FUTUR - Starthilfe Smart und flexibel - Vision Innovation Realisierung
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Mitteilungen aus dem Produktionstechnischen Zentrum Berlin FUTUR Vision Innovation Realisierung Digitalisierte Produktion Starthilfe Digitales Upgrade für alte Maschinen und Anlagen Smart und flexibel Intelligente Werkstattproduktion

FUTUR 2/2016 3
Inhalt Editorial
Impressum
FUTUR 2/2016
18. Jahrgang
ISSN 1438-1125 Liebe Leserinnen, liebe Leser, die Digitalisierung schreitet beschleunigt
voran und durchdringt die Wertschöpfungs-
kette immer intensiver. Wie Unternehmen
Herausgeber
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann 04 Losgröße 1 – Demozelle »Smarte Fabrik 4.0« diesen Wandel in der Produktion ökonomisch,
ökologisch und sozial verträglich gestalten
Mitherausgeber
Prof. Dr.-Ing. Roland Jochem
06 Starthilfe – Digitales Upgrade für alte Maschinen und Anlagen können, zeigen wir in unserer neuen FUTUR.
Prof. Dr.-Ing. Holger Kohl Eine Schlüsselrolle dabei spielt die Informa
Prof. Dr.-Ing. Jörg Krüger 08 In Echtzeit gut – Optimierte Produkt- und Prozessqualität tionstechnik. Daten, Informationen und digi-
Prof. Dr.-Ing. Michael Rethmeier
Prof. Dr.-Ing. Günther Seliger durch Digitalisierung der Qualitätssicherung tale Modelle werden künftig nicht nur wie Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Prof. Dr.-Ing. Rainer Stark bisher als Planungsgegenstand und zur sta-
10 Industry Cockpit – Durchblick vom Management bis in die Produktion tistischen Prozesskontrolle genutzt, sondern zifisch angepasst werden können. Das eröff-
F raunhofer-Institut für Produktionsanlagen
und Konstruktionstechnik IPK im Sinne eines »Digitalen Zwillings« zu einer net neue Möglichkeiten zur Datenanalyse
12 Smart und flexibel – Intelligente Werkstattproduktion Informationsfabrik verschmolzen. Eine solche und Prognose, stellt aber auch völlig neue
Institut für Werkzeugmaschinen und
Fabrikbetrieb (IWF) der TU Berlin smarte Fabrik, wie wir sie am Fraunhofer IPK Anforderungen an das Management und die
14 Einfach anwenderfreundlich – Numerische Simulation von Fügestellen aufgebaut haben, ermöglicht eine ständig Organisation. Mit welchen Methoden und
Chefredaktion
vorauseilende Simulation und Vorhersage Tools wir Unternehmen dabei unterstützen,
Steffen Pospischil
16 Läuft rund – Neue Hochleistungsspindel für die Aluminiumzerspanung der zu erwartenden Zustände bei Aufbau, erfahren Sie in diesem Heft.
Redaktion Veränderung und Betrieb von Produktions-
Claudia Engel, Corinna Fischer, Helen Stoffel,
Katharina Strohmeier
18 Fundsache – Rekonstruktion von Banknoten anlagen sowie der operativen Produktion. Essentieller Bestandteil einer jeden Fertigung
Damit erlaubt sie die Nutzung ganz neuer wird, trotz Digitalisierung, auch zukünftig
Satz und Layout 20 Clever vernetzt fertigen – Interview mit Klaus Löffler, Fertigungsparadigmen, beispielsweise zur der technologische Fertigungsschritt sein.
Ismaël Sanou
TRUMPF Lasertechnik GmbH selektiven Montage in einer großvolumigen Wir müssen jedoch klären, wie neue Techno-
Kontakt Produktion. logien oder die Integration und Vernetzung
Fraunhofer-Institut für Produktionsanlagen und
22 Partnerunternehmen: Deutsche Bundesbank – intelligenter Sensorik dazu beitragen können,
Konstruktionstechnik IPK
Institutsleitung Nationales Analysezentrum für beschädigtes Bargeld Ein weiterer Effekt der digitalisierten Produk- die Leistungsfähigkeit der Einzeltechnologien
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann tion: Unternehmen müssen in Echtzeit agie- und damit der gesamten Wertschöpfungs-
Pascalstraße 8 – 9
10587 Berlin 23 Maschinensteckbrief: LANG MMC 500 ren und ihre Geschäftsprozesse aufwands- kette zu steigern. So untersuchen wir, wie
Telefon: +49 30 39006-140 neutral flexibilisieren, sodass Produkte und Hersteller mit einer flexiblen Werkstattferti-
Fax: +49 30 39006-392
24 Ereignisse und Termine Dienstleistungen kunden- und auftragsspe- gung auf den zunehmenden Variantenreich-
info@ipk.fraunhofer.de
http://www.ipk.fraunhofer.de tum von Produkten reagieren oder ihre alten
32 PTZ im Überblick Maschinen und Anlagen für das digitale Zeit-
Herstellung
Ruksaldruck GmbH + Co. KG XV. INTERNATIONALES alter umrüsten können.
PRODUKTIONSTECHNISCHES
KOLLOQUIUM
Fotos
Gelegenheit, diese Themen zu vertiefen,
Bosch Rexroth: 8 (Grafik, Bild rechts) PTK 2016 haben Sie übrigens auf unserem XV. Inter-
Deutsche Bundesbank: 22
Finow Automotive: 8 (Grafik, Bild links)
DIGITALISIERTE PRODUKTION –
nationalen Produktionstechnischen Kollo-
Fraas und Richter Werkzeugbau: 8 (Grafik, POTENTIALE FÜR EINE NACHHALTIGE quium Ende September in Berlin. Besuchen
Bild mitte)
Fraunhofer IPK / Lukasz Buda: 11 URBANE WERTSCHÖPFUNG Sie uns und informieren Sie sich über den
Fraunhofer IPK / Jelena Radojicic: 28 (mit aktuellen Stand der produktionstechnischen
freundlicher Genehmigung von Comau)
Fraunhofer IPK / Katharina Strohmeier: 1, 12 Forschung. Wir freuen uns auf Sie.
IWF TU Berlin: 16, 17
Pixabay: 6
Ihr
SFB 1026: 26, 27
Stadtverwaltung Bischofswerda/Sven Pluhár: 29 SAVE THE DATE
JAHRE
© F raunhofer IPK
(Luftbild) Nachdruck, auch auszugsweise, nur mit vollständiger Quellenangabe 15. – 16.9.2016
TRUMPF: 23 und nach Rücksprache mit der Redaktion.
WGP: 24 unten
Belegexemplare werden erbeten. Eckart Uhlmann
4 Forschung und Entwicklung FUTUR 2/2016 5
Digitalisierte Produktion Informationsfluss Raupenroboter Pick and Place Identifizierung Station
Halbzeug-/
Modul 1 Rohteillager Modul 2 Modul 3
Losgröße 1
und informationsterminal
Demozelle »Smarte Fabrik 4.0«
Produktkonfigurations-
und übergabeterminal
Produktinformations-
Produktentstehung
Qualitätskontrolle
Ausgabelager
Zerspanung
Entnahme
Virtuelle
Auf dem Weg zur Industrie 4.0 gilt es, neue Methoden, Konzepte und Technologien ID
zu erproben und geschickt miteinander zu kombinieren. Zu diesem Zweck hat
Montage
das Fraunhofer IPK die Demozelle »Smarte Fabrik 4.0« entwickelt. Anhand einer ID ID
Losgröße-1-Produktion werden hier die Wirkungsweisen, Anwendungsfälle und ID
Potenziale von Smart Data und eines digitalen Fabrikzwillings für Forschungs- und Lager für Montage-
komponenten
Entwicklungspartner erleb- und erforschbar. Flankiert von einem Portfolio aus
strategischer Beratung sowie Methoden- und Technologieentwicklung setzt das
Institut mit seinen Kunden so individuelle Industrie-4.0-Lösungen für Produktent-
Produktkonfiguration Rohteil- und Formgebung Assistierte Montage Qualitätskontrolle Kommissionierung, Übergabe
wicklung und Produktion um. durch Auftraggeber Halbzeugentnahme durch Zerspanung durch Facharbeiter für Einzelteil- und Lagerung des Produktes
und -transport Baugruppenprodukte an Auftraggeber
Schematischer Aufbau der Demozelle »Smarte Fabrik 4.0« mit den drei Modulen Zerspanung, Montage und Qualitätskontrolle
xt Schnittstelle konfiguriert, kann als Einzel- Montageanweisungen per Display, Head- schmelzung von realer Produktion und digi-
nte
Co teil oder als Baugruppe spezifiziert wer- Up-Display oder Pick-by-light vom Monteur talen Planungs- und Simulationswerkzeugen.
