2019 AUS UNSERER FORSCHUNG - Fraunhofer-Gesellschaft
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
INSTITUT INSTITUT
PRODUKTIONSANLAGEN UND W E R K Z E U G M A S C H I N E N U N D FA B R I K B E T R I E B
KONSTRUKTIONSTECHNIK T E C H N I S C H E U N I V E R S I TÄT B E R L I N
AUS UNSERER FORSCHUNG
2019
produktionstechnisches zentrum berlin
Inhalt
3 Vorwort
Geschäftsfelder
4 Produktionstechnisches Zentrum (PTZ) Berlin
10 Unternehmensmanagement
16 Virtuelle Produktentstehung
24 Produktionssysteme
32 Füge- und Beschichtungstechnik
36 Automatisierungstechnik
42 Ereignisse
50 Mehr Können Vorwort
51 Impressum
Digitalisierung und Vernetzung in der Industrie gen Querschnittsthema Additive Fertigung. Er
schreiten konsequent voran, ein Ende des Trends wird künftig nicht nur Expertise des Instituts
mehr Informationen erhalten ist nicht in Sicht. Ganz im Gegenteil: Wir regist- auf diesem Gebiet bündeln und den Kompe-
rieren, dass die Themen, die unsere Partner in tenzausbau unterstützen, sondern auch stra-
Weiterführende Links zu unseren Arti- diesem Zusammenhang umtreiben, an Komple- tegische Forschungskooperationen aufbauen.
keln erhalten Sie in der digitalen Version xität gewinnen, sodass sie sich nur mit interdis- Davon werden nicht nur wir, sondern vor allem
dieses Jahresberichts. Um diesen abzu- ziplinär aufgestellten Teams bewältigen lassen. unsere Kunden profitieren. Die Relevanz einer
rufen, laden Sie sich bitte auf Ihr mobi- Dass Expertinnen und Experten unterschied- solchen Position für den Additivbereich zeigt
les Endgerät eine App zum Scannen von licher Fachbereiche ein Entwicklungsthema sich daran, dass Forschungsprojekte zu diesem
QR-Codes herunter. Über den Code auf dieser gemeinsam vorantreiben, hat am Produktions- Thema an diversen Stellen in diesem Jahres-
Seite gelangen Sie direkt zu unserem Jahresbe- technischen Zentrum (PTZ) Berlin eine lange bericht vertreten sind – zum Beispiel in den
richt. Dort stehen ihnen auch sämtliche Artikel Tradition. Mitarbeitende aus Fabrikplanung, Kontexten Produktentstehung und Fertigung.
als PDF zum Download zur Verfügung. Produktentwicklung und Technologie arbei-
ten hier Hand in Hand. Die enge Verzahnung Zudem haben im vergangenen Jahr die Akti-
Alternativ können Sie auch diesen Shortlink von Grundlagenforschung im IWF der TU Berlin vitäten des Leistungszentrums »Digitale Ver-
APP SCAN www
benutzen: http://s.fhg.de/ipk-jb18 und angewandter Forschung im Fraunhofer IPK netzung« (LZDV) weiter Fahrt aufgenommen.
erweitert unsere Möglichkeiten zusätzlich. Zahlreiche Projekte, die in diesem Rahmen durch-
geführt werden, stellen wir in diesem Bericht vor.
Dieser disziplin- und institutsübergreifende Außerdem haben wir die Hannover Messe 2018
Ansatz wurde 2018 gleich mehrfach unterfüt- zum Anlass genommen, gemeinsam mit den
tert. Das Fraunhofer IPK hat nun einen zent- LZDV-Partnerinstituten FOKUS, HHI und IZM
Weitere Informationen: ralen Ansprechpartner für die institutsweite einen Demonstrator zu realisieren, der die Ver-
www.ptk2019.de Koordination von Projektanfragen und For- netzungs- und Industrie 4.0-Kompetenzen aller
schungsthemen. Er wird für Themen, die eine Institute zusammenbringt. Und es geht weiter:
interdisziplinäre Herangehensweise erfordern, 2019 ist die Geschäftsstelle des LZDV ans Fraun-
in den verschiedenen Fachbereichen geeig- hofer IPK gewechselt. Das ermöglicht es uns,
nete Expertinnen und Forscher identifizieren den Bedarfen unserer Kunden im Bereich digital
und zusammenbringen. Gleichzeitig haben wir integrierte Produktion mit einer noch breiteren
XVI. internationales
PTK 2019 produktionstechnisches erstmals ein Cross Research Development ein- Angebotspalette gerecht zu werden.
kolloquium
geführt, durch das ein einzelnes Forschungs-
thema mit fundamentaler Bedeutung für das
Digital integrierte Produktion Institut und unsere Kunden bereichsübergrei-
fend vorangetrieben wird. Unser erster Cross Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Lösungen aus Berlin / Brandenburg Research Developer widmet sich dem wichti- Institutsleiter Fraunhofer IPK
3
12. – 13.09.2019
PTZ auf einen Blick
Profil Steckbrief PTZ
Im Produktionstechnischen Zentrum Ber- Research Developern für herausragende The- und umfasst sowohl die Entwicklung von Pro- Gründung 1986
lin (PTZ) sind das Institut für Werkzeug- men untermauert, was im Themenkomplex zesstechnologien und Produktionsanlagen als
maschinen und Fabrikbetrieb (IWF) der additive Fertigung bereits erprobt wird. auch deren informationstechnische Modellie- Gesamtfläche 15 000 qm
Technischen Universität Berlin und das Die Struktur des Doppelinstituts rung. Die Fachgebiete Werkzeugmaschinen
Fraunhofer-Institut für Produktionsanla- ermöglicht zum einen schnelle Detaillösun- und Fertigungstechnik, Montagetechnik und
600 Mitarbeiterinnen und Mitarbeiter
gen und Konstruktionstechnik IPK in einem gen, zum anderen bietet die interdisziplinäre Handhabungstechnik, Industrielle Automatisie- Personal
in Forschung und Dienstleistung
Doppelinstitut zusammengeführt. Auf diese Zusammenarbeit verschiedener Fachleute die rungstechnik, Industrielle Informationstechnik,
Weise verbindet das PTZ die universitäre Ein- Gewähr für umfassende Systemlösungen. Ob Qualitätswissenschaft, Qualitätsstrategie und
Betriebshaushalt 33.048.192 €
heit von Forschung und Lehre mit der indust- produzierende Unternehmen, Dienstleister Qualitätskompetenz, Fügetechnik, Beschich-
rienahen Anwendungsorientierung der Fraun- oder öffentliche Institutionen – unser Haupt- tungstechnik, Mikro- und Feingeräte, Verfah-
Verbände und Institutionen der öffentlichen
hofer-Gesellschaft. Gleichzeitig sorgt die enge anliegen ist, die Wettbewerbsfähigkeit unse- ren und Technologien für hochbeanspruchte
Hand, global operierende Industrie- und
Vernetzung der einzelnen Fachbereiche beider rer Kunden durch neue und weiterentwickelte Schweißverbindungen, Tribologie sowie Nach-
Kunden Dienstleistungsunternehmen verschiedener
Institute dafür, dass bei komplexen Forschungs- technologische Konzepte zu verbessern. haltige Unternehmensentwicklung arbeiten an
Branchen, kleine und mittelständische
und Entwicklungsthemen Expertinnen und Bei seiner Gründung 1904 war das der »Digitalen Fabrik«. Ihr Ziel ist es, Produktent-
Betriebe
Experten verschiedener Fachdisziplinen ihre IWF eine der ersten Institutionen produktions- wicklung, Fertigungsplanung und Produktion
Kompetenzen unkompliziert zusammenbrin- technischer Lehre und Forschung in Deutsch- informationstechnisch so abzubilden und zu
Internationale Märkte Europa, Asien, Nord- und Südamerika
gen können. So setzen sich Projektteams land, die Einrichtung eines Versuchsfeldes war vernetzen, dass Produktentstehungs- und
zunehmend aus Mitgliedern unterschiedli- wegweisend für die Disziplin. Das Forschungs- -lebenszyklen durchgängig simuliert, verifiziert
cher Fachbereiche zusammen. Dieser Ansatz und Lehrangebot orientiert sich an Technologie und optimiert werden können. Als Institut der http://www.ipk.fraunhofer.de
Websites
wird künftig durch die Etablierung von Cross und Management industrieller Fabrikbetriebe Technischen Universität Berlin bildet das IWF http://www.iwf.tu-berlin.de
jährlich etwa 200 Studierende im Fach Maschi-
nenbau aus. Im Master-Studiengang Global Pro-
duction Engineering, an dem das IWF wesent-
lich beteiligt ist, werden Studierende aus aller
Welt für die Herausforderungen der globalen
Industriegesellschaft ausgebildet. schung entwickeln wir im Rahmen von Vorlauf-
Das Fraunhofer IPK betreibt seit 1976 an projekten außerdem innovative Konzepte für die
gewandte Forschung und Entwicklung für die Produktion von morgen. Auf diesem Weg entste-
gesamte Prozesskette produzierender Unterneh- hende Innovationen überführen wir gemeinsam
men – von der Produktentwicklung über den Pro- mit Partnern in marktreife Produkte.
