WISSEN KOMPAKT 2019/20 MES MANUFACTURING EXECUTION SYSTEMS - MES Wissen Kompakt 2019/20
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

www.it-production.com
Das
Industr
ie 4.0
Magaz
in
WISSEN KOMPAKT 2019/20
MES MANUFACTURING EXECUTION SYSTEMS
- Systemauswahl und Rollout
- IoT, Plattformen und Microservices
- Produktionsplanung
- Digitaler Zwilling
- Kennzahlen und Reporting
- M2M-Kommunikation
- Branchenlösungen
IN KOOPERATION MIT:
Die MES-Experten!
Konstruierter Konflikt zwischen MES und IoT
Im Werk ist es schon
aufregend genug
M anufacturing Execution Systems und das Industrial
Internet of Things werden gerne als Konkurrenten
dargestellt, die um die Hoheit der Werks-IT-Ebene rin-
gen. Diese Sicht macht die Welt der industriellen IT noch
ein Stück spannender, räume ich gerne ein. Ich tippe
aber auch darauf, dass diese Zuschreibungen eher von
Journalisten, Forschern und Systemanbieter kommen, als
von den Produktionsleitern in den Werken. Denn wo
eine MES-Software arbeitet, dürfte es auch ohne kon-
kurrierende IT-Systeme aufregend genug sein. Im Epizen-
trum der gesellschaftlichen Wertschöpfung muss alles
laufen. Fehler kosten Zeit, Geld und können im schlimms-
ten Fall sogar zu Unfällen führen. Diese kritischen Ab-
läufe über eine Software zu lenken, erfordert großes
Vertrauen in die Sorgfalt des Systemanbieters und sein
Domänenwissen. Dieses Knowhow erarbeiten sich die
MES-Anbieter seit Jahren – und mit Blick auf die Markt-
entwicklung ist es gefragt wie nie.
Das Optimierungspotenzial rund um das IIoT links liegen bietet einen Rundumblick auf das spannende Feld der
zu lassen, können sich Fertigungsunternehmen freilich MES-Anwendungen. Von der Systemauswahl über die
ebenfalls kaum erlauben. Aber selbst sehr innovative Pro- Optimierung bis hin zur Erweiterung etwa mit Micro Ser-
duzenten rollen aktuell als Basis für ihre Industrie-4.0-Pi- vices möchten wir Ihnen Eindrücke und Ideen vermitteln,
lotprojekte und Use Cases MES-Lösungen renommierter wie Sie zu einer harmonischen Systemumgebung gelan-
Hersteller in ihren Werken aus. Aus gutem Grund, finde gen. Der weltweite Wettbewerb der produzierenden In-
ich, denn gerade in Zeiten des technischen Wandels müs- dustrie ist schließlich aufreibend genug – auch ohne ri-
sen die zentralen Abläufe auf einem robusten Fundament valisierende IT-Systeme in der eigenen Fabrik.
stehen. Dabei heißt robust keineswegs geschlossen. Die
aktuellen Systeme müssen sich mehr denn je vertikal und Informative Lektüre der MES Wissen Kompakt
horizontal vernetzen lassen. Sie sollen schließlich viele wünscht Ihnen wie immer
von den Use Cases unterstützen, die mithilfe von IIoT-
Technik gerade erprobt werden.
Die Anforderungen an MES-Anwendungen sind also
hoch: robust, offen und sicher sowieso. Umso wichtiger
ist es, einen Rollout sorgfältig zu planen und noch sorg- Patrick C. Prather (pprather@it-production.com)
fältiger umzusetzen. Diese Wissen Kompakt-Ausgabe Redaktionsleiter, IT&Production
3
Inhalt
Erfolgreiche MES-Auswahl
S.16 Die Basis für das Digitalisierungsprojekt S.6
Produktion nach Prioritäten planen
Hohe Termintreue trotz Produktionsabweichungen S.10
Bild: ©industrieblick/Fotolia.com
MES-Projekte enden nicht mit dem Go-Live
Nach dem Spiel ist vor dem Spiel S.14
MES zur Montageplanung und -steuerung
Gut geplant ist halb gesteuert S.16
Bebauungsplan statt Automatisierungspyramide
Das MES benötigt Gesellschaft S.20
Manufacturing Execution Systems mit Fokus
auf Montageabläufe sollten eine leistungs- Machine Learning
starke Personaleinsatzplanung unterstützen. Aus Erfahrungen lernen S.24
Werksnahe IT und der digitale Zwillling
Offene Systemgrenzen für das digitale Abbild S.26
S.20 Vom Event-Streaming zur belastbaren Prognose
Daten erfassen ist nur der Anfang S.30
Nutzen abwägen und gezielt investieren
Respekt zeigen vor Best Practices S.34
Bild: HIR GmbH
Reporting und Analysen mit MES
Blindflug vermeiden mit Kennzahlen S.36
Tipps für den MES-Rollout
Gibt es einen logischen Weg zur Smart Fac- Der Weg zum digitalen Werk S.39
tory? Ja, und er lässt sich entlang der Begriffe
Zielbild und Bebauungsplan nachzeichnen. Machine-2-Machine-Anwendungen
Automatische Kommunikation zwischen Maschinen S.42
Sensorik im Maschinenpark
Auf die Stimme der Maschine hören S.44
S.49 Das Modell Smart Factory Elements
Vernetzter Regelkreis in der Fertigung S.46
Bild: © Damir Karan/Fotolia.com
Automatisiertes Risikomanagement mit Qualitätsdaten
Gefahr erkannt, Gefahr gebannt S.49
Ransomware- und andere Cyberattacken
MES benötigt Cybersicherheit S.52
Chatbot als Assistenzsystem
Wenn Werker Bots beim Wort nehmen S.55
Ein MES ermöglicht die vertikale und hori-
zontale Datenintegration. Richtig kombiniert, Institutionen & Verbände
Ansprechpartner für die Industrie S.58
kann man aus diesem Datenpool ein auto-
matisiertes Risikomanagement der Produk-
Impressum S.86
tion entwickeln.
4 MES Wissen Kompakt
Anbieter und Produkte
S.63
A+B Solutions GmbH 62
Bild: ©gorodenkoff/istockphoto.com ;
Böhme & Weihs Systemtechnik GmbH & Co. KG 63
Böhme & Weihs Systemtechnik
camLine GmbH 64
camLine Dresden GmbH 65
Carl Zeiss MES Solutions GmbH 66
FASTEC GmbH 67
gbo datacomp GmbH 68
GFOS mbH 69
IDAP Informationsmanagement GmbH 70
IGH Infotec AG 71 S.76
IGZ Ingenieurgesellschaft
Bild: Maschinenfabrik Reinhausen GmbH/
für logistische Informationssysteme mbH 72
Industrie Informatik GmbH 73
iTAC Software AG 74
Helmut Koch
KÖHL Maschinenbau AG 75
Maschinenfabrik Reinhausen GmbH 76
MPDV Mikrolab GmbH 77
PROXIA Software AG 78
sedApta concept GmbH 79
SIM-ERP GmbH 80 S.85
STIWA Group 81
T.CON GmbH & Co. KG 82
Bild: ©zapp2photo/Fotolia.com
Technische Informationssysteme GmbH 83
Trebing & Himstedt Prozeßautomation GmbH & Co. KG 84
znt Zentren für Neue Technologien GmbH 85
5
Projektvorbereitung
Erfolgreiche MES-Auswahl
Die Basis für das Digitalisierungsprojekt
Mit der Digitalisierung verbessern Firmen ihre Effizienz und schaffen den Rahmen
für neue Geschäftsmodelle. Doch es gilt die Stellgrößen Technik, Organisation und
Prozesse genau zu justieren.
