UNTER SPAN Das Magazin des Machining Innovations Network e. V - Machining Innovations Network eV
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

UNTER SPAN
Das Magazin des Machining Innovations Network e. V.
www.machining-network.com Ausgabe 02/2016 | 10 €
Seite 8-9 Seite 12-13 Seite 14
MIC2016 Workshops Neue Mitglieder
16 Machining Innovations Conference for
th
Rückblick und Ankündigung LMT Fette und HOUGHTON
Aerospace Industry
ISSN 2365-7006
2 GRUSSWORT
Sehr geehrte Damen und Herren,
mehr als 250 Unternehmen aus den Bereichen Industrie, Dienstleistung, For-
schung und Entwicklung sorgen in Niedersachsen für Mobilität an Land, auf dem
Wasser und in der Luft. Die Luft- und Raumfahrt ist Treiber, Anwendungsfeld und
Ansatzpunkt für Spitzentechnologien im Leichtbau. Das Land Niedersachsen hat
in den letzten Jahren insbesondere kleine und mittlere Unternehmen erfolgreich
bei der Umsetzung innovativer Vorhaben unterstützt – nicht zuletzt durch Nutzung
der regionalen Wissensvernetzung. Investitionen in Forschung, Entwicklung und
Technologiezentren, wie das Zukunftszentrum Technologie und Ausbildung am
Standort Varel, stärken den Gesamtstandort Niedersachsen und sind ein Baustein
für die Sicherung und Schaffung von Arbeitsplätzen.
Das Land Niedersachsen kann praktisch die gesamte Wertschöpfungskette der
Fertigung von Flugzeugen abbilden. Das Hauptaugenmerk liegt hierbei besonders
im zivilen Flugzeugbau. Viele klein- und mittelständische Unternehmen bilden
innerhalb der Zulieferkette die Grundlage der niedersächsischen Luftfahrtindus-
trie. Darum werden wir als Landesregierung in Niedersachsen auch weiterhin die
hochinnovativen Kompetenz- und Fertigungsregionen im Produktionsbereich zivi-
ler Luftfahrtstrukturen im Rahmen einer aktiven Industriepolitik fördern.
Entdecken auch Sie die hohe Fertigungskompetenz und Innovationskraft in Nie-
dersachsen. Gerne lade ich Sie ein, den Innovationsstandort Varel/Friesland näher
kennenzulernen und zukunftsweisend für Ihre Aktivitäten zu nutzen!
Olaf Lies
Niedersächsischer Minister für Wirtschaft, Arbeit und Verkehr
Grußworte........................................................................................................ 2 IFW: Produktivitätssteigerung in der Radsatzinstandhaltung...................... 16
WZL: Hochdruck-KSS-Zufuhr steigert Produktivität
Netzwerk und Prozesssicherheit.................................................................................... 20
Machining Innovations Partner präsentieren ihre Kompetenzen Josef Neumüller Werkzeugschleiferei GmbH, IFW:
auf der ILA Berlin Air Show............................................................................. 4 Steigerung der Stabilität beim Bohren.......................................................... 21
Arbeitskreise intensivieren die fachliche Zusammenarbeit im Netzwerk ..... 6 IPMT: Bearbeitungsgerechte Auswahl von Werkzeugspannsystemen
für Schaftwerkzeuge..................................................................................... 22
16 Machining Innovations Conference for Aerospace Industry,
th
23.+24. November 2016.................................................................................. 8
Machining Innovations Network e.V. zu Gast bei Mitglieder
FUCHS SCHMIERSTOFFE GmbH................................................................ 10
AZV: Ausbildungsbeirat im Ausbildungszentrum Varel gegründet .............. 23
Workshop Spanntechnik – Herausforderungen dünnwandiger Bauteile.......12
mtec-akademie vermittelt Zerspanungs- und Management-Know-how..... 23
Einladung zum MIN-Workshop .................................................................... 13
SANDVIK COROMANT: Die neueste Generation des CoroMill ® 316 bietet
Neue Mitglieder im Netzwerk .......................................................................14 noch mehr Flexibilität..................................................................................... 24
turboMech GmbH & Co. KG erweitert seine
Kapazitäten im Drehbereich........................................................................... 24
Fachartikel
gps OIL TOOLS und ZELDER haben fusioniert............................................ 25
ISF: Kombinationswerkzeug zum Spanen und Walzen
von Oberflächen mit komplexen Innenkonturen............................................15 Accu-Lube: Weniger ist mehr....................................................................... 25
UNTER SPAN Machining Innovations Network 02/16
GRUSSWORT 3
Sehr geehrte Damen und Herren,
in Europa ist die Luft- und Raumfahrtbranche noch immer eine der führenden Indus-
triezweige. Um diese Stellung beizubehalten ist eine stetige Weiterentwicklung der
modernen Fertigungstechnik aufgrund der langfristigen Planungsintervalle unerläss-
lich. Um diesen zukunftsorientierten Anforderungen und Bedarfen in einer ressour-
censchonenden Produktion bei hoher Produktivität und maximaler Qualitätsrate ent-
gegenzutreten, liegt die Kernkompetenz des Machining Innovations Network e. V.
darin, die Wettbewerbsfähigkeit seiner Mitglieder durch die Initiierung gemeinsamer
Entwicklungsprojekte und zusätzlichen Dienstleistungen zu steigern.
Mit dieser Ausgabe unseres Mitgliedermagazins „Unter Span“ möchten wir Sie so-
wohl zu unserer großen jährlichen Konferenz, der MIC2016 – 16th Machining Innova-
tions Conference for Aerospace Industry am 23. und 24. November 2016 als auch
zu einem Workshop des Netzwerkes mit dem Thema „Nachbearbeitung generativ
gefertigter Bauteile“ im Dezember einladen. Des Weiteren informieren wir Sie über
die verschiedenen Arbeitskreise im Netzwerk und den bereits stattgefundenen Work-
shop zum Thema „Spanntechnik“.
Mit Freude präsentieren wir Ihnen in dieser Ausgabe mit der LMT Fette Werkzeug-
technik GmbH & Co. KG und der HOUGHTON Deutschland GmbH auch zwei weitere
neue Mitglieder im Netzwerk und werden damit kontinuierlich dem Ruf als bundes-
weit agierendes und anerkanntes Innovationsnetzwerk für spanende Fertigungstech-
nologien gerecht.
Ich wünsche Ihnen eine spannende und anregende Lektüre mit dem zweiten „Unter
Span“ in 2016!
Gerd Weber
Vorstandsvorsitzender des Machining Innovations Network e.V.
Standortleitung Varel / Bremen, Premium AEROTEC GmbH
GROB-WERKE setzt auf Tool Lifecycle Management mit TDM.................. 26 DEPO: Speed Shaping – wo Andere immer noch fräsen............................. 33
WALTER: Ein Titan in Titan............................................................................ 27 STARRAG: ECOSPEED F 1540 zerspant mittelgroße
Flugzeug-Strukturbauteile............................................................................. 34
JELBA: Vom Lastenheft zur Komplettanlage............................................... 28
PREMIUM AEROTEC: Optisches Messgerät: Schnell,
LMT FETTE: HSCline SuperFinish4 – Kopierfräsen
hochpräzise und mobil.......................................................................................34
in höchster Qualität ....................................................................................... 28
LINEAR- UND HANDHABUNGSTECHNIK: Analoger Mensch trifft
BIELOMATIK: Minimalmengenschmierung für Bohr-Vorschub-Einheiten.... 29
digitale Technik............................................................................................... 35
ARTIS: CTM V6 Profinet und Focas.............................................................. 29
NT TOOL: Neues Fräser-Spannfutter CT-SA mit mehr
BILZ: TDSc – System für die I4.0 Werkzeuglogistik..................................... 30 Präzision und Steifigkeit................................................................................ 35
3D CONCEPTS: Das Bearbeiten von schwer zu zerspanenden MAPAL: Dreischneidiger Tritan-Drill als Wechselkopfsystem..................... 36
Materialien auf einem höheren Niveau......................................................... 31
BERGHOFF Group baut neuen Produktionsstandort in Alabama................ 36
BLASER: Minimalmengenschmierung im HFC-Prozess –
CGTECH:Premiere im September – VERICUT Version 8.0.............................. 37
Gemeinschaftsprojekt von Fraisa und Blaser Swisslube.............................. 31
MATEC: Mit Power und Präzision zu profitablen Stückkosten..................... 37
DEHARDE baut Rumpfschalen für den Airbus Beluga................................. 32
DMG MORI: CELOS ® im Flugzeug- und Turbinenbau.................................. 38
EXTRAMET: Erweiterte Lösungen für die Luftfahrtindustrie……............... 32
GESAU: Einzelfertigung von Schneckenrädern schneller realisiert.............. 38
ISBE: Tool Designer ReCAD – die Reverse-Engineering
Lösung für Zerspanwerkzeuge...................................................................... 33
Impressum..................................................................................................... 39
4 GRUSSWORT
Machining Innovations Partner
präsentieren ihre Kompetenzen
auf der ILA Berlin Air Show
Vom 1.-3. Juni 2016 gab es das ISC (International Suppliers Center) den 126 m² des Gemeinschaftsstands des MIN mithilfe eindrucksvoller
im Rahmen der ILA Berlin, einer der weltweit wichtigsten Messen im Exponate. Als besonderes Highlight konnten interessierte Besucher den
Bereich Luft- und Raumfahrt mit über 1.000 Ausstellern aus 37 Län- Prozess der Live-Zerspanung auf Maschinen der Partner Chiron Werke
dern. Spektakuläre Flugshows und hochkarätige Konferenzen lockten GmbH & Co. KG sowie der DMG MORI GmbH bestaunen.