a&
n
p ti m i z a ti o
den, wodurch sich unterschiedliche Pfade zusammengefügt werden. Das Montage Änderungen, ob im virtuellen oder physi-
Dat
Living
Digital durch die Produktion ergeben. Die Demo- ergebnis wird abermals qualitätsgeprüft, in schen Raum, werden bidirektional zwischen
Twin zelle besteht aus drei Modulen, die vorerst das Ausgabelager befördert und nach Iden- der Demozelle und dem digitalen Zwilling
&O
in fester, später in variabler Anordnung im tifizierung des Auftraggebers an die Entnah- synchronisiert. Autonome Vorgänge inner-
n
io
at Raum arrangiert und medien- und infor- mestation übergeben. Weitere Ausbaustu- halb der Demozelle können so im Vorfeld
m
I n for
mationstechnisch miteinander verbunden fen der Demozelle sehen die Fertigung von abgesichert werden und bleiben für den
sind. Ausgehend von der Produktspezifika- cyber-physischen Systemen selbst vor. Aus Menschen nachvollziehbar. Der digitale Zwil-
tion werden vollautomatisch Produktstruk- dem vom Kunden gestaltbaren Getränke- ling erzeugt Informationen und Erkenntnisse,
tur, Prozessplan und Steuerungsprogramme untersetzer wird dann ein intelligentes Pro- die in-the-loop an die Maschinen selbst, ihre
In der Demozelle »Smarte Fabrik 4.0« wurde eine modulare Losgröße-1-Fertigungsstraße sowohl physisch
als auch virtuell, in Form eines digitalen Zwillings, aufgebaut. erzeugt. Diese umfassen u. a. die CNC-Pro- dukt, das mit Bewegungs- und Temperatur- Betreiber, ihre Anwender und an die Pro-
grammierung mit G-Code für die Zerspa- sensoren bestückt wird. Zusätzlich kann es duktentwicklung weitergeleitet werden. Zu
►►Produktionsfaktor Information der Produktentwicklung und Produktion – »Smarte Fabrik 4.0« wurde am Fraunhofer nung, Bauteilnummern auf RFID-Chips, die Informationen über seine eigene Fertigung diesem Zweck wurde eigens ein webbasier-
Als Resultat der Entwicklung eingebette- und zwar über den gesamten Lebenszy- IPK eine Fertigungsstraße geschaffen, an der Steuerung der Spannvorrichtungen, Logis- speichern. Darüber hinaus erhält der Geträn- tes Smart Data Dashboard entwickelt, wel-
ter Systeme wurden 2006 erstmalig cyber- klus eines Produktes. Angefangen beim alle Aspekte von Industrie 4.0 auf vielfäl- tik- und Qualitätsprüfungsprozesse sowie keuntersetzer Netz- und Internet-Zugang ches alle relevanten Informationen visuali-
physische Systeme, kurz CPS, beschrieben. einzelnen Sensor über Anlagenzustände tige Art und Weise erprobt und optimiert die Ableitung des Montageplans. und kann somit abhängig vom Nutzerverhal- siert und den intuitiven Eingriff in den
Wesentliches Unterscheidungsmerkmal zu und Linienauslastung bis hin zu vernetzten werden können. Ziel ist es, die informa- ten auch unterschiedliche Services anstoßen. Produktionsprozess ermöglicht. Erst so wird
klassischen Systemen war deren Vernetzung. Produktionsstätten sollen intelligente Pro- tionstechnischen Wirkzusammenhänge und Je nach Auftrag werden die Rohteile in es möglich, robuste CPS-Verbünde zu ent-
Daraus entwickelten sich im weiteren Verlauf duktionssysteme Daten und Informationen Potenziale von cyber-physischen Systemen einer Frässtation auf die gewünschte Form Die Kommunikation zum Austausch von wickeln und zu betreiben.
die Begriffe Internet der Dinge und Indus- austauschen, interpretieren und in eine ver- und digitalen Zwillingen für die industrielle gebracht. Eine kamerabasierte Qualitätskon- Prozess- und Planungsdaten erfolgt vorläu-
trie 4.0 in Deutschland. Seit seiner erstma- netzte, autonome Prozesslandschaft zurück- Anwendung aufzuzeigen und gemeinsam trolleinheit überprüft Produkteigenschaften fig auf der Basis von Softwareschnittstellen
ligen Verwendung im Jahr 2011 wird der fließen lassen. Die Herausforderungen rei- mit Kunden Strategien für deren Einführung wie Form, Maßhaltigkeit, Material und Farbe wie OPC-DA, später auch OPC-UA, mittels
Begriff Industrie 4.0 synonym für Neuent- chen dabei von Fragen der Standardisierung im Unternehmen zu entwickeln. und schickt mangelhafte Teile zurück in die WLAN, RFID und Ethernet, EtherCAT sowie
wicklungen in den Bereichen der vernetzten über Themen der IT-Sicherheit bis hin zur Zerspanung. Gleichzeitig fließen Abwei- weiteren Industriebussystemen wie Profi-
Produktion und der industriellen Informati- Geschäftsmodellentwicklung sowie der Aus- ►►Reale Fertigungsstraße chungen kontinuierlich in die automatische Bus oder ProfiNet. Die Demozelle dient aber Ihre Ansprechpartner
onstechnik genutzt. und Weiterbildung. Die Demozelle »Smarte Fabrik 4.0« arbei- G-Code-Erzeugung zurück, um eine stän- auch als Testumgebung für neue Protokolle Thomas Damerau
tet mit dem Szenario der Herstellung eines dige Verbesserung der Produktion zu erzielen. des Internets der Dinge, insbesondere des Telefon: +49 30 39006-216
Zu den Kernaufgaben von Industrie 4.0 Letztlich kann der Schritt zur Industrie 4.0 Getränkeuntersetzers, der vom Kunden Constrained Application Protocol (CoAP). thomas.damerau@ipk.fraunhofer.de
gehört u. a. die Sammlung und Bereitstel- nur dann gelingen, wenn die individuel- in Form, Material und Farbe frei gestaltet Nach der Einzelteilprüfung werden die Teile
lung von Daten aus cyber-physischen Sys- len Bedürfnisse der Unternehmen durch werden kann und anschließend direkt oder mit Hilfe eines autonomen Transportraupen- ►►Digitaler Zwilling Thomas Vorsatz
temen sowie die Nutzung der daraus zu eine maßgeschneiderte Migrationsstrate- per Fernauftrag gefertigt wird. Das Produkt, roboters an den Montagearbeitsplatz beför- Der digitale Zwilling, hier in Form eines kine- Telefon: +49 30 39006-271
gewinnenden Informationen im Umfeld gie adressiert werden. Mit der Demozelle das der Kunde mittels einer webbasierten dert, wo sie anhand dynamisch erzeugter matisierten Fabrikmodells, sorgt für eine Ver- thomas.vorsatz@ipk.fraunhofer.de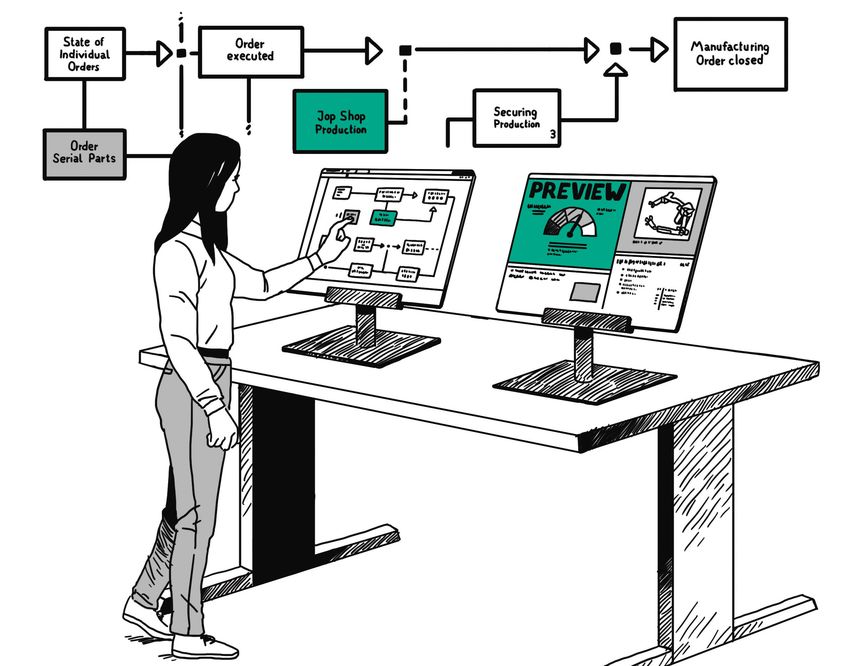
6 Forschung und Entwicklung FUTUR 2/2016 7
Digitalisierte Produktion
(VALUE-ADDED) SERVICES
Capacity Energy
HMI …
Starthilfe
Utilization Monitoring
Digitales Upgrade für alte Maschinen und Anlagen INDUSTRIE 4.0 – PLATFORM
Das Sinnbild von Industrie 4.0 ist die intelligente Fabrik, in der sämtliche Produk- Integration einzelner Maschinen in Kleinun-
tionsmittel hochgradig miteinander vernetzt sind. Diese Vernetzung gewährt ternehmen, als auch Integrationsprozesse von
Zugriff auf aktuellste Daten aus Produktion und Betrieb und ermöglicht deren Fertigungslinien der Serienproduktion. Basis
Archivierung. Betriebswirtschaftliche Analysen, Prognosen und Entscheidungen dafür ist jeweils die Erfassung von Maschinen-,
profitieren von dieser umfassenden Informationsgrundlage. Das Verbundprojekt Anlagen- und Produktionsdaten zur Übermitt-
RetroNet unterstützt die Anbindung auch bestehender Produktionsmittel und lung an eine zentrale Datenhaltung.
bringt so »die Forschung auf den Hallenboden«.