D ie Fertigungsindustrie stellt sich der Digitalisierung,
um weiterhin weltweit wettbewerbsfähig zu pro-
duzieren. Womit fängt man am besten an? Zumal die Un-
größe gelten die Prozesse des Unternehmens, die ent-
lang der ganzen Wertschöpfungskette betrachtet wer-
den müssen, um die digitale Transformation zu durchlau-
ternehmen IT-seitig ganz unterschiedlich aufgestellt sind. fen. Dies bedeutet im Zusammenhang einer Industrie-
Bei einigen Vorreitern wird bereits Amazons Alexa als di- 4.0-Umsetzung auch den angestrebten Automatisie-
gitale Sprachassistenz in der Produktion eingestetzt, um rungsgrad. Welche Prozesse sind bereits weitestgehend
etwa Problemlösungen für den Instandhaltungsvorgang automatisiert und wo gibt es Potential? Sind die wert-
zu erhalten. In anderen Unternehmen ist die Digitalisie- schöpfenden Prozesse herausgearbeitet und im Hinblick
rung jedoch erst rudimentär angekommen: Die Auftrags- auf IT-unterstützende Werkzeuge bewertet, lassen sich
bücher sind voll und warum soll man sich mit diesem deutlich leichter Ziele definieren, die in einem Projekt er-
schwierigen Thema auseinandersetzen? reicht werden können. Auch der Nutzen eines Vorhabens
wird so deutlicher. Die Stellgrößen der Digitalisierung
Stellgrößen der Digitalisierung lassen sich also vereinfachen auf: (S)tellgrößen = (T)ech-
nik + (O)rganisation + (P)rozesse - S=T+O+P.
Oftmals scheuen sich Unternehmen davor, ihren Digita-
lisierungsprozess aktiv voranzutreiben. Es gibt viele Stu- Schwierige Umsetzung
dien, die diesen Zustand dokumentieren. Insbesondere
im internationalen Vergleich belegt Deutschland im Ran- Auf Grundlage der beschriebenen Stellgrößen der Digitali-
king nicht einmal das Mittelfeld. Nach dem sogenannten sierung gilt es folgende Punkte näher zu bearbeiten:
Digitalisierungsfaktor liegt Deutschland bei Forschung,
Technologie, Bildung und Infrastruktur weit zurück. Eine • Formulierung einer klaren Zielsetzung für das Digitalisie-
große Schwachstelle ist der stockende Breitbandausbau. rungsvorhaben (Organisation).
Hier ist Deutschland eines der am schlechtesten versorg- • Aktive Begleitung der entstehenden Veränderungen im
ten Länder in ganz Europa. Auch die ansonsten agile Fer- Unternehmen durch das Management (Organisation).
tigungsindustrie ist von diesem gesellschaftlichen Um- • Analyse und Bewertung der bestehenden IT-Systeme,
feld beeinflusst. Technik ist schließlich die wesentliche Maschinen und Anlagen inklusive Technologie und Mög-
Stellgröße der Digitalisierung. Die zweite Stellgröße ist lichkeiten (Technik).
die Organisation. Keine Veränderung wird ohne eine • Betrachtung des gesamten Geschäftsprozesses zur Ge-
Antwort auf die Frage der Mitarbeiterinnen und Mitar- samtbewertung der erzielbaren Nutzeneffekte (Prozesse).
beiter ‘Wozu ist das notwendig?’ erfolgreich sein. Die • Auswahl von Mitarbeiterinnen und Mitarbeitern sowie
Antwort steht im direkten Zusammenhang mit der un- Dienstleistern und anschließend Umsetzung der Strategie.
ternehmerischen Zielsetzung für ein Projekt und dient
letztlich dazu, die Organisation insgesamt auf den Weg Unternehmer sollten erst nach der Prozessanalyse und mit
des Digitalisierungsprojektes zu bringen. Als dritte Stell- festen Zielen im Blick in ihr Digitalisierungsvorhaben starten.
6 MES Wissen Kompakt
Bild: F.EE Industrieautomation GmbH & Co. KG
Vor der Auswahl eines passenden Manufacturing Execution Systems ist die Vorbereitung entscheidend.
Veränderungen aktiv begleiten auf Standards, wie OPC UA, verwiesen, die etwa eine ein-
heitliche Datenschnittstelle für Spritzgießmaschinen und
Um Digitalisierungsprojekte erfolgreich umzusetzen, ist Leitrechner in Form der Euromap 77 bieten. Softwarelö-
eine förderliche Unternehmenskultur notwendig. Alle Mit- sungen sollten im Sinne einer zukunftssicheren Investi-
arbeiterinnen und Mitarbeiter sind von den Führungskräf- tion den OPC- UA-Standard unterstützen.
ten so früh wie möglich einzubeziehen und die umsetzen-
den Projektbeteiligten aktiv zu begleiten. Dabei ist es sehr Die eigene IT-Infrastruktur prüfen
wichtig, die notwendigen finanziellen und personellen Res-
sourcen zur Verfügung zu stellen. Die Geschäftsleitung Ähnlich wie der Maschinenpark sind die IT-Systeme der
muss zu 100 Prozent hinter dem Projekt stehen. Unternehmen meist historisch gewachsen und Erweite-
rungen daran sind kompliziert. Häufig existieren viele
Analysieren und bewerten Subsysteme, die im Laufe der Zeit entstanden sind. Um
einen Datenaustausch sicherzustellen, sind entspre-
In den meisten Fällen verfügen Firmen über heterogene chende Schnittstellen zu schaffen. Eine Initiative zur
Maschinenparks, was die einheitliche Digitalisierung kom- Standardisierung der IT-Landschaft hilft dabei, diese
plizierter, aber nicht unmöglich macht. Zunächst müssen leichter administrieren zu können. Eventuell können
die technischen Anlagen, Produktionslinien, also alle Sta- viele Subsysteme durch eine integrierte Lösung ersetzt
tionen des Herstellungsprozesses, abgebildet und be- werden. Weiterhin gibt es heute viele intelligente
schrieben werden. Technische Rahmenbedingen wie die Steuerungssysteme und Sensoren, die übergeordneten
Datenanbindung an die Maschinenebene müssen defi- Systemen Informationen bereitstellen und mit geringem
niert und ggf. mit Maschinenlieferanten oder Automati- Ressourcenaufwand installiert werden können. Einige
sierungsspezialisten geklärt werden. Es existieren heute MES-Lösungen bieten modulare Ansätze, die einen
vielfältige Technologien, um Maschinendaten zu erfassen schrittweisen Ausbau mit den damit verbundenen IT-In-
und Anwendungen bereitzustellen. An dieser Stelle sei frastrukturen ermöglichen.
7
Projektvorbereitung
Bild: ©PKM1/istockphoto.com
In den meisten Fällen verfügen Firmen über heterogene Maschinenparks, die eine einheitliche
Digitalisierung erschweren. Die Datenanbindung muss dann vorab genau definiert werden.
Passende Lösungen und Partner
Steht die Einführung eines Manufacturing Execution Sys- Neben dem Funktionsumfang der Lösung ist insbesondere
tems an, sollte auch die Auswahl der Lösung und des Imple- auf die Erfahrung des künftigen Partners zu achten. Für
mentierungspartners systematisch erfolgen. Die notwendi- viele Firmen und Projekte ist es nämlich sinnvoll, wenn der
gen Prozessschritte gliedern sich grob in folgende Stufen: IT-Dienstleister auch Automatisierungskompetenz mit-
bringt. Der Vorteil liegt auf der Hand: Unternehmen haben
• Projekteinrichtung und Erhebung der Ist-Situation. lediglich mit einem Partner zu tun und somit auch nur
• Erstellung des Soll-Konzepts. einen Ansprechpartner für ihr Digitalisierungsprojekt. ■
• Definition von Anforderungen und K.O.-Kriterien.
• Marktüberblick der Lösungen und Anbieter.
• Software und Partnerauswahl in drei Stufen:
Grob-,Fein- und Endauswahl.
• Softwareeinführung. www.fee.de
Autor
Werner Pospiech ist Vertriebsmanager
bei der F.EE GmbH.
8 MES Wissen Kompakt
CONNECTED INDUSTRY
ES GIBT UNZÄHLIGE WEGE RICHTUNG DIGITALISIERUNG
– VIELE FÜHREN NUR ÜBER DAS MES VON iTAC
Besuchen Sie uns:
iTAC bietet internetfähige Informations- und Kommunikations-
technologien für die weltweit produzierende Industrie.
