Nicht billiger, sondern intelligenter produzieren - Prof.(FH) DI Christian Weger, FH Oberösterreich, Campus Steyr
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Nicht billiger, sondern intelligenter
produzieren
Prof.(FH) DI Christian Weger, FH Oberösterreich, Campus Steyr
Definition
Intelligenz:
Intellegentia [lat.]: Vorstellung, Einsicht, Verstand
…die übergeordnete Fähigkeit (bzw. Gruppe von
Fähigkeiten), die sich in der Erfassung und Herstellung
anschaulicher und abstrakter Beziehungen äußert,
dadurch die Bewältigung neuartiger Situationen durch
problemlösendes Verhalten ermöglicht und somit
Versuch-und-Irrtum-Verhalten und Lernen an Erfolgen, die
sich zufällig einstellen, entbehrlich macht.
Folie 2
Produzieren in Niedriglohnländern
• Produktionsverlagerungen in Niedriglohnländer
Verbessern die Kostensituation?
Verbessern die Flexibilität?
Verkürzen die Lieferzeiten?
Steigern die Qualität?
Ermöglichen den lokalen Markteintritt
• Voraussetzungen (unter Anderem)
Funktionsfähige Kommunikationssysteme
Ungestörte Zahlungsflüsse
Sichere, reproduzierbare Logistikleistungen
„Auslandswillige“ Mitarbeiter
Folie 3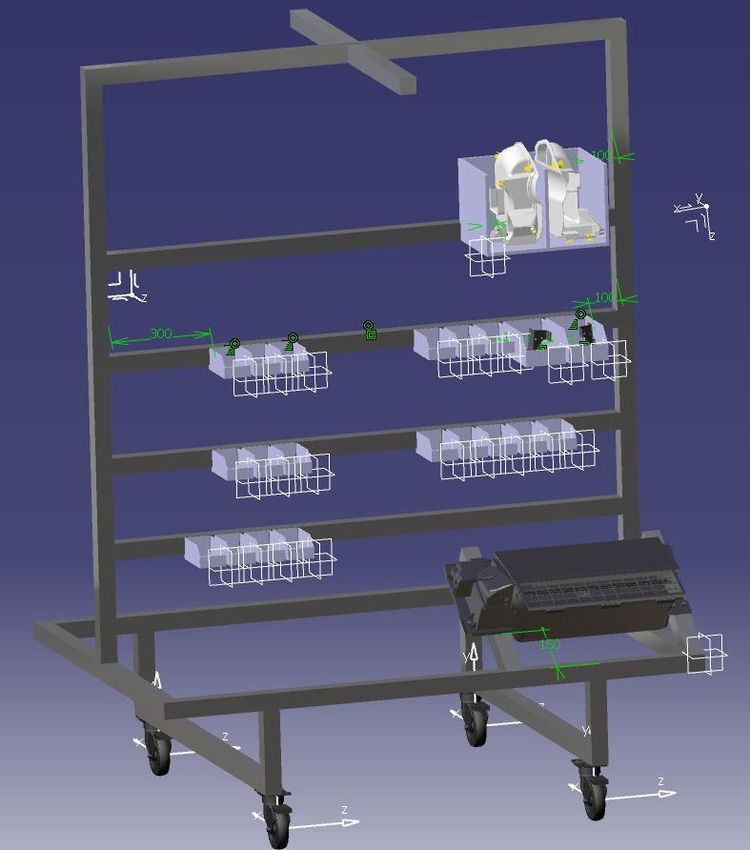