duktionsprozess, die Instandhaltung von Inves- Durch die Einbindung in das Leistungszen-
titionsgütern und die Wiederverwertung von trum »Digitale Vernetzung« (LZDV) ist das Fraun-
Produkten bis hin zu Gestaltung und Management hofer IPK eng mit den übrigen Berliner Fraun-
von Fabrikbetrieben. Zudem überträgt das Insti- hofer-Instituten vernetzt. Das LZDV entwickelt
tut produktionstechnische Lösungen in Anwen- Technologien und Lösungen, die der zunehmen-
dungsgebiete außerhalb der Industrie, etwa in den Digitalisierung und Vernetzung aller Lebens-
die Bereiche Verkehr und Sicherheit. Die enge bereiche Rechnung tragen. Im Leistungszentrum
Zusammenarbeit der Geschäftsfelder Unterneh- forschen die vier Fraunhofer-Institute FOKUS, HHI,
mensmanagement, Virtuelle Produktentstehung, IPK und IZM an Basis- und Querschnittstechno-
Produktionssysteme, Füge- und Beschichtungs- logien für die Anwendungsbereiche »Vernetzte
technik sowie Automatisierungstechnik ermöglicht Industrie und Produktion«, »Vernetzte Mobilität
die Bearbeitung interdisziplinärer Themen. Unser und Zukunftsstadt«, »Vernetzte Gesundheit und
Ziel ist dabei, ökonomische Erwägungen mit den Medizin« und »Vernetzte kritische Infrastrukturen
Maximen Ressourceneffizienz und Nachhaltigkeit und Energie«.
in Einklang zu bringen. Neben der Auftragsfor-
5
Vernetzte Technologien für eine
»Smarte Produktionsumgebung«
Das Leistungszentrum »Digitale Vernetzung« zur durchgängigen Unterstützung der Produk
ist Innovation Hub für die agile Durchführung tionsarbeit integriert. Dies ermöglicht kontext-
digitaler Projekte. Als Wegbegleiter der digita- basiertes Arbeiten von Werker und Instandhalter
len Transformation bieten seine Transferzentren und multimediale Interaktion und Kooperation
und Labore die Möglichkeit, mit Innovationen mit dem Anlagensystem. Die Kopplung der
schnell konkrete Ergebnisse zu erzielen. Das Anlage und Prozesse mit ihren virtuellen digi-
Portfolio reicht von der Unterstützung bei der talen Abbildern und Modellen erfolgt in Echt-
Implementierung sicherer cyberphysikalischer zeit. Das reale Anlagenverhalten und der Prozess
Systeme bis zur Realisierung von Anwendungs- werden über Sensoren digital erfasst, zeitnah
szenarien mit der neuen 5G-Netztechnologie. ausgewertet und mit virtuellen Modellen kor-
Für die Hannover Messe 2018 haben reliert. Durch digitale Assistenz und angepasste
die vier beteiligten Fraunhofer-Institute FOKUS, Mensch-Technik-Kooperation wird Produktions-
HHI, IPK und IZM eine Anwendungslösung des arbeit neu gestaltet und der Einsatz von Robo-
digital vernetzten Arbeitens in der Produktion tern für Fertigungsaufgaben erleichtert. So kön- KundeNmanagement mit System: Felix Fehlhaber
realisiert. Die »Smarte Produktionsumgebung« nen kleine und mittelständische Unternehmen
zeigt am Beispiel einer Roboteranlage zur Bear- künftig mit neuesten Technologien der Digitali- Felix Fehlhaber ist im Fraunhofer IPK einen ungewöhnlichen Weg gegangen, der ihn in
beitung von Werkstücken, wie neue Digitalisie- sierung Roboteranwendungen einfach erschlie- eine Position geführt hat, die es vorher im Institut nicht gab. Der Wunsch, Menschen zu
rungslösungen mit integrierter Bereitstellung ßen und nutzen. helfen brachte ihn 2010 über ein Studium der technischen Informatik in den damaligen
von Anlagen- und Prozessassistenz ein schnelles Derzeit geht das LZDV zwei Jahre nach
Bereich Medizintechnik des Fraunhofer IPK. Hier arbeitete er zunächst daran, Chirurgen
Einrichten der Bearbeitungsaufgabe unterstüt- seiner Gründung und nach positiver Evaluierung
Assistenzsysteme an die Hand zu geben, mit denen sie ihre Arbeit besser, präziser, zuver-
zen. Hierfür werden die Zukunftstechnologien durch externe Gutachter aus Wirtschaft und
Wissenschaft in die zweite Phase. Dabei wech- lässiger durchführen können – als studentischer, später als wissenschaftlicher Mitarbeiter,
gestenbasierte Roboterprogrammierung, selten die Sprecherschaft und Geschäftsstelle zuletzt als Abteilungsleiter. In dieser Position hat er die Kundenansprache des Bereichs
digitale Assistenzsysteme für Anlage Anfang 2019 ans Fraunhofer IPK. Das Land Ber- neu aufgezogen – und sich damit für ein ganz anderes Tätigkeitsfeld empfohlen. Seit
und Prozess, lin und die Fraunhofer-Gesellschaft werden bis Sommer 2017 betreibt Felix Fehlhaber als Assistent der Institutsleitung abteilungsüber-
Simulation und Synchronisation mit dem Ende 2020 für die neue Förderphase insgesamt greifende Projektakquise. Potenziellen Kunden stellt er die Lösungen des Fraunhofer IPK
digitalen Zwilling, sechs Millionen Euro in das Leistungszentrum
vor und nimmt auf, worin die Herausforderungen der Interessenten liegen. Anschlie-
Informationsvisualisierung in der investieren.
ßend bringt er sie mit passenden Arbeitsgruppen im Fraunhofer IPK zusammen. Seit
Anlagenumgebung durch Augmented
Reality und Ansprechpartner Anfang 2019 ist er zudem Leiter der Geschäftsstelle des Leistungszentrums »Digitale
Überwachung durch Sensorik und Eckhard Hohwieler Vernetzung« (LZDV), die 2019 und 2020 ihren Sitz am Fraunhofer IPK hat. Hier bestehen
Edge-basiertes Zustandsmonitoring Tel. +49 30 39006-121 seine Aufgaben darin, die Prozessorganisation des Leistungszentrums voranzubringen
eckhard.hohwieler@ipk.fraunhofer.de und dessen Forschungsthemen auf sogenannten »Transferpfaden« – von Vertragsfor-
www.digitale-vernetzung.org schung über Lizensierung und Ausgründung bis zu Gremienarbeit – in Wirtschaft und
Gesellschaft zu tragen.
Flüchtig betrachtet scheinen diese Aufgaben von Felix Fehlhabers ingenieurwis-
senschaftlicher Tätigkeit ziemlich weit entfernt. Doch die Gemeinsamkeiten sind groß.
»Jeder Softwareentwicklung liegt der Gedanke zugrunde, Prozesse zu optimieren«, sagt
er. Hier liegt sein Steckenpferd: Ungereimtheiten in Abläufen entdecken und diese neu
ordnen. Was der Kern seiner Tätigkeit als Softwareentwickler war, bestimmt nun auch
sein Herangehen an die aktuellen Aufgaben. So hat er als Basis für die institutsüber-
greifende Kundenakquise zunächst ein Instrument eingeführt, das systematisch erfasst,
wer im Institut welche Kompetenzen besitzt, wer woran arbeitet und wo die jeweiligen
Mehrwerte für den Anwender liegen. Dieses Tool wird es künftig erheblich vereinfachen,
Interessenten schnell an den richtigen Ansprechpartner im Fraunhofer IPK zu vermitteln.