Für das erste Projektjahr bis Ende 2016 ist
geplant, initiale Dienste zu realisieren, um so
die Tragfähigkeit der Konzepte, die grundle- Anwendungsszenarien vom Automobilzulieferer über Maschinenbauunternehmen
zur Serienfertigung von elektrischen Antrieben (v. l.) und deren Integration im
gende Datenverfügbarkeit sowie Durchgän-
Gesamtkonzept. (© Bild links: Finow Automotive, mitte: Fraas und Richter Werk-
gigkeit der Daten von der Maschine bis in den zeugbau, rechts: Bosch Rexroth)
Dienst und die Visualisierung für den Nutzer
zu zeigen. In dieser Phase wird die Methodik
zur Bewertung des Maschinenparks und des
möglichen Nutzens der Vernetzung während Parallel entstehen Methoden und Konzepte,
der Produktion begleitend entwickelt. die eine Mehrwert-, Investitions- und Risiko-
abschätzung für das Unternehmen im Indus- Projektpartner
►►Technologien für die Umsetzung trie 4.0-Integrationsprozess zulassen. Somit Dieses Forschungs- und Entwicklungsprojekt wird
Als Adapter zur Datenerfassung mit dem arbeiten die Partner im Projekt RetroNet eine mit Mitteln des Bundesministeriums für Bildung
angedachten Funktionsumfang werden unter Struktur von Methodiken aus, die Unterneh- und Forschung (BMBF) im Programm »Innovatio-
Federführung von Bosch Rexroth sogenannte men von der Auswahl und Kalkulation über nen für die Produktion, Dienstleistung und Arbeit
Konnektoren entwickelt. Die Entwicklung der den Integrationsprozess bis hin zum Einsatz von morgen« gefördert und vom Projektträger
Softwareplattform koordiniert PI Informatik. geeigneter Mehrwertdienste begleitet. Karlsruhe (PTKA) betreut. Die Verantwortung für
Die Plattform wird neben der Datenaggrega- den Inhalt dieser Veröffentlichung liegt beim Autor.
tion den Zugriff auf die gesammelten Daten ►►Ausblick –– AUCOTEAM GmbH
verwalten und Ausführungsumgebung für Nach der initialen technologischen Strategie –– Bosch Rexroth AG
die Mehrwertdienste sein. Inwieweit Dienste ist die Ausqualifizierung der Konzepte und –– Finow Automotive GmbH
im Sinne von Softwaremodulen nicht nur auf die Erweiterung der Anwendungsszenarien –– Fraas und Richter Werkzeugbau GmbH
der Plattform flexibel betrieben, sondern auch geplant. Schwerpunkt ist hier die Modulari- –– Fraunhofer IPK
direkt auf einem Konnektor ausgeführt wer- sierung von Diensten und die Verteilung über –– KleRo GmbH Roboterautomation
Alte Hardware fit für Industrie 4.0 zu machen – das ist das Ziel des Projekts RetroNet. den können, ist Gegenstand der Forschungs- die verschiedenen Ausführungseinheiten –– Lernfabrik Neue Technologien
arbeiten, da hierzu unterschiedliche Rech- Plattform und Konnektor. Damit geht ein Berlin gGmbH
nerplattformen und Leistungsfähigkeiten durchgängiges Datenmodell einher. Nach den –– PI Informatik GmbH
Die Umsetzung von Industrie 4.0 erfordert Im Projekt entstehen Methoden und Kompo- ►►Anwendungsszenarien berücksichtigt werden müssen. Das Fraunho- ersten Erfahrungen bei der Umsetzung ein- –– Technische Universität Berlin IWF
einen kontinuierlichen Veränderungsprozess nenten zur Integration bestehender Hardware Ausgangspunkt für die Entwicklungen sind fer IPK befasst sich im Verbundprojekt mit der facher Szenarien kann die Methodik vervoll- –– Universität Stuttgart ISW
in den Unternehmen. Da vor allem kleine und in die intelligente Fabriksteuerung. Hierfür die konkreten Anwendungsszenarien der erforderlichen Kommunikationssoftware. Ein ständigt und ausgebaut werden. Darüber hin-
mittlere Firmen langfristig in ihre Maschinen werden physische und logische Konnekto- drei Industriepartner Fraas und Richter Werk- besonderer Schwerpunkt ist die Entwicklung aus werden Bewertungswerkzeuge integriert
und Anlagen investieren, verzögert sich hier ren entwickelt, mit denen die Anbindung zeugbau, Finow Automotive und Bosch Rex- einer Middleware, die nach dem Client-Server- und evaluiert, die die durch Vernetzung,
oftmals der praktische Einsatz von Industrie- bestehender Maschinen und Anlagen an roth. Sie evaluieren, welche Maschinen und Prinzip Dienste und beteiligte Teilsysteme ver- Datenverfügbarkeit und Mehrwertdienste
4.0-Technologien und bremst deren anwen- eine Steuerungsplattform ermöglicht wird. Anlagenteile an eine Steuerungsplattform mittelt. Die verfügbaren Funktionen werden erreichte Verbesserung quantifizieren. Appli-
dungsnahe Weiterentwicklung. Das Projekt Unternehmen können damit sukzessive ein angeschlossen werden sollen und welche als Mehrwertdienste strukturiert, analog zu kativ werden hierzu die bewusst einfach Ihr Ansprechpartner
RetroNet schlägt deshalb die Brücke zwischen cyber-physisches System aufbauen und ihrem exemplarischen Dienste für diese in Frage Apps für Smartphones, und hinsichtlich der gehaltenen Szenarien bei den Anwendungs- Moritz Chemnitz
derzeitigem Anlagenbestand und der Vernet- Bedarf entsprechend klassische und Industrie kommen. Das Spektrum der Szenarien Echtzeit- und Sicherheitsanforderungen für partnern ausgebaut und durch Demonstra- Telefon: +49 30 39006-127
zung nach dem Industrie 4.0-Leitbild. 4.0-Produktion kombinieren. umfasst sowohl die methodisch begleitete den Einsatz in der Produktion optimiert. toren ergänzt. moritz.chemnitz@ipk.fraunhofer.de
8 Forschung und Entwicklung FUTUR 2/2016 9
Digitalisierte Produktion
In Echtzeit gut
Optimierte Produkt- und Prozessqualität
durch Digitalisierung der Qualitätssicherung
Die umfassende Vernetzung aller Softwaresysteme ist Voraussetzung für das
intelligente Produkt in der Industrie 4.0. Dieses weiß zu jedem Zeitpunkt, welche
Produktionsschritte an seinen Komponenten vollzogen werden, kennt seine
Qualität und kann auf Grund der Echtzeitauswertung seiner Produktionsdaten
selbst regelnd in den Produktionsprozess eingreifen. Damit eröffnet es auch
Chancen für neue Ansätze der Qualitätssicherung.
Q-Echtzeitwissen als Schlüssel für Qualität in der Industrie 4.0
die Realisierbarkeit der Kundenwünsche, son-
dern treffen auch Vorhersagen über die erziel-
bare Qualität des Produktes.