Durch seine zukunftsweisenden Produkte setzt iTAC Maßstäbe
in den Bereichen MES und IoT und unterstützt die Zielsetzung
einer Produktionswelt im Sinne der Industrie 4.0.
Halle 7 | Stand A34
www.itacsoftware.com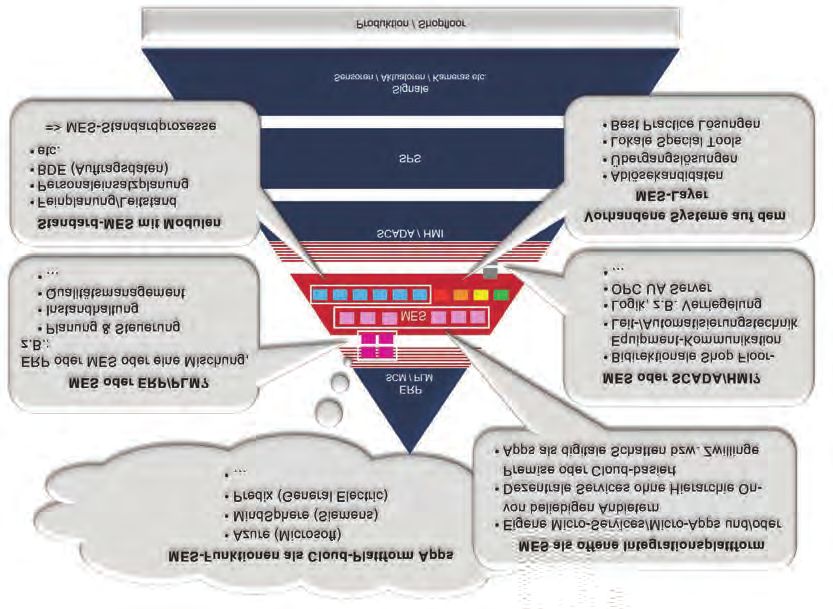
Advanced Planning and Scheduling
Bild: ©industrieblick/Fotalia.com
Produktion nach Prioritäten planen
Hohe Termintreue trotz
Produktionsabweichungen
Viele Fertigungsunternehmen planen ihre Produktion mit PPS- oder APS-Software. Doch nicht
jede Methode liefert gleich gute Ergebnisse. Vielversprechend ist der Ansatz, Aufträge nach
Prioritäten einzuplanen. So kann im Extremfall verhindert werden, dass die Planungslösung
eine minutenlange Störung zu einer wochenlangen Terminverschiebung eskaliert.
V iele Unternehmen setzen bereits auf eine Software
zur Produktionsplanung. Das wesentliche Ziel ist
dabei fast immer eine Verbesserung der Termintreue
Lücken für die einzelnen Arbeitsgänge. Wenn eine Ein-
planung in der Vergangenheit erfolgen würde, wird auf
eine Vorwärtsplanung umgestellt, die die frühesten ver-
und damit eine valide Prognose über Liefertermine. Na- fügbaren Lücken belegt. Genau wie bei einer Terminver-
turgemäß möchte man einerseits einen möglichst frü- einbarung bei Outlook führt dies zu folgenden Effekten:
hen Liefertermin nennen, um den Auftrag nicht zu ge-
fährden – andererseits führt der Verzicht auf Puffer zu • Die Einplanung führt zu Lücken zwischen den Terminen.
einer Gefährdung von Terminen. Neben diesem grund- • Häufig reicht die Kapazität in Summe zwar aus, um einen
sätzlichen Dilemma, welches von der Unternehmens- Auftrag einzuplanen, aber die Lücken sind alle zu kurz, um
strategie abhängt, gibt es jedoch auch in den verwen- die lange Bearbeitungszeit eines Auftrages einzuplanen.
deten Algorithmen der eingesetzten Lösungen Fallstri- • Aufträge mit geringen Bearbeitungszeiten von weni-
cke. Viele gängige Systeme planen analog zu dem Ter- gen Minuten lassen sich leicht einplanen. Je größer
minkalender in Outlook: Das System rechnet vom aber die notwendige Lücke ist, umso schwieriger wird
Wunschtermin rückwärts und sucht im Belegungsplan die Angelegenheit.
10 MES Wissen KompaktDie farbigen Markierungen zei-
gen den Anteil der Kundenauf-
träge, die zwischen zwei Pla-
Bild: SIM-ERP GmbH
nungsläufen verschoben wer-
den mussten.
Rot= Verschiebung > 24 Stunden
Gelb= Verschiebung < 24 Stunden
Grün= Frühere Fertigstellung
Grau = unverändert
Kurze Störung, lange Verschiebung baren, werden Prioritäten vergeben. So ist Auftrag A
wichtiger als B und dieser wiederum wichtiger als C.
Im Fall einer Störung – wie sie unvermeidlich in der Pro- Wenn sich jetzt A um einige Minuten verzögert, wird
duktion durch Krankheit oder Maschinenausfall entstehen niemand auf die Idee kommen, mit Auftrag C weiterzu-
können – wird der Algorithmus erneut angewandt. Dabei arbeiten und Auftrag B neu und in ferner Zukunft einzu-
finden sich neue Termine häufig wesentlich später. So kann planen. Stattdessen werden alle Termine von B und C um
eine Verschiebung um wenige Minuten an der Maschine die Dauer der Störung verschoben. Auch wenn einzelne
zu einer Änderung des Kundentermins von einigen Wo- Störungen nicht vorhersehbar sind, haben die Unterneh-
chen führen – obwohl die Kapazitäten prinzipiell vorhan- men doch in der Regel eine sehr gute Datenbasis, was
den sind. Dies geschieht immer dann, wenn die verfügba- ihre Produktivität und die mittlere Anzahl an Störungen
ren Lücken zwischen bereits verplanten Aufträgen zu kurz betrifft. Somit kann pauschal ein entsprechender Puffer
sind um eine längere Bearbeitungsdauer einzuplanen. So eingeplant werden. Dazu muss die Kapazität auf die
gibt es vielleicht am Montag eine Lücke über 40 Minuten, durchschnittliche Produktivität angepasst werden. Auf
am Dienstag zwei über je 20 Minuten und am Mittwoch diese Weise kann die geringfügige Verschiebung von
eine von 45 Minuten. Obwohl also insgesamt 125 Minuten vielen Aufträgen effizient aufgefangen werden. Diese
freie Kapazität zur Verfügung steht, ist kein Zeitabschnitt Planung auf Basis von Prioritätsregeln ist zwar bekannt,
lang genug für die Bearbeitungsdauer von einer Stunde. wurde bislang aber immer nur für einzelne Aufträge und
Somit wird die nächste längere Lücke erst sehr viel später nicht für mehrstufige Produktionsnetzwerke eingesetzt.
gefunden, etwa am Freitag. Die Konsequenz besteht einer- Gerade im Maschinen- und Anlagenbau ist die Koordina-
seits darin, dass die Systeme die Maschinen planerisch tion verschiedener Komponenten jedoch eine wesentli-
nicht voll auslasten und andererseits auf geringfügige Stö- che Herausforderung und eine Planung von Einzelaufträ-
rungen mit großen Terminabweichungen reagieren. gen meist nicht zielführend. Eine Planung von einzelnen
Aufträgen – wie sie in vielen Leitständen vorgenommen
Prioritäten vergeben wird – führt dann oft dazu, dass einzelne Komponenten
sehr früh fertig gestellt werden und anschließend im
Eine Alternative zum geschilderten Verfahren ist aus Lager warten, bis die anderen Teile gefertigt sind. Dies
dem täglichen Leben bekannt: Statt Termine zu verein- widerspricht nicht nur dem Just-in-Time-Gedanken und
11Advanced Planning and Scheduling
Bild: ©Monkey Business/Fotalia.com Planungsläufe eines mittelständischen Unternehmens
von zwei aufeinanderfolgenden Tagen verglichen. Dabei
wurden nur Kundenaufträge berücksichtigt, die bereits
seit einiger Zeit im System waren und kundenseitig un-
verändert waren. Terminabweichungen zwischen den
Planungsläufen konnten nur durch die Fertigung selber
verursacht worden sein. Dann wurde einmal mit einer
APS-Anwendung nach dem System Outlook und einmal
mit einer Software nach dem Prioritäten-System geplant.