6 7
Das richtige Rezept für die additive Fertigung: André BErgmann
»Essen tun die Leute immer«, lautete die Begründung, mit der André Bergmanns Oma
ihm zu einer Lehre als Koch riet. Ein Rat, dem er folgte, auch wenn die Berufung ihn
später in eine andere Richtung führte. Seit er 2010 an das Fraunhofer IPK kam, ent- Musterbeispiel für Interdisziplinarität am Fraunhofer IPK:
Innovationsbenchmarking bei CISER
wickelt André Bergmann Rezepte, um die additive Fertigung voranzutreiben. »Als ich
am Institut anfing, waren wir gerade mal zwei wissenschaftliche Mitarbeiter, die den
Ciser ist brasilianischer Marktführer im Bereich für Schritt in verschiedenen Projekten umgesetzt
Übergang vom Rapid Prototyping, dem schnellen Prototypenbau aus Kunststoffen, zum Befestigungssysteme. Das Unternehmen fertigt werden können. Die Innovations-Roadmap wurde
Rapid Tooling, dem Aufbau anwendungsreifer Werkstücke aus metallischen Pulvern 27.000 unterschiedliche Produkte, um 20.000 von einem professionellen Ideenzeichner erstellt
betrieben«, erinnert er sich. Neun Jahre später arbeiten am Fraunhofer IPK über zwölf Kunden in über 20 Ländern zu beliefern. Um und anschließend in eine interaktive App imple-
Mitarbeiter auf diesem Gebiet – und André Bergmann ist seit Dezember 2018 Cross Ciser bei der Entwicklung neuartiger Kundenlö- mentiert, um die Kommunikation im Unternehmen
Research Developer, der das Themenfeld »additiv« institutsweit voranbringen soll. sungen zu unterstützen und somit dessen künf- zu vereinfachen.
tige Wettbewerbsfähigkeit zu stärken, führten
Das Thema ist heiß: Sowohl die Medizintechnik als auch der Werkzeugbau, die
das Fraunhofer IPK und das Fraunhofer Project Ansprechpartner
Luft- und Raumfahrttechnik und die Turbomaschinenbranche zeigen massives Interesse
Center for Advanced Manufacturing @ ITA, kurz Jan-Patrick Cap
an der additiven Fertigung anwendungsreifer Bauteile aus Aluminium, Edelstählen oder FPC@ITA in São José dos Campos ein Innova- Unternehmensmanagement
Nickel-Basis-Legierungen. Und Berlin hat das Zeug, ein Hot Spot für den Technologie- tionsbenchmarking durch. Am Fraunhofer IPK Luiz Guilherme de Souza Schweitzer
zweig zu werden. »Die Region hat einen starken Bezug zur Turbomaschinen-Branche waren daran die Geschäftsfelder Unterneh- Produktionssysteme
und viel Kompetenz in IT und Digitalisierung. Das sind ideale Voraussetzungen für Schlag- mensmanagement und Produktionssysteme Dr.-Ing. David Carlos Domingos
kraft im Additiv-Bereich«, ist André Bergmann überzeugt. Sein ambitioniertes Ziel als beteiligt. Als weiterer Partner verstärkte das Fraunhofer Project Center for
SENAI Innovation Institute for Manufacturing Advanced Manufacturing @ ITA (FPC@ITA)
Cross Research Developer ist es, langfristige Industriekooperationen aufzubauen, die
Systems aus Joinville das Team. Somit konnte
sich gegen etablierte deutsche Additiv-Zentren behaupten können. Das Fraunhofer IPK
Ciser vom gebündelten Management-Know- Telefon: +49 30 39006-304
ist dafür gut aufgestellt. In den letzten Jahren hat das Institut für die additive Fertigung how und der technologischen Expertise einer jan-patrick.cap@ipk.fraunhofer.de
eine dreistufige Prozesskette etabliert, die das Bauteildesign, die eigentliche Fertigung internationalen Projektgruppe profitieren.
und die Nachbearbeitung sowie Qualitätssicherung umfasst. Sie baut auf dem Selective Das Innovationsbenchmarking umfasste
Laser Melting und dem Laser-Pulver-Auftragschweißen auf. »Für diese Verfahren wol- eine Analyse aktueller Trends in den Bereichen
len wir institutsübergreifend Marktstrategien entwickeln und Komplettpakete anbie- Materialien, Technologien, Produkte, Dienstleis-
tungen, Marketing und Geschäftsmodelle in der
ten«, fasst André Bergmann zusammen. Denn mit einem Entwicklungspartner, der ein
europäischen Befestigungsindustrie. Nach einer
Bauteil für additive Fertigung auslegen, vorab simulieren, fertigen und anschließend
systematischen Bestandsaufnahme wurden die
nachbearbeiten und vermessen kann, werden Machbarkeit, Aufwand und Kosten in Benchmarking-Ergebnisse in einem Innovations-
einer frühen, risikoreichen Phase für den Kunden besser abschätzbar. Darüber hinaus workshop diskutiert. Während des Workshops
will André Bergmann die Technologieanwender im Einsatz additiver Verfahren schulen, wurden alle entwickelten Ideen in eine Innova-
angefangen beim Bauteildesign. Denn: »Wer additiv fertigen will, muss zunächst addi- tions-Roadmap aufgenommen, sodass sie Schritt
tiv denken lernen«, und das werde in der Ingenieursausbildung noch kaum gelehrt.
9
Unternehmens-
management
»Ich packe meinen Industrie 4.0-Koffer und nehme mit …«:
Patrick Gering
Konferenzbesuche, Städtetrips, Projektpitches oder Skifahren in den Bergen – dafür reist
Patrick Gering gerne und oft um die Welt. Damit er für die unterschiedlichen Anlässe
gut vorbereitet ist, hat er einen treuen Begleiter immer an seiner Seite: seinen Koffer.
Patrick Gering ist ein Profi im Packen und hat Skibrille, Laptop, Regenschirm und Akten-
tasche immer dann griffbereit, wenn sie gebraucht werden.
Ein Koffer aus Berlin So unterschiedlich die Anforderungen an den Koffer auf Reisen sind, so unter-
schiedlich sind auch die Ansprüche an schlanke Lösungen für die Digitalisierung von
Die Anforderungen an den Mittelstand wach- werden wiederaufgenommen. Der zweite Use Case Unternehmen. Das Projekt »Industrie 4.0 aus dem Koffer« des Leistungszentrums »Digi-
sen stetig: immer neue Varianten erzeugen, die ist die Erzeugung von Prozessdaten zur detaillierten tale Vernetzung« setzt genau dort an. Patrick Gering arbeitet in dem Projekt an einem
Rückverfolgbarkeit einzelner Produktionsschritte Analyse von Verfahrensproblemen. Dabei werden
Koffer, der sich flexibel auf heterogene IT- und Maschinenlandschaften anwenden lässt.
ermöglichen oder den Nachweis von Produkt im Kontext der Prozesse und Aufträge Daten erho-
Vor allem kleine und mittlere Unternehmen können so auf günstige und individuelle
eigenschaften und Prozessbedingungen erbrin- ben, mit deren Hilfe die Ursachen von Problemen im
gen. Gleichzeitig versprechen Systemanbieter, Detail analysiert werden können, um sie zu behe-
Digitalisierungslösungen zugreifen. Nachdem in einem ersten Schritt die Hard- und
diesen Herausforderungen zu begegnen. In der ben. Der dritte Anwendungsbereich ist die Vor- Software implementiert wurden, befindet sich die Entwicklung des Koffers nun in der
Regel sind die angebotenen Lösungen jedoch mit bereitung einer ganzheitlichen Digitalisierung der abschließenden Phase, in der Patrick Gering mit dem Projektteam ein Workshop-Format
hohen Investitionen sowie unklaren Anforderun- Unternehmensprozesse. Auf Basis des integrierten zur Anwendung des Koffers konzeptioniert.
gen an Personal, Zeitbedarf und konkreten Nut- Prozessmodells wird mithilfe des Koffers ein erster Neben diversen Projekten in der Abteilung Geschäftsprozess- und Fabrikmanage-
zen verbunden. Digitalisierungsansatz realisiert. Bei dessen Anwen-
ment verfolgt der wissenschaftliche Mitarbeiter derzeit seine Promotion. Er freut sich,
Hier setzt der Berliner »Industrie 4.0-Kof- dung wird ein interaktives Lastenheft erzeugt, das
dass er am Fraunhofer IPK beides miteinander verbinden kann: »Meine Projekte bauen
fer« an. Die Besonderheit dieses Baukastensystems eine dauerhafte Digitalisierung vorbereitet.