150.000 Besucher auf das Messegelände.
„Steigende Marktdynamik innerhalb der Luft- und Raumfahrtbranche
Bereits zum zweiten Mal stellten Mitglieder des MIN Fachbesuchern verlangt nach kreativen Antworten für Systemlösungen im Zielfeld der
und wichtigen Vertretern aus Wirtschaft und Politik, wie Herrn Olaf Lies, Zerspanung. Die Partner unseres Gemeinschaftsstandes hatten wäh-
dem niedersächsischen Minister für Wirtschaft, Arbeit und Verkehr in- rend der Messe die Gelegenheit Ihre Lösungen einem breiten Publikum
novative und praxisnahe Gesamtlösungen für qualitativ hochwertige, vorzustellen. Wir blicken gemeinsam mit unseren Partnern auf qualita-
zerspante Bauteile vor. Ihre jeweiligen Kompetenzen präsentierten die tiv hochwertige Gespräche und eine erfolgreiche Messeteilnahme zu-
Partner Berghoff GmbH & Co. KG, Blaser Swisslube GmbH, Premium rück“, so Oliver Bub, Leiter der Geschäftsstelle des Machining Innova-
AEROTEC GmbH, Qass GmbH und die W. Ludolph GmbH & Co. KG auf tions Network e.V.
UNTER SPAN Machining Innovations Network 02/16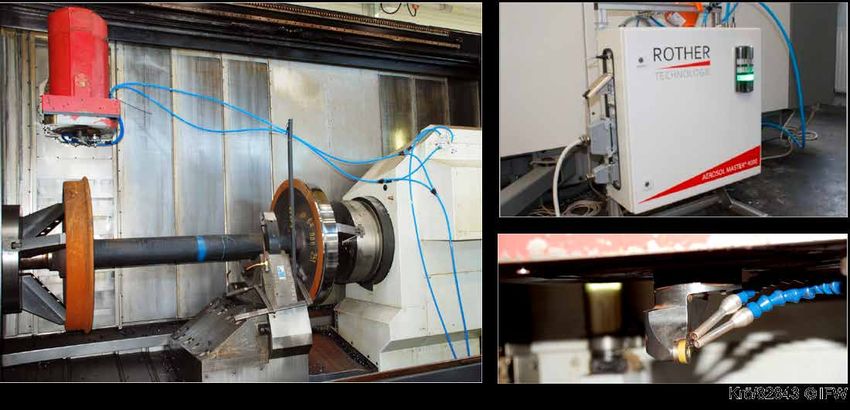
NETZWERK 5

6 NETZWERK
Arbeitskreise intensivieren die fachliche
Zusammenarbeit im Netzwerk
Kühlschmierstoff- und Werkzeugmaschinenhersteller diskutieren im Arbeitskreis Kühlstrategien bei der Blaser Swisslube AG über aktuelle Projekte.
Die gemeinsame Technologieentwicklung ist ein entscheidender Be- gemeinsam an Hand eines Testbauteils untersuchen, welche Steg- und
standteil der Arbeiten im Machining Innovations Network. Basierend auf Bodendicken nach heutigem Stand der Technik zu realisieren sind. Aus
drei Bereiche organisiert sich die fachliche Zusammenarbeit von Work- den Ergebnissen lassen sich Ansatzpunkte für das Bauteildesign ablei-
shops über Arbeitskreise bis hin zu Projekten. Wie im Bild dargestellt, ten, um beispielsweise durch dünnere Stege eine Gewichtsreduktion
dienen die Workshops zum Austausch über aktuelle Querschnittsthe- der Bauteile zu erzielen.
men. Aus der stattfindenden Diskussion ergeben sich Impulse und The-
menstellungen, die in den Arbeitskreisen weiter heruntergebrochen und Im Arbeitskreis Werkzeuge werden Themen rund um die Werkzeugent-
detaillierter ausgestaltet werden. In den Arbeitskreisen finden sich in- wicklung behandelt. Dabei geht es um die Optimierung von Werkzeug-
teressierte Mitgliedsunternehmen und Forschungsinstitute zusammen, geometrien sowie die Schneidstoff- und Beschichtungsentwicklung.
um die identifizierten Themen in Projekten zu bearbeiten und innovative Auch die Reduktion von Werkzeugkosten, die gerade bei der Bearbei-
Lösungen zu generieren. tung schwerzerspanbarer Werkstoffe einen erheblichen Kostenfaktor
darstellt, ist ein wichtiges Thema. Hierzu bearbeiten die Kollegen des
Die Ebene der Arbeitskreise wurde in diesem Jahr neu eingerichtet, um Instituts für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leib-
in verschiedenen Bereichen entlang der Zerspanungsprozesskette ak- niz Universität Hannover derzeit ein Projekt zum ressourceneffizienten
tuelle Herausforderungen zu diskutieren. Derzeit sind im Netzwerk fünf Nachschleifen von Vollhartmetall-Fräswerkzeugen. Ziel dieses Projekts
Arbeitskreise zu den Themen CAx, Werkzeuge, Werkzeugmaschinen, ist die Entwicklung einer Methodik zur Auslegung eines Nachschleifpro-
Automatisierung und Kühlstrategien eingerichtet. zesses, der den tatsächlich vorliegenden Verschleißzustand des Werk-
zeugs berücksichtigt. Ein weiteres Thema des Arbeitskreises ist aktuell
Der Arbeitskreis CAx befasst sich mit der Gestaltung von Frässtrate- die Werkzeugentwicklung für die Schruppbearbeitung von Aluminium
gien und NC-Programmen sowie dem Einsatz von Simulationstechni- mit neuen Hochleistungsspindeln. Welches Produktivitätspotential sich
ken zur Fertigungsoptimierung. Ein aktuelles Projekt befasst sich bei- durch den Einsatz dieser Spindeln mit 150 kW Leistung letztendlich am
spielsweise mit Bearbeitungsstrategien für dünnwandige Bauteile. An Bauteil realisieren lassen, ist hier aktuell Gegenstand der Diskussionen
diesem Projekt beteiligen sich Werkzeughersteller und Anwender, die im Arbeitskreis.
UNTER SPAN Machining Innovations Network 02/16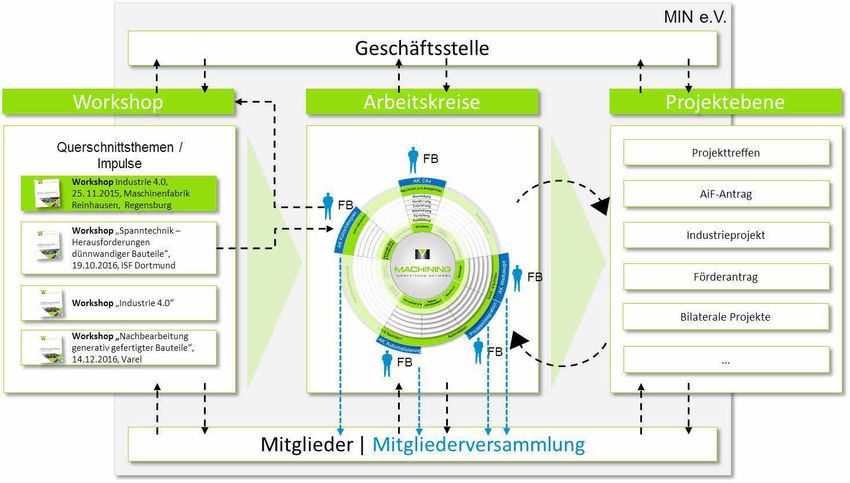
NETZWERK 7
Die Themen im Arbeitskreis Werkzeugmaschinen fokussieren sich auf spielen die Hochdruckkühlung, die kryogene Kühlung aber auch die
die Erhöhung der Prozesssicherheit und die Vermeidung kritischer Ma- Aufbereitung von Kühlschmierstoffen und die Bauteilreinigung eine ent-
schinenzustände. Hier spielen vor allem die Prozessüberwachung und scheidende Rolle. Aktuell wird am Werkzeugmaschinenlabor (WZL) der
die In-Prozess-Messtechnik eine entscheidende Rolle. In einem aktu- RWTH Aachen ein Projekt zur Steigerung der Produktivität durch die
ellen Projekt entwickeln Prozessüberwacher und Anwender gemein- zielgerichtete Zufuhr des Kühlschmierstoffs mit Hochdruck bearbeitet.