Im Ergebnis verschob das klassische System jeden fünf-
ten Auftrag der nächsten 24 Stunden. Streng genommen
hätte jedem fünften Kunden ein neuer Termin zugeteilt
werden müssen – und zwar täglich. Das System, das
nach Prioritäten geplant hatte, konnte diesen Effekt auf
unter fünf Prozent reduzieren, also jeden 20. Auftrag. Im
Eine Software zur Produktionsplanung ist besonders
wichtig, wenn etwas im Werk gerade nicht glatt läuft. Fall des untersuchten Unternehmens konnte die Termin-
Um die Qualität der eingesetzten Instrumente einzuschätzen, treue im Gegensatz zur alten PPS-Software um mehr als
lohnt also der Blick auf das System, wie es auf eine kleinere zehn Prozent verbessert werden.
Störung reagiert.
Genau hinschauen lohnt
Während die Anzahl an Verschiebungen natürlich von
erhöht die Lagerbestände, sondern führt auch dazu, dass der Unternehmensstruktur und der Zahl an Störungen
Aufträge liegen bleiben, die sich früher hätten bearbei- abhängt, gehen die verschiedenen Planungslösungen
ten lassen. Die Gesamtausbringung sinkt, während die ganz unterschiedlich mit diesen Störungen um. Oft wird
Lieferzeiten steigen. bei der Auswahl entsprechender Anwendungen nur ge-
prüft, ob die Planung rechnerisch richtig ist, also ob sie
Ereignisdiskrete Simulation Kapazitätsgrenzen beachtet, und welche logistischen
Kennzahlen sie plant. Zentral ist es jedoch, dass die inge-
Dieses Dilemma kann dadurch gelöst werden, dass die setzte Anwendung auch im Störfall realistische Ergeb-
Auftragsfreigabe die Komponenten systematisch zurück- nisse abliefert und langfristig zur Termintreue beiträgt.
hält, die ansonsten zu früh geliefert würden. Gemeinsam Fertigungsbetriebe sollten einmal genau hinschauen, wie
mit dem Forschungsinstitut für Rationalisierung wurde sensibel die Produktionsplanung auf geringfügige Stö-
auf der Konferenz ‘Advances in Production Management rungen bei einzelnen Aufträgen reagiert. ■
Systems’ in Seoul eine Untersuchung zu den verschiede-
nen Planungsansätzen vorgestellt: Es wurden dazu die www.sim-erp.de
Autor
Ernst-August Stehr ist Geschäftsführer der SIM-ERP GmbH.
Kontakt über info@sim-erp.de oder auf der Hannover Messe in Halle 05, Stand E30.
12 MES Wissen KompaktProjektierung
MES-Projekte enden nicht mit dem Go-Live
Nach dem Spiel ist vor dem Spiel
Viele MES-Wegweiser wollen Firmen mit Leitfäden und Checklisten helfen, ein MES-Projekt
In-Time und In-Budget abzuwickeln. Leider schließt die Literatur zu oft mit dem Go-Live.
Was ist mit dem Leben danach?
Das Leben nach dem Go-Live
S chaut man aus der Vogelperspektive auf Industrie 4.0,
ähneln die prognostizierten Cyber-Physical Systems
einem sich ständig wandelnden Kaleidoskop. Werkstücke Warum ist der Fokus auf Wandelbarkeit so wichtig? Weil er
und Produktionsmittel kommunizieren in zwangloser in vielen Industriebetrieben und Projektorganisationen
Anarchie und Produktionsreihenfolgen purzeln wie zufäl- stiefmütterlich behandelt wird. Das Problem ist der über-
lig durcheinander. Wie von Geisterhand finden die intel- mäßige Fokus auf das Initialprojekt. Ist der Go-Live voll-
ligenten Bauteile ihren Weg durch die Fertigung und bracht, kommt es nach einer kurzen sogenannten Hyper-
wandeln sich Schritt für Schritt zu einem qualitativ hoch- Care-Phase zur drastischen Entschleunigung bis hin zum
wertigen Endprodukt. Grundlage des kreativen Kommu- Stillstand. Viele Projektstrukturen lösen sich auf und der
nikationschaos ist keineswegs Magie, sondern ein über kontinuierliche Verbesserungsprozess kommt nicht in Fahrt.
alle Wertschöpfungsebenen hochvernetztes Manufactu- Dieser ist jedoch die entscheidende Grundlage für Wand-
ring-Execution-System. Als Schaltzentrale interagiert es lungsfähigkeit, für Lessons Learned sowie prozessspezifi-
mit allen Prozessteilnehmern und sorgt auf diese Weise sche oder marktgetriebene Folgeprojekte. Nur so sind Un-
für die notwendige Automatisierung und Flexibilität. Es ternehmen in der Lage, elastisch und effizient zu agieren –
ist also nicht verwunderlich, dass die Lastenhefte nahezu sei es im Zuge neuer Produkte und Produktionstechniken,
aller MES-Ausschreibungen beeindruckende Ausmaße be- veränderter Kundenanforderungen oder der Verlegung von
sitzen. Schließlich gilt es, ein enorm leistungsfähiges und Firmenstandorten.
vor allem zukunftsfähiges System zu evaluieren. Leider
wird dabei oftmals vergessen, dass Funktionsumfang, In- Migration oder Evolution
tegrations-Kompetenz und Branchen-Know-how alleine
nicht reichen, um einer weiteren 4.0-Forderung Rechnung Doch auch der Softwarepartner und die MES-Anwendung
zu tragen: der Wandlungsfähigkeit des Produktionsge- müssen sich wandlungsfähig zeigen – etwa beim Ände-
schehens. Gemeint ist damit nicht nur die Flexibilität rungsmanagement von Funktionen, dem Aufwand bei Re-
einer Anlage, sich auf eine Modellvariante umrüsten zu lease-Wechseln sowie der Update-Strategie hinsichtlich
lassen, sondern sich auf völlig neue Produkte und inno- kunden- oder prozessspezifischer Systemanpassungen. Die
vative Herstellungsverfahren einzustellen. Diese Fähigkeit zentrale Frage: Verfolgt der IT-Partner in seiner Entwick-
ist alleine mit IT nicht zu erreichen. Sie erfordert eine fest lungsstrategie das Konzept der Migration oder Evolution?
verankerte unternehmerische Kultur des Wandels. Doch Welche Aufwände entstehen bei der Realisierung notwen-
was genau ist damit gemeint? Eines ganz sicher nicht: Ein diger Integrations- bzw. Automatisierungsschritte oder der
MES, das sein Dasein und seine Zukunft an vergangenen Einführung mobiler Anwendungen? Migration hat zur
Lastenheften ausrichtet. Ein perfekter Go-Live – In-Time Folge, dass die zugrundliegende Softwarelandschaft in Tei-
und In-Budget – ist selbstverständlich weiterhin wün- len – in Modulen, Benutzeroberflächen, Schnittstellen und
schenswert. Doch er ist nur eine Momentaufnahme in so weiter – erneuert werden muss. Es können hohe Kosten
einem ansonsten hochdynamischen Ökosystem aus ver- beim Änderungsmanagement von Funktionen sowie der
netzten, globalen Chancen und Risiken. Update-Strategie hinsichtlich kunden- oder prozessspezi-
14 MES Wissen KompaktBild: Carl Zeiss MES Solutions GmbH
fischer Systemanpassungen anfallen. Evolutionär hingegen schen Produkts, so dass R&D-Abteilungen Vorhersagen
bedeutet, dass sich ein System elastisch gegenüber Markt- und Analysen zu Sicherheit, Stabilität und Potenzial von
und Prozessmutationen verhält. Gemäß dem Prinzip ‘never Produkt und Prozess ableiten können. Darüber hinaus löst
touch a running system’ dienen Datenmodell, Bedienober- über eine direkte Integration in die umgebenden IT-Sys-
flächen und Funktionen als Fundament, das Zusätze ergän- teme die Mutation des digitalen Abbildes eine Änderung
zen kann. Das schützt die Investition, in Software gegosse- im Produktionsprozess in Echtzeit aus. Schaut man nun auf
nes Wissen bleibt erhalten und die Interaktion mit der um- die notwendige Datenstruktur, die eine solche Kultur der
gebenden IT-Landschaft bleibt unangetastet. Wandlungsfähigkeit notwendig macht, stößt man unwei-
gerlich auf das MES-Konzept der integrierten Datenhal-
Der Zwilling und die Datenbasis tung. Eine integrierte Datenbank über alle qualitäts- und
produktionsrelevanten Informationen liefert das notwen-
Wie wichtig das kulturelle und technische Zusammenspiel dige Produkt- und Prozesswissen für ein agiles Gesamt-
in puncto Wandlungsfähigkeit ist, zeigt sich auch am Bei- system. Und dieser Wissenspool kann nur gedeihen,
spiel des digitalen Zwillings. Wie kaum ein anderer Begriff wenn die Innovationskultur eines Unternehmens den
steht er für das Verschmelzen von realen und virtuellen konsequenten Wandel umschließt. ■
Produktionsumgebungen bzw. von aktuellen Gegebenhei-
ten und künftigen Möglichkeiten. Er umfasst sämtliche Pro-
dukt-, Prozess- und Produktionsmerkmale eines physi- www.guardus.de
Autorin
Simone Cronjäger ist Geschäftsführerin der
Carl Zeiss MES Solutions GmbH.