besteht in der modellbasierten Konfiguration von Mit dem Koffer wird es gerade kleinen
immer aufeinander auf und ich habe das Glück, deren Themen für meine Promotion
Sensoren und Maschinenadaptern, AutoID für Unternehmen möglich, ihre Belegschaft »live« in weiterverarbeiten zu können. So konnte ich mein Wissen über die letzten Jahre kon-
Produkte und Anlagen sowie deren Nutzung für die Digitalisierung einzubeziehen, frühzeitig Erfah- tinuierlich erweitern.« Spezialisiert hat er sich auf die Prozess- und Unternehmensmo-
die Gestaltung auftragsindividueller Prozesse. Das rungen zu sammeln und die Nutzenpotenziale her- dellierung. Er wird Unternehmensmodellen so viel Dynamik verleihen, dass diese per
Leistungszentrum »Digitale Vernetzung« (LZDV) auszuarbeiten, bevor eine umfangreiche Lösung Knopfdruck zu IT-Systemen werden und die Anforderungen der Unternehmen an Digi-
entwickelte den Koffer unter Federführung des realisiert wird.
talisierungslösungen unmittelbar erfüllen.
Fraunhofer IPK für drei initiale Anwendungsberei-
che. Der erste ist die schnelle Digitalisierung von Ansprechpartner
auftragsindividuellen Prozessen, die mit Standard- Patrick Gering
mitteln nur aufwendig umzusetzen wäre. Nach Tel. +49 30 39006-167
Bearbeitung des Auftrages wird der Koffer wieder patrick.gering@ipk.fraunhofer.de
eingepackt und die gewohnten Standardprozesse
10 11
Mobile Jobplanung Zukunftsweisende Qualitäts-
für den Meister in der organisation für BRP-Rotax
Produktion
Eine ganzheitlich ausgerichtete Qualitätsorga-
Die Initiative »Industrie 4.0 – Forschung auf nisation bildet die Basis für die durchgängige
den betrieblichen Hallenboden« des Bundes- Sicherstellung einer hohen Prozess- und Pro-
forschungsministeriums sollte aufzeigen, wie duktqualität, von der Kundenanforderung bis
Industrie 4.0-Lösungen gemeinsam mit dem zum fertigen Endprodukt. Das Fraunhofer IPK
Mittelstand entwickelt und umgesetzt werden unterstützte die BRP-Rotax GmbH & Co KG
können. Aus über 100 Einreichungen wurde bei der Konzeption einer zukunftsfähigen und
JUMP 4.0 als eines von elf Projekten zur For- anforderungsgerechten Qualitätsorganisation.
schungsförderung ausgewählt und ist Ende In zahlreichen Vor-Ort-Terminen wurden die
2015 mit dem Ziel gestartet, die Hürde zum Anforderungen aller Gruppen von Stakeholdern
Einstieg in Industrie 4.0 auf ein Minimum zu systematisch aufgenommen. Auf Basis dieser
senken. Die Kernidee von JUMP 4.0 war es, Gespräche konnte eine detaillierte Beschreibung
ein System zu entwickeln, das sich das weitrei- des Ist-Zustandes erfolgen, die auch eine syste-
chende Erfahrungswissen der Meisterinnen und matische Darstellung der Herausforderungen
Meister in der Fertigung zunutze macht, um es beinhaltete.
frühzeitig in den Produktionsprozess einfließen Das Team identifizierte wesentliche
lassen zu können. So sollen Entscheidungen Anforderungen an die Qualitätsorganisation
zu jeder Zeit auf dem Shop Floor ermöglicht und überführte sie unter Berücksichtigung
werden. von Best Practices und dem aktuellen Stand
Mit dem entwickelten JUMP Planner der Forschung in ein Soll-Konzept. Dabei wur-
sind die Meister künftig in der Lage, unabhän- den auch Anforderungen an weitere globale Gestaltung von Geschäftsmodellen für
giger zu arbeiten, schneller zu reagieren und Standorte des Projektpartners berücksichtigt. junge Unternehmen in Luft- und Raumfahrt
vor allem besser Entscheidungen zu treffen, da Darauf aufbauend wurden in einem zweiten
für alle Störfälle die in der jeweiligen Situation Schritt Abweichungen von Soll- und Ist-Konzept Das Leben eines Start-ups beginnt mit einer Idee eine eigens konzipierte Methode genutzt, die
notwendigen Informationen zur Verfügung in einer Gap-Analyse festgehalten. In weiteren und viel Begeisterung. Europäische Start-ups mit insbesondere auf kleine und mittlere Unterneh-
stehen. Das wiederum hat positive Effekte auf Vor-Ort-Terminen diskutierte das Team mögliche Bezug zur Luft- und Raumfahrt haben jetzt die men zugeschnitten ist und die Analyse, Ent-
Aspekte wie Planbarkeit, Durchlaufzeiten, Pro- Maßnahmen für die gezielte qualitätsbezogene Möglichkeit, in ihren frühen Stadien Unterstüt- wicklung und kontinuierliche Verbesserung
duktivität, Qualität, Liefertreue und vieles mehr. Entwicklung einzelner Fachbereiche. Die Ergeb- zung und Mentoring im Rahmen eines von der von Geschäftsmodellen unterstützt.
Je nach Unternehmen, Aufgabe, Prozess und nisse wurden priorisiert und zeitlich abgeschätzt, EU geförderten Projekts zu erhalten. Neben der individuellen Beratung stel-
Rolle sind die Parameter und Einflussfaktoren um eine detaillierte Roadmap zu entwickeln. In Kooperation mit neun europäischen len sechs zweitägige Space Academies einen
für diesen Ansatz sehr unterschiedlich. Daher Diese gilt es nun umzusetzen. Partnern, darunter dem European Business wesentlichen Bestandteil des Projekts dar.
war ein vollkommen neuer Ansatz notwendig, Angels Network, der International Association Diese finden unter anderem in Helsinki, Rom
der sich Methoden und Vorgehensweisen des Ansprechpartner of Science Parks and Areas of Innovation und und Sevilla statt. Die Veranstaltungen ermög-
Prozessmanagements zunutze macht. Hierzu Konstantin Neumann dem European Panel for Space SME Associa- lichen es den ausgewählten Start-ups, vor Ort
wurden Datenmodelle und Werkzeuge ent- Tel. +49 30 39006-139 tions unterstützt der Bereich Unternehmens- gecoacht zu werden, an Networking-Aktivitäten
wickelt, die Prozessmodelle mit vorhandenem konstantin.neumann@ipk.fraunhofer.de management des Fraunhofer IPK europäische teilzunehmen und vor Investoren ihr Unterneh-
Expertenwissen anreichern, um so situativ die Start-ups aus der Luft- und Raumfahrt bei ihren men zu pitchen.
notwendigen Informationen in der Produktion Wachstumsplänen. Im Rahmen des Projekts
bereitstellen zu können und Prozesse abzusi- »SpaceUp« ist das Institut schwerpunktmäßig Ansprechpartner
chern. Die Ergebnisse des Forschungsprojektes für die Gestaltung der Geschäftsmodelle von 60 Erik Steinhöfel
werden 2019 als Buch veröffentlicht. jungen Unternehmen verantwortlich. Dazu wird Tel. +49 30 39006-371
erik.steinhoefel@ipk.fraunhofer.de
Ansprechpartner www.spaceupeurope.eu
Patrick Gering
Tel. +49 30 39006-167
patrick.gering@ipk.fraunhofer.de
www.jump40.de
12 13
Assessment und Strategieentwicklung für Lernfabriken
NN
Schon seit 2014 führt das Fraunhofer IPK Interviews mit betriebsinternen Lean-Experten
gemeinsam mit der TU Berlin, der ITCL GmbH und Entscheidungsträgern ergänzt. Die Ergeb-
sowie einem führenden Pharmaunternehmen nisse zeigen, dass der hohe Praxisanteil und der
Schulungen zum Thema »Lean Management« pharmaspezifische Aufbau eine Übertragung in
durch. Dazu wurde eine Lernfabrik mit einer den Arbeitsalltag stark erleichtern. Die Befrag-
nachgestellten Tablettenproduktion eingerichtet, ten forderten zudem, in diesem Rahmen mehr
in der die Lerninhalte praktisch und realitäts- Lean-Themen anzubieten und die Lernfabrik
getreu erprobt werden. Über 2000 Mitarbeite- um zusätzliche Fachbereiche zu erweitern.