sam eine Lösung zur simulationsbasierten Prozessüberwachung. Ziel Übergeordnetes Ziel dieses Forschungsprojektes ist es, die Produkti-
des Projekts ist es, simulierte Prozessgrößen als Eingangsgrößen für vität beim Fräsen mit Wendeschneidplatten bestückten Werkzeugen
die Prozessüberwachung zu nutzen. Erste Untersuchungen haben be- durch die Entwicklung einer zielgerichteten HD-KSS-Zuführung signi-
reits gezeigt, dass dies ein vielversprechender Ansatz ist, der jetzt im fikant gegenüber dem derzeitigen Stand der Technik zu steigern. Für
Rahmen des Projekts weiterentwickelt und umgesetzt wird. Auch die die Realisierung dieser Zielsetzung bietet die HD-KSS-Zufuhr die besten
Entwicklung von neuen Maschinenkomponenten stellt einen weiteren Voraussetzungen und zwar zum einen in Form höherer anwendbarer
Themenkomplex im Arbeitskreis dar. Aktuell wird ein Projekt zur Ent- Schnittparameter, einer größeren Prozesssicherheit und zum anderen
wicklung gedämpfter Werkzeugaufnahmen für lang auskragende Werk- in einer Vergrößerung der Schneidenanzahl am Werkzeugumfang durch
zeuge am IFW in Hannover bearbeitet. kleinere Spankammern infolge sich enger aufrollender Späne. Allein
eine Steigerung der Schneidenanzahl von vier auf fünf Schneidplatten
Der Arbeitskreis Automatisierung befasst sich mit allen Fragestellun- am Werkzeugumfang unter sonst identischen Bedingungen führt zu ei-
gen rund um die Automatisierung in der spanabhebenden Fertigung, ner Steigerung des Zeitspanvolumens und der Produktivität um 25 %. In
wie beispielsweise die Verkettung von Anlagen oder Möglichkeiten zum Verbindung mit höheren anwendbaren Schnittgeschwindigkeiten ist es
Werkzeug- und Bauteilhandling. Auch Automatisierungslösungen im daher Ziel des Forschungsprojekts, durch eine zielgerichtete HD-KSS-
Bereich der Montage z. B. durch die Digitalisierung und Vernetzung von Zufuhr die Produktivität beim Stirnumfangsplanfräsen mit mehrreihigen
Wertschöpfungsketten werden von den Teilnehmern diskutiert. Ein wei- Werkzeugen von Stahl- und Titanwerkstoffen, gegenüber dem Stand
teres Thema stellt das automatisierte Entgraten von Flugzeugstruktur- der Technik um mehr als 25 % zu steigern.
bauteilen dar. Auf Grund der hohen Bauteilvielfalt und der Komplexität
der Bauteile werden diese aktuell fast ausschließlich manuell entgratet. Zusammenfassend lässt sich feststellen, dass die Neuorganisation der
Im Rahmen des Arbeitskreises wurden die Herausforderungen für das fachlichen Arbeit im Netzwerk bereits erste Früchte in Form von Pro-
automatisierte Entgraten erarbeitet, um im nächsten Schritt Lösungen jekten zwischen den Mitgliedern trägt. Diese Basis gilt es jetzt weiter
und mögliche Lösungsanbieter am Markt zu identifizieren. auszubauen und durch neue Themen aus den Workshops weiter zu stär-
ken. Für Fragen zu den Arbeitskreisen oder den fachlichen Themen im
Im Arbeitskreis Kühlstrategien tauschen sich Anwender und Kühl- Netzwerk steht Herr Dr. Jens Osmer (Tel.: 04451 91845 304, E-Mail:
schmierstoffhersteller über aktuelle Fragestellungen aus. Hierbei osmer@machining-network.com) in der Geschäftsstelle zur Verfügung.
Struktur der fachlichen Zusammenarbeit im Netzwerk.
8 NETZWERK
16th Machining Innovations
Conference for Aerospace Industry,
23.+24. November 2016
Das Konferenzprogramm beinhaltet 4 Sessions mit Fachvor-
trägen aus Industrie und Wissenschaft, Live-Vorführungen
6
M I C 2 01
im IFW-Versuchsfeld, eine Fachausstellung von Vertretern
nf er en ce
ti on s Co
hi ni ng In no va der Branche und eine Abendveranstaltung. In 38 Vorträgen
16 th M ac du st ry
fo r A er os pa ce In
berichten Fachleute aus Industrie und Hochschulforschung
über aktuelle Trends, Erfahrungen und Forschungsergeb-
nisse. Zu Beginn der beiden Konferenztage halten die
Stars der Branche ihre Plenarvorträge im Hörsaal. In die-
sem Jahr konnten Dr. Masahiko Mori (Präsident der DMG
NDA
More Seiki Co, Ltd.), Shinichi Inoue (Präsident der Makino
AGE Milling Machine Co., Ltd), John Wall (Vizepräsident der
Aerospace Dynamics Inc.) und Dr.-Ing. Christoph Gey
(Vizepräsident Werkstoffwissenschaften der Kenname-
tal Inc.) für die Plenarvorträge gewonnen werden.
Anschließend an die Plenarvorträge beginnen an bei-
den Tagen die beiden parallelen Sessions mit praxis-
bezogenen und wissenschaftlichen Vorträgen. Hier-
durch wird eine enge Vernetzung von Industrie und
Forschung auf internationaler Ebene ermöglicht. Die
dus try
ce In
ausgiebigen Pausen bieten die Gelegenheit zum
spa
Aero
Austausch. Gleichzeitig stellen im Rahmen einer
s in
logie
Fachausstellung Firmen aus den verschiedensten
no
Tech Bereichen ihre neuen Produkte vor. Darunter zum
tion
oduc
Beispiel die Houghton Deutschland GmbH, Solid-
Pr
New CAM und viele mehr.
Im wissenschaftlichen Teil der Konferenz werden
entre
a t th e H annover C ) in der zweiten Session, am 23. November, so-
y
24th 2016 (Garbsen, German
r 23 and wie in der vierten Session, am 24. November,
rd
Novembe o lo g y P Z H
hn
ction Tec themenübergreifend zu den Schwerpunkten
for Produ des Seminars neueste Forschungstrends und
-ergebnisse diskutiert. Auch in diesem Jahr
wird die Veranstaltung von der internationa-
len Akademie für Produktionstechnik (CIRP)
gesponsert. Im Rahmen eines Einführungsvor-
trags stellt Professor Wolfgang Hintze von der
technischen Universität Hamburg zu Beginn der zweite Ses-
Am 23. und 24. Novem- sion die aktuellen Ergebnisse zur laserunterstützte Bearbeitung von
ber 2016 findet im Produktionstech- Faser-Verbund-Kunststoffen vor.
nischen Zentrum Hannover die „Machining Innovations Conference
for Aerospace Industry „ statt. Veranstalter sind das Machining In- Während der Mittagspause werden Mitarbeiter des IFW im Ver-
novations Network (MIN) und das Institut für Fertigungstechnik und suchsfeld des Instituts derzeitige Forschungsschwerpunkte anhand
Werkzeugmaschinen (IFW). Allein in 2015 nahmen etwa 200 Teilneh- von Live-Präsentationen vorstellen. Hierbei sollen die Gäste einen
mer aus 16 Ländern an der jährlichen Konferenz teil. Einblick in die einzigartige Schleifwerkzeugherstellung am IFW be-
UNTER SPAN Machining Innovations Network 02/16
NETZWERK 9
Am zweiten Konferenztag wird Herr Dr. Uwe Schleinkofer, Ceratizit
Austria GmbH, die dritte Session mit dem Schwerpunkt „Machining of
Structural Aircraft Components“ einleiten. Die vierte Session beginnt
MIC 2016
16 th Machining Innovations Conference
mit einem Vortrag von Jun.-Professorin Petra Wiederkehr von der
technischen Universität Dortmund zum Thema „Virtual Machining“.
