Konvektionslötsystem - De Gruyter
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

HTM Praxis
Konvektionslötsystem
Bei Lötprozessen wird häufig Vakuum einge- Bei der Profilierung ermöglicht die VICON- in die Kühlzone für eine effizientere Kühlung
setzt, um Lufteinschlüsse zu reduzieren. Es Software von Rehm Thermal Systems eine und der entstehende gasförmige Stickstoff
kann beim Kontaktlöten, Kondensationslöten komfortable Erstellung des kombinierten für die Inertisierung der Prozesskammer ver-
sowie beim Inline-Reflowlöten über Konvek- Temperatur-Druck-Zeit-Profils. Dabei ist zu wendet. So wird weniger Energie für die Be-
tion genutzt werden. vermerken, dass zu hohe Druckgradienten bei reitstellung des Kühlwassers benötigt und
Bei Rehm Thermal Systems gibt es bei einigen Anlegen des Vakuums zwar die Produktivität der Stickstoff wird doppelt genutzt, was zu
Systemen die Möglichkeit unter Vakuum zu steigern, aber gleichzeitig zu Prozessfehlern einer Reduzierung der CO2-Emissionen um
löten; bei den Dampfphasenlötsystemen der wie Lötperlen oder verrutschten Bauteilen etwa 15 % beiträgt.
Condensoserie, bei Kontaktwärmelötsystem führen können. Die Profilierung soll die Kom- Ein weiterer Aspekt der Ressourceneffizienz
Nexus sowie beim Konvektionslötsystem bination aus hoher Produktivität und Prozess- sind die Wartungsintervalle und Wartungszei-
VisionXP + Vac. Laut Anbieter spielen beim sicherheit bieten. Rehme Termal Systems weist ten. Um die Wartungsintervalle so lang wie
Inline-Reflowlöten unter Vakuum mit der auch darauf hin, dass die VisionXP + Vac eine möglich zu halten, werden Funktionen wie die
VisionXP + Vac insbesondere die Themen Großserienfertigung auf einer Inline-Reflow- Vibrationsmessung am Transportsystem zur
Produktivität, Ressourceneffizienz und CO2- Lötanlage mit optionalem Vakuum für poren- Erkennung von Verschmutzung und Verschleiß
Emissionen eine bedeutende Rolle. freie Prozesse ermöglicht. der Kette eingesetzt. Die Pyrolyseeinheit ver-
ringert u. a. die Verschmutzung in der Anlage.
Produktivität Ressourceneffizienz/Reduzierung Dabei wird die Verlustwärme der Pyrolye in
von Emissionen die Heizzonen zurückgeführt. Für die Visi-
Die Zykluszeit des Lötsystems VisionXP + Vac onXP + Vac kann der aktuelle Energie- und
ist durch die Zeit gegeben, die benötigt wird, Der Verbrauch von Strom, Stickstoff und Kühl- Stickstoffverbrauch sehr einfach mit der VI-
um den Vakuumschritt abzuschließen – dies wasser sowie die Wärmeverluste sollen nicht CON-Software überwacht werden. Darüber
umfasst den Transport des Produktes in die nur unter ökonomischen Aspekten reduziert hinaus können alle Daten zur Ressourceneffi-
Vakuumkammer, das Schließen der Vakuum- werden, sondern auch zur Förderung einer zienz aufgezeichnet und protokolliert werden
kammer, die Zeit, bis der Zieldruck erreicht umwelt- und klimafreundlichen Produktion. sowie direkt an das Fertigungsmanagement
wird, die Verweilzeit beim Zieldruck, das Be- Eine Energieeinsparung von 30 % durch den (ME) übertragen werden.