Arbeitskosten je Stunde Manufacturing
(2006+2007)
Folie 4
Produzieren im Inland
• Namhafte produzierende Unternehmen aus Oberösterreich halten an
einem hohen Grad der Eigenfertigung fest und sind deshalb/
trotzdem wirtschaftlich erfolgreich
Sie verbessern die eigene Kostensituation
Sie nutzen die lokal vorhandene Flexibilität
Sie streben kürzeste Lieferzeiten an
Sie steigern die schon hohe Qualität weiter
• Voraussetzungen (unter Anderem)
Optimierte Unternehmensprozesse
Minimierte Verschwendung von Ressourcen
Folie 5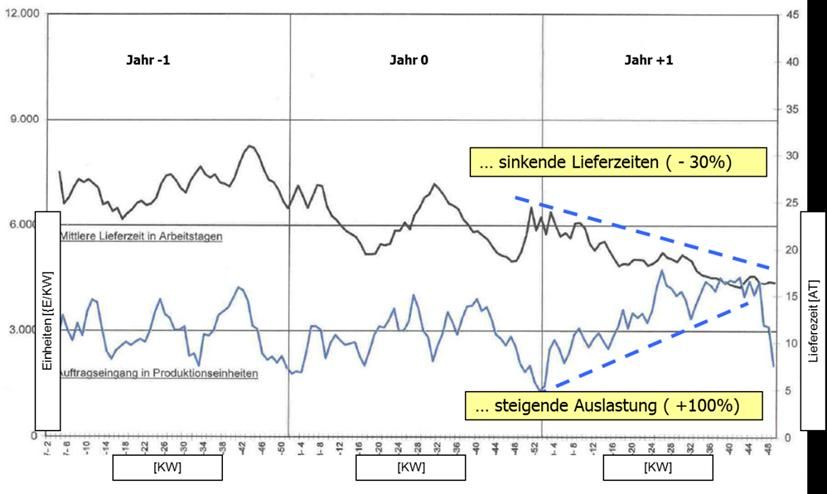
Produzieren im Inland
• Wenn „billiger“ nicht mehr geht:
Schnelligkeit, Reaktionsfähigkeit der Systeme und
verlustarme Prozesse müssen zur
Kernkompetenz europäischer Produktionen
entwickelt werden
• Schnelle Anpassungsfähigkeit der Strukturen, der
organisatorischen Abläufe und der Mitarbeiter
• Auch bei kurzfristig wechselnden Bedingungen müssen
bestmögliche Gesamtwirkungsgrade im Unternehmen
schnell wieder erreicht werden können
Folie 6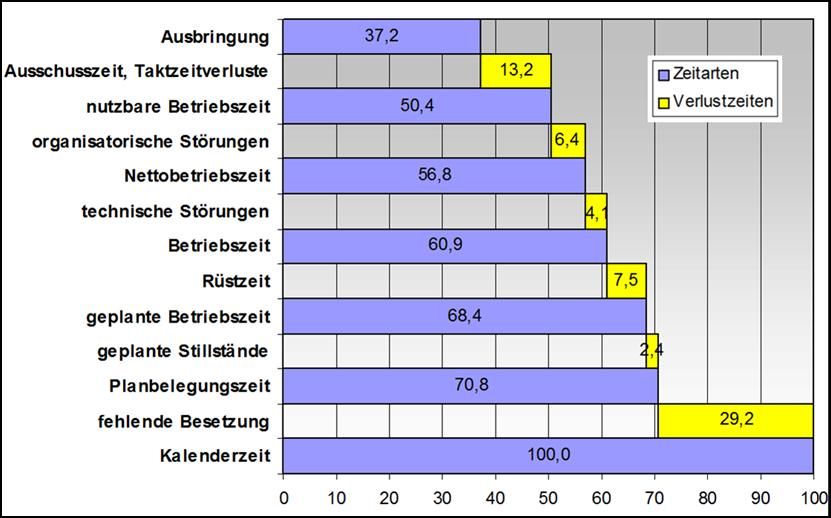
Produzieren im Inland
• Wenn „billiger“ nicht mehr „geht“ -> „intelligenter“:
...die übergeordnete Fähigkeit (bzw. Gruppe von
Fähigkeiten), die sich in der Erfassung und Herstellung
anschaulicher und abstrakter Beziehungen äußert, und
dadurch die Bewältigung neuartiger Situationen durch
problemlösendes Verhalten ermöglicht…
Folie 7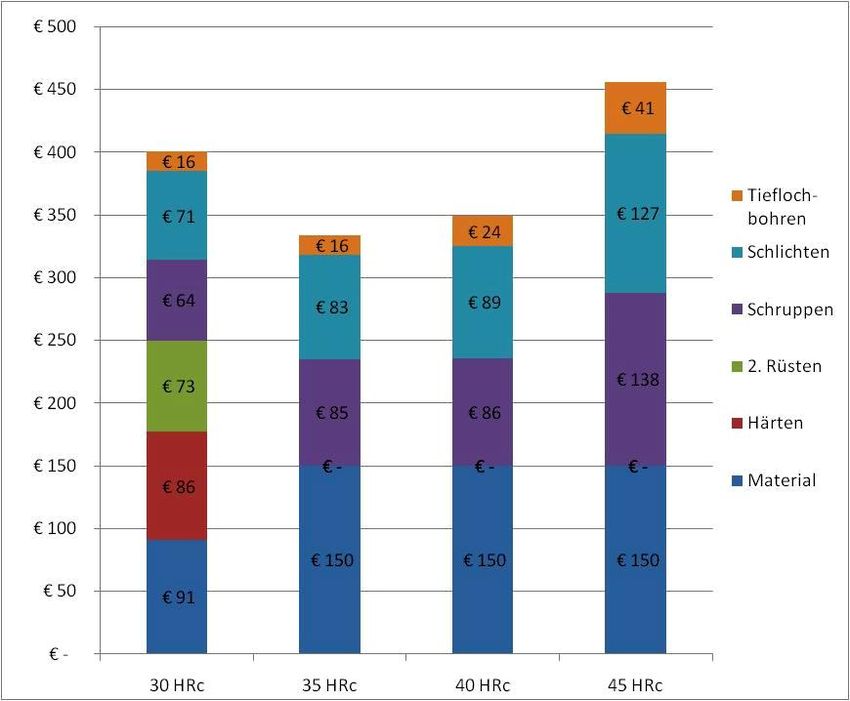
Produzieren im Inland
• Automatisierung und Mechanisierung drängen die
Bedeutung der Personalkostenanteile in den Hintergrund.
• Investitionen in Produktionsbereiche steigen damit an.
• Planmäßige, effiziente und verschwendungsarme
Nutzung der kapitalintensiven Systeme ist von zentraler
Bedeutung.
• Zuverlässigkeit und Pünktlichkeit aller Prozesse wird
daher im Zentrum der unternehmerischen Interessen
stehen müssen.
• Schnellere und kundenorientierte Entwicklung neuer
Produkte und Dienstleistungen.
Folie 8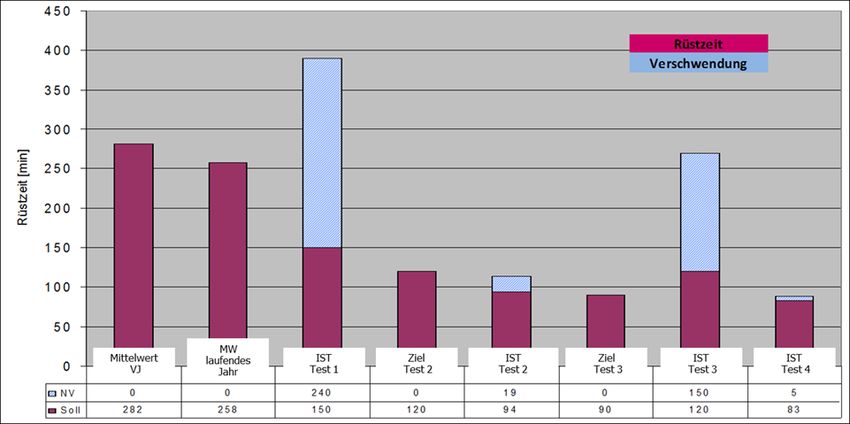
Produzieren im Inland
• Standardisierung von Produkten und Prozessen,
prozessorientierte Produktionssysteme und der Einsatz
von Simulationswerkzeugen zur Erkennung von Mängeln
und Optimierung von Prozessen vor Produktionsanlauf
sind Ansatzpunkte, um durch Optimierung den künftigen
Herausforderungen begegnen zu können.