Mit der steigenden Verfügbarkeit der Pro-
zessparameter wird dieser Ansatz immer
wirkungsvoller, um die Produktqualität zu Spielerisch zum Qualitätsexperten
bestimmen. Zusätzlich können alle Einheiten Mit der App »Quality Quiz« des Fachgebiets Qualitätswissenschaft der Technischen Uni-
ohne Mehrkosten oder Zeitaufwand wäh- versität Berlin können Studierende, QualitätsprüferInnen oder ManagerInnen jetzt Quali-
Zeitliche Einordnung der Entwicklung der Qualitätssicherung in die Phasen der industriellen Produktion rend des Produktionsprozesses überprüft tätsthemen spielerisch erlernen. In sechs Wissensrubriken, darunter »Six Sigma und Lean«,
werden. Neben der Kenntnis der Prozessda- »Statistik« oder »Total Quality Management«, werden die wichtigsten Themen des Qualitäts-
Bei dem Prozess des Wandels der klassi- Auswertung der umfangreichen Sensorik bei sen und Mustererkennung von Echtzeitdaten ten ist gerade bei Losgröße 1 oder Kleinst- managements vermittelt. Dabei können Nutzer zwischen drei Schwierigkeitsstufen der über
schen Industrie zur Industrie 4.0 handelt es cyber-physischen Produktionssystemen bieten Aussagen über den Zustand einer Anlage. Vor serien die Inline-Messung die Methode zur 700 Multiple- und Dual-Choice-Fragen wählen und damit sowohl Grundlagenwissen als auch
sich im Kern um die fortschreitende Vernet- einen neuen Ansatz zur Qualitätssicherung in allem Ausfälle können so durch rechtzeitiges Qualitätssicherung in der Smart Factory. Mit neueste wissenschaftliche Erkenntnisse erwerben. Und das an konkreten Beispielen: In einem
zung eingebetteter Systeme zur Steuerung der Industrie 4.0: Durch Echtzeitüberwachung Eingreifen gezielt verhindert werden. Hilfe von Inline-Messsystemen und unter- zehnstufigen Level-System arbeiten sich die Spieler zu Qualitätsfragen vom »Lappen« über
mechatronischer Komponenten, die in ihrer lassen sich schon während der Produktion schiedlichster Sensorik können schon inner- »Flachzange«, »Luftpumpe« und »Bohrhammer« bis zum komplexen »Laser« hoch. Diverse
Komplexität sogenannte cyber-physische Sys- Informationen über die Qualität des Produk- Vernetzung und Automatisierung in der Pro- halb der Produktionskette die Produktpara- Achievements, die sowohl Fleiß als auch Kenntnisse belohnen, befördern die Motivation.
teme bilden. Diese cyber-physischen Systeme tes gewinnen und Qualitätswissen generieren. duktion bringen darüber hinaus intelligente meter bestimmt und frühzeitig Fehler im »Das Fachgebiet Qualitätswissenschaft ist traditionell sehr stark engagiert in der Ausbildung
zeichnen sich durch eine vielschichtige Aktorik Dieses wiederum wird aktiv in die Prozess- Qualitätsassistenzsysteme hervor, welche den Produktionsprozess erkannt werden. Die der nächsten Generation von Qualitätsmanagerinnen und -managern. Mit unserer neuesten
aus und erfassen dank hochpräziser Sensoren kette zurückgeführt; durch die Regelung der Qualitätsingenieur bei der Sicherung der Pro- Smart Factory nutzt das Wissen der Inline- Weiterentwicklung der Lehre bedienen wir gleichzeitig die aktuellen Mega-Trends ‚Gamifica-
alle möglichen Systemparameter. Ihr Einsatz Prozessparameter lässt sich so ein optima- duktqualität und bei der Überwachung des Messung, um ihre Prozesse eigenständig zu tion‘ und ‚Mobile Learning‘. Die neue App ist unser erster Versuch auf diesen Gebieten und
in Produktionssystemen wiederum führt zu les Ergebnis erzielen. Mit Hilfe von Machine Zustands der Gesamtanlage unterstützen, rekonfigurieren und zu optimieren. Zusam- wir freuen uns auf das Feedback der Nutzer aus Wirtschaft und Wissenschaft.«, so Fachge-
cyber-physischen Produktionssystemen, wel- Learning-Algorithmen können eigenständige, zum Beispiel durch automatische Benach- men mit der Prozessparameterauswertung bietsleiter Professor Dr.-Ing. Roland Jochem.
che sich durch die Erfassung der Prozesspara- kontinuierliche Verbesserungsprozesse reali- richtigungssysteme, detaillierte Betriebsanzei- wird die Umsetzung des Taguchi-Gedan-
meter intelligent an die Produktionssituation siert werden, so dass Anlagen sich im laufen- gen und Augmented Reality. Aber es werden kens, dass jede Abweichung vom Zielwert
anpassen können. Die Analyse und Generie- den Betrieb selbst optimieren. Zugleich wer- auch Qualitätsassistenzsysteme ermöglicht, trotz Einhaltung der Toleranzintervalle eine Ihr Ansprechpartner
rung von Wissen um den Produktionsprozess den Abweichungen frühzeitig erkannt und die Kunden schon vor der eigentlichen Fer- Verschwendung darstellt, durch automati- Prof. Dr.-Ing. Roland Jochem
aus der erzeugten Menge an Daten sowie die Ausschuss und Ausfallzeiten minimiert. Dane- tigung bei der Individualisierung ihrer Pro- sierte Verfahren nun nur noch eine Frage Telefon: +49 30 39006-118
detaillierte Kenntnis der Prozessdaten durch ben ergeben sich über gezielte Langzeitanaly- dukte unterstützen. Diese prüfen nicht nur der Zeit. roland.jochem@ipk.fraunhofer.de
10 Forschung und Entwicklung FUTUR 2/2016 11
Digitalisierte Produktion
Industry Cockpit
Durchblick vom Management bis in die Produktion
Industrie 4.0 verspricht große Flexibilität in der Produktion. Ziel ist es, die Produkt-
und Prozessvarianten mit kleinen Losgrößen signifikant zu steigern, ohne die
Produktionskosten ins Unwirtschaftliche zu treiben. Der Schlüssel dafür liegt in
vernetzten Informations- und Kommunikationslösungen, mit denen sämtliche
Elemente der Fabrik – Produkte, Maschinen, Werkzeuge und Menschen – integriert
betrachtet und gesteuert werden. Der Mensch als zentrales Bindeglied muss in
der Lage sein, jederzeit diese Komplexität zu beherrschen. Zur Entscheidungs-
unterstützung benötigt er jedoch situations- und aufgabengerecht aufbereitete
Informationen. Ein Werkzeug, das diesen Anforderungen gerecht wird, ist das
Industry Cockpit des Fraunhofer IPK, das in Kooperation mit dem MES-Hersteller
Pickert & Partner aus Karlsruhe entwickelt wird.
Sollen Prozesse anpassbar sein, ist es umso deren notwendige Überwachungsmerkmale Gesamtmodell zusammengesetzt werden.
wichtiger den Verwaltungsaufwand mög- fallweise anpasst. Will man nun noch Flexi- Jedes dieser Puzzleteile trägt die Informati-
lichst gering zu halten. Die Anforderung, bilität schaffen und unterstützen, sind die onen, welche prozessrelevanten Auswertun-
individuelle Kundenwünsche zu Kosten heute starr programmierten Systeme nicht gen benötigt werden, im Hintergrund wie
eines Standardmassenproduktes kurzfris- mehr ausreichend, um die Auftragsfertigung eine Art Rucksack mit sich. Je nach Kombi-
tig zu befriedigen, macht ein durchgängi- ganzheitlich zu verfolgen. Insbesondere der nation der Module werden unterschiedli-
ges Prozessengineering notwendig. Die sich Bezug zu verknüpften Prozessen, wie z. B. che Sichten des Cockpits auftragsspezifisch
damit erhöhende Komplexität von industriel- zu Zulieferern oder dem Vertrieb, werden abgeleitet. Das funktioniert ähnlich wie auf
len Unternehmensprozessen erfordert eine immer schwieriger. der Modellseite. Ist ein neues Prozessmodul
kontextuelle und damit für den Anwender erstellt und in der Modulbibliothek abge-
einfache Prozessüberwachung. Insbeson- ►►Konfigurieren legt, können im Anschluss über einen Aus-
dere die Aufbereitung und Aggregation statt programmieren wertungsgenerator die zu überwachenden
auftragsindividueller Informationen zur Ent- Der modellbasierte Ansatz des Industry Echtzeitparameter definiert werden. Diese
scheidungsunterstützung muss einfach und Cockpits verfolgt die Strategie »Modellkon- Auswertungen sind ebenfalls als Puzzleteile levant ist. Das Industry Cockpit informiert erhöhte Flexibilität hinsichtlich der Kommu-
schnell möglich sein. figuration statt Programmieren«. Damit kön- modular. genau dann, wenn einer dieser Parameter nikation, der Überwachung und der Doku-
nen individuelle Prozesse für unterschied- aus dem Toleranzbereich zu geraten droht, mentation von kundenindividuellen Anfor-
Die Verkettung sämtlicher Unternehmens- liche Rollen aufgabengerecht überwacht Innerhalb eines Cockpitkonfigurators wer- und erzeugt weitere erforderliche Sichten, derungen. Damit unterstützt das Industry Das Industry Cockpit entsteht im Rahmen des
aktivitäten lässt sich in Form von Unterneh- und gesteuert werden. Grundlage hierfür den dann die Auswertungswidgets rol- wie z. B. Verlaufs- und Belastungskurven. Cockpit alle Mitarbeiter im Unternehmen Projektes MetamoFAB. Das Projekt MetamoFAB
mensmodellen beschreiben und erlaubt ist zunächst das Unternehmensmodell, wel- lenspezifisch zugeordnet, denn ein Meis- Auf diese Weise wird der Anwender in sei- vom Management bis zur Produktion und wird mit Mitteln des Bundesministeriums für
gleichzeitig eine Darstellung der Wechsel- ches alle Prozesse zur Auftragsbearbeitung ter benötigt andere Informationen als der ner Entscheidungsfindung zum Eingriff spe- trägt maßgeblich zu einem effektiven Infor- Bildung und Forschung im Programm »Inno-
wirkungen zwischen Produkt, Organisation, sowohl administrativ als auch produktiv Werker an der Maschine. Eingebettet in zifisch unterstützt. Bei gleichzeitiger Ansicht mationsmanagement bei. vationen für die Produktion, Dienstleistung
Ressourcen und Informationen. Diese Ver- abbildet. Betrachtet man nun die einzelnen einem dynamischen Dashboard liefern die aller Parameter wäre der Werker sonst über- und Arbeit von morgen« gefördert und vom
knüpfungen und die operativen Plan- und Prozessschritte als sogenannte Module, die Auswertungswidgets der Rolle die erforder- fordert und würde eventuell kritische Situa- Projektträger Karlsruhe (PTKA) betreut. Die
Ausführungsdaten reichen aus, um eine kun- einen Teilschritt zur Auftragserfüllung abbil- lichen Informationen mit für die Aufgabe tionen übersehen. Diese Mechanismen zur Verantwortung für den Inhalt dieser Veröffentli-
denauftragsindividuelle Fertigung mit den den, so lassen sich solche Modelle wie ein optimalen Anzeigen. Mit Hilfe von frei defi- Ein- und Ausblendung bestimmter Auswer- chung liegt beim Autor.