15Montagesysteme steuern
Bild: ©industrieblick/Fotolia.com
MES-Funktionalitäten zur Montageplanung und -steuerung
Gut geplant ist halb gesteuert
In vielen Branchen müssen Manufacturing Execution Systeme spezifische Herausforderungen
besonders gut bewältigen. Soll ein System etwa die Montage abbilden, muss es meist eine
äußerst leistungsstarke Planung des Personalseinsatzes unterstützen.
M anufacturing Execution Systeme (MES) sind aus dem
Wunsch nach einer detaillierten Planung, Steuerung
und Kontrolle der betrieblichen Produktionsprozesse ent-
here Stückzahl erreicht sowie weitgehend frei von Taktvor-
gaben ist. Bei der Suche nach einem geeigneten MES für ein
Montagesystem sind eine Reihe von Besonderheiten zu be-
standen. Im Brennpunkt stand dabei ursprünglich die Not- achten, die eine erfolgreiche Auswahl zu einer Herausforde-
wendigkeit, komplexe Regeln zur Kapazitätsterminierung in rung machen. Diese Besonderheiten lassen sich quer durch
der Teilefertigung zu beherrschen. Viele der aktuell auf dem die in der VDI-Richtlinie 5600 beschriebenen Aufgabenbe-
Markt befindlichen ME-Systeme erfüllen diese Aufgabe mit reiche eines ME-Systems verfolgen.
unterschiedlichen Schwerpunkten. Neben der Planung und
Steuerung der Teilefertigung steht in vielen Unternehmen Woher kommen die Auftragsdaten?
des Maschinen- und Anlagenbaus die Montage des Pro-
dukts im Mittelpunkt des planerischen Interesses, wie bei- Die für die Montage zur Verplanung stehenden relevan-
spielsweise größere Hersteller von Kunststoffspritzmaschi- ten Aufträge und Arbeitsgänge stammen typischer-
nen, Holzverarbeitungsmaschinen oder Bearbeitungszen- weise aus einem übergeordneten System, z.B. einem
tren, deren Montage eine größere Komplexität und eine hö- ERP-System (Enterprise Resource Planning). Die Kunden-
16 MES Wissen Kompaktaufträge werden in Produktionsaufträge umgewandelt nen soll, oder ob die gegenseitigen Abhängigkeiten über
und anschließend nach bestimmten Regeln durch Frei- einen MRP-Lauf des übergeordneten Systems ausreichend
gabe an das ME-System übertragen. Eine Herausforde- abbildbar sind. Die Verplanung der darunterliegenden Ar-
rung ergibt sich durch die Abgrenzung von gegebenen- beitsgänge folgt umfangreicheren Regeln als bei der Teile-
falls bereits auf Ebene des ERPs angelegten Projekten, fertigung. In letzterer stellt Technologie und Materialfluss im
wie sie sich für Montagen insbesondere von kunden- Wesentlichen eine zwangsweise Vorgänger-Nachfolger-Be-
spezifischen Sonderausstattungen anbieten. Die ziehung zwischen den Arbeitsgängen. Im Montageablauf je-
Schnittstellen zum ME-System müssen in diesen Fällen doch muss das Planungssystem mit vielfältigen Anord-
unter Umständen Elemente verschiedenen Ursprungs zu nungsbeziehungen umgehen können. Vorgänger-Nachfol-
einem Montageauftrag zusammenführen können. gerbeziehungen zwischen den Arbeitsgängen können die
Komplexität eines Netzwerks besitzen. Verschiedene Bezie-
Werker sind wichtigste Ressource hungen zwischen Anfang und Ende beliebiger Arbeitsgänge,
bestimmte oder wahlfreie Parallelitäten, ja sogar die völlige
Eine Besonderheit in der Planung und Steuerung von Mon- planerische Unabhängigkeit einzelner Arbeitsgänge können
tagen besteht darin, dass vorwiegend die Personalressour- Gegenstand der Planungsregeln sein. Arbeitsgänge können
cen als Planungsobjekte relevant sind. Daraus ergibt sich zudem mehrere Vorgänger oder mehrere Nachfolger besit-
gleichzeitig die Notwendigkeit, entsprechende Qualifika- zen. Hier wird offenbar, dass das auszuwählende ME-System
tionen im System zu verwalten und in geeigneter Form an dieser Stelle besonderen Anforderungen genügen muss.
zum Gegenstand der Planung zu machen. Praxisgerecht
sind hier Modelle, die mindestens die grundlegenden Per- Macht Platz
sonalstammdaten inklusive der Schichtmodelle und der Ar-
beitszeitkalender aus dem übergeordneten System über- Neben der Verplanung der Personal- beziehungsweise
nehmen und verwalten können. Dazu gehört eine Sicht, die Qualifikationsressourcen offenbart sich in vielen Unterneh-
die resultierende beplanbare Kapazität quantitativ darstellt, men das Problem limitierter Montageflächen, aus welchem
ohne den Planer zu nötigen, auf Personenebene namentlich der Wunsch resultiert, auch diese als Ressourcen verplanen
zu planen, solange dies nicht gewünscht ist. Die Erfassung und für die Montage optimieren zu können. Es stellt sich
der geleisteten Arbeitsinhalte erfolgt in der Regel in einfa- also im einzelnen Auswahlfall die Frage, welche Ressource
cher Form in geleisteten Stunden. Einige Ansätze ermögli- eigentlich die für die Verplanung führende ist. Einige Sys-
chen die Rückmeldung des Arbeitsfortschritts, wobei dieser teme auf dem Markt besitzen bereits Ansätze zur Verpla-
in der Regel vom Montagepersonal nur geschätzt werden nung der Montagefläche. Diese Ansätze beschränken sich
kann. Ein direkter Zusammenhang ergibt sich zwischen der jedoch meist auf eine einfache Flächenprüfung im Ver-
Erfassung der Personalzeitdaten und den Betriebsdaten gleich zur zu montierenden Maschine. Flexiblere Planun-
zum Montageauftrag. Eine Geht-Meldung unterbricht gen, z.B. die Montage von zwei Maschinen auf einer Mon-
selbstverständlich die auf den Auftrag erfasste Zeit; eine tagefläche, erfordern nicht nur das Wissen des Planers,
Kommt-Meldung kann den am Vortag unterbrochenen Auf- sondern auch die entsprechende Freiheit im Planungssys-
trag automatisch wieder anmelden, solange dieser noch tem. Eine systemgestützte Optimierung der Montageflä-
nicht als abgeschlossen gemeldet wurde. chen in der Art eines Zuschnittoptimierers wäre aus Sicht
vieler Anwenderbetriebe wünschenswert, dürfte aber auf-
Gesetze der Arbeitsgangreihenfolge grund vieler denkbarer zusätzlicher Randbedingungen
den Planungsalltag stark überspannen. Die Planung der
Die aus dem übergeordneten System stammenden Monta- Belegungsreihenfolge der Montageflächen sollte zumin-
geaufträge sollten in ihrer Struktur mindestens in Vormon- dest mit Hilfestellung des Systems optimierbar sein. Dabei
tage(n), Endmontage und Inbetriebnahme unterscheiden. ist im Vorfeld ein möglicher Zielkonflikt mit der Optimie-
Werden diese als Dispositionsstufen geführt, stellt sich die rung der Personalauslastung oder der Optimierung der Ter-
Frage, ob das ME-System das gesamte Auftragsnetz verpla- mintreue zu prüfen. Viele ME-Systeme bieten den Ansatz,
17Montagesysteme steuern
die Montagefläche als Parallelressource zu beplanen. Dabei nigen Stellen müssen ganze Messwertreihen aufgenom-
ist jedoch zu prüfen, ob und welche Optimierungsparame- men und zu der produzierten Maschine oder einer ihrer
ter auch für diese Ressourcenart zur Verfügung stehen. Komponenten gespeichert werden können.
