer siebsaugkastens. In diesem Bereich wer- cken, die auf der Vorentwässerungs-
Produktionsgeschwindigkeit limitiert. den Unter- und Obersieb auf den ersten strecke entstanden sind, wieder aufgebro-
flexiblen Formationsleisten zusammenge- chen.
Das Blattbildungssystem des DuoFormer D führt. Dabei wird Siebwasser durch das
besitzt durch die zusätzliche Obersiebent- Obersieb gedrückt, von der Skimmerleis- In der Saugzone 2 wird durch höheres
wässerung eine wesentlich größere Ent- te abgestreift und nach oben abgeführt. Vakuum ein Bahntrockengehalt erreicht,
wässerungsleistung. Ein Spritzen wie beim bei dem die Bahn soweit konsolidiert ist,
Egoutteur tritt nicht auf. Daher sind Pro- Im Bereich der Saugzone 1 findet eine dass eine saubere Siebtrennung am
duktionsgeschwindigkeiten bis zu 1200 Entwässerung bei niedrigem Vakuum Trennsauger gewährleistet ist.26
Entwässerungsmengen rungsbedingungen, d.h. variablen Schicht- tionsverbessernde Potenzial des DuoFor-
Einen Überblick über die Wassermengen- höhen anpassen, wobei der Anpressdruck mer D für Umbauten.
aufteilung am DuoFormer D gibt Abb. 7. der Leisten konstant bleibt.
In der Vorentwässerung werden ca. 50 Reißlängenverhältnis
bis 60 % der durch den Stoffauflauf zuge- Formation Bei vielen Papieren ist eine geringe Faser-
führten Wassermenge entfernt. Von der Abb. 8 zeigt den Vergleich der mit Wal- orientierung in Maschinenlaufrichtung
verbleibenden Menge wird im Doppel- zen- oder Schuh-Hybridformer und mit erwünscht: Das Reißlängenverhältnis
siebteil nur ein geringer Anteil nach un- DuoFormer D erzielbaren Formation über (Längs- zu Querrichtung) soll möglichst
ten entwässert. Der Hauptanteil wird am die Einlaufschichthöhe. Zum einen liegt niedrig sein. Dies ist z.B. bei Kopierpa-
Skimmer und in Saugzone 1 nach oben beim DuoFormer D das Formationsniveau pieren, Etikettenpapieren, Formatpapieren
abgeführt, so dass in der Saugzone 2 nur aufgrund der durch die Leisten einge- und auch bei vielen Spezialpapieren der
noch eine kleine Menge anfällt. brachten Scherkräfte höher, zum anderen Fall.
ist der bei sehr guter Formation mögliche
Betriebsbereich wesentlich größer. Die Bei Langsieben wird bei niedrigem Reiß-
Papierqualität Einlaufschichthöhe entspricht dabei dem längenverhältnis oft eine flockige Blatt-
Anteil an Obersiebentwässerung des For- struktur beobachtet. Mit dem DuoFormer D
Für den Papiermacher ist es besonders mers. gelingt es, ein niedriges Reißlängenver-
wichtig, dass die Papierqualität über den hältnis bei gleichzeitig guter Formation
geforderten Flächengewichts- und Mahl- Abb. 9 zeigt die durchschnittliche Forma- einzustellen.
gradbereich auf hohem Niveau bleibt. tionsverbesserung für holzhaltige und
Diese Forderung wird bei einem konven- holzfreie Papiere, die bei Umbauten er- Zweiseitigkeit
tionellen Hybridformer mit Formierwalze zielt wurde. Dabei zeigen die weitaus Am Langsieb ergibt sich aufgrund der
oder Formierschuh nicht erfüllt. Der Duo- meisten Papierproben von DuoFormern D einseitigen Entwässerung (Filtration) eine
Former D dagegen hat die Eigenschaft, eine überdurchschnittlich gute Forma- Anreicherung von Fein- und Füllstoffen
dass der Entwässerungsdruckverlauf nur tionsqualität mit Ambertec-Werten von auf der Blattoberseite.
vom Anpressdruck der Formationsleisten √
0,4 bis 0,48 (g/m 2). Besonders ein Ver-
abhängt. Die flexiblen Formationsleisten gleich mit typischen Werten von Lang- Durch die Entwässerung im Doppelsieb-
können sich unterschiedlichen Entwässe- siebmaschinen zeigt das große forma- teil des DuoFormer D wird der Fein- undPapiermaschinen 27
Abb. 7: Entwässerungsanteile –
Entwässerungsmengen sind abhängig von
Flächengewicht und Papiersorte.