Informationen zu versorgen, die sie benö- Puzzle in kleine Teile zerlegen, für die sich nierbaren Parametern wird einfach festge- tungen sind wie auch alle anderen Kompo-
tigt, ohne die Mitarbeiter zu »überfluten«. die notwendigen Informationen schneller legt, wann diese angezeigt werden und nente frei definierbar und können ebenfalls
Das gelingt, indem einerseits die kritischen definieren lassen als für das Gesamtkonst- wann nicht, um ausschließlich die aktuell rollenspezifisch festgelegt werden.
Prozesse automatisch überwacht werden, rukt. Diese Puzzleteile oder Prozessmodule für den Anwender erforderlichen Informati- Ihre Ansprechpartnerin
aber nur im Problemfall eine Visualisierung werden in einer Modulbibliothek vorge- onen zu filtern. Das ist zum Beispiel bei einer Die Wiederverwendbarkeit sowohl der Pro- Nicole Oertwig
stattfindet. Und andererseits, wenn sich das halten und können je nach Anwendungs- Roboterbearbeitung der Fall, bei der eine zessmodule als auch der Cockpitmodule in Telefon: +49 30 39006-176
Cockpit an die spezifischen Prozesse und wunsch zu einem auftragsspezifischen Vielzahl von Parametern überwachungsre- den dynamischen Dashboards liefert so eine nicole.oertwig@ipk.fraunhofer.de
12 Forschung und Entwicklung FUTUR 2/2016 13
Digitalisierte Produktion
Smart und flexibel
Intelligente Werkstattproduktion
Fertigungsanlagen in der Großserienherstellung sind derzeit überwiegend auf
spezifische Bauteile ausgelegt und oft mit starrer Verkettung realisiert. Wegen des
zunehmenden Variantenreichtums der Produkte stoßen solche linienorientierten Regelkreisen und effizienter, ergebnisorien- aufwand für Einsatzbesprechungen wird
Produktionssysteme jedoch an ihre Grenzen – vor allem hinsichtlich Reaktions- tierter Kommunikation aller am Produktions- dadurch erheblich reduziert.
fähigkeit, Auslastung und Liefertreue. Im Projekt »iWePro – Intelligente selbst- prozess beteiligten Mitarbeiter und Ressour-
organisierende Werkstattproduktion« entwerfen Partner aus Wissenschaft und cen. Dabei soll die Fertigung zwar wie bisher Gleichzeitig unterstützen die Agenten die
Industrie deshalb innovative Produktionskonzepte, die eine flexible, smarte von der Leitungsebene vorgeplant werden, situationsorientierte Anpassung des geplan-
Werkstattfertigung durch die Kombination von zentraler Planung und dezentraler denn nur eine zentrale Optimierung hat ein ten Fertigungsablaufs. Das funktioniert so:
Fertigungssteuerung ermöglichen. Gesamtoptimum im Fokus. Gleichzeitig sol- Jeder Fertigungsauftrag und jede Ressource
len aber die Mitarbeiter auf dem Shop Floor – Maschinen, Mitarbeiter, Werkzeuge, etc. –
in die Lage versetzt werden, den geplanten wird durch einen Agenten repräsentiert. Die
►►Beispiel Getriebefertigung Alternativen zur Linie gibt es: zum Beispiel Im Projekt iWePro erproben IPK-Entwickler Ablauf aktiv zu beeinflussen, etwa um die Agenten kommunizieren und verhandeln
Zahnräder werden bisher meist in Linien die Werkstattfertigung. Diese Fertigungs- mit Partnern aus der Wirtschaft, wie sich Einhaltung von Terminen sicherzustellen. miteinander. Steht etwa ein Arbeitsschritt
gefertigt, bei denen zum Beispiel Fräs- und philosophie erlaubt den flexiblen Durchlauf auf der Fertigungsebene eine Zahnradpro- eines Auftrags kurz vor dem Abschluss,
Drehmaschinen fest verkettet sind. Fällt eines Auftrags durch die Fertigung. So kann duktion ohne Verkettung zuverlässig steu- ►►Technologie fragt der die Werkstücke repräsentierende
eine Maschine aus, steht die ganze Linie ein Drehauftrag auf allen verfügbaren Dreh- ern lässt. Bisher wird in der industriellen Konkret untersucht iWePro, ob und wie sich Agent bei den Agenten der Maschinen an
still. Zudem ist es aufwändig bis unmög- maschinen ausgeführt werden, wodurch sich Fertigung vorab ein Plan für die komplette eine Software zur Maschinenbelegungs- der nächsten Bearbeitungsstation an, wer
lich, auf Linien Klein- oder Kleinstaufträge die Freiheitsgrade zur Optimierung massiv Produktion vom Rohling bis zum einsatz- planung mit einem Agentensystem verbin- die entsprechende Bearbeitung vornehmen
mit besonderen Anforderungen oder Pro- erhöhen. Für eine solche Fertigungsstruktur bereiten Zahnrad erstellt und anschließend den lässt, das während der laufenden Pro- kann. Die Maschinenagenten liefern unter
duktmerkmalen zu fertigen. Will man braucht man Methoden, die sicherstellen, nur noch abgearbeitet. iWePro zielt dage- duktion situationsorientierte, dynamische anderem Verfügbarkeit und Kosten zurück.
hier flexibler werden, ist die Verkettung dass Aufträge die Fertigung zuverlässig, ter- gen auf eine »smarte« Werkstattfertigung Anpassungen eines vorab erstellten Plans Auf dieser Basis wird dem Mitarbeiter, der Projektpartner
aufzuheben. mingerecht und kostenoptimal durchlaufen. auf Basis dezentraler Strukturen mit kleinen unterstützt. Die Grundlage bildet das im die Bearbeitung steuert, eine Palette an –– Adam Opel AG, Rüsselsheim
Rahmen von iWePro entwickelte Feinpla- Möglichkeiten angeboten, wann und an –– DMG Electronics GmbH, Pfronten
In der Fabrik der Zukunft sind alle Mitarbeiter mithilfe intelligenter Technologien in ein flexibles Prozessnetz eingebunden. nungs-Tool »Job Shop Scheduler« der flexis welcher Maschine der nächste Bearbeitungs- –– flexis AG, Stuttgart
AG. Die Software erstellt für die anstehen- schritt zu welchen Bedingungen erfolgen –– SAFELOG GmbH, Kirchheim
den Fertigungsaufträge detaillierte Produkti- kann. Damit können schnell und effizient –– SimPlan AG, Maintal
onspläne und stellt diese in Gantt-Diagram- Entscheidungen getroffen werden. –– Soziologisches Forschungsinstitut
men dar. Diese Gantts veranschaulichen, Göttingen (SOFI) e.V., Göttingen
welcher Bearbeitungsschritt eines Auftrags ►►Simulation –– TAGnology RFID GmbH, Voitsberg (A)
wann auf welcher Maschine erfolgen soll. Zur Absicherung von investitionsintensiven
Zudem können unterschiedliche Szenarien Entscheidungen bezüglich der Umsetzung Dieses Forschungs- und Entwicklungsprojekt
durchgeplant werden, indem die Fertigung der Werkstattfertigung muss geprüft werden, wird mit Mitteln des Bundesministeriums für
beispielsweise in eine Fast Lane für Teile ob diese tatsächlich bessere Ergebnisse liefert Bildung und Forschung (BMBF) im Programm
mit starker Nachfrage und einen flexiblen als die technisch sehr ausgefeilte klassische »Innovationen für die Produktion, Dienstleis-
Bereich für Exoten segmentiert wird. Linienfertigung. Dazu entsteht in iWePro eine tung und Arbeit von morgen« gefördert und
aufwändige Simulation auf Basis der Soft- vom Projektträger Karlsruhe (PTKA) betreut.