• Vorhandene Schwächen einzelner Unternehmen in
Kernprozessen Prozessen wie Produktentwicklung,
Beschaffung, Planung, Steuerung, Auftragsabwicklung,
After-Sales usw. bieten große Optimierungspotentiale.
Folie 9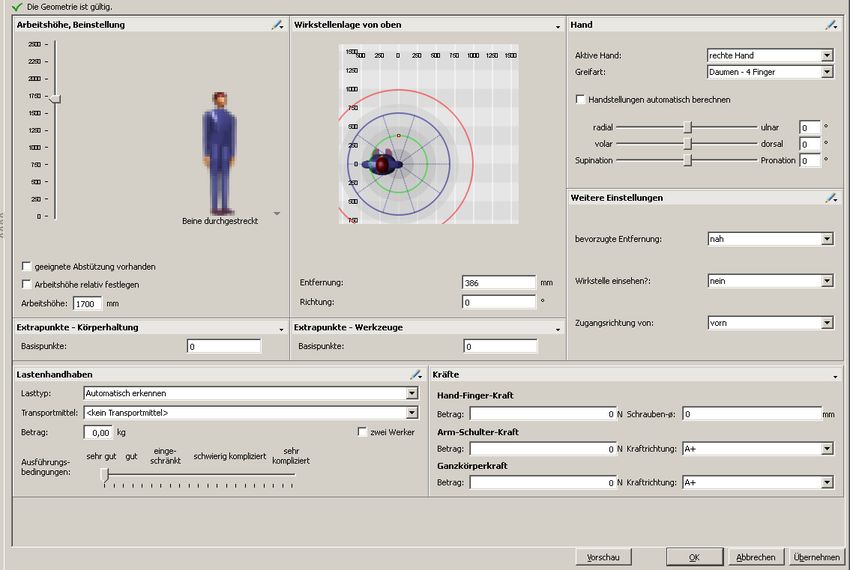
Produzieren im Inland
• Hinweise auf bestehende Verschwendungen zu
erkennen, die Ursachen zu erheben und nachhaltig zu
beseitigen kann als wesentliche Fähigkeit von
Führungskräften und Voraussetzung zur intelligenten
Produktion gedeutet werden.
Folie 10Flexibilität – ein vielfältiger Begriff
• Flexibilität, oder auch Adaptivität bzw.
Anpassungsfähigkeit, bezeichnet auch die Fähigkeit von
Menschen und Organisationen, sich an Veränderungen
anpassen zu können.
• Flexibilität bedeutet für Unternehmen, reaktionsfähig auf
veränderte Marktbedingungen insbesondere hinsichtlich
Produktausführung, Kapazitäten und Lieferzeiten zu sein.
• Rahmenbedingungen
Flache Hierarchien
Abbau starrer Strukturen u. detaillierter Regelwerke
Verstärkung von Teamarbeit und Autonomie
Folie 11Flexibilität – ein vielfältiger Begriff
• Rahmenbedingungen
flexible Arbeitszeiten
„universell“ einsetzbare Mitarbeiter
optimierte Auftragsabwicklungsprozesse
Steigerung der Produktivität
Variable Kapazitäten („atmende“ Fabrik)
Einbindung der Arbeitnehmer in das Risiko durch
erfolgsabhängige, variable Einkommensanteile
Versuch der Entwicklung von Mitarbeitern und/oder
Abteilungen zur Ergebnisverantwortung
Folie 12Flexibilität – ein vielfältiger Begriff
• Flexibilisierung aus (negativer) Sicht der Mitarbeiter
Wegfall klassischer Arbeitsverhältnisse
Entfall des Kündigungsschutzes
Keine geregelte Arbeitszeit
Entfall von Kranken- und Urlaubsgeld
Bedrohungen durch einen Arbeitsmarkt ohne feste Regeln
Durch flexible Arbeitszeitmodelle wird der klassische
Überstundenbegriff, mit Zuschlägen für Arbeit außerhalb
von „Normalarbeitszeit“, zurückgedrängt.