for Aerospace Industry Aussteller:
ISBE GmbH
bielomatik Leuze GmbH & Co. KG
kommen. Ein weiterer Schwerpunkt der Live-Präsentationen ist die SPRING Technologies GmbH
Nutzung sensorischer Maschinenkomponenten und einem magne- FUCHS Schmierstoffe GmbH
tisch geführtem Rundtisch zur Steigerung der Maschinenkapazität. IBS Precision Engineering Deutschland GmbH
SolidCAM GmbH
Am Abend des ersten Konferenztages laden das IFW und das MIN Blaser Swisslube GmbH
zum gemeinsamen Ausklang in der VIP-Lounge der HDI-Arena von DEPO GmbH & Co. KG
Hannover 96 ein. An diesem Abend erwartet unsere Gäste unter an- HOUGHTON Deutschland GmbH
derem einen Vortrag von Prof. Ingo Rechenberg, Technische Univer- Stresstech GmbH
sität Berlin, zum Thema „Bionics, yesterday, today and tomorrow. DMG MORI
Darüber hinaus werden Sie durch das Stadion und hinter die Kulissen Etalon AG
des Geschehens geführt. Wolf Werkzeugtechnologie GmbH
Besuchen Sie für weiterführende Informationen unsere Homepage:
www.mic-conference.com
Keynote Speakers
„Innovative Machining „Advances in Tooling
Solutions for Aircraft Parts by Development for the Aerospace
Use of Technology Cycle and Industry“
Additive Manufacturing“ John Wall, Vizepräsident der
Dr. Masahiko Mori, Präsident der Aerospace Dynamics Inc., USA
DMG Mori Seiki Co, Ltd., Japan
„Customer Support „Re-Thinking Traditional Manu-
Technology“ facturing Process to Overcome
Shinichi Inoue, Aircraft Business Challenges“
Präsident der Makino Milling Dr.-Ing. Christoph Gey,
Machine Co., Ltd., Japan Vizepräsident Werkstoffwissen-
schaften der Kennametal Inc., USA
10 Teilnehmer der Roadshow ©Fuchs PETROLUB SE Machining Innovations Network e.V. zu Gast bei FUCHS SCHMIERSTOFFE GmbH Auf Einladung seines Mitgliedes FUCHS SCHMIERSTOFFE GmbH war der Machining Innovations Network e.V. mit einer Roadshow zu Gast. Ein ausge- wogenes Programm zwischen Fachthemen am Vormittag und Eventcharakter am Nachmittag ließ dieses Event zu einem einzigartigen Thementag werden. Die FUCHS SCHMIERSTOFFE GmbH mit Sitz in Mannheim ist einer der Marktführer im Bereich Schmierstoffe in Deutschland. Unter dem Motto „Inno- vativ – Fas(s)zinierend – Traditionell“ erwartete die Teilnehmer ein einzigartiger Thementag inmitten der Kurpfalz. Dabei bot ein ausgewogenes Programm zwischen Fachthemen am Vormittag und Eventcharakter am Nachmittag wieder genügend Raum für interessante Gespräche und individuellen Austausch zwischen den zahlreichen Teilnehmern. Nach einer kurzen Begrüßung durch den MIN e.V. folgte die Vorstellung der Gastgeber. Dr. Ralf Rheinboldt, Vorstandsmitglied FUCHS PETROLUB SE, Stefan Knapp, Geschäftsleitung FUCHS SCHMIERSTOFFE GmbH und Cono Cono Balbo (3. von links, Fuchs PETROLUB SE) mit interessierten Balbo, Head of Global Product Management Cutting & Grinding, präsentier- Teilnehmern ©Fuchs PETROLUB SE ten in kurzen Vorträgen jeweils ihren Geschäftsbereich. Im Anschluss folgte ein ausführlicher Unternehmensrundgang mit Blick in die Produktion, einem Besuch des Zentrallabors mit innovativer Analysetechnik und angegliedertem Testcenter für verschiedenste Schmierstoffprüfungen. Zum Abschluss der Be- sichtigung konnten sich alle Teilnehmer eindrucksvoll von der Leistungsfähig- keit des voll automatisierten Hochregallagers überzeugen. Im sich anschließenden Diskussionsforum zum Thema „Innovative Zerspa- nungslösungen“ traten die Teilnehmer aktiv in den Informationsaustausch zu Technologietrends und ließen sich über Kühlschmierstoffe neuester Generation von FUCHS für die Aerospace Industrie informieren. Bereits bis zu diesem Zeitpunkt mit inhaltlich spannenden Themen eine sehr gelungene Veranstaltung hätte bei schönster Herbstsonne das geplante Rah- menprogramm am Nachmittag mit der Besichtigung des Weinguts „von Win- ning“ in Deidesheim nicht besser gewählt werden können. ©Fuchs PETROLUB SE UNTER SPAN Machining Innovations Network 02/16
NETZWERK 11
In der außergewöhnlichen Atmosphäre eines der traditionsreichsten Weingüter bringen. Alle Teilnehmer, sowohl MIN Mitglieder und andere Gäste, gaben uns
der Pfalz klang der Tag in individueller Gesprächsatmosphäre beim gemeinsa- ein sehr positives Feedback. Die Vorträge, der Werksrundgang, der Austausch
men Genuss regionaler Spezialitäten aus. unter den Teilnehmern, und der schöne Nachmittag auf dem Weingut „von
Winning“ in der Pfalz, waren in sich stimmig und kamen gut an, was man auch
Auch diese Roadshow konnte erneut an das sehr erfolgreiche Veranstaltungs- bei den Gästen spüren konnte. Für uns war es insgesamt ein gelungener Tag,
format anknüpfen, wie die durchweg positive Bilanz aller Beteiligten bestätigt. der alle Aktivitäten im Vorfeld mehr als rechtfertigte.“
Cono Balbo, FUCHS PETROLUB SE
„Eine gelungenen Mischung aus fachlich geprägter Veranstaltung und Event.
Interessant zu hören, wie komplex und aufwändig das Thema Schmierstoffent- „Die Roadshow unseres Netzwerkes bietet ein tolles Format, die Partner auf
wicklung und Herstellung hinsichtlich der sich stetig ändernden Anforderungen persönliche Weise kennenzulernen und perspektivisch Zusammenarbeit und
von Kunden, technologischen Entwicklungen, gesetzlicher Vorgaben, Umwelt-, Beziehungen aufzubauen und zu vertiefen. Zudem bieten wir unseren Mitglie-
Gesundheits- und Arbeitssicherheitspaketen tatsächlich ist. Ein weiteres High- dern auf diese Weise eine Möglichkeit, ihr Unternehmen und Portfolio einem
light das Event am Nachmitttag, das Raum für interessante Gespräche bot. ausgewählten Fachpublikum der Zerspanungsbranche am eigenen Standort zu
Vielen Dank, Fuchs war ein toller Gastgeber.“ Andreas Keiner, Aerotech Peis- präsentieren. Unser Dank für die herausragende Gestaltung des Tages an die
senberg GmbH & Co. KG. Firma Fuchs.“ Oliver Bub, Geschäftsstellenleiter MIN e.V.
„Eine gelungener Veranstaltungstag an dem die Teilnehmer neben Werksrund-
gang, fachlichem/technischem Austausch auch ein aktives Networking bei ei-
ner gemütlichen Abendveranstaltung erleben durften.“
Gottfried Hornung, Airbus Helicopters Deutschland GmbH
„Wir möchten dem MIN e.V. nochmals danken, dass wir die Gelegenheit hat- FUCHS SCHMIERSTOFFE GmbH
ten, die FUCHS Gruppe und die deutsche Tochter den Teilnehmern näher zu www.machining-network.com/Fuchs
Impressionen
©Fuchs PETROLUB SE
©Fuchs PETROLUB SE ©Fuchs PETROLUB SE12 NETZWERK
Workshop Spanntechnik – Herausforderungen
dünnwandiger Bauteile
Das MIN veranstaltete am 19.10.2016 gemeinsam mit dem Institut für Gebiet der Spanntechnik an. Zunächst berichtete Herr Graszat von der J.