Aus der Feinplanung leitet das Agenten- ware Demo3D der SimPlan AG. Mit ihrer Hilfe Die Verantwortung für den Inhalt dieser Veröf-
system konkrete Handlungsempfehlungen kann durchgespielt werden, welche Kombi- fentlichung liegt beim Autor.
für die Mitarbeiter auf dem Shop Floor ab. nation aus zentraler Planung und dezentraler
So kann die Vermittlung des Produktions- Umplanung für welchen Anwendungsfall
plans an die Mitarbeiter direkter erfolgen geeignet ist. Darüber hinaus wird ein
als bisher. Vernetzte Technologien machen Demonstrator entwickelt, mit dem die Art Ihr Ansprechpartner
es möglich, jedem Mitarbeiter die für ihn und Weise der Informationsbereitstellung für Eckhard Hohwieler
relevanten Teile des Plans direkt an seinem Mitarbeiter auf dem Shop Floor, etwa über Telefon: +49 30 39006-121
Arbeitsplatz bereit zu stellen. Der Zeit- Smart Devices, evaluiert werden kann. eckhard.hohwieler@ipk.fraunhofer.de
14 Forschung und Entwicklung FUTUR 2/2016 15
Digitalisierte Produktion
►►Fit für hochfeste Stähle verlässliche Daten zu gewinnen, kommt die rialproben durchgeführt werden. Daraus
Einfach anwenderfreundlich
Zukünftig sollen auch die lokalen Werkstoff Finite-Element-Methode zum Einsatz: Der ergibt sich eine deutliche Vereinfachung im
eigenschaften von im Automobilbau typi- Eindringprüfvorgang wird nachmodelliert Vergleich zu herkömmlichen Verfahren der
schen Stahlwerkstoffen und deren Fügestel- und an das reale Experiment angeglichen. Kennwertermittlung wie Zug- oder Mikro-
Numerische Simulation von Fügestellen len bestimmt werden können. Zu diesem Die mechanische Simulation liefert dann die zugversuchen. Für diese Verfahren müssen
Zweck wollen die Wissenschaftler am Fraun- während der Prüfung vorliegenden, nicht Proben erst aufwändig und kostenintensiv,
Ob in der Automobilindustrie, beim Rohrleitungs- oder beim Kraftwerksbau – hofer IPK das Verfahren im Rahmen öffent- messbaren Parameter. Diese wiederum kön- teilweise durch Funkenerosion, gefertigt
anspruchsvolle und hochwertige Fügeverbindungen entscheiden oft über die lich geförderter sowie bilateraler industrieller nen im Anschluss in das Neuronale Netz ein- werden. Die neue anwenderfreundliche
Qualität des Endproduktes. Um z. B. das Verzugsverhalten von Karosseriebauteilen Projekte für den Einsatz bei hochfesten Stäh- gepflegt werden. Methode hilft dabei, den Einsatz der Simu-
vorab einschätzen zu können, setzen Hersteller auf die numerische Simulation len, z. B. Dualphasen-, TRIP- und TWIP-Stäh- lation bereits in der Entwicklung von Pro-
der geschweißten Komponenten. Besondere Aufmerksamkeit gilt hier den Füge- len, weiterentwickeln. Kern ihrer Forschung Die zu entwickelnde Methode kann nach dukten zu unterstützen und trägt zur Ein-
stellen. Da diese oft nur wenige Millimeter klein sind, kommen konventionelle ist das Training des für die Datenzuordnung einfacher Probenvorbereitung, z. B. durch sparung von Ressourcen bei.
Prüfverfahren wie der Zugversuch hier jedoch nicht ohne weiteres in Frage. zuständigen Neuronalen Netzes. Um dafür Schliffherstellung, an geschweißten Mate-
Forscher des Fraunhofer IPK untersuchen deshalb eine alternative Methode, um
die negativen Begleiterscheinungen des thermischen Schweißens im Vorfeld am
PC zu analysieren und nötige Gegenmaßnahmen ableiten zu können.
Zyklus werden die Eindringtiefe, die aufge-
brachte maximale Kraft und die Hysterese
Kurve im Kraft-Eindringtiefe-Diagramm
gemessen.
Die instrumentierte Eindringprüfung kann
bisher allerdings noch nicht für jeden belie-
bigen Werkstoff eingesetzt werden – für
Messkopf
viele Materialien befindet sich die Methode
noch im Laborstadium. Um verlässliche Anwendung der Kennwerte in der Simulation von Fügestellen:
Spannungs-Dehnungs-Werte für einen Probe mit den modellierten Fügezonen Schweißlinse (grün) und Wärmeeinflusszone (rot)
plastischen Verformungsbereich ermitteln
zu können, müssen zunächst interne Ver-
Mikroskop arbeitungsparameter auf den zu untersu-
chenden Werkstoff angepasst werden. Das
Fraunhofer IPK hat hier bereits Erfahrungen
Probe gesammelt: In einem Forschungsprojekt zur
Untersuchung des Festigkeitsverhaltens von
Aluminiumpunktschweißverbindungen wur-
den diese Parameter ermittelt. Mit Hilfe der
Vorrichtung für die instrumentierte Eindringprüfung instrumentierten Eindringprüfung wurden
dann mehrere Eindringkurven in den drei
►►Instrumentierte Eindringprüfung Ein modernes anwenderfreundliches Ver- Zonen »Schweißlinse«, »Grundwerkstoff«
Für eine detaillierte Simulation von Füge- fahren, das die benötigte hohe lokale Auf- und »Wärmeeinflusszone« aufgezeichnet.
stellen werden Eingangsdaten benötigt, die lösung für die Abbildung dieser Zonen Auf Basis der so gewonnenen Eingangsda-
die Materialeigenschaften in den verschie- aufbringen kann, ist die instrumentierte Ein- ten konnten die verschiedenen Fügezonen
denen Zonen einer Fügestelle beschreiben dringprüfung, kurz IEP. Sie zeichnet während modelliert und beispielsweise Spannungs- Anwendung mittels IEP ermittelter Kennwerte in der Simulation von Fügestellen:
– im Fall von Punktschweißverbindungen sind einer mehrstufigen, automatisiert ablaufen- verteilungen von Bauteilen mit Punktschwei- Vergleichsspannungsverteilung einer gekoppelten statisch-mechanischen
und thermischen Simulation
das die Schweißlinse, der Grundwerkstoff den Härteeindringprüfung verschiedene ßung simuliert werden. Die erzielten Simu- Ihr Ansprechpartner
und die Wärmeeinflusszone. In jeder dieser Parameter auf. Dabei wird wiederholt bei lationsergebnisse stimmten dabei sehr gut Julian Frei
Zonen liegt meist ein anderes Spannungs- stetig steigender Kraft ein Prüfstempel in mit Ergebnissen experimenteller Untersu- Telefon: +49 30 39006-374
Dehnungs-Verhalten vor. eine Materialprobe eingepresst. In jedem chungen überein. julian.frei@ipk.fraunhofer.de
16 Forschung und Entwicklung
Produktion
Läuft rund
Neue Hochleistungsspindel für die Aluminiumzerspanung
Bei der spanenden Bearbeitung von Metallen ist die Hauptspindel das hochtech-
nologische Kernelement der Werkzeugmaschine. Genauigkeit und Produktivität
der Fertigung hängen in entscheidendem Maße von ihrer Drehzahl, Leistung und
ihrem Rundlauf ab. In Kooperation mit der südkoreanischen Hyundai WIA Corpo-
ration hat das Fraunhofer IPK jetzt eine Hochleistungsfrässpindel mit hydraulisch
Montage und Test des finalen Spindelprototyps
einstellbarer Lagervorspannung für die Aluminiumzerspanung entwickelt. Nach
dem erfolgreichen Test des Prototyps will Hyundai WIA die neue Spindel bald-
möglichst auf den Markt bringen. ►►Konstruktion und Simulation gungsmode tritt im Bereich zwischen 695 Praxistests der Fraunhofer-Forscher vor Ort
Hand in Hand und 745 Hertz auf. Eine weitere strukturbe- zeigten, dass der finale Spindelprototyp alle
Mit Abschluss der Konzeptionierungsphase dingte Biegeschwingungsmode mit starker wesentlichen Anforderungen erfüllt und dass
►►Hohe Anforderungen sowie ein anspruchsvolles Drehzahl-Eigen- Steifigkeitsanforderung bei entsprechend waren die wesentlichen Module der Hoch- Abhängigkeit von der Lagervorspannung experimentelle und simulierte Messwerte gut
Bei der Konstruktion der Spindel entspre- frequenz-Verhältnis von höchstens 0,4. Dar- hoher Maximaldrehzahl zu erfüllen, wurde leistungsfrässpindel bereits geometrisch fest- tritt zwischen 1.255 und 1.505 Hertz auf. übereinstimmen. Die vorab simulierten Tem-
chend der VDI-Richtlinie 2221 mussten hohe über hinaus sollte eine hydraulisch einstell- eine angestellte Stützlagerung in Tandem- gelegt. Die Grobstruktur der Spindel wurde Diese drei Moden dominieren das dynami- peraturwerte wichen am vorderen Lager um
Anforderungen erfüllt werden. So war eine bare Lagervorspannung realisiert werden O-Tandem-Anordnung mit hochpräzisen nun auf Kundenwunsch mit der Konstrukti- sche Verhalten an der Spindelnase. Außer- elf Prozent und am hinteren Lager um fünf
Maximaldrehzahl von 30.000 min-1 gefor- und Sensoren zur Erfassung des thermischen Hybridschrägkugellagern von Schaeffler onssoftware Inventor 2010 erstellt. Mithilfe dem konnte gezeigt werden, dass sie das Prozent von den gemessenen Werten ab.