rinnen und Mitarbeiter von der Werksleitung Für die neue Strategie der Lernfabrik
bis zum Shopfloor Operator nationaler und ergibt sich daraus eine klare Richtung: Ergän-
internationaler Standorte konnten so bereits zung einer Labor- und Administrationsumge-
geschult werden. Das ursprünglich gesteckte bung, Anbieten von weiteren Spezialkursen und
Ziel von insgesamt 1000 Mitarbeitenden ist eine noch engere Verknüpfung von Trainings
damit längst übertroffen und ein räumlicher und Verbesserungsprojekten, um die Lean-
Ausbau der Lernfabrik vorgesehen. Implementierung nachhaltig zu unterstützen. Die Motivation, das Beste zu schaffen: Natalie Petrusch
Für die Entwicklung einer geeigne-
ten Strategie wurden zunächst der aktuelle Ansprechpartner Natalie Petrusch hat frische Macarons aus Paris mitgebracht. Sie ist seit August 2018
Zustand und der Nutzen für das beteiligte Felix Sieckmann wissenschaftliche Mitarbeiterin im Explorationsfeld Qualitätsmanagement und hat seit-
Unternehmen analysiert. Hierzu wurde eine Tel. +49 30 39006-362 dem schon halb Europa bereist. Für einen französischen Automobilzulieferer arbeitet
umfassende Umfrage an den deutschen Pro- felix.sieckmann@ipk.fraunhofer.de
sie an einer Audit-Strategie, die es den internationalen Produktionsstandorten neben
duktionsstandorten durchgeführt und durch
einer generellen Vergleichbarkeit zusätzlich ermöglichen wird, sich selbständig konti-
nuierlich zu verbessern.
Wie viele ihrer Kolleginnen und Kollegen begann Natalie Petrusch bereits als Stu-
dentin beim Fraunhofer IPK und ist nach Abschluss ihres Wirtschaftsingenieur-Masters
geblieben. Die Ergebnisse ihrer Abschlussarbeit zum Thema Lernfabriken und Lean
Management hat sie bereits auf einer internationalen Konferenz in Israel präsentiert
und sieht in diesem Themenfeld auch für ihre Promotion noch viel Forschungsbedarf.
Gute Ideen dafür holt sie sich vor allem aus der Praxis. In der hauseigenen Lernfabrik
eines führenden Pharmaunternehmens lassen sich Mitarbeiter und Führungskräfte von
ihr zu Verbesserungsmethoden für den eigenen Arbeitsbereich coachen.
Der starke Anwendungsbezug ihrer Forschung und die unmittelbare Zusammenar-
beit mit den Menschen motiviert Natalie Petrusch. »Mit nachhaltigen Konzepten können
wir Hürden abbauen, um dazu zu motivieren, das Beste sowohl für das Unternehmen
als auch für sich selbst zu schaffen,« sagt sie.
14 15
virtuelle PLM Professional – Professional in Product
produktentstehung Lifecycle Management
Der effiziente Umgang mit Produktdaten und Entwicklungswissen ist
eine der zentralen Herausforderungen in der heutigen Produktentwick-
lung. Im Rahmen des Product Lifecycle Managements (PLM) befassen
sich Unternehmen deshalb mit Vorgehensweisen und Werkzeugen für
die Steuerung und Verwaltung aller produktbezogenen Informationen
entlang des gesamten Lebenszyklus. Da es aber an Fachkräften mit ent-
sprechendem Vorwissen und Praxiserfahrung fehlt, besteht derzeit ein
großer Bedarf an geeigneten Ausbildungen. Die zehntägige Weiter-
bildung zum »PLM Professional« adressiert diesen akuten Bedarf und
vermittelt sowohl theoretische Grundlagen als auch praktische Kompe-
tenzen. Dazu gehören auch Einblicke in die relevanten IT-Systeme. Das
berufsbegleitende Fraunhofer-Zertifikatsprogramm PLM Professional hat
den Anspruch, als Gütesiegel für Kompetenz in PLM den Unternehmen
einen verlässlichen Qualitätsstandard zu bieten. Als Nachweis für die
erworbenen Kompetenzen erhalten die Teilnehmenden bei bestandener
Prüfung eine Personenzertifizierung nach DIN EN ISO/IEC 17024. In fünf
Jahren haben bisher rund 120 Teilnehmende aus Firmen vom KMU bis
zum DAX-Unternehmen den Lehrgang absolviert. Mit 27 Teilnehmern
setzte sich die Erfolgsgeschichte von PLM Professional im Jahr 2018 fort.
2019 wird der Kurs erstmalig auch auf Englisch angeboten.
Ansprechpartner
GESTALTUNG UMWELTSCHONENDER Friedrich Halstenberg
PRODUKTE IN MAKERSPACES Tel. +49 30 39006-274
friedrich.halstenberg@ipk.fraunhofer.de
Der globale Trend hin zur dezentralen Pro- Produktentwicklung bis hin zum angeleiteten www.plm-professional.de
duktion zeigt sich in der rasant wachsenden ecoDesign-Sprint reichen die derzeitigen Ange-
Zahl offener Werkstätten, sogenannter Maker- bote. Ein digitaler Konfigurator soll künftig bei
spaces. Die Nutzergruppe dieser Räume reicht der Entwicklung von nachhaltigen Produkten
vom privaten Tüftler bis zur Innovationsmana- unterstützen. Auf einer Plattform werden diese
gerin, die Ausstattung von der Holzwerkstatt Produkte mit Nachbauanleitungen gesammelt
bis zum High-Tech-Labor, die dort generier- und vertiefendes Wissen angeboten. Außer-
ten Produkte vom personalisierten Schlüsselan- dem wird ein Nachhaltigkeitsrundgang für
hänger bis zum funktionalen Prototypen. Die Makerspaces als Augmented-Reality-Anwen-
Szene zeichnet sich durch ihr gesellschaftliches dung zu den gängigsten Materialien und Pro-
und ökologisches Bewusstsein aus, doch fehlt zessen erarbeitet, die der Maker-Szene open
es an Angeboten in dem heterogenen Feld, source zur Verfügung gestellt wird.
dieses Bewusstsein systematisch für die Pro-
duktentwicklung vor Ort zu erschließen. Ansprechpartner
Im Forschungsprojekt »ecoMaker« Prof. Rainer Stark, Antje Klemichen,
arbeiten Wissenschaftlerinnen der TU Berlin Ina Roeder
zusammen mit großen Makerspaces daran, Tel. +49 30 39006-243 / 449
das kollektive Wissen der deutschen Maker- rainer.stark@ipk.fraunhofer.de /
Szene zum Thema ökologische Nachhaltig- antje.klemichen@tu-berlin.de /
keit zu clustern und spezifische Lösungen zu ina.roeder@tu-berlin.de
erarbeiten. Von Workshops zu nachhaltiger
16 17
Semantische Produktdaten – Ontologie-Netzwerk
Neue Entwicklungen im Projekt Cockpit 4.0
Cockpit 4.0 steht für »CustOmized Collabora- auch der innovative Aspekt des Projekts: Algo-
tive Knowledge Pilot for Industrial Technology« rithmen des maschinellen Lernens verleihen der Vorsicht ist gesund: Sonika Gogineni
und ist ein gemeinschaftliches Forschungspro- aufgebauten Semantik eine inhärente Intelligenz.