Spanende Fertigung (ISF) der Technischen Universität Dortmund den Schmalz GmbH über den Einsatz von Vakuum in der Metallverarbeitung
Workshop „Spanntechnik – Herausforderungen dünnwandiger Bauteile“. und zeigt dabei Lösungen für eine effiziente und sichere CNC-Bearbei-
tung. Danach berichteten Herr Schreiner von der Heinrich Kipp Werk
In vielen Branchen, wie der Luft- und Raumfahrt sowie dem Automo- KG und Herr Nau von der Andreas Maier GmbH & Co. KG über 5-Achs-
bilbau spielt der Leichtbaugedanke nach wie vor eine entscheidende Spanntechnik und die Reduzierung von Rüstzeiten durch den Einsatz der
Rolle. Weniger Gewicht im Flugzeug oder Automobil geht in der Regel richtigen Spannmethode.
mit einer Reduktion von Treibstoff einher und verbessert so die öko-
nomische und ökologische Bilanz des jeweiligen Verkehrsmittels. Die Neben Industrievertretern kam im Rahmen des Workshops auch die For-
für den Leichtbau notwendige Reduktion des einzelnen Bauteilgewichts schung zu Wort. Herr Dahlmann vom Institut für Fertigungstechnik und
wird konstruktiv hauptsächlich über die Verringerung von Wand- und Werkzeugmaschinen der Leibniz Universität Hannover präsentierte ein
Bodenstärken realisiert. Dies führt für die in der Herstellung der Bauteile neues sensorisches Spannsystem, welches die Messung des aktuellen
eingesetzten spanabhebenden Fertigungsverfahren zu erheblichen He- Spannzustandes am Bauteil ermöglicht. Darüber hinaus berichtete Frau
rausforderungen. So neigen die dünnwandigen Bauteile auf Grund ihrer Wiederkehr, Juniorprofessorin am ISF, über Potentiale und Herausforde-
geringeren Steifigkeit zu Schwingungen. Diese beeinflussen neben der rungen von Prozesssimulationen zur Auslegung von Fertigungsprozessen.
Oberflächenqualität auch die Formgenauigkeit der Bauteile, so dass die
hohen Bauteilanforderungen nicht mehr erreicht werden können. Einen Abgerundet wurde die Veranstaltung mit einer Besichtigung des Ver-
möglichen Lösungsansatz für die beschriebenen Herausforderungen suchsfeldes des ISF sowie einer Abschlussdiskussion zu zukünftigen
stellt der Einsatz innovativer Systeme zur Bauteilspannung dar. Aus die- Netzwerkaktivitäten auf dem Gebiet der Spanntechnik. Hier hat sich
sem Grund sind Zerspanungsunternehmen aktuell verstärkt auf der Su- gezeigt, dass gerade die Reduzierung von Rüstzeiten ein brennendes
che nach neuen innovativen Spannsystemen für dünnwandige Bauteile. Thema bei Anwendern aus unterschiedlichen Branchen darstellt. Diesem
Diese Herausforderungen standen im Fokus des Workshops Spann- Thema wird sich der Machining Innovations Network im Rahmen der re-
technik am ISF Dortmund. Motiviert durch die konkreten Fragestellun- gelmäßig stattfindenden Arbeitskreise im nächsten Jahr weiter widmen.
gen der Berghoff GmbH & Co. KG, die in einem anschaulichen Vortrag
über die aktuellen Herausforderungen in der Zerspanung von Bauteilen Für Fragen zum Workshop steht Ihnen Herr Dr. Jens Osmer (Tel.: 04451
für die Luft- und Raumfahrt sowie die Halbleiterindustrie berichteten, 91845 304, E-Mail: osmer@machining-network.com) in der Geschäfts-
schlossen sich drei Vorträge zum aktuellen Stand der Technik auf dem stelle zur Verfügung.
Die Teilnehmer des Workshops informieren sich im Versuchsfeld des
ISF über aktuelle Forschungsprojekte.
UNTER SPAN Machining Innovations Network 02/16NETZWERK 13
Einladung zum MIN-Workshop
„Nachbearbeitung additiv gefertigter Bauteile“, 14. Dezember 2016
der additiven Fertigungsverfahren wirkt sich auch auf die spanabheben-
den Fertigungsverfahren aus. Zukünftig kann es hier zu Verschiebungen
in der Wahl des Fertigungsverfahrens weg von konventionellen hin zu
additiven Verfahren kommen. Welche konkreten Auswirkungen sich
hier ergeben werden, kann nach jetzigem Stand allerdings noch nicht
vorhergesagt werden. Fest steht aber schon jetzt, dass sich spanabhe-
bende Fertigungsverfahren neuen Herausforderungen stellen müssen,
da in vielen Fällen eine Nachbearbeitung der additiv gefertigten Bauteile
notwendig ist. So müssen beispielsweise Oberflächen geglättet, Boh-
rungen eingebracht oder Passflächen hergestellt werden. Aus diesen
Bearbeitungsaufgaben resultieren im Gegensatz zu der im Luftfahrt-
bereich ansonsten vorherrschenden Volumenzerspanung vollkommen
neue Herausforderungen. Die additiv gefertigten Bauteile liegen sehr
nah an der Endkontur des Fertigteils, was zu einem geringen Zerspan-
volumen führt. Außerdem können die Bauteile nahezu beliebig gestaltet
werden. Dadurch müssen sehr komplexe Bauteile bei der Nachbearbei-
tung prozesssicher gespannt werden können.
Diesen Herausforderungen aus Sicht der Zerspanung widmet sich der
Der Machining Innovations Network veranstaltet am 14. Dezember Workshop „Nachbearbeitung additiv gefertigter Bauteile“ am 14. De-
2016 im Ausbildungszentrum Varel gemeinsam mit der Premium AE- zember 2016 im Ausbildungszentrum Varel. Der Workshop dient zum
ROTEC GmbH einen Workshop zur Nachbearbeitung additiv gefer- Austausch zwischen Anwendern und Lösungsanbietern am Markt.
tigter Bauteile. Durch Impulsvorträge werden der aktuelle Stand der Technik dargestellt
und notwendige Forschungs- und Entwicklungsarbeiten diskutiert.
Additive Fertigungsverfahren sind in vielen Industriebranchen wei- Abgerundet wird die Veranstaltung durch eine Besichtigung der
ter auf dem Vormarsch. Speziell in der Luft- und Raumfahrt fin- additiven Fertigung und Nachbearbeitung bei der Premium
den diese Verfahren immer mehr Anwendung und erschließen AEROTEC GmbH am Standort Varel.
neue Fertigungsmöglichkeiten. Der Vormarsch
Für Fragen zum Workshop steht Herr Dr.
Jens Osmer (Tel.: 04451 91845 304,
E-Mail: osmer@machining-network.com) in der
Geschäftsstelle zur Verfügung.14 NETZWERK
Neue Mitglieder im Netzwerk
LMT Fette Werkzeugtechnik GmbH & Co. KG
LMT Fette ist einer der weltweit führenden Hersteller von Präzisions-Fräs-
werkzeugen, Wälzfräsern, Gewinderollsystemen und Gewindebohrern.
Stammsitz des 1908 durch den Werkzeugmacher Wilhelm Fette gegrün-
deten Unternehmens ist heute Schwarzenbek bei Hamburg. Bereits 1916
stellte Fette die ersten Wälzfräser her – ein Bereich, in dem das Unterneh-
men auch heute noch weltweit führend ist.
Gemeinsam mit anderen Werkzeugherstellern gründete Wilhelm Fette
1917 den Deutschen Präzisionswerkzeugverband. Die Einrichtung einer
der ersten Schnellstahlhärtereien Mitte der 30er Jahre bildet die Grundla-
ge für die Entwicklung eines umfassenden Programms extrem leistungs-
fähiger Werkzeuge. In den 50er Jahren präsentiert LMT Fette erstmals
eine neue Generation patentierter Gewinde-Rollköpfe mit denen Gewinde
spanlos hergestellt werden können. Seitdem hat das Unternehmen die Ent-
wicklung der Metallbearbeitung durch zahlreiche innovative Werkzeuge,
Schneidstoffe und Beschichtungssysteme vorangetrieben. Heute umfasst
das Produktprogramm von LMT Fette ein breites Spektrum von Präzisions-
werkzeugen für die spanende und spanlose Metallbearbeitung.
LMT Fette ist Gründungsmitglied der 1993 ins Leben gerufenen LMT und
innerhalb der Gruppe das Kompetenzzentrum für die Anwendungsbereiche
Verzahnen und Rollen sowie die Fräsbearbeitung.
Die LMT Fette Werkzeugtechnik GmbH & Co. KG wird als neues Mitglied
www.machining-network.com/LMTFette im Netzwerk von Geschäftsstellenleiter Oliver Bub willkommen geheißen!
HOUGHTON Deutschland GmbH
aus verschiedenen Industriebereichen mit starker Konzentration auf
Metallbearbeitung, Automobilbau, Stahlindustrie und der Luft- und
Raumfahrt.