Neue Regeln für z.B. Gleit-Arbeitszeit ermöglichen vielfach
eine freiere Zeiteinteilung für den Arbeitnehmer
Folie 13Flexibilität – ein vielfältiger Begriff
• „räumliche Flexibilisierung“: Modelle wie klassische
Heimarbeit, Telearbeit und Büroarbeit ohne feste
Zuteilung eines Arbeitsplatzes
• Interne Flexibilisierung bzw. Anpassung an schwankende
Nachfrage erfolgt meist durch flexible Arbeitszeiten der
Stammbelegschaft (meist durch Arbeitszeitkonten) und
mehrfach einsetzbare Mitarbeiter mit breiter Qualifikation
und geringer Spezialisierung. (Teil)autonome Teams und
Fertigungsinseln sind weitere Schritte in diese Richtung.
Folie 14Flexibilität – ein vielfältiger Begriff
• Externe Flexibilisierung bedeutet, dass auf schwankende
Nachfrage durch Einstellungen und Entlassungen oder
auch durch Outsourcing, befristete Arbeitsverhältnisse
und Leiharbeitskräfte reagiert wird.
Quellen Flexibilität
Vobruba, Georg. Grundlagen der Soziologie der Arbeitsflexibilität. Berliner Journal für Soziologie. Januar 2006
.Flecker, Jörg. Sachzwang Flexibilisierung? Unternehmensreorganisation und flexible Beschäftigungsformen.
Wien : Forschungs- und Beratungsstelle Arbeitswelt, 1999
Folie 15Flexibilität – falsch verstanden
• Häufige Eingriffe und Korrekturen in bereits fix geplante
Reihenfolgen durch z.B. „Chefaufträge“,
„Eilbestellungen“, mangelnde Planungsqualität und
instabile Prozesse bis zur Fertigungsfreigabe führen zu
einem hohen Anteil an Verschwendung von Arbeits- und
Maschinenzeit, Blindleistung, Beständen etc.
• Reduktion der Interventionen, die Einführung einer
stabilen, unveränderlichen Phase der Produktionsplanung
(Frozen Zone) führen zur Beruhigung des betrieblichen
Geschehens
Folie 16Flexibilität – stabile Prozesse
• Beruhigte, stabile Prozesse ermöglichen
planvolle Werkzeug- und Materialbereitstellung
vorbereitete, geordnete Rüstabläufe
gesteigerte Produktivität bei praktisch unveränderter
Flexibilität dem Kunden gegenüber
• „Frozen Zone“ von nur 2 Tagen bei einer Lieferzeit von
ca. 5 Wochen (Kunststofffensterfertigung) hat durch die
Vermeidung unnötiger operativer Hektik eine Steigerung
der Leistung um ca. 15% ohne weitere Veränderungen
ermöglicht.
Folie 17Flexibilität – falsch verstanden
• Beispiel für Folgen falscher Flexibilität bzw. laufender,
kurzfristiger Änderungen des Produktionsplanes:
Anteil der gem. Produktionsplan vorbereiteten
Werkzeuge (zusammengestellt, funktionell geprüft,
abgedrückt, vorgewärmt, bereitgestellt), die in der
Planwoche tatsächlich verwendet wurden = ~ 69%
-> Blindleistung 2er Mitarbeiter ca. 31% bzw. ca. 24
Arbeitsstunden/Woche.
Folie 18Flexibilität – falsch verstanden
• Blindleistung Werkzeugvorbereitung
Auswertung betrieblicher Daten aus einem Forschungsprojekt zum Thema Optimierung der Anlagennutzung
Folie 19Flexibilität – falsch verstanden
• Folgen falsch verstandener Flexibilität
vorbereitete Werkzeuge wurden ungenutzt zurückgestellt
planvolle Vorbereitung wurde durch kurzfristig organisierte
Improvisation ersetzt
• Fehlende Werkzeugvorbereitung steigerte Rüstzeiten um
bis zu 30% bzw. um mehr als eine Stunde je Operation
• laufend veränderten Reihenfolgeplanungen steigern nicht
nur Kosten für Rüsten und Materialbereitstellung, sondern
reduzieren auch Kapazitäten und/oder Deckungsbeiträge
Folie 20Flexibilität – falsch verstanden
• Benchmark Druckguss hat gezeigt, dass durch
organisatorische und einfache technische Maßnahmen
die Rüstzeit stark reduziert werden kann.