jekt von Fraunhofer IPK, der Brandenburgischen Dabei liegt der Fokus zunächst auf drei Anwen- Um innovative Forschungsprojekte mit globalen Firmen zu leiten, braucht es eine sorg-
Technischen Universität und Rolls-Royce Deutsch- dungsfällen. Erstens wird das Benutzerverhalten fältige Arbeitsweise und zähe Nerven. Sonika Gogineni hat sich im Laufe ihres Studiums
land. Das Teilprojekt »Semantische Produktda- analysiert, um mit kontextsensitiven Informati- beides angeeignet. Zunächst in ihrer Heimat, dem indischen Bundesstaat Bangalore;
ten« wird in enger Zusammenarbeit zwischen onen zu antworten, noch bevor der Benutzer
dann am Produktionstechnischen Zentrum (PTZ) Berlin, wo sie den Masterstudiengang
dem Fraunhofer IPK und Rolls-Royce Deutsch- sie das nächste Mal anfragt. Zweitens werden
Global Production Engineering absolvierte. Die Mischung aus Produktionswissenschaft
land durchgeführt und hat das Ziel, intelligente Verbesserungsvorschläge automatisch generiert,
Assistenzsysteme für die Kleinserienmontage zu wobei die Vorschläge und Vorhersagen durch und Managementwissenschaft hatte sie nach Deutschland gelockt. Auch heute noch ist
entwickeln. Die Basis bildet eine generische IT- Untersuchung der miteinander verbundenen sie am PTZ, nun als wissenschaftliche Mitarbeiterin in der Abteilung Informations- und
Architektur, die eine intelligente Datennutzung strukturierten und unstrukturierten Daten ver- Prozesssteuerung des Fraunhofer IPK.
ermöglicht. Sie verbindet mithilfe eines semanti- bessert werden. Schließlich werden neue Parame- Eine weitere vorteilhafte Fähigkeit für ihre Arbeit lernte Sonika Gogineni an einem
schen Netzes über Schnittstellen Datensilos hete- ter und Ergänzungen automatisch beziehungs- eher ungewöhnlichen Ort: in der Eishalle. Dort geht sie regelmäßig Eislaufen und übt
rogener Datenquellen und stellt sie für die intelli- weise semi-automatisch in das Informationsnetz
sich dabei in der nötigen Vorsicht: »Wenn ich schneller werde, muss ich immer aufmerk-
gente Datennutzung durch Smart Services bereit. der Ontologie integriert, wodurch sie sukzessive
sam und vorsichtig bleiben, um nicht zu fallen. Auch bei der Arbeit sollte man immer
Im letzten Jahr wurde ein Demonstrator selbstlernend ausgebaut wird.
des Assistenzsystems entwickelt, der an einem wachsam sein.« Eine gesunde Vorsicht habe sie schon vor so manchem Fehler bewahrt.
Dieses Projekt wird finanziert durch den Europäischen Fonds
3D-Modell Lebenszyklusinformationen im Kon- für regionale Entwicklung (EFRE). Von ihrer sorgfältigen Arbeit profitieren Sonika Goginenis Kunden, zum Beispiel
text eines Problemlösungsprozesses visualisiert, Rolls-Royce Deutschland. Für den weltbekannten Antriebshersteller hat sie im Projekt
etwa bei einer Bauteilabweichung in der Mon- Ansprechpartner Cockpit 4.0 semantische Produktdaten gesammelt und systematisiert. Solche Informa
tage. Die für die Entscheidungsfindung notwen- Dr.-Ing. Konrad Exner, Sonika Gogineni tionen entstehen, wenn man einfache Produktdaten mit Bedeutungen verknüpft. Durch
digen Informationen werden benutzerfreundlich Tel. +49 30 39006-247 / 175
die Semantik werden die Informationen verschiedener Systeme in der Firma miteinan-
auf den Bauteilen des 3D-Modells markiert. Im konrad.exner@ipk.fraunhofer.de /
der in Beziehung gesetzt. Im Endeffekt soll daraus ein Assistenzsystem entstehen, das
Backend ermöglicht die entwickelte Ontologie sonika.gogineni@ipk.fraunhofer.de
diverse Abfragen zu den mit einer Aufgabe ver- bei Problemen mit einem Produkt schnell entdecken kann, an welcher Stelle im Pro-
bundenen Informationen (Entwicklungsdaten, duktions-, Montage- oder Auslieferungsprozess das Problem entstanden ist. Dadurch
Ansprechpartner, Entscheidungshistorie, etc.), hilft Sonika Gogineni ihren Kunden, Zeit zu sparen, die diese an anderer Stelle sinnvoll
die zur Lösungsfindung benötigt werden. Diese einsetzen können.
Informationen werden ebenfalls im Demonstra-
tor angezeigt, was den Nutzer bei der Bearbei-
tung seiner Aufgabe unterstützt.
Das Assistenzsystem und die Ontolo-
gien werden durch maschinelle Lernfähigkeiten
weiter verbessert, um dem Benutzer intuitiv kon-
textsensitive Informationen zu liefern. Hier liegt
18 19Bewertung der Reife von
Entwicklungsumgebungen in KMU
Den Reifegrad der Kollaborationsfähigkeit eines Unternehmens im
Bereich Produktentwicklung bestimmen – das ist das Ziel eines Koope-
rationsprojektes zwischen den Fachgebieten Qualitätswissenschaft und
Industrielle Informationstechnik des IWF der TU Berlin. Ziel ist die Erstel-
lung eines dynamischen Referenzmodells, das den Entwicklungsstand
eines KMU hinsichtlich seiner Fähigkeit abbildet, in einem Netzwerk mit
anderen Unternehmen digital Produkte zu entwickeln. Ähnliche Refe-
renzmodelle existieren bereits, bisherige Ansätze betrachten aber meist
nur das einzelne Unternehmen und berücksichtigen dabei Aspekte wie
die Standardisierung der CAD-Methodik, qualitätssichernde Systematiken
oder Prozessoptimierungen. Die neuen und sich verändernden Randbe-
dingungen vernetzter und zunehmend virtueller Produktentwicklung in
Kollaboration mit Entwicklungspartnern und Zulieferern werden über-
Links: 3D-Scan des Demonstrators mit Grundplatte
wiegend noch außer Acht gelassen.
Rechts: gefertigter Demonstrator
Im Projekt »Dynamisches Referenzmodell der IT- und Prozessqualität
in der digitalen vernetzten Produktentwicklung in KMU« wird das vernetzte
Entwicklungsumfeld, also die Gesamtheit der einflussnehmenden Instanzen,
Modelle, Maßnahmen und Arbeitsweisen betrachtet. Die Qualität der IT-Land- Automatisierte Qualitätskontrolle
schaft spielt ebenso eine Rolle wie die der Prozesse in den Unternehmen und mit LosgröSSe 1
deren flexible Kollaborationsfähigkeit mit anderen Unternehmen. All diese
Aspekte fließen in ein dynamisches Referenzmodell, mit dem KMU ihren Die Inspektion von Produkten ist ein Bereich, der von der fortschreiten-
Entwicklungsstand bezüglich des unternehmensinternen Entwicklungsum- den Digitalisierung stark profitieren kann. Das gilt besonders für additiv
feldes und der Kollaborationsfähigkeit in der vernetzten Produktentwicklung gefertigte Bauteile, da sie kundenindividualisierte Produkte der Losgröße 1
einschätzen und Handlungsempfehlungen im Sinne eines kontinuierlichen ermöglichen, bei denen kein Teil dem anderen gleicht. Eine individuelle
Verbesserungsprozesses (KVP) ableiten können. Qualitätskontrolle jedes Bauteils würde einen beträchtlichen Aufwand
bedeuten. Um dem zu begegnen, wurde im Projekt »QualiPro« eine
Das IGF-Vorhaben Nr. 19793N der Forschungsvereinigung Forschungsgemeinschaft Qualität
e.V. (FQS) wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen
automatisierte Lösung entwickelt, durch die der Zeitaufwand für die
Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund Qualitätsprüfung um mehr als 50 Prozent verglichen mit herkömmlichen
eines Beschlusses des Deutschen Bundestages gefördert.
Verfahren reduziert werden kann. Dazu wird das CAD-Modell aus dem
PDM-System bereitgestellt und mit Produkt- und Fertigungsinformationen
Ansprechpartner (PMI) versehen, die Fertigungs- und Prüfmaße beinhalten. Das gefertigte
Pascal Lünnemann, Till Blüher Bauteil (Ist-Zustand) wird mittels 3D-Scan vermessen und automatisiert
Tel. +49 30 39006-188 / 407 mit dem CAD-Modell (Soll-Zustand) verglichen. Erforderliche oder neu
pascal.luennemann@ipk.fraunhofer.de / till.blueher@tu-berlin.de entstandene Daten werden aus dem PDM-System geladen beziehungs-
weise zurückgespielt. Nach dem Soll-Ist-Abgleich liegen das geprüfte
Endprodukt und die Prüfergebnisse vor. Dabei ermöglicht die Prozesskette
eine bauteilspezifische Qualitätskontrolle mit Losgröße 1.