Abb. 8: Formation und Entwässerungsdruck
bei verschiedenen Formerkonzepten.
Abb. 9: Formationsverbesserung durch Einbau
eines D-Teils.
Abb. 10: Ascheverteilung in Z-Richtung.
Abb. 11: Der DuoFormer D – eine Erfolgs-
geschichte.
7 8
Skimmer
erste Zone (+)
zweite Zone
10-15 %
15-20 %
Formationsverbesserung
Variabler Entwässerungsdruck
3-5 %
Stoffauflauf: 100 %
DuoFormer D
5-10 %
Papierbahn
Formierwalze
3-5 % R = 0,5 m
Formierschuh
Formationskasten R=3m
50-60 %
(–)
2 4 6 8 (mm)
Vorentwässerungsstrecke Schichthöhe
9 10
60 Langsieb DuoFormer D
Formationsverbesserung (%)
50 20 20
40 15 15
Asche [%]
Asche [%]
30 10 10
80 g/m 2 83,5 g/m2
20 Asche 17,9 % Asche 14,2 %
5 5
10
0 0
0 0 20 40 60 80 100 0 20 40 60 80 100
0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00 Unterseite Oberseite Unterseite Oberseite
Formation Ambertec vor Umbau [√(g/m2)] Rel. Flächengewicht (%) Rel. Flächengewicht (%)
Füllstoffgehalt der Oberseite dem Niveau Referenzen 180
11
der Unterseite angeglichen.
160
Der DuoFormer D hat seit der ersten In-
Die erreichbare Symmetrie ist anschau- betriebnahme im Jahr 1984 immer wieder 140
Anzahl DuoFormer D
lich aus dem Vergleich der Aschevertei- gezeigt, dass es sich um ein äußerst leis- 120
lung einer Langsiebpartie mit der Asche- tungsfähiges Formerkonzept handelt. Fast
100
verteilung eines DuoFormer D zu sehen 200 laufende DuoFormer D zeugen von
(Abb. 10). Effizienz, Effektivität und Kundenzufrie- 80
denheit (Abb. 11). 60
40
20
0
84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 2000
Jahr der Inbetriebnahme28
Schongau PM 9 –
Installation modernster Technik für neue
SCB-Plus-Qualität aus 100 % DIP in 56 Tagen
... eine Investition für die Zukunft
Ende Januar 1999 erhielt Voith Paper Mit der neuen PM 9 werden folgende Zie- Diese extrem kurze Stillstandszeit konnte
von Haindl Papier GmbH & Co. KG le verfolgt: nur erreicht werden, weil bereits vor dem
den Auftrag, im Werk Schongau eine I Ersatz einer 38 Jahre alten Papier- Abstellen der Papiermaschine und wäh-
bestehende Papiermaschine, die seit maschine rend der Stillstandszeit umfangreiche Vor-
1962 Zeitungsdruckpapier produzierte, I Erzeugung hochwertiger SCB-Papiere arbeiten geleistet wurden:
gegen eine neue Papiermaschine zur aus 100 % DIP I Aufbau und Inbetriebnahme der Haupt-
Herstellung von hochwertigem I Produktionsmengensteigerung hydraulikaggregate
SCB-Papier aus 100 % Altpapier aus- I langfristige Standortsicherung. I Baumaßnahmen am Maschinen-
zutauschen. gebäude
Der Austausch der Papiermaschine muss- I Vormontage aller Maschinenkompo-
Im Bereich der holzhaltigen Rollen- te in möglichst kurzer Zeit erfolgen, um nenten beim Maschinenlieferanten
druckpapiere gehört Haindl zu den die Wirtschaftlichkeit des Gesamtprojek-
größten Papierherstellern Europas. tes nicht zu gefährden. Erschwerend kam
hinzu, dass auch die Demontage der alten
In Schongau werden auf drei Voith- Papiermaschine sorgfältig erfolgen muss-
Papiermaschinen ca. 650.000 Jahres- te, weil die Papiermaschine nach China
tonnen Pressedruckpapiere erzeugt. verkauft wurde. Bei der Dongying Huatai
Paper Company soll sie voraussichtlich ab
Das umfangreiche Sortenprogramm in Mai 2001 wieder Standardzeitungsdruck-
Schongau umfasst neben Standard- papier auf Altpapierbasis produzieren.
zeitungsdruckpapier in zunehmendem
Maße aufgebesserte, tiefdruck- bzw.
offsetgeeignete Sorten. Standard-
zeitungsdruckpapier besteht im wesent-
lichen aus 80 % DIP und 20 % TMP.