Folie 21Agilität = Flexibilität + Schnelligkeit
• Agilität oder Beweglichkeit bzw. Wendigkeit im
wirtschaftlichen Sinn ist die Fähigkeit, nicht nur
anpassungsfähig zu sein, sondern die erforderlichen
Veränderungen auch schnell umsetzen zu können.
• Optimierte Prozesskette der Kundenauftragsabwicklung
mit dem Ziel, die „Time to Customer“ so kurz als möglich
zu halten, kann als wesentlicher Wettbewerbsvorteil
genutzt werden.
• Einzelabschnitte der Prozesskette in Vertrieb,
Beschaffung, Produktion und Logistik müssen auf kürzest
mögliche Durchlaufzeiten ausgerichtet werden
Folie 22Agilität = Flexibilität + Schnelligkeit
• Prozessverständnis und -kultur innerhalb des Unternehmens
nötig
• außerhalb des Unternehmens ist die Einbindung der Zulieferer
in die Anforderungen eines agilen Systems erforderlich
• Ansprüche an die Mitarbeiter, die diese Systeme planen und
betreiben, steigen
• Dezentrale und prozessorientierte Organisationsformen sind
die Voraussetzung
• Autonomie oder Teilautonomie und entsprechende Spielräume
dafür in den Strukturen sind erforderlich
• selbstlernende Verhaltensweisen erwünscht…
Folie 23Agilität = Flexibilität + Schnelligkeit
• Veränderungen können nur durch Veränderungen des
Verhaltens der Führung erreicht werden
• Beispiel einer erfolgreichen Flexibilisierung mit gestiegener
Agilität der Organisation kann die Umstrukturierung eines
Bauelementherstellers nach dem Konzept der fixen
Lieferzeiten dienen: Bei einer Verkürzung der
Auftragsdurchlaufzeit um mehr als 50% konnten die
Lieferzeiten auch bei steigender Auslastung konstant niedriger
als bei der Konkurrenz gehalten werden.
Quelle Agilität: Klocke, Fritz; Pritschow, Günther. Autonome Produktion. Berlin : Springer, 2003.
Quelle Fixe Lieferzeiten : Weichselbaum, Ernst; Rothböck, Markus. Das Konzept fixe Lieferzeiten in Peter Klaus, Franz Staberhofer, Markus
Rothböck. Steuerung von Supply Chains. Wiesbaden : Gabler, 2007.
Folie 24Agilität = Flexibilität + Schnelligkeit
• Konzept der fixen Lieferzeiten
Folie 25Verschwendungsarme Nutzung der
Ressourcen
• Zunehmende Automatisierung und Roboterisierung wird
durch hohen Kapitaleinsatz erkauft, die Lohnkosten
verlieren nicht nur wertmäßig an Bedeutung, sondern
auch hinsichtlich des relativen Kostenanteils
• Der möglichst hohe Nutzungsgrad einer kapitalintensiven
Fertigungsanlage gewinnt damit größere Bedeutung als
der Frage der absoluten Lohnkosten je Personalstunde.
• Die unternehmerischen Anstrengungen sollten daher auf
die Optimierung der Anlagennutzung gerichtet werden
• Beispiel Druckgussinsel
Folie 26Verschwendungsarme Nutzung der
Ressourcen
• Kostenstruktur Druckgussinsel
Ca. 77% der Gesamtkosten eines Druckgussteiles entfallen auf
Werkzeuge und das Einsatzmaterial.
Von den restlichen 23% entfällt ein Anteil von 56% auf AFA und
Zinsen bzw. nur 19% auf die Personalkosten
nach Aschmann, Bernard. Cost Structure Die Casting. Präsentation
Fa. Bühler. 2006.