Fokussierend auf Kundenzufriedenheit, löst das Unternehmen
schwierigste technische Herausforderungen und unterstützt seine
Kunden weltweit mit Fluid-Experten, innovativen Technologien und
hochleistungsfähigen Produkten. Mit Präsenz auf sechs Kontinen-
ten, hilft Houghton Kunden überall auf der Welt dabei, neue Wege
zu finden, um Gesamtkosten in den chemischen Prozessen und bei
der Entsorgung zu sparen und gleichzeitig die Produktions- und Teile-
qualität zu verbessern. Neben High-Tech Fluid Produkten bietet das
Unternehmen auch Fluid-Management Dienstleitungen an.
Der Unternehmenssitz der HOUGHTON Deutschland GmbH in Dortmund
Aktuell umfasst das Produktsortiment von Houghton wassermisch-
Seit der Unternehmensgründung im Jahr 1865 in Titusville, PA in bare Kühlschmierstoffe, nichtwassermischbare Schneid- und Schleif-
Amerika bietet das Unternehmen bis heute innovative Fluid-Tech- öle, Umformschmierstoffe, Walzmedien, Schwerentflammbare
nologien an und ist seit dem verlässlicher Partner der Industrie und Hydraulikfluide, Härtemedien, Entfetter/Reiniger, Korrosionsschutz-
weltweit führend in Industrieflüssigkeiten. Mit rund 2000 Mitar- produkte sowie Hydraulik- und Bettbahnöle.
beitern, 11 Produktionsstandorten und 10 Entwicklungscentern ist
Houghton International weltweit tätig. Die Firma beliefert Kunden www.machining-network.com/houghton
UNTER SPAN Machining Innovations Network 02/16FACHARTIKEL 15
Kombinationswerkzeug zum Spanen und Walzen
von Oberflächen mit komplexen Innenkonturen
Autoren: Prof. Dr.-Ing. Dirk Biermann1, Maximilian Metzger1, Das Kombinationswerkzeug wird dabei auf einer BTA-Tiefbohrmaschine
M.Sc., Dr.-Ing. Hans Fuß2 der Fa. Giana des Typs GGB 560 im Versuchsfeld des ISF appliziert und
die Maschine durch eine spezielle Auskammereinheit um eine weitere
In einer Vielzahl von Anwendungsbereichen werden bereits heute von Achse ergänzt. Mithilfe einer Drehbewegung des Wendeschneidplat-
innen ausgekammerte Bauteile eingesetzt, die in geringer belasteten tenhalters und einer rotatorischen und translatorischen Verfahrbewe-
Bereichen weniger Material vorhalten und somit dem Leichtbaugedan- gung des Werkzeuges kann sowohl der Bohrungsgrund als auch die
ken folgen. Diese Auskammerungen beschränken sich aktuell in aller Bohrungswand nahezu beliebig in einer Aufspannung bearbeitet wer-
Regel auf die Bohrungswand in Tiefbohrungen. Im Rahmen eines vom den. Ein Forschungsziel stellt die Erzeugung unterschiedlicher Konturen
Bundesministerium für Wirtschaft und Energie geförderten ZIM-Projek- des Bohrungsgrundes (Abbildung 2) durch ein einziges Werkzeug dar.
tes (Zentrales Innovationsprogramm Mittelstand) zwischen der Beraten- Darüber hinaus sollen mögliche Auskammerungen entlang der Boh-
den Gesellschaft für Tiefbohr- und Zerspanungstechnik (BGTB) GmbH rungswand erzeugt werden.
und dem Institut für Spanende Fertigung (ISF) der TU Dortmund ist die
Entwicklung, Fertigung und Realisierung eines Kombinationswerkzeu-
ges vorgesehen, das sowohl den Bohrungsgrund (Abbildung 1, oben)
als auch die Bohrungswand (Abbildung 1, unten) definiert spanend und
umformend bearbeiten kann.
Abbildung 2: Mögliche Konturvarianten des Bohrungsgrundes
Durch auswechselbare Bohrkopfeinsätze soll nach der spanenden Be-
arbeitung der Bohrungswand und des grundes in gleicher Bauteilauf-
spannung das Festwalzen der erzeugten Oberflächen realisiert werden.
Bisher sind häufig zur Nachbearbeitung der zerspanten Oberflächen ein
aufwendiger Maschinenwechsel der mitunter recht großen Bauteile
sowie (z. B. nach dem Shot Peening) eine anschließende aufwendige
Reinigung notwendig. Das Festwalzen der zerspanten Bereiche in nicht-
zylindrischen Bohrungen erfordert eine optimale Auslegung des Werk-
zeuges, um die notwendigen Prozesskräfte zum Walzen übertragen zu
können. Dabei soll ein stufenloser und durchgängiger Festwalzvorgang
vom Bohrungsgrund in die Bohrungswand realisiert werden. Diese
Kombination aus Zerspan- und Festwalzverfahren ermöglicht nicht nur
die konsequente Umsetzung des Leichtbaugedankens sondern auch die
Auslegung beanspruchungsgerechter Bauteile durch gezielte Einstel-
lung lokaler Verfestigungen in der Randzone des Bauteilinneren.
1
Institut für Spanende Fertigung, TU Dortmund
2
Beratende Gesellschaft für Tiefbohr- und Zerspanungstechnik, Dortmund
Institut für Spanende Fertigung ISF
Abbildung 1: Vollständige Bearbeitung einer Tiefbohrung www.machining-network.com/ISF16 FACHARTIKEL
Produktivitätssteigerung in der Radsatzinstandhaltung
Abbildung 1: Anwendung verschiedener Bearbeitungskonzepte in der Radsatzinstandhaltung: Drehen (links) und Drehfräsen (rechts)
Autoren: Prof. Dr.-Ing. B. Denkena, Dr.-Ing. T. Grove,M. Sc. A. Krö- druck in der Branche führt allerdings dazu, dass über Neuinvestitio-
del, Dipl.-Ing. L. Hülsemeyer, Dr.-Ing. A. Andreew nen und Umgestaltung des Maschinenparks nachgedacht wird, um
die Produktivität zu steigern. Hierzu wurde Ende des Jahres 2014 ein
1. Einleitung Kooperationsprojekt zwischen der Deutsche Bahn Fahrzeuginstand-
Die Schienenverkehrsbranche ist in den letzten Jahren einem zuneh- haltung GmbH, Frankfurt, und dem Institut für Fertigungstechnik und
menden Wettbewerbsdruck ausgesetzt. Gründe hierfür sind unter Werkzeugmaschinen (IFW) der Leibniz Universität Hannover durch-
anderem die zunehmende Liberalisierung des Nahverkehrs sowie geführt. Ziel des Projektes war es, alternative Bearbeitungskonzepte
das sprungartig gewachsene deutschlandweite Angebot an Fernbus- in der Reprofilierung von Radsätzen zu analysieren und so Grund-
verbindungen. Demzufolge sind die Akteure des Marktes dazu ge- lagen für eine Zukunftsstrategie abzuleiten. Die Arbeitspakete des
zwungen, ihre Prozesse zu hinterfragen und so Kostensenkungspo- Entwicklungsprojekts umfassten dabei die Auswahl eines geeigne-
tentiale auszuschöpfen. Instandhaltungsprozesse stellen dabei einen ten Maschinenkonzepts, die Entwicklung eines Spannkonzepts zur
wichtigen Kostenfaktor innerhalb der Lebenszykluskosten dar. prozesssicheren Spannung der Radsätze sowie experimentelle Zer-
spanuntersuchungen zur Validierung der Potentiale.