dert – für eine Spindel mit HSK-A63-Werk- und des dynamischen Verhaltens sowie zur Technologies gewählt. Beim Antriebssys- der Rohstruktur wurden Vorabsimulationen Ratterverhalten der Spindel wesentlich Der relative Fehler zwischen simulierten und
zeugaufnahme liegt das an der Grenze des Bestimmung der Lagervorspannung in die tem entschieden sich die Wissenschaftler mit der Simulationssoftware ANSYS 14.0 beeinflussen. experimentell ermittelten relevanten Eigen-
technisch Machbaren. Die Lager sind dabei Spindel integriert werden. aufgrund seiner Leistungsdichte und Effizi- durchgeführt, um das thermische Verhalten frequenzen betrug in allen Fällen weniger als
der limitierende Faktor, da sie einerseits enz für einen Synchronantrieb der Schweizer zu untersuchen und die Kühlung entspre- Das thermische Verhalten und die thermisch dreizehn Prozent. Die Amplituden der Über-
die Steifigkeit wesentlich bestimmen und ►►Gut durchdacht – Firma e+a Elektromaschinen und Antriebe. chend auszulegen. Andererseits sollte auch induzierte Verformung der Spindel wurden tragungsfrequenzgänge an der Spindelnase
andererseits auf der Welle montiert wer- das Spindelkonzept Die Kühlung der Hochleistungsfrässpindel das dynamische Verhalten abgeschätzt und ebenfalls simulativ ermittelt. Dabei wurde lagen etwa eine Dimension über den gemes-
den müssen, die im vorderen Teil nahe der Die Fraunhofer-Experten erstellten zunächst wurde im nächsten Schritt mittels Simula- gegebenenfalls über die Variation der Wand- ersichtlich, dass die Temperaturen im Bereich senen Amplituden. Zur Verbesserung der
Werkzeugaufnahme einen Durchmesser von Konzepte für die Spanneinheit, die Spindel- tion ausgelegt und optimiert. Hier wurde stärke der Spindelwelle und die Positionie- der Lagerinnenringe maximal werden. Bei Übereinstimmung wurde eine Anpassung
mindestens 70 Millimetern besitzt. Durch welle, die Lageranordnung, das Antriebssys- bereits der Bedarf für eine Wasserküh- rung der Lager und des Antriebs beeinflusst Wasserkühlung des Stators und der Lager- der Dämpfungswerte vorgenommen, so dass
diesen verhältnismäßig großen Durchmes- tem und die Kühlung der Spindel. Das von lung sowohl des Antriebssystems als auch werden können. sitze traten Temperaturen von bis zu 98 Grad nicht nur eine qualitative, sondern auch eine
ser und die geforderte Steifigkeit entsteht der Ott-Jakob Spanntechnik speziell ange- der beiden Lagersitze deutlich. Vor allem Celsius in den Lagerinnenringen auf. Die vor- quantitative Übereinstimmung bestand.
eine hohe thermische Belastung, die in der fertigte Spannsystem bestimmte dabei die im Bereich des hinteren Lagersitzes waren Im Verlauf des Projekts wurde der Detail- deren Lager weisen dabei höhere Tempera-
weiterführenden Arbeit berücksichtigt wer- innere Struktur der Welle. Die äußere Struk- aufgrund der geringen Wärmeübertragung lierungsgrad sowohl des Spindeldesigns als turen als die hinteren, kleineren Lager auf. Der erfolgreiche Projektabschluss wurde
den musste. Weitere Anforderungen waren tur wurde in Verbindung mit dem Antriebs- an die Umgebung hohe Temperaturen auch des Simulationsmodells erweitert. So Hinzu kommen Verlagerungen in der Spindel, durch eine FEA-Schulung von Mitarbeitern
eine hohe Nennleistung von 80 Kilowatt, und dem Lagerungskonzept entschieden. zu erwarten. wurden Labyrinth- und Lagerwellendich- die sich aufgrund der Temperaturverteilung der FuE-Abteilung von Hyundai WIA durch
mit deren Hilfe eine sehr hohe Abtrennrate Eine Wellenschulter trennt das vordere Lager tungen hinzugefügt und der hintere Lager- ergeben. Die axiale Verlagerung der Spindel- Simulationsexperten des Fraunhofer IPK
von 5.000 cm³/min ermöglicht werden soll, von Antrieb und hinterem Lager. Um die sitz zusätzlich mit axialem Spiel gelagert. nase bezüglich der Einspannung der Spin- ergänzt. Hyundai WIA plant nun, die neue
Darüber hinaus wurden Hydraulikzylinder del beträgt im quasi-stationären Betrieb mit Spindel baldmöglichst in Serie zu produzie-
Konstruktionsdetails der Spindel (links) und simuliertes thermisches Verhalten (rechts)
zur Vorspannung der Lager sowie Versor- 30.000 min-1 etwa 88 Mikrometer. ren und für die Aluminiumzerspanung
gungskanäle für Kühlung, Schmierung, von Bauteilen in der Luft- und Raumfahrt
Hydraulik, Stromversorgung, Sensorik und ►►Prototyp im Praxistest einzusetzen.
Schmierstoffversorgung integriert und das Fertigung, Montage und Evaluierung der
Spannsystem in das Design hinzugefügt. Hochleistungsfrässpindel erfolgten bei Hyun- Autoren: Jan Mewis, Bernd Peukert,
Anschließend wurde das Prototypendesign, dai WIA in Changwon und Uiwang, Südko- Simon Thom
inklusive seines dynamischen, thermischen rea. Dank der montagegerechten Konstruk-
und thermisch-elastischen Verhaltens, mit- tion der Spindel verlief der Zusammenbau
tels FE-Simulation überprüft. Die Modalana- des finalen Prototyps ohne Zwischenfälle. Ihre Ansprechpartnerin
lyse ergab eine Lagervorspannungsabhän- Schwierigkeiten, wie zum Beispiel sehr enge Dr.-Ing. Fiona Sammler
gige axiale Festkörperschwingung zwischen Kanäle für die Stromversorgung des Antriebs, Telefon: +49 30 314-25689
550 und 680 Hertz. Die erste Biegeschwin- wurden dokumentiert. fiona.sammler@ipk.fraunhofer.de
18 Forschung und Entwicklung FUTUR 2/2016 19
Automatisierung
Rainer Elm, Leiter des Nationalen Analysezentrums
Fundsache
der Deutschen Bundesbank, über das Projekt
FUTUR: Können Sie etwas zu den Hintergründen des Darmstädter
Rekonstruktion von Banknoten Falls sagen?