Zudem weist die Montagefläche als Ressource die Beson-
derheit auf, dass sie bei Unterbrechung oder Fertigmeldung Wohin die Daten gehen
eines Arbeitsgangs oder Auftrags natürlich nicht ohne wei-
teres direkt für alternative Belegungen verfügbar ist. Die Planungs- und Steuerungslösung wird durch den Rück-
lauf an das übergeordnete System abgerundet. Dabei müs-
Daten zum Montageplatz sen die auch für die Unternehmensebene erforderlichen
Daten zurückgereicht beziehungsweise durchgereicht wer-
Obwohl die Betriebsdatenkommunikation vielfach durch den. Im Planungsstadium sind dies die auf Ebene des MES
spezielle Subsysteme realisiert wird, gehört dieser Aufga- ermittelten Details bezüglich Auftrag und Arbeitsgängen,
benbereich zwingend zur Planung und Steuerung durch ein um etwa Informationen für den Vertrieb zurückzuschreiben.
ME-System. Die Aktualität des Auftragsvorrats und die ent- Dabei muss sichergestellt sein, dass das ERP-System mit sei-
sprechende Ausstattung mit begleitenden Dokumenten am nen Funktionalitäten zum MRP-Lauf nicht zu einer Endlos-
Montageplatz ist Voraussetzung einer verzugsfreien Pla- schleife beiträgt. Es ist also empfehlenswert, hierfür zusätz-
nung und die möglichst fehlerfreie Umsetzung der Arbeits- liche Felder zu bemühen, die keine weiteren Prozesse aus-
inhalte. Der Auftragsvorrat stellt die durchzuführenden Ar- lösen. Es ist allerdings in diesem Fall zu klären, wie mit Ma-
beitsgänge in einer sinnvollen Reihenfolge zur Verfügung. terialbedarfen umzugehen ist, die arbeitsgangbezogen am
Der Monteur muss die wesentlichen Zusatzinformationen Montageplatz zur Verfügung gestellt werden sollen. In jeder
auf einfache Weise abfragen können. Dazu gehören insbe- Hinsicht muss das übergeordnete System alle Informationen
sondere Zeichnungen, Darstellungen und Hinweise, die erhalten, die eine zweifelsfreie Materialverfügbarkeit am
dem jeweils für den Auftrag gültigen Revisionsstand ent- Montageplatz ermöglichen. Die erfassten Betriebs- und Per-
sprechen müssen. Dazu kann auch die Erfassung von Seri- sonalzeitdaten werden an das übergeordnete System wei-
ennummern gehören, die erst bei Einbau in die Maschine tergegeben. Dort benötigt man sie nicht nur für die Doku-
aufgenommen werden. Während die Erfassung der Monta- mentation, sondern auch für die weiterführende Kosten-
gezeiten bereits weit mit der Erfassung der Personalzeiten rechnung im Sinn einer Nachkalkulation. Die während der In-
verbunden ist, gehört die Erfassung der bei der Inbetrieb- betriebnahme erfassten Messdaten sollten wahlweise auf
nahme ermittelten Daten und Messwerte zu den weiteren Ebene und mit Mitteln des MES auswertbar sein oder in den
Voraussetzungen eines für die Montage geeigneten ME- entsprechenden Bereich der Qualitätssicherung des ERP-
Systems. Diese Art der Erfassung ist typischerweise nicht Systems bzw. eines angeschlossenen QM-Systems gespielt
an andere Zustandsmeldungen (Start, Unterbrechung, werden. Alle ermittelten Daten müssen für alle Beteiligten
Ende) geknüpft. Auch müssen beliebig viele Datensets de- auswertbar und nachvollziehbar sein, damit die an der Mon-
finierbar sein, die im Laufe der Inbetriebnahme erfasst wer- tage beteiligten Personen ihre Erfahrung bestmöglich ein-
den sollen. Eine große Rolle spielt hier die Möglichkeit, bringen und austauschen können. ■
diese Erfassung mobil zu gestalten und weitestgehend kun-
den- und produktspezifisch konfigurieren zu können. An ei- www.trovarit.de
Autor
Christian Müller ist Senior Consultant
im Trovarit Competence Center MES.
18 MES Wissen Kompaktwww.gfos.com/mes
INDUSTRIE 4.0 01-05
APRIL
IHR SOFTWARE-PARTNER
FÜR DIE INDUSTRIE
Sind Sie bereit für Industrie 4.0?
GFOS bietet das MES zur smarten Steuerung H A N N OV E R
HALLE 7
Ihrer Produktion. S TA N D B 2 6Systemlandschaften
Bebauungsplan statt Automatisierungspyramide
Das MES benötigt Gesellschaft
Digital versierte Produzenten lösen sich zunehmend von der Automatisierungspyramide und
MES-Software gilt vielen als Übergangstechnologie. Andere betonen die Rolle dieser Anwen-
dungen als Enabler für Industrie 4.0 und die digitale Fabrik. Was ist nun Vision oder Wunsch,
wie sieht die Praxis aus und wie ein logischer Weg zur Smart Factory?
Bild: HIR GmbH
E s hat zwar noch nie gestimmt, aber beim Thema MES ist
nach wie vor die Meinung weit verbreitet, dass Richtli-
nien wie die VDI5600 Prozesse definieren, die sich durch ein
fertigung handelt, unterschiedlich komplexe Produkte mit
unterschiedlicher Fertigungstiefe berücksichtigt werden
müssen, wenn verschiedene Fertigungstechnologien mit
geeignetes MES eines Anbieters weitgehend abdecken las- unterschiedlichen Automatisierungsgraden, oder die Be-
sen und das mit diesem MES dann auch eine umfängliche herrschung spezieller Fertigungsprozesse mit Alleinstel-
Standardisierung und Harmonisierung der produktionsun- lungsmerkmalen eine Rolle spielen. Auch eine Unterneh-
terstützenden IT-Systeme über (nahezu) alle Produktions- mensstruktur mit global verteilten Produktionsstandorten
bereiche und global verteilte Produktionsstandorte eines stellt zumeist eine Herausforderung dar. Eine unterneh-
Unternehmens möglich ist. Die MES-unterstützten, unter- mens- bzw. konzernweite Standardisierung und Harmoni-
nehmensweit harmonisierten und standardisierten Prozesse sierung von Prozessen funktioniert unter derart erschwer-
sollen dann die Voraussetzung und die Basis für die digitale ten Randbedingungen nur noch auf den oberen Leveln
Fabrik sein. Aus naheliegenden Gründen haben die MES-An- eines Prozessmodels, aber nicht mehr auf den unteren Pro-
bieter zumeist kein großes Interesse daran, dieses Bild zu zess- und Prozessschrittebenen, auf denen die MES-Funk-
korrigieren, aber leider beruht es auf Irrtümern. tionen zugeordnet sind und die Anwender unterstützen
sollen (siehe Abbildung 1. Prozesspyramide). Der zweite Irr-
Klassische Irrtümer tum bezieht sich auf das gegebenenfalls favorisierte MES
selbst. Auch funktional sehr breit aufgestellte Standard-
Der erste von drei relevanten Irrtümern besteht in der An- MES mit vielen integrierten Modulen decken in aller Regel
nahme, dass bei dieser Herangehensweise die legitimen nur einen Teil der Anforderungen ab, die eine Produktion
differierenden Anforderungen unterschiedlicher Geschäfts- an die IT-Unterstützung hat. Meist hat ein MES Schwer-
einheiten und Produktionsbereiche berücksichtigt werden punkte und eignet sich für bestimmte Prozesse besonders
können. Dies ist leider selten der Fall und gilt umso weni- gut, für andere weniger. Hier liefern die Herkunft eines Sys-
ger, wenn es sich sowohl um Massen-, als auch um Einzel- tems, die wichtigsten Referenzkunden und die Ausprägung
20 MES Wissen Kompaktder Module zwar häufig
gute Hinweise, aber die
Einschränkung für das Ziel
einer einzigen unterneh-
mensweiten Lösung ist
damit nicht ausgeräumt.