Im Betrieb kommt es aufgrund der hohen Pressungen und wech-
selnden Schlupfverhältnisse im Wälzkontakt zwischen Schiene und 2. Neues Bearbeitungskonzept in der Radsatzinstandhaltung
Radsatzlaufbahn zu einem Verschleiß der Laufbahnen [1], der eine Die heute eingesetzten Maschinensysteme in der Instandhaltung
Reprofilierung des Radsatzes erforderlich machen. Nach aktuellem von Radsätzen weisen prinzipbedingt einige Nachteile auf. So erfolgt
Stand der Technik erfolgt die Reprofilierung verschlissener Radsätze der Antrieb der Radsätze zur Erzeugung der Werkstückrotation im
spanend auf speziellen Portaldrehmaschinen. Der steigende Kosten- Drehprozess über einen Reibrollenantrieb, der in Verbindung mit ei-
Abbildung 2: Bauteilverformungen durch Spannkraft FS = 100 kN (links)
und Prozesskräfte Fc = 20 kN; Fp = 3,3 kN; Ff = 4,3 kN (rechts)
UNTER SPAN Machining Innovations Network 02/16FACHARTIKEL 17
nem Zentrierungsystem gleichzeitig die Spannfunktion übernimmt und der Zerspankraft im gespannten Zustand, nicht die zulässigen
[2]. Aufgrund der hohen Belastung im Drehprozess werden hohe Form- und Lagetoleranzen des Radprofils überschreiten. Zur Analyse
Kräfte über den Kontakt zwischen Reibrolle und Spurkranz übertra- der aus den Spann- und Zerspankräften resultierenden Bauteilverfor-
gen, was zu einem kontinuierlichen Verschleiß der Reibrollen führt mungen wurde zunächst eine FEM-Simulation des Radsatzes durch-
und das übertragbare Drehmoment nach oben begrenzt. Weiterhin geführt (Abbildung 2). Die Simulationen wurden für die Spannme-
ist auch die maximal mögliche Schnittgeschwindigkeit durch die thoden Innenspannen am Rad (mit drei/sechs/zwölf Backen) sowie
Rotationsgeschwindigkeit der Reibrollen begrenzt, so dass aktuelle Außenspannen auf der Welle durchgeführt. In Abbildung 2 ist das Si-
Prozesse Schnittgeschwindigkeiten bis vc, max. ≈ 70 m/min ermög- mulationsergebnis beispielhaft für das Innenspannen mit drei Backen
lichen. Ein großer Vorteil des Maschinensystems ist die Möglichkeit dargestellt. Aus der Simulation stellte sich das Innenspannen als das
zur ebenerdigen Beladung über Schienentransportsysteme. Hinsicht- zu favorisierende Konzept heraus, da die notwendigen Spannkräfte
lich der Prozesssicherheit zeigt sich insbesondere die Spanformung aufgrund des größeren Spanndurchmessers gegenüber dem Span-
(Wirrspäne) bei der Zerspanung des duktilen Werkstoffs als kritisch nen auf der Welle deutlich geringer sind. Durch den großen Abstand
und verursacht viele Maschinenstillstandszeiten. zwischen der eingebrachten Zerspankraft und der Spannfläche beim
Außenspannen kommt es weiterhin zu unzulässig hohen Verformun-
Um neue Potentiale in der Radsatzinstandhaltung aufzuzeigen, wur- gen des Radprofils in der Größenordnung 200 µm. Die geringsten
de zunächst ein geeignetes Maschinensystem für das Entwicklungs- Verformungen werden unter Anwendung eines Zwölf-Backen Innen-
projekt identifiziert. In Kooperation mit dem MIN e.V. wurde für diese spannsystems erreicht. Allerdings werden die zulässigen Formtole-
Anwendung eine Maschine der DMG Mori NT 6600 Baureihe ge- ranzen auch bei Anwendung eines Drei-Backen-Innenspannmittels
wählt. Das Dreh-Fräszentrum NT6600 verfügt über eine Haupt- und nicht überschritten, so dass für die Untersuchungen zunächst ein
eine Gegenspindel mit jeweils 45 kW Antriebsleistung sowie über Drei-Backen-Spannsystem konstruiert und an der Versuchsmaschine
eine 30 kW – Frässpindel. Somit war es im Projekt möglich, neben umgesetzt wurde.
einer Weiterentwicklung des konventionellen Drehprozesses, das Nach der Auslegung des Spannmittels erfolgte die Untersuchung
orthogonale Drehfräsen als Alternativtechnologie zu untersuchen des Drehprozesses. Die Untersuchungen wurden durch die Unter-
Abbildung 3: Maschinenraum mit externem Kryosystem Rother AEROSOL MASTER® 4000 cryolub
(Abbildung 1). Insbesondere die Fräsbearbeitung bietet dabei ein er- nehmen Sandvik Coromant sowie Rother Technologie aktiv mitge-
höhtes Potential zur Steigerung der Prozesssicherheit, aufgrund der staltet. Ziel war es, durch Anwendung neuentwickelter Rundplatten
Vermeidung von Bandspänden. Die Bereitstellung einer geeigneten (geringe Rauheit bei hohen Vorschüben) eine Leistungssteigerung in
Versuchsmaschine wurde durch die Kooperation mit der Fa. Deicken der Drehbearbeitung zu erzielen. Weiterhin sollte das Potential der
und Engels, Stuhr, ermöglicht. kryogenen Kühlung in der Radsatzbearbeitung analysiert werden.
Hinsichtlich der Prozessstellgrößen sollte insbesondere durch Stei-
3. Ergebnisse des Entwicklungsprojekts gerung der Schnittgeschwindigkeit gegenüber dem Stand der Tech-
Nach der Auswahl der Maschine erfolgte die Auslegung des Spann- nik (ca. 70 m/min in der Radsatzinstandhaltung) eine Steigerung der
systems. Dabei stellen insbesondere die hohen Zerspankräfte von Produktivität erreicht werden. Dazu wurde zunächst das von der Fa.
bis zu 20 kN eine große Herausforderung dar. Als Randbedingungen Rother bereitgestellte System AEROSOL MASTER ® 4000 cryolub
dürfen die elastischen Verformungen, resultierend aus der Spann- installiert (Abbildung 3). Als Technologie wurde reine CO 2-Kühlung18 FACHARTIKEL
unter Druckluftzuführung eingesetzt, da die Anwendung von MMS- Mit kryogener Bearbeitung wurden drei Radprofile bearbeitet. Im
Ölen kritisch hinsichtlich der nach der Bearbeitung erfolgenden was- Werkzeugverschleiß zeigt sich für die kryogene Bearbeitung eine
serabhängigen Risskontrolle der Radsätze ist. Die Schnittgeschwin- deutliche Reduktion um mehr als 50 % in Bezug auf die maximale
digkeit in der Bearbeitung wurde zunächst auf 150 m/min, also eine Verschleißmarkenbreite VB max. Begründet wird die deutliche Verbes-
Steigerung über 100% gegenüber der aktuellen Bearbeitung, festge- serung des Verschleißverhaltens durch die Reduktion der Temperatu-
setzt. Die anderen Prozessstellgrößen wurden analog zu aktuellen ren im Zerspanprozess. Durch Messung mittels Kontaktthermometer
Prozessen auf Portaldrehmaschinen festgelegt. Begrenzend für die konnte direkt nach der Bearbeitung eine Reduktion der Oberflächen-
maximal mögliche Zustellung ap stellte sich das maximal verfügbare temperatur der Wendeschneidplatte von ca. 70° C auf 35° C nach-
Antriebsdrehmoment der Maschine heraus, so dass ap im Rahmen gewiesen werden. Nach Abschluss der Vergleichsuntersuchungen
der Untersuchungen auf 2 mm festgelegt werden musste. wurde ein weiterer Stichversuch zur Erhöhung der Produktivität mit
Die Ergebnisse der Untersuchungen hinsichtlich des Werkzeugver- einer Schnittgeschwindigkeit von vc = 200 m/min und kryogener Küh-
schleißes sind in Abbildung 4 dargestellt. In der Trockenbearbei- lung durchgeführt. Auch bei gesteigerter Produktivität ließ sich ein
tung konnten zwei volle Radprofile prozesssicher mit über 100% Radsatz prozesssicher mit gleichzeitiger Reduktion des Freiflächen-
gesteigerten Prozessstellgrößen bearbeitet werden, was auch der verschleißes bearbeiten (VB max < 0,2 mm).
aktuellen Standmenge heute eingesetzter Werkzeuge entspricht.
Neben der Drehbearbeitung wurde das Potential des orthogonalen
Drehfräsens für die Radsatzinstandhaltung evaluiert (Abbildung 5).
Die Werkzeugtechnologie stellte die Fa. Walter bereit. Der eingesetz-
te Eckfräser besitzt fünf Wendeschneidplatten, wobei eine Wende-
schneidplatte eine Schlichtstirnschneide aufweist. So kann die durch
die Prozesskinematik entstehende Abweichung von der Zylinderform
beim orthogonalen Drehfräsen reduziert werden [3]. Hinsichtlich der
Prozessführung wurde der vordere Teil der Radsatzlaufbahn mit ei-
ner großen Exzentrizität (siehe Abbildung 5) des Fräsers bearbeitet,
um ein maximales Zeitspanvolumen in diesem Bereich zu erreichen
(ae = 27 mm). Im Kranzbereich musste die Exzentrizität reduziert
werden, um eine bessere Anpassung an die Sollkontur zu erreichen
(ae = 2 mm). Gleichzeitig wurden im Kranzbereich Vorschub und
Schnittgeschwindigkeit erhöht. Trotz der angepassten Prozessstell-
größen konnte im Drehfräsen nur eine deutlich niedrigere Produkti-
vität gegenüber der Drehbearbeitung erreicht werden. Grund hierfür
ist insbesondere die Bearbeitung des Radkranzes, der eine niedrige
Abbildung 4: Reduktion des Werkzeugverschleißes für die kryogene Exzentrizität beim Fräsen und damit geringe Produktivität erforder-
Bearbeitung (rechts) gegenüber der Trockenbearbeitung (links) lich macht (Bearbeitungszeit des Kranzes alleine: 12 min). Trotz ge-
ringerer Produktivität sind die aus der Prozesskinematik des Dreh-
fräsens resultierenden Abweichungen im Kranzbereich weiterhin zu
hoch, so dass eine abschließende Drehschlichtbearbeitung unerläss-
lich bleibt.