Für die aufgebesserten Sorten wird
ausschließlich DIP eingesetzt.
Der Autor:
Gerhard Kotitschke,
Papiermaschinen Grafisch 1Papiermaschinen 29
30
2
I Konstruktion einer Abrollvorrichtung Maschinenkonzept der PM 9 (Abb. 2) I der DuoFormer TQv, ein vertikales
mit dem Ziel, Aufführversuche vom Formerkonzept für grafische Papiere,
letzten Trockenzylinder bis zum Pope- Mit ihren 6,10 m Arbeitsbreite gehört die das den neuesten Stand der Technik
roller 5 Tage vor dem ersten Produk- PM 9 nicht zu den größten, aber aufgrund präsentiert,
tionstag durchführen zu können ihres Konzeptes und der Auslegung für I zugfreie Tandem-NipcoFlex-Pressen-
I Intensive Personalschulung eine Konstruktionsgeschwindigkeit von partie für höchste Trockengehalte,
I Erstellung eines detaillierten Inbetrieb- 2.200 m/min zu den derzeit modernsten symmetrische Entwässerung und
nahmeplanes mit PC-gestützter Papiermaschinen weltweit. sichere Bahnführung,
Terminüberwachung I der TopDuoRun ohne außenliegende
I Gründung von insgesamt 8 paritätisch Das neue universale „One Platform Paper Leitwalzen und freiem Zug nach dem
besetzten Arbeitsgruppen, die das Ziel Machine Concept“ besteht aus folgenden ersten Trockenzylinder,
hatten, Erfahrungen vergleichbarer Komponenten: I ein neues Feuchte-Querprofil-Regel-
Anlagen auszutauschen, Fehlerwieder- konzept – ohne Nachfeuchtung –
holungen zu verhindern, das system- I Der ModuleJet-Stoffauflauf, vorbereitet für die SC-Papierherstellung,
technische Know-how des Betreibers für Profilmatic MQ, ein neues System, I ein um 45 Grad geneigter Janus-
zu berücksichtigen und eine sukzessive das in Sekundenschnelle Eingriffe auf Kalander MK 2 mit 10 Walzen,
Systemverbesserung zu erreichen die flächenbezogene Masse vornimmt, aufgeteilt in zwei getrennte Stacks,
I Installation eines Steuerungskomitees, in welchem direkt in den ModuleJet- I ein Sirius-Aufwickelsystem mit
das alle wichtigen Entscheidungen Mischeinheiten mittels eines neu Tambourchangiereinrichtung.
getroffen und die Einhaltung aller entwickelten Sensors die Stoffdichte
wichtigen Ecktermine überwacht hat. gemessen wird, Der eigens für die PM 9 entwickelte Duo-
Former TQv, ein vertikaler Formertyp, be-
sticht nicht nur durch sein Äußeres, son-
dern auch durch sein großes Formations-
3 potenzial, seine Flexibilität, gute Zugäng-
lichkeit, Sauberkeit und einfachen Sieb-
und Walzenwechsel (Abb. 3).
Aus den Erfahrungen von bereits laufen-
den Tandem-NipcoFlex-Pressen wurde
für die PM 9 in Schongau die erste, quasi
zugfreie Pressenpartie gebaut.
Quasi zugfrei heißt in diesem Fall, dass
zwischen den Pressen und zwischen
Pressen- und Trockenpartie nur geringe,
konstant bleibende Differenzgeschwindig-
keiten notwendig sind.
Erreicht wird dieses Ziel durch Modifika-
tion der Transferstrecken nach den Pres-
sen und Schaffung eines freien Papierzu-
ges nach dem ersten Trockenzylinder.Sie können auch lesen