Die beiden genannten Irr-
tümer sind die Klassiker
und haben in der Praxis
schon immer den Einsatz
eines einzelnen MES als
unternehmens- und kon-
Bild: HIR GmbH
zernweite Lösung behin-
dert und in den allermeis-
ten Fällen auch verhindert.
Der dritte Irrtum hat seine Abb. 1: Prozesspyramide
Ursachen in dem aktuellen
Industrie 4.0- und IIoT-Hype und der allumfassenden Ver- oben auf den ERP-Layer zu schauen und Abgrenzungen vor-
marktung aller auch nur halbwegs dazu passenden Kon- zunehmen. Reicht die ERP-/MRP-getriebene oder eventuell
zepte, Produkte und Dienstleistungen. Unabhängig vom sogar APS-unterstützte Generierung, Planung und Steue-
tatsächlichen Inhalt, wird jedes Angebot unter dem Label rung der Fertigungsaufträge, oder bedarf es einer ergänzen-
Smart Factory vermarktet, am besten im Zusammenhang den Feinplanung und Steuerung gegen begrenzte Kapazi-
mit einem Use-Case, der gemäß eines Reifegrad-Index ein täten durch fertigungsnahe Leitstände? Ähnliche Fragen gilt
Zukunftsszenario darstellt. Aus diesen einzelnen Puzzletei- es häufig für die Themen Instandhaltung, Qualitätssicherung
len die eigene smarte Fabrik der Zukunft zu entwickeln ist und z.B. das Werkzeugmanagement zu klären. Auch in Rich-
schwierig. Auch die bekannte Darstellung der sich auflö- tung Scada-Ebene ist es sinnvoll, klare Abgrenzungen vor-
senden Automatisierungspyramide hilft in der Praxis nicht zunehmen. Ist beispielsweise die Steuerung von automati-
weiter (siehe Abbildung), weil sie nicht zwischen Stan- sierten Fertigungslinien noch eine MES-Aufgabe oder eher
dard- und agilen Prozessen unterscheidet und darüber hi- etwas für die Automatisierungstechnik im Unternehmen.
naus ohnehin noch keine marktreifen Manufacturing Platt- Darüber hinaus gilt es auf dem MES-Layer selbst zu klären,
formen mit entsprechenden Apps für die wesentlichen wie mit vorhandenen und zukünftigen Tools/Anforderungen
Shop-Floor-Prozesse existieren. Vor diesem Hintergrund ist verfahren werden soll. Hier bietet es sich an, zwischen zen-
es nachvollziehbar, dass einzelnen Digitalisierungsinitiati- tral betreuten, unternehmensweiten Best-Practice-Lösun-
ven und -projekten im Unternehmen häufig der strategi- gen, lokalen Speziallösungen, Übergangslösungen und Ab-
sche Zusammenhang fehlt. lösekandidaten zu unterscheiden. Damit ist der erste Schritt
zur Festlegung des Bebauungsplans und Definition des Ziel-
Bebauungsplan und Zielbild bilds für das eigene Unternehmen getan.
Soviel zu den Irrtümern und Herausforderungen, aber gibt Der entscheidende Schritt
es nun einen logischen Weg zur Smart Factory und wenn ja,
wie sieht er aus? Es gibt ihn und er lässt sich auch gut struk- Mit Blick auf die geplante Smart Factory ist der folgende Ar-
turieren, indem man die Begriffe Bebauungsplan und Ziel- beitsschritt entscheidend. Nun gilt es zu klären, welche Pro-
bild einführt. Man beginnt mit dem MES-Layer in der guten zesse im Unternehmen eher Standardcharakter haben und
alten Automatisierungspyramide – über ihre Auflösung spä- Stabilität aufweisen, die dann durch ein Standard-MES ab-
ter mehr. Zunächst gilt es, für den Bebauungsplan nach gedeckt werden können und welche eher individuelle, dy-
21Systemlandschaften
namische Prozesse mit Alleinstellungsmerkmalen und Po- Hierarchie angelegt ist und On-Premise oder in der Cloud in-
tentialen des Unternehmens darstellen, die dann Zug um stallierte Services orchestriert. Abbildung 2 zeigt die grund-
Zug mit agil entwickelten oder zugekauften Micro-Services legende Struktur eines Smart Factory-Bebauungsplans mit
und Micro-Apps unterstützt werden sollten. Ein gutes Bei- allen Plattformen und Systemen im Zusammenhang. Aber
spiel aus der ERP-Welt ist die Finanzbuchhaltung. Kein nor- was hat es nun mit dem Argument auf sich, dass sich in der
males Industrieunternehmen käme heute noch auf den Ge- Smart Factory die Automatisierungspyramide auflöst? Tat-
danken, dafür eine Individuallösung zu entwickeln, ähnlich sächlich ist dies der Fall, allerdings nicht für die Manufactu-
könnte es sich mit einem Leitstand zur Feinplanung und - ring-Standardprozesse mit einer eher statischen, datensatz-
steuerung und einer Personaleinsatzplanung oder der klas- und transaktionsorientierten Verarbeitung, sondern eher für
sischen Betriebsdatenerfassung eines MES verhalten. Diese Prozesse, die neue, dynamisch-agile und individuelle funk-
MES-Kernmodule stellen dann eine einheitliche Plattform tionale Anforderungen aufweisen und häufig auch noch
für unternehmensweit standardisierte und harmonisierte eine real-time Verarbeitung erfordern. Die Abbildung 3 zeigt,
Prozesse dar, auch wenn das MES selbst dezentral installiert wie die Automatisierungspyramide mit ihrer hierarchischen
werden soll. Im Gegensatz dazu zielt der Einsatz von Micro- Struktur hier in den Hintergrund tritt und einer offenen Ma-
Services und Micro-Apps weniger auf stabile, unterneh- nufacturing-Integrationsplattform weicht.