Ansprechpartner
Stephan Mönchinger
Tel. +49 30 39006-117
stephan.moenchinger@ipk.fraunhofer.de
20 21MASCHINENCODE 4.0: PROZESS
DATEN AUTOMATISIERT ERZEUGEN
Die Nachfrage nach additiven Fertigungsverfah-
ren nimmt weiterhin stark zu. Auch kleine und
mittlere Unternehmen wollen von den Vorteilen
dieser zukunftsträchtigen Technologie profitie-
ren. Oft fehlt jedoch der Zugang zu notwendi-
gem Fachwissen oder der Aufbau von Know-
how wird als nicht wirtschaftlich betrachtet. Die
automatisierte Erzeugung von Maschinencode
direkt aus CAD-Daten oder aus mithilfe von
3D-Scanning gewonnenen Punktewolken kann
den Gesamtaufwand erheblich reduzieren. Im
Projekt »iLaP« wurden automatisierte Prozesse
für die Erzeugung, Anpassung und Simulation Schnell zum virtuellen Modell: Stephan Mönchinger
von Maschinencode speziell für das Laser-Pulver-
Auftragschweißen entwickelt. Die Voraussage Wer ein Problem zu lösen hat, sucht allzu oft nach einfachen Antworten. Nicht so
des Bauprozesses integriert dabei die optimierte Stephan Mönchinger. Der Maschinenbauer, der in der Abteilung modellbasiertes Ent
Auswahl von experimentell bestimmten Prozess wickeln sein wissenschaftliches Zuhause gefunden hat, gibt sich nicht leicht zufrieden:
parametern mit der geeigneten Aufbaustrategie.
»Ich bin der Meinung, dass es immer noch einen Hintergrund gibt, den man durch genau-
Die automatisierte Erzeugung von NC-Code für
eres Betrachten ergründen sollte.« Als Schwerpunktthema seiner Forschung kristallisiert
das Laser-Pulver-Auftragschweißen ermöglicht
somit den Einsatz des Verfahrens ohne vertiefte sich gerade »Scan2CAD« heraus. Bei diesem Verfahren werden mithilfe von 3D-Scans
Fach- und Anlagenkenntnisse, die Einstiegs- virtuelle Modelle gebildet, zum Beispiel von realen Bauzuständen kundenindividueller
hürde für kleine und mittlere Unternehmen Bauteile oder Bauräume, aber auch Modelle für MRO-Prozesse. Firmen benötigen sol-
wird gesenkt. che Modelle, um eine Datenbasis zu schaffen, auf deren Grundlage individuelle Indus-
Das iLaP-Verfahren funktioniert so: Das trie 4.0-Lösungen für das Engineering und die Produktion entwickelt werden können.
Volumen des Eingangsmodells wird nachgebildet,
»Wenn unsere Industriepartner ihre Maschinen vernetzen und Produkte intelligent
indem Volumenmodelle einzelner Schweißnähte
machen wollen, fällt ihnen oft auf, dass sie nicht die nötigen Modelle haben. Weder
erzeugt und zu einem Gesamtmodell zusammen-
gesetzt werden. Die so aufbereitete Geometrie zu den Produkten und deren Einzelteilen, noch zu den Fertigungsanlagen. Wir können
wird für die automatisierte Erstellung des Schweiß- ihnen dann dabei helfen, den aktuellen realen Zustand ihres Produktes oder ihrer Anlage
nahtmodells verwendet. Aus ihr wird anschließend abzubilden, und zwar kostengünstiger und schneller, als das bisher möglich war.« Damit,
der Maschinencode abgeleitet. Dieser wird gra- so Stephan Mönchinger, sei er wirklich am Puls der Zeit. Das merke er daran, dass immer
fisch simuliert, um vorab Aussagen über das pro- öfter Kunden mit Scan2CAD-Anfragen auf seine Abteilung zukämen.
duzierte Bauteil treffen zu können. So entsteht
Stephan Mönchinger liegt die Akquise von Neukunden. Er hat ein gutes Gespür
validierter NC-Code für die Bauteilfertigung in
für die Bedürfnisse seines Gegenübers. Diese Fähigkeit pflegt er auch außerhalb der
der Anlage. Im Reparaturkontext können anstelle
von CAD-Modellen durch 3D-Scanning erstellte Arbeitszeit, indem er sich im Berliner Bezirk Reinickendorf politisch engagiert. Er schätzt
Punktewolken als Eingangsdaten verwendet wer- besonders den direkten Austausch mit Menschen, zum Beispiel an Infoständen für
den. Ein defektes Bauteil wird in einem Scan-Pro- Demos. Auch sein Heimatland Brandenburg möchte er bei der Umsetzung zukunfts-
zess digitalisiert und mit einem vorhandenen Refe- trächtiger Entwicklungen für den wissenschaftlichen und gesellschaftlichen Fortschritt
renzmodell verglichen. Das fehlende Volumen wird unterstützen. Viele Menschen, so Stephan Mönchinger, hätten dort das Gefühl, dass
dann automatisiert dargestellt und in entsprechen-
ihren Anliegen nicht richtig begegnet wird. Und da kann er einhaken, auch aus eigener
den Maschinencode übersetzt.
Erfahrung: »Ein großer Teil meines Jobs ist es, zu verstehen, was der Industriepartner
Ansprechpartner möchte und ihm dementsprechend anbieten zu können, was wir in unserem Portfolio
Stephan Mönchinger haben. Denn nicht jeder Kunde braucht immer alles, was wir so mitbringen können.«
Tel. +49 30 39006-117
stephan.moenchinger@ipk.fraunhofer.de
22 23ProduktionsSysteme
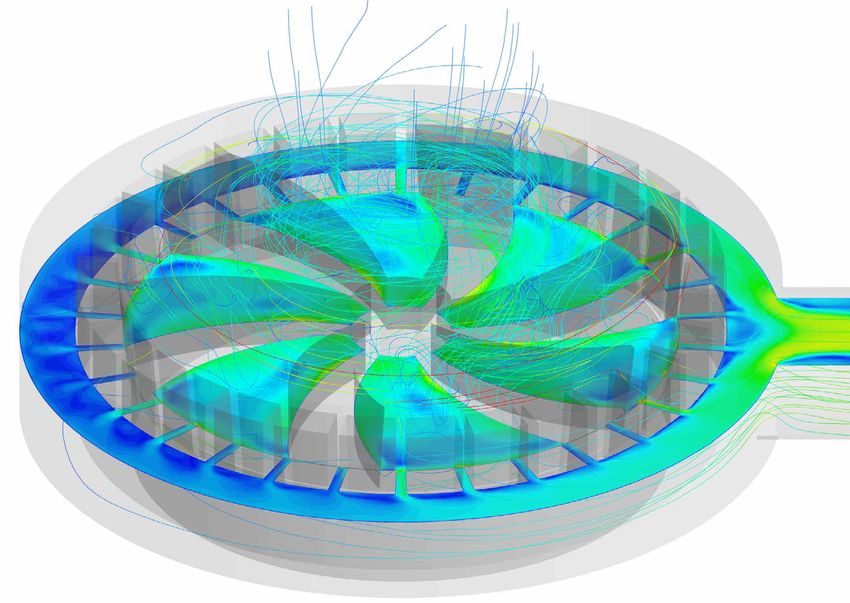
3D-Röntgenbildgebung zur Qualitätssicherung
Die 3D-Röntgenbildgebung ermöglicht die zuverlässiger ausgewertet werden, wodurch
räumliche Abbildung vom Inneren eines Objekts, Unsicherheiten reduziert werden. Um den
ohne dieses mechanisch zu verändern. Der Anwender bei der Bilddatenauswertung opti-
Anwendungsbereich reicht dabei von der Dia- mal zu unterstützen, werden Verfahren aus
Additiver Aufbau eines Schnittwerkzeugs gnostik in der Human- und Tiermedizin bis zur dem Bereich des maschinellen Lernens einge-
zerstörungsfreien Materialprüfung in der indus- setzt. Dabei werden die Algorithmen anhand
triellen Messtechnik. Während einer Bildauf- von realen Messaufgaben so trainiert, dass die
Additiv gefertigte SChnittwerkzeuge nahme wird der zu untersuchende Prüfkörper 3D-Daten später eigenständig von der Software
aus verschiedenen Richtungen durchleuchtet bearbeitet werden können. So lassen sich bei-
Im Rahmen des Forschungsvorhabens »Toolprint« soll eine neuartige, und eine Vielzahl von Röntgenbildern aufge- spielsweise Materialien im 3D-Datensatz auto-
angepasste additive Prozesskette entwickelt werden, um Werkzeuge nommen. Anschließend wird aus den 2D-Bild- matisch erkennen und voneinander separieren.