lüften der Kammer sowie das Öffnen der Einsatz von AC-Motoren durch EC-Motoren
Kammer. Die Produktivität kann jedoch laut spiegelt sich z. B. in einer Reduzierung der Rehm Thermal System GmbH
Anbieter durch ein zweispuriges System mit CO2-Emissionen um rund 5 % wider. Um Anna-Lena Hoffmann
Mittenunterstützung, skalierbaren Vakuum- den Stickstoffverbrauch zu reduzieren, ist ei- Leinenstr. 7
kammergrößen zur optimalen Anpassung an ne genaue Regelung erforderlich. Darüber 89143 Blaubeuren-Seissen
das jeweilige Produkt sowie einem optimier- hinaus ermöglicht die Rehm CoolFlow eine Tel.: +49 7344 9606-746
ten Temperatur-Druck-Zeit-Profil weiter ge- Optimierung der Kühlung und des Stickstoff- an.hoffmann@rehm-group.com
steigert werden. verbrauchs. Dabei werden flüssiger Stickstoff www.rehm-group.com
A18 HTM J. Heat Treatm. Mat. 76 (2021) 4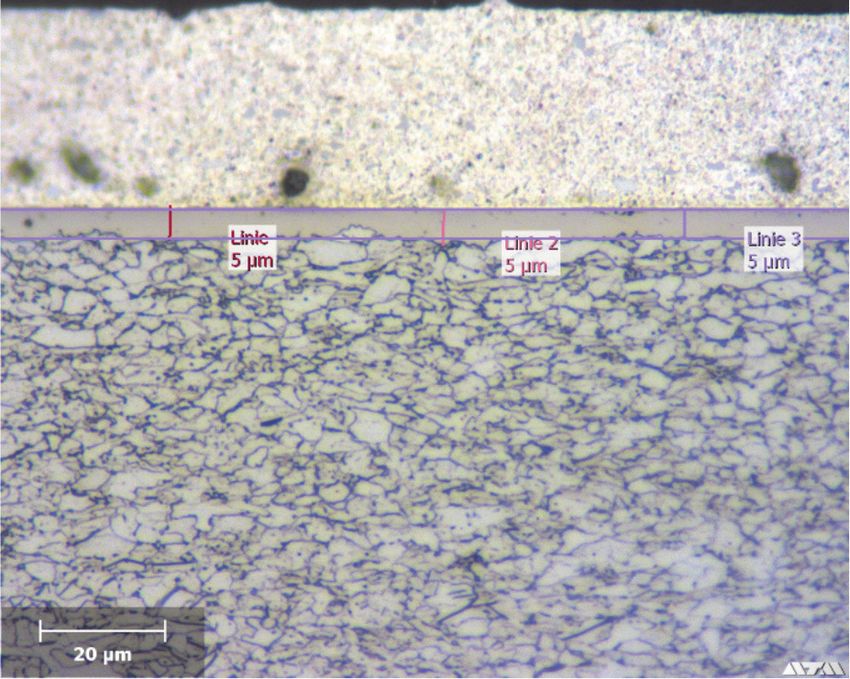
HTM Praxis
Hochtemperaturlager von Die anwenderspezifische Darstellung der Informationen mit individu-
alisierbaren Dashboards und Reportings ermöglicht eine detaillierte
Findling Wälzlager Visualisierung, Auswertung und Weiterverarbeitung der gesammel-
ten Betriebs- und Schweißprozessdaten. So können Anwender ihre
Produktionsprozess bis ins kleinste Detail überwachen und voraus-
Hochtemperaturlager werden z. B. in der Hütten- oder in der Kera- schauend steuern. Bei einem QINEO-Handschweißgerät kann die
mikindustrie benötigt. Der reguläre Wälzlagerstahl 100Cr6 weist bei Produktivität z. B. anhand von Verfügbarkeit und Lichtbogenbrennzeit
sehr hohen Temperaturen Verzug auf und kann daher präzise Form- bestimmt werden. Frei definierbare Warnmeldungen informieren die
und Lagetoleranzen nicht mehr erfüllen. Daher sind in diesem Bereich Anwender frühzeitig über Ereignisse in ihrer Produktion. Durch recht-
andere Werkstoffe gefragt, darunter spezielle Stähle und Keramik. zeitige Fehlererkennung werden Ausfallzeiten vermieden und etwai-
Auch Hybridlager, bei denen nur die Wälzkörper aus Keramik beste- ge Qualitätsprobleme unmittelbar behoben.