4. Fazit und Ausblick
Im Zuge eines bilateralen Entwicklungsprojekts zwischen der DB
Fahrzeuginstandhaltung und dem IFW Hannover wurden verschiede-
ne Fertigungstechnologien hinsichtlich ihrer Eignung zur Steigerung
der Produktivität und Wirtschaftlichkeit in der Radsatzinstandhaltung
untersucht. Dabei konnten in der Drehbearbeitung Steigerungen der
Produktivität von bis zu 130 % aufgezeigt werden. Eine vielverspre-
chende Technologie stellt hier die kryogene Kühlstrategie dar. Wei-
terhin wurde das Drehfräsen hinsichtlich der Eignung für die Radsatz-
zerspanung untersucht. Der Prozess bietet zwar erhebliche Vorteile
hinsichtlich der Spanformung, allerdings nur bei der Bearbeitung der
Laufflächen mit signifikantem Übermaß. Die Machbarkeit der Rad-
satzbearbeitung auf einem konventionellen Dreh-Fräszentrum wurde
Abbildung 5: Prozesskinematik orthogonales Drehfräsen und nachgewiesen. Aufgrund der hohen Zerspankräfte bleibt das maxi-
Darstellung der Werkzeug-Exzentrizität mal verfügbare Drehmoment marktüblicher Werkzeugmaschinen ein
UNTER SPAN Machining Innovations Network 02/16FACHARTIKEL 19
Abbildung 6: Produktivitätssteigerung in Abhängigkeit der untersuchten Fertigungstechnologie
limitierender Faktor. Eine Zusammenfassung der erzielbaren Produk-
tivitätssteigerungen in Abhängigkeit der untersuchten Technologien
ist in Abbildung 6 dargestellt.
Zur vollständigen Ausnutzung der heute verfügbaren Drehwerkzeu-
ge, insbesondere hinsichtlich der maximalen Schnittgeschwindigkeit,
sind Untersuchungen an leistungsstärkeren Maschinen erforderlich.
Weiteres Potential bietet die Variation der Anstellung des Drehwerk-
zeugs entlang der Radsatzlaufbahn, um zum einen den Werkzeugver-
schleiß zu homogenisieren [4] und die Eingriffsbedingungen, insbe- Institut für Fertigungstechnik und
sondere im Kranzbereich zu optimieren. Werkzeugmaschinen IFW
www.machining-network.com/ifw
Literatur:
[1] M
einders, T.: Dynamik und Verschleiß von Eisenbahnradsätzen. Dr.-Ing. Dissertation, Stuttgart, 2005
[2] N
.N.: Portalradsatzdrehmaschine Typ PN 190, Produktkatalog Hegenscheidt:
[3] S
ahm, D.: Oberflächenbeschaffenheit und Produktivität beim orthogonalen Hochgeschwindigkeitsdrehfräsen. Dr.-Ing. Dissertation,
Darmstadt, 1996
[4] D
egen, F.; Klocke, F.; Bergs, T.: Presentation of a Novel “Simultaneous Three Axis Turning” Process for Time and Cost Efficient Machi-
ning of Rotational Symmetric Turbomachinery Components. Procedia CIRP 24, 2014, S. 32-3720 FACHARTIKEL
Hochdruck-KSS-Zufuhr steigert Produktivität
und Prozesssicherheit
Autoren: insbesondere für KMUs grundlegend zu erforschen. Ein wesentliches
Prof. Dr.-Ing. Dr.-Ing. E.h. Dr. h.c. Dr. h.c. Fritz Klocke, WZL, Ergebnis des Forschungsprojekts wird das verbesserte Verständnis der
Dipl.-Wirt.-Ing. Tolga Cayli, WZL , Wechselwirkungen der Hochdruck-KSS-Zufuhr mit den Oberflächen-
Dr.-Ing. Dipl.-Wirt.-Ing. Benjamin Döbbeler, WZL und Randzoneneigenschaften von schwer zerspanbaren Materialien
beim Schlichtdrehen sein. Dies ermöglicht die Steigerung der Produkti-
vität und Prozesssicherheit durch den Einsatz der HD-KSS-Zufuhr ohne
die Fertigungsqualität der Bauteile negativ zu beeinflussen. Die ersten
Untersuchungen zeigen das Ausmaß der Oberflächenanomalien beim
Außenlängsdrehen von Ti6246 mit einem KSS-Druck von p = 300 bar
und einem Volumenstrom von Q = 42 l/min.
Es ist aus der Abbildung ersichtlich, dass durch Wechselwirkungen der
kurz gebrochenen Späne mit der Werkstückoberfläche die Oberflächen-
qualität signifikant beeinflusst werden kann. Bei dieser Versuchsanord-
nung betrug der Arbeitsabstand zur Schulter (bzw. zur beschossenen
Fläche) ca. 180 mm. Die sichtbaren Oberflächenanomalien sind in der
Abbildung 2 rot umrandet. Um die Oberflächenanomalien zu quantifi-
zieren, wurden die Topographien der Schulterflächen taktil erfasst. Die
Wechselwirkungen der kurz gebrochenen Späne mit der Schulterfläche
des Werkstücks sind deutlich zu erkennen.
Abbildung 1: Hochdruck-KSS-Zufuhr beim Drehen von schwer zerspan-
baren Werkstoffen © WZL der RWTH Aachen
Die Steigerung der Produktivität und der ressourcenschonende Um-
gang mit Arbeitsmitteln waren schon immer notwendig, um die Posi-
tion eines Unternehmens am Markt zu sichern. Auch die temporären
Wirtschaftsturbulenzen werden an dieser Tatsache in Zukunft nichts än-
dern. Eine Möglichkeit zur Verringerung des Werkzeugverschleißes und
zur Steigerung der Produktivität und Prozesssicherheit ist die gerichtete
Zufuhr des Kühlschmierstoffs (KSS) an die Zerspanstelle mit erhöhtem
Druck, vgl. Abbildung 1. Abbildung 2: Oberflächenanomalien durch Spänebeschuss beim Ein-
satz der Hochdruck-KSS-Zufuhr
Die Hochdruck-KSS-Zufuhr wird in der industriellen Praxis vorwiegend
bei der Schruppdrehbearbeitung von schwer zerspanbaren Werkstoffen Bei einer Reduzierung des Abstandes zwischen der Zerspanstelle und
angewendet. Bislang wurde ihr Einsatz beim Schlichtdrehen aufgrund der Planfläche auf d = 120 mm nimmt das Ausmaß der Oberflächenano-
fehlender Kenntnisse hinsichtlich der Oberflächen- und Randzonenbe- malien drastisch zu. In dem Projekt OraKühl werden weitere experimen-
einflussung nicht betrachtet. Anwender dieser Technologie berichten telle Untersuchungen durchgeführt, um die physikalischen Phänomene
von der Problematik, dass die gebrochenen Späne vom KSS-Freistrahl und Wechselwirkungen der Hochdruck-Technologie mit der Werkstück-
auf die Werkstückoberfläche beschleunigt werden und Oberflächen- oberfläche und -randzone zu. Erst durch ein grundlegendes Verständnis
anomalien erzeugen. Dadurch kann vor allem die Lebensdauer von si- der zugrundeliegenden physikalischen Mechanismen, kann das Potenzi-
cherheitskritischen Bauteilen negativ beeinflusst werden. al der HD-KSS-Zufuhr bei der Drehbearbeitung von schwer zerspanba-
ren Materialien weitestgehend ausgeschöpft werden.
Das Forschungsprojekt „ORaKühl“ soll Klarheit schaffen
In dem AiF geförderten IGF-Projekt mit dem Akronym „ORaKühl“ wird Ausblick
deshalb die Zielsetzung verfolgt, die Oberflächen- und Randzonenbeein- Der Lehrstuhl für Technologie der Fertigungsverfahren am WZL der
flussung sowie den wirtschaftlichen Vorteil der Hochdruck-Technologie RWTH Aachen beschäftigt sich in enger Zusammenarbeit mit Industrie-
UNTER SPAN Machining Innovations Network 02/16Sie können auch lesen