mensweit standardisierbare und harmonisierbare Prozesse,
sondern soll eher neue, dynamische und individuelle Anfor- Systeme und
derungen unterstützen, z.B. Predictive Maintenance oder Plattformen koexistieren
eine dynamische, agentenbasierte Feinsteuerung von AGVs
auf dem Shop Floor. Dennoch benötigen auch Microservices Als Resümee bleibt festzuhalten, dass ein MES für eine
und Apps eine Integrationsplattform, die offen und ohne vernetzte Produktion nicht ausreichen wird, sondern dass
Bild: HIR GmbH
Abb. 2: Struktur des Smart-Factory-Bebauungsplans mit allen Plattformen und Systemen
22 MES Wissen Kompaktführende Systeme für Stamm- und
Bewegungsdaten sein. Die unterla-
gerten Manufacturing-Plattformen
und -Systeme müssen sich in
Bezug auf die Datenstrukturierung
und Abbildung der Produktion von
der ERP-Sicht emanzipieren. Dazu
muss man nicht den digitalen Zwil-
ling bemühen, bereits die klassi-
schen Stücklisten- und Arbeitsplan-
strukturen mit Arbeitsvorgängen –
häufig auch noch eher konstrukti-
Bild: HIR GmbH
ons- als fertigungsgerecht aufge-
baut – reichen nicht zur Abbildung
einer digitalisierten Produktion mit
Abb. 3: Digital Innovation Platform variantenreichen, serialisierten Tei-
len und Baugruppen in Losgröße 1,
die Smart Factory sinnvollerweise auf einem Bebauungs- hergestellt auf automatisierten Anlagen mit entsprechen-
plan mit zumeist drei Systemen bzw. Plattformen basiert, den Online-Prüfschritten, oder an Arbeitsplätzen mit digi-
nämlich dem Standard-ERP, einem Standard-MES sowie talisierten Arbeitsanweisungen und einzelnen Arbeits-
einer offenen Integrationsplattform für Services, die On- schritten im Rahmen einer Online-Werkerführung. Sowohl
Premise oder Cloud-basiert genutzt werden können. Da- das klassische MES, als auch die offene, werksnahe Platt-
rüber hinaus kann es noch einzelne, integrationsfähige un- form müssen Arbeitsfolgen detaillierter abbilden können,
ternehmensweite Best-Practice-Lösungen und spezielle als es im ERP-System sinnvoll und notwendig ist. Use Cases
beziehungsweise domänenspezifische Applikationen die auf detaillierten Datenstrukturen basieren, sind etwa
geben. Entsprechend diesem Bebauungsplan und den de- eine Werkerführung bei manuellen Prozessschritten,
finierten Regeln kann dann das jeweilige Smart-Factory- Schrauberanbindungen, Pick-by-Scan-Prozesse bis hin zu
Zielbild mit seinen spezifischen Ausprägungen für unter- Konfigurationsdaten für eine automatisierte, selbststeu-
schiedliche Marktanforderungen, Produktgruppen, Ferti- ernde Produktion. Last but not least emanzipieren digitale
gungstechnologien und Standorte entwickelt werden. Zwillinge die Produkte und das Equipment endgültig von
der klassischen ERP-Datenhoheit. Nicht zuletzt aufgrund
Konsequenzen für die Datenstruktur ihrer komplexeren Systemarchitektur braucht eine Fabrik
der Zukunft einen passenden organisatorischen Rahmen
Die dargestellte Manufacturing-System-Architektur der und personelle Strukturen. Auch mit Unterstützung spezia-
Smart Factory hat natürlich Konsequenzen. Beispielsweise lisierter Berater, wird kein Unternehmen den Weg zur In-
löst sich ein bislang sorgfältig gepflegtes Paradigma des dustrie 4.0 ‘so nebenbei’ erfolgreich gehen. ■
Zusammenspiels von ERP-Systemen und MES-Software
auf. Das ERP-System kann nicht mehr länger alleine das www.hirgmbh.de
Autor
Dr.-Ing. Harald Hoff
ist Geschäftsführer der HIR GmbH, Wiesbaden.
23Künstliche Intelligenz
Bild: ©jim/Fotolia.com
Machine Learning
Aus Erfahrungen lernen
Künstliche Intelligenz, beziehungsweise maschinelles Lernen, versetzt Maschinen in die Lage,
selbständig Wissen zu generieren. Die KI analysiert dabei nicht nur große Datenmengen,
sondern bringt sie darüber hinaus in den richtigen Zusammenhang.
L aut Definition versucht das Forschungsgebiet künst-
liche Intelligenz (KI), menschliche Wahrnehmung und
menschliches Handeln durch Maschinen nachzubilden.
Entwicklung maßgeblich vorantreiben. Inzwischen er-
reicht die Technologie auch die Fertigungshallen. Dabei
ist die Thematik gerade im Maschinenbau hochaktuell.
Was als Wissenschaft der Computer-Programmierung Dabei steht unter anderem der Begriff Machine Learning
begann, hat sich mehr und mehr zur Erforschung des im Fokus. Durch das maschinelle Lernen erhalten IT-Sys-
menschlichen Denkens entwickelt. teme die Fähigkeit, auf Basis vorhandener Datenbe-
stände und Algorithmen Muster und Gesetzmäßigkeiten
Machine Learning zu erkennen sowie Lösungen zu entwickeln. Diese Algo-
rithmen folgen dabei nicht einfach nur streng definierten
Fakt ist, die künstliche Intelligenz hat längst Einzug in Programmvorgaben, sondern treffen datengestützte
zahlreiche Lebensbereiche genommen. Die IBM-Chefin Vorhersagen, indem sie auf Basis von Beispielen Wissen
Ginni Rometty prophezeit sogar, dass „in wenigen Jahren generieren – also selbstständig lernen. Die Grundlage für
jede größere Entscheidung – ob privat oder geschäftlich diesen Lernprozess sind Daten, die beispielsweise durch
– mit Hilfe von künstlicher Intelligenz und kognitiven Sensorik gesammelt werden. Die Beschaffung und Ana-
Technologien fallen [wird].“ Forscher aus dem Silicon Val- lyse großer Datenmengen ist dabei zu einem entschei-
ley gehen davon aus, dass KI die menschliche Intelligenz denden Faktor für den Einsatz künstlicher Intelligenz in
in zehn Jahren übertreffen wird. Einige der großen Tech- der Wirtschaft geworden. Entscheidend ist dabei jedoch
nologiekonzerne wie Google oder Micrososft setzen be- nicht nur die Datenmenge, sondern auch die korrekte In-
reits seit einigen Jahren auf die Technologie und inte- terpretation. Nur so können aus Big Data auch Smart
grieren sie in eine Vielzahl von Produkten, womit sie die Data generiert werden.
24 MES Wissen KompaktBild: ©Gina Sanders/Fotolia.com
Disruptive Veränderungen zu optimieren. Auf der Grundlage unterschiedlicher Informa-
tionen lassen sich zukünftige Probleme an einer Maschine
Auf lange Sicht ergibt sich daraus, dass sich die Ge- bereits im Voraus diagnostizieren und planbar beheben –
schäftsgrundlage für den Maschinenbau verändert. Die noch bevor es zu einer Störung oder einer Produktionsun-
zunehmende Austauschbarkeit einer einzelnen Maschine terbrechung kommt. Die Instandhaltung gestaltet sich somit
wird in vielen Bereichen dazu führen, dass zukünftig nicht proaktiv, was planbare, störungsfreie und damit effizientere
mehr die Maschine selbst, sondern die Leistung und Ver- Arbeitsprozesse ermöglicht. Die Vorteile für die Kunden lie-
fügbarkeit einer Maschine verkauft wird. Folglich liegt die gen auf der Hand: Durch verkürzte Rüstzeiten sind die Ma-
Priorität nicht mehr auf dem Ersatzteilgeschäft, sondern schinen besser ausgelastet und die Produktionsplanung nä-
auf der Herausforderung, eine rund um die Uhr Verfüg- hert sich einer ‘Null-Fehler-Qualität’. Auch Mitarbeiter pro-
barkeit zu erfüllen. Es kommt zu einer sogenannten dis- fitieren von den Vorteilen der intelligenten Systeme. Durch
ruptiven Veränderung. die Integration möglicher Expertensysteme als fester Be-
standteil der Maschinen kann beispielsweise eine schnellere
Vorausschauende Wartung Schulung und Einarbeitung ermöglicht werden. Darüber hi-
naus könnte auch die Bedienung im laufenden Betrieb der
In der Praxis, beispielsweise bei der vorausschauenden War- Maschine durch eine entsprechende Unterstützung verein-
tung (Predictive Maintenance), wird das Potenzial von Ma- facht werden. Dabei bietet Augmented Reality großes Po-
chine Learning besonders deutlich. In der Vergangenheit tential. So können Mitarbeiter beispielsweise über eine AR-
war der Instandhaltungs-Prozess häufig rein reaktiv: Es Brille Schritt für Schritt durch Prozessabläufe geführt und
wurde erst reagiert, wenn Fehler und Probleme bereits auf- angeleitet werden. Gute Voraussetzungen für transparente
getreten waren. Dies führte häufig zu Wartezeiten, Stillstän- und effiziente Produktionsabläufe. ■
den und somit zu Nutzugsausfällen. Durch den Einsatz intel-
ligenter Software war es möglich, den Prozess grundlegend www.gfos.com
Autor
Burkhard Röhrig ist
Geschäftsführer der GFOS mbH.
25Sie können auch lesen