für Produktionsprozesse effizienter und kostengünstiger herzustel- daten ein volumetrischer Datensatz berechnet. Bei einem anschließenden Soll-Ist-Vergleich kön-
len. Demonstriert wird dies am Beispiel eines Schnittwerkzeuges für Dieser Vorgang wird als 3D-Rekonstruktion nen Abweichungen von einem Musterbauteil
Schmiedeprodukte. Der Ansatz beruht darauf, mithilfe eines angepass- bezeichnet. oder CAD-Modell exakt bestimmt werden.
ten Lichtbogenschweißverfahrens auf einem Basisblock 2,5D-Geometrien Neben der Messung der Röntgen-
additiv zu erzeugen. In Verbindung mit der Herstellung endkonturnaher bilder hat die 3D-Rekonstruktion maßgebli- Ansprechpartner
Geometrien lässt sich so der Nachbearbeitungsaufwand erheblich redu- chen Einfluss auf die Bildqualität sowie die Dr.-Ing. Julian Polte
zieren. Durch den Einsatz des Lichtbogenprozesses wird darüber hinaus Berechnungsdauer der Bilddaten. Da es auf- Tel. +49 30 39006-433
eine gegenüber pulverbasierten Verfahren um bis zu zehnmal höhere grund verschiedener physikalischer Prozesse julian.polte@ipk.fraunhofer.de
Auftragsrate erzielt. in den Projektionsbildern zu Inkonsistenzen
Die Aufgabe des Fraunhofer IPK in dem Projekt besteht darin, kommt, entstehen während der 3D-Rekonst-
Prozesse für die Nachbearbeitung des additiv hergestellten Rohlings zu ruktion Bildstörungen, auch Artefakte genannt.
entwickeln. Seitens der industriellen Kooperationspartner werden im Diese wirken sich negativ auf den Kontrast
Vergleich zum »aus dem Vollen fräsen« Zeiteinsparungen um 30 Pro- aus und führen zu hellen und dunklen Strei-
zent erwartet. Da zugleich wesentlich weniger Werkstoff benötigt wird, fen im 3D-Datensatz. Dadurch kommt es zu
sollten auch die Materialkosten eines Schnittwerkzeugs um 15 Prozent einer erhöhten Messunsicherheit und einer
sinken. erschwerten Auswertung der Bilddaten durch
den Anwender.
Ansprechpartner Das Fraunhofer IPK befasst sich intensiv
Dr.-Ing. Edgar Fries mit Algorithmen, die Inkonsistenzen in den Bild-
Tel. +49 30 39006-296 daten erkennen und korrigieren. Die auf diese
edgar.fries@ipk.fraunhofer.de Weise korrigierten Bilddaten können deutlich
24 25Entwicklung eines
Hochleistungsfräswerkzeugs aus Keramik
Obwohl Keramik-Schaftfräser in einem be Herstellungsaufwands durch eine fertigungs-
stimmten Zeitraum nachweislich einen immens gerechte Geometriegestaltung sowie der Mög-
höheren Materialabtrag erreichen als konven- lichkeit des Nachschleifens der Schneidengeo-
tionelle Hartmetallwerkzeuge, werden d
erzeit metrie ergibt sich eine erhöhte wirtschaftliche
verfügbare Modelle dieses Werkzeugtyps nach Leistungsfähigkeit. Durch eine beanspruchungs-
wie vor nicht flächendeckend eingesetzt. gerecht ausgelegte Makro- und Mikrogeomet-
Hintergrund sind nach aktuellem Stand der rie wird eine weitere signifikante Vergrößerung
Erkenntnisse vor allem die hohen Herstellungs- der Zerspanleistung und eine Steigerung der
kosten im direkten Vergleich zur erwartbaren Standzeit um den Faktor 1,3 erreicht. Mit die-
Effizienzsteigerung und Nutzungsdauer. Die sen neuen Entwicklungsansätzen wird in enger
Lebensdauer der Werkzeuge ist hauptsächlich Zusammenarbeit mit den Firmen Sommertools
deshalb noch ungenügend, weil gegenwärtige und Ceratizit ein innovatives und absolut neu-
Werkzeuggenerationen sich an Werkzeuggeo- artiges Hochleistungswerkzeug entwickelt. Das Vielfältig VErsierter Vollkeramik-Vollprofi: Jaroslaw Kochan
metrien orientieren, die für Metallwerkzeuge Fraunhofer IPK übernimmt dabei die belas-
entwickelt wurden. Solche nicht schneidstoff- tungsgerechte Auslegung der Werkzeuge und Mechatronik und Festkörpermechanik sind die Themen, die Jaroslaw Kochan begeis-
gerechten Geometrien limitieren die werk- das Schneidendesign. Darüber hinaus wird in tern. Sie bildeten den Schwerpunkt seines Studiums der Physikalischen Ingenieurwissen-
stoffspezifische Leistungsfähigkeit. Versuchen am Fraunhofer IPK die Leistungsfä- schaft, seine Abschlussarbeiten thematisierten den Aufbau eines chromatisch konfokalen
An diesen Punkten setzt das Entwick higkeit der Werkzeuge in industriespezifischen
Abstandssensors sowie die schwingungsoptimierte Auslegung dynamisch beanspruchter
lungsvorhaben »EHoK« an. Im Zuge des Projekts Applikationen nachgewiesen.
Bauteile aus Hochleistungskeramik.
werden ein belastungsgerechtes Grundsubstrat
für den Werkzeugrohling, eine darauf abge- Ansprechpartner Schon während dieser Zeit führte das effektive Zusammenspiel zwischen Forschung
stimmte keramikgerechte Geometrie und eine Jaroslaw Kochan und industrieller Anwendung Jaroslaw Kochan ans Fraunhofer IPK. Hier arbeitete er
entsprechend angepasste Fertigung erstmals Tel. +49 30 39006-148 als Praktikant mit großem Interesse an der Erstellung einer Simulationsumgebung für
in Relation betrachtet. Aus der Reduktion des jaroslaw.kochan@ipk.fraunhofer.de eine Hardware in the Loop (HIL)-Simulation zur Umsetzung eines innovativen Achs
regelungskonzepts für Werkzeugmaschinen mit. Die Möglichkeit der eigenen Gestaltung
seiner fachlichen Entwicklung und der freie Spielraum überzeugten Jaroslaw Kochan,
nach seinem Studium wissenschaftlicher Mitarbeiter am Fraunhofer IPK zu werden.
Seitdem war er unter anderem betraut mit der Auslegung von Keramikbauteilen, wie
einer Turbinenschaufel, die im Rahmen des Fraunhofer-Innovationsclusters »Life Cycle
Engineering für Turbomaschinen« entstand. Außerdem konnte er mit seinem Vorwissen
im Bereich Mechatronik zur Auslegung eines Fräskopfes beitragen, der zur Ermittlung
Aufnahme eines Fräswerkzeugs während einer
Versuchsdurchführung von Schnittkräften instrumentiert ist.
Aktuell beschäftigt sich Jaroslaw Kochan im Geschäftsfeld Produktionssysteme
mit Themen wie Fräsbearbeitung und Auslegung keramischer Bauteile im Hinblick auf
Prozessoptimierung. So kann er zum Beispiel im Rahmen des EHoK-Projektes seine
Erfahrung in der Auslegung keramischer Bauteile in die Entwicklung vollkeramischer
Schaftfräser einfließen lassen. Ein anderes Projekt mit Namen BonoKeram, an dem er
im Zusammenhang mit keramischen Rotoren einer Mikrogasturbine beteiligt ist, befin-
det sich derzeit in der Bewilligungsphase. Darüber hinaus möchte sich Jaroslaw Kochan
auf Maschinendynamik bei Bearbeitungsmaschinen spezialisieren und adaptronische
Systeme zur aktiven Schwingungsunterdrückung bei Werkzeugmaschinen entwickeln.
Die Vielfältigkeit seiner Aufgaben ist denn auch das, was ihn an seiner Arbeit am Fraun-
hofer IPK am meisten reizt. Den Ausgleich dazu findet er in seiner Freizeit bei ebenso
vielfältigen Hobbies wie Windsurfing, Radwandern und Wandern sowie Technik.
26 27Sie können auch lesen