Folie 27Verschwendungsarme Nutzung der
Ressourcen
• Der Verschwendung von produktiver Anlagenlaufzeit
häufig viel zu wenig Aufmerksamkeit geschenkt.
• Kennzahlen der Anlagennutzung wie OEE (overall
equipment efficiency) und TEEP (total effective
equipment productivity) werden selten regelmäßig
erhoben und noch seltener wirklich richtig genutzt.
• Zur Ermittlung der genannten Kennzahlen ist die
Erfassung der Ausfallsursachen der Anlagen erforderlich.
• Sinnvollerweise sollten die bekannten „Sechs
Ausfallursachen für Anlagenstillstände“ erhoben und
ausgewertet werden.
Al-Rhadi, Mehdi. Moderne Instandhaltung.TPM. Leipzig : Hanser Fachbuch, 2002.
Folie 28Verschwendungsarme Nutzung der
Ressourcen
• „Sechs Ausfallursachen für Anlagenstillstände“
Anlagenausfall (technisch und organisatorisch)
Rüst- und Einrichtverluste
Leerlauf u. Kurzstillstand
verringerte Geschwindigkeit
Anlaufschwierigkeiten
Qualitätsverluste
• Erfassung/Kategorisierung der Hauptursachen ermöglicht eine
systematische Verbesserung der Nutzungsgrade
Beispiel: Verlustarten/ Zeitanteile einer mechanischen
Großserienfertigung mit hohem Automatisierungsgrad
Folie 29Verschwendungsarme Nutzung der
Ressourcen
• Qualitäts- und Taktzeitverluste ca. 13%, Rüstzeiten ca.
8%, organisatorisch bedingte Störungen (kein Material,
kein Werkzeug etc.) ca. 6%
100% TEEP = 365 x 24h p.a.)
Folie 30Verschwendungsarme Nutzung der
Ressourcen
• Nutzung vorhandener Werkzeugtechnik und
Bearbeitungsstrategien senkt Bearbeitungs- und
Werkzeugkosten. Vermeidet zusätzliche Operationen
(Härten, Rüsten). Kostenvorteil ~ 13-17% (bei 35/40
HRC)
Bearbeitungskostenvergleich
Tiefloch-
Versuch Härte Material Härten 2. Rüsten Schruppen Schlichten Gesamt
bohren
Weich 30 HRc € 91 € 86 € 73 € 64 € 71 € 16 € 401 100%
Hart 1 35 HRc € 150 € - € - € 85 € 83 € 16 € 334 83%
Hart 2 40 HRc € 150 € - € - € 86 € 89 € 24 € 349 87%
Hart 3 45 HRc € 150 € - € - € 138 € 127 € 41 € 456 114%
Quelle: Franz Obermair, Vortrag bei Forum für Metallurgie und Werkstofftechnik, 2008, Leoben
Folie 31Verschwendungsarme Nutzung der
Ressourcen – Technologieoptimierung
Weich Hart 1 Hart 2 Hart 3
Quelle:Franz Obermair, Vortrag bei Forum für Metallurgie und Werkstofftechnik, 2008, Leoben
Werkstück : HSM Award Musterteil 2005 Folie 32Ressource Mitarbeiter
• Mitarbeiter sind „wichtigstes Kapital im Unternehmen“
• die laufenden „Wartung und Pflege“ dieser Ressource wird
nicht immer durchgeführt
• Anforderungen und Ansprüche an die Mitarbeiter aufgrund
zunehmender Flexibilisierungs- und Agilitätsanforderungen
nehmen zu
• verschwendungsarmen Nutzung der Ressource „Mitarbeiter“
erfordert mehr Aufmerksamkeit
• Aus- und Weiterbildung wird verstärkt erforderlich
• sinnvolle und produktive Nutzung der verlängerten
Lebensarbeitszeit wird eine große Herausforderung
Folie 33Ressource Mitarbeiter
• für manche Mitarbeiter werden die Bedürfnisse nach Sicherheit
und Planbarkeit des Arbeitslebens schlechter erfüllt.