Rainer Elm: Im Herbst 2015 wurden im Stadtgebiet Darmstadt über einen
Das Fraunhofer IPK hat in den vergangenen Jahren systematisch Methoden zur Zeitraum von mehreren Wochen an unterschiedlichen Stellen in kleine Stücke
automatisierten virtuellen Rekonstruktion von handzerrissenen, geschredderten, zerrissene und zerschnittene Euro-Geldscheine gefunden. Insgesamt wurden
zerschnittenen sowie anderweitig beschädigten Dokumenten und Unterlagen beim nationalen Analysezentrum (NAC) der Deutschen Bundesbank bislang
entwickelt und erfolgreich in verschiedenen Projekten eingesetzt. Prominente 8.335 Schnipsel eingereicht, die sich nach eingehender Prüfung alle als echte
Beispiele sind das sogenannte »Stasi-Schnipsel-Projekt«, die erfolgreiche Wieder- Teile von 10-, 50-, 100- und 500-Euro-Banknoten herausstellten. Die genaue
herstellung verloren geglaubter geschredderter Unterlagen für Kriminal-, Finanz- Herkunft der Schnipsel konnte bis heute nicht geklärt werden. Nach unserer
und Zollfahndungsbehörden sowie Projekte zur Rekonstruktion von Kulturgütern. Feststellung stammen die Schnipsel von mindestens 518 Ursprungsnoten mit
Das Herzstück dieser Entwicklungsarbeiten, die »ePuzzler«-Technologie, kommt einem Nennwert von 89.160 Euro.
jetzt auch bei der Rekonstruktion hochgradig fragmentierter Banknoten zum Einsatz.
FUTUR: Warum müssen zerstörte Geldscheine überhaupt
wieder zusammengesetzt werden?
Immer wieder werden mutwillig zerstörte Im Bereich von Grenzübergängen und Tran- Rekonstruktion verwendbaren Muster ent- Rekonstruktion von zwei 50-Euro-Banknoten Elm: Eine der Voraussetzungen für die Erstattung von beschädigten Euro-
aus 7 und 11 Fragmenten (Schnittkonturen
oder versehentlich beschädigte Geldscheine sitzonen werden ebenfalls Wertdokumente lang der Schnittkanten in höchstem Maße. Banknoten ist es, dass mehr als die Hälfte einer Ursprungsnote vorhanden
hervorgehoben)
sichergestellt oder bei Banken zur Erstat- wie Ausweise, Pässe oder Visa gezielt zer- Wird eine größere Anzahl von 50-Euro- sein muss. Die Geldscheine brauchen also nicht bis ins letzte Detail wieder
tung vorgelegt. Schlagzeilen machten rissen oder zerschnitten, um Identitäten Stapeln jeweils mehrfach zerschnitten und zusammengesetzt werden. Aber auch unter dieser Prämisse resultiert schon
zuletzt zwei Funde großer Mengen zerris- zu verschleiern. In vielen Fällen ist es den werden die daraus resultierenden Frag- einer automatisierten virtuellen Rekonstruk aus der Vielzahl der Schnipsel eine knifflige Puzzleaufgabe für Fortgeschrit-
sener und zerschnittener Banknoten. Ende Sicherheitsbehörden nicht möglich, die mente beliebig vermengt, gleicht eine hän- tion hochgradig fragmentierter Banknoten tene. Das Ganze wird noch dadurch kompliziert, dass im Darmstädter Fall bei
August 2015 wurden in Darmstadt stapel- Dokumente manuell zu rekonstruieren. dische Rekonstruktion der Geldscheine einer zu untersuchen. Dafür wurden ausgewählte weitem nicht alle Puzzleteile vorliegen, so dass immer wieder wichtige Ver-
weise Geldscheinfragmente von 50-, 100- kaum lösbaren Sisyphus-Aufgabe. Schlicht Verfahren der »ePuzzler«-Technologie adap- bindungsstücke im Puzzle fehlen.
und 500-Euro-Banknoten aufgefunden. In ►►Hoher Aufwand mit wenig unmöglich wird eine zweifelsfreie manu- tiert und zusammen mit ebenfalls am Fraun-
einem anderen Fall stellte die Polizei in Öster- Aussicht auf Erfolg elle Rekonstruktion, wenn dann noch die hofer IPK entwickelten Methoden des Tem- FUTUR: Wie sind Sie auf das Fraunhofer IPK gekommen?
reich im November 2015 in einem Senioren- Die händische Rekonstruktion ist bereits Fragmentfläche eine manuell handhabbare plate-Matchings zur Klassifikation und Elm: Das IPK wurde durch die intensive Berichterstattung in den Medien
heim große Mengen zerstörter 100- und bei kleinen Fragmentmengen mit enormem Größe unterschreitet – beispielsweise wenn Positionierung von Fragmenten auf Bildvor- auf den Fall aufmerksam und bot uns umgehend seine Unterstützung an.
500-Euro-Banknoten sicher. Eine Rentnerin Aufwand verbunden. Bei großen Mengen die Banknoten mit einem Aktenvernichter lagen in einem Assistenzsystem implemen- Im Rahmen einer Testphase mit von uns präparierten Banknoten wurde die
hatte – offenbar um ihre Erben zu »ärgern« – kleinteilig zerstörter Scheine ist sie häufig »geschreddert« wurden – oder wenn die tiert. Mithilfe dieser assistenzbasierten am IPK entwickelte Software zur virtuellen Rekonstruktion an die speziellen
kurz vor ihrem Tod ihr Barvermögen in Höhe gar nicht oder nur mit unverhältnismäßig Anzahl der Puzzle-Teile eine kritische Grö- Rekonstruktionssoftware konnten die IPK- Belange für Banknoten angepasst und erweitert. Anschließend wurde der
von rund 950.000 Euro fein säuberlich hohem Aufwand möglich. Das liegt unter ßenordnung überschreitet. Experten die Deutsche Bundesbank sehr komplette Darmstädter Fall dem IPK zur virtuellen Rekonstruktion übergeben.
zerschnitten. anderem daran, dass für die Rekonstruk- erfolgreich bei der Lösung des »Darmstädter
tion fast ausschließlich sich wiederholende ►Die
► Lösung: Falls« unterstützen: In der zur Verfügung FUTUR: Welche Potenziale sehen Sie für andere Anwendungen?
Nationalbanken sind in bestimmten Fällen und sich gleichende Muster und Merkmale »ePuzzler«-Technologie gestellten, etwa 7.200 Teile umfassenden Elm: Auch wenn aufgrund der vielen fehlenden Teile nur ein geringer Teil
verpflichtet, den Gegenwert beschädigter zur Verfügung stehen, die zudem teilweise Im Herbst 2015 hat die Deutsche Bundes- Menge von teilweise nur fingernagelgroßen der Banknoten so rekonstruiert werden konnte, dass eine Erstattung möglich
Währungsmittel zu erstatten. Generell gilt: erst nach Vergrößerung durch ein Mikros- bank deshalb das Fraunhofer IPK beauf- 50- und 500-Euro-Banknoten-Fragmenten erscheint, lässt sich dennoch ein positives Fazit ziehen. Das Ergebnis der vir-
Können Besitzer oder Finder mehr als die kop eindeutig sichtbar werden. Wird bei- tragt, im Rahmen einer Vorstudie die prin- konnten rund 1.230 Teilrekonstruktionen, tuellen Rekonstruktion ist im Hinblick auf die Qualität und auf die Leistungs-
Hälfte einer Banknote vorlegen oder nach- spielsweise ein aus zipielle Machbarkeit bestehend aus zwei bis 17 Fragmenten, wie- fähigkeit des Systems äußerst beeindruckend und besitzt somit Potenzial
weisen, dass die fehlende Hälfte endgültig mehreren Scheinen derhergestellt werden. Außerdem konnte auch auf andere, ähnlich gelagerte Fälle von beschädigten Banknoten, z. B.
vernichtet ist, wird in der Regel Ersatz geleis- bestehender Stapel mit Hilfe der Software ermittelt werden, versehentlich geschredderte Banknoten, übertragen zu werden. Weitere Vor-
tet. Doch vor jeder Erstattung müssen die von 50-Euro-Bank- dass die Menge der Puzzle-Teile sehr unvoll- teile bestehen in der Auswertung und Dokumentation der Vorgänge, die das
vorgelegten Geldscheinfragmente von Bank- noten in einem ständig und damit aufgrund vieler fehlender System mitliefert.
mitarbeitern per Hand zusammengesetzt Stück zerschnit- Verbindungsstücke sehr wahrscheinlich
werden. Dies dient zum einen der zweifels- ten, gleichen nicht weiter rekonstruierbar ist. Das Rekon-
freien Überprüfung der Echtheit des Geldes sich die für die struktionsassistenzsystem soll nun weiter-
und zum anderen der exakten Ermittlung entwickelt und speziell für die Verarbeitung Ihr Ansprechpartner
des jeweils zu erstattenden Betrags. weiterer Währungen und Wertdokumente Dr.-Ing. Bertram Nickolay
adaptiert und optimiert werden. Telefon: +49 30 39006-201
bertram.nickolay@ipk.fraunhofer.deSie können auch lesen