• durch geringe Motivation, mangelnde Lernbereitschaft,
fehlende Bereitschaft zur Übernahme von Verantwortung,
Überforderung oder gar frühzeitige Pensionierung wir die
Ressource verschwendet
Folie 34Ressource Mitarbeiter
• Verschwendung der Ressource Mitarbeiter auch durch
lange Wege, falsche Arbeitsplatzgestaltung, Suchen von
Material, Informationen, Werkzeugen etc. in immer noch
großem Ausmaß
• durch Einsatz bewährter Methoden nach REFA, MTM etc.
könnten vielfach Potentiale gehoben werden.
• die Popularität und Verbreitung dieser Ansätze und
Werkzeuge scheint in vielen Unternehmen zurück zu
gehen.
• Beispiel: Multimoment-Häufigkeitsanalyse eines
Montagearbeitsplatzes
Folie 35Ressource Mitarbeiter
Beispiel Montage
• umsatzbestimmende Engpass-Arbeitsplatz
• Anteil von nur 46% für die Haupttätigkeit
• unproduktive Zeitanteile für Materialbeschaffung und –
Materialvorbereitung (12,7% bzw. 5,2%)
• Rüsten Arbeitsplatz + Werkstückwechsel (Σ ca.13%)
• sehr hohe persönliche Verteilzeiten (8,1%)
• Besprechungen (6%)
Kennzeichen für
massive Verschwendung der
Ressource Mitarbeiter bzw.
organisatorische Schwächen.
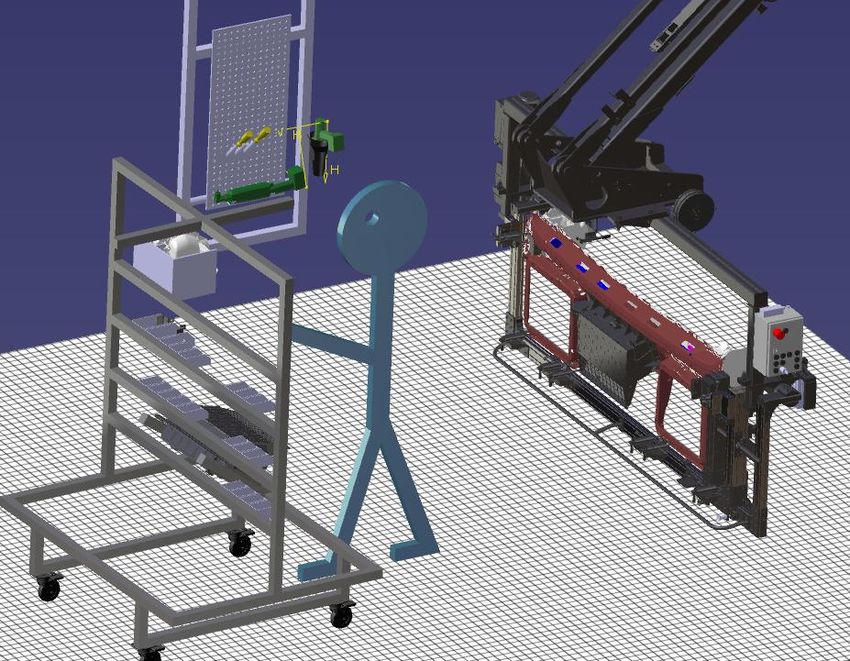
Folie 36Ressource Mitarbeiter Virtueller Arbeitsplatz
• Methode, Arbeitsplatz, Ergonomie, Umfeld optimieren
Folie 37Ressource Mitarbeiter
Virtueller Arbeitsplatz
Folie 38Ressource Mitarbeiter
Virtueller Arbeitsplatz
• Montageprozesse entwerfen, bewerten, optimieren +
Ergonomie -> Systeme vorbestimmter Zeiten
Folie 39
Quelle Screenshots: MTM Software TiconJill_Mont age -Pumpe.mp4
Bildquelle: http://www.plm.automation.siemens.com/de_de/products/tecnomatix/index.shtml
Folie 40Sie können auch lesen