hen, sind ebenfalls eine gute Option. Eine Alternative in höheren Mit offenen Schnittstellen (APIS) und Standards wie OPC UA lässt
Temperaturbereichen sind Festschmierstoffe wie z. B. Graphit. sich das System einfach und sicher in bestehende Netzwerk- und
„Insgesamt haben wir es mit einem anspruchsvollen Einsatzgebiet zu Applikationslandschaften (MES;ERP) integrieren. Ob als zentrale vir-
tun, das sich oftmals nur mit Sonderlagern abdecken lässt“, so Klaus tuelle Serverlösung oder als anlagennahe Edge-Gateway-Implemen-
Findling, Geschäftsführer der Findling Wälzlager GmbH. „Um das zu tierung – alle Roboteranlagen und Schweißgeräte von Cloos können
ändern, haben wir mit Xtemp ein ganzes Sortiment ins Leben gerufen.“ an die Plattform angebunden werden. Zudem können bestehende
ABEG-Wälzlager der Xtemp-Serie sind in verschiedenen Ausführun- QIROX-Roboteranlagen und QINEO-Schweißgeräte integriert wer-
gen von – 54 °C bis über 1.000 °C einsetzbar. Die Hochtemperatur- den. Damit unterstützt das C-Gate die Anwender bei ihren Digitali-
lager bestehen aus wärmebehandeltem Stahl oder Edelstahl und sind serungs- und Smart-Factory-Projekten.
z. B. mit widerstandfähigem FKM/FPM-Material gedichtet. Eine Befet-
tung mit besonders hitzeresistenten Schmierstoffen gewährleistet Carl Cloos Schweißtechnik GmbH
nach Herstellerangaben einen optimalen Lauf. Mit Modifikationen Carl-Cloos-Str. 1
konnte Findling zusätzlich die Lebensdauer verlängern. Laut Findling 35708 Haiger
ist sie im Vergleich zu Standard-Lagern des Typs Supra um das 1,2 bis Tel.: + 49 2773 85-478
1,5-fache erhöht. info@cloos.de
www.cloos.de
Findling Wälzlager GmbH
Schoemperlenstr. 12
76185 Karlsruhe
Tel.: +49 721 559990
info@findling.com SMS group erhält Abnahme
www.findling.com
bei Wuhan Iron & Steel
Wuhan Iron & Steel hat der SMS group nach erfolgreicher Moderni-
Online-Monitoring von sierung des Antriebsstranges des Vorgerüstes R2 und nach der Mo-
Schweißgeräten dernisierung des Entzundungssystems zur Fertigstraße in der Hoch-
leistungs-Warmbandstraße Nr. 2 die Abnahme erteilt.
Das chinesische Unternehmen setzte für das Ziel der Steigerung der
Mit der Digitalisierungsplattform C-Gate von Cloos können Anwen- Jahreskapazität bei gleichzeitiger Verbesserung der Produktqualität
der in Echtzeit auf Informationen aus ihrer Schweißfertigung zugrei- auf das technische Know-how der SMS group.
fen. In dem Informations- und Kommunikationstool werden sämtliche Durch den Umbau des kompletten Antriebsstrangs des zweiten Vor-
Daten zentral erfasst und verarbeitet. Es besteht aus mehreren Mo- gerüstes konnte ein höheres Walzmoment realisiert werden, das im
dulen, die Anwender abhängig von ihrer individuellen Digitaliserungs- Walzprozess einer Verringerung der Walzstiche und damit eine Ka-
strategie aktivieren können. Das Produktionsmodul ermöglicht nun pazitätssteigerung mit sich bringt.
neben dem Zugriff auf die Betriebs- und Prozessdaten der QIROX- Die Modernisierung umfasste den Einbau von zwei neuen Flachzap-
Roboteranlagen auch ein umfassendes Online-Monitoring der fenspindeln mit Öl-Luftschmierung, dem dazu gehörigen Öl-Luft-
QINEO-Schweißgeräte. Schmieraggregat, einem neuen Spindelbalanciersystem, die Anpas-
Dies beinhaltet klassische Betriebsdaten mit Soll-/Ist-Vergleichen so- sung der Arbeitswalzeneinsätze der hydraulischen Steuerung und der
wie die Berechnung und Visualisierung der Anlagen und Geräteeffek- Spindelkopfhalterungen an dem Gerüst.
tivität. Alle Daten und Kennzahlen können per Schnittstelle analysiert, Um das bestehende Entzundungssystem zur Fertigstraße auf ein hö-
visualisiert und verarbeitet werden. Schichtpläne und Bauteildaten heres Betriebsdruckniveau ausbauen zu können, wurden der kom-
können ebenfalls per Schnittstelle aus vorgelagerten Systemen über- plette Zunderwäscher einschließlich der zusätzlichen Funktionen wie
nommen worden. Schnellwechsel der Spritzbalken, positionsangestellte Spitzbalken und
A20 HTM J. Heat Treatm. Mat. 76 (2021) 4
HTM Praxis
Wasserauffangrinnen, verstärktes Gehäuse und hydraulisch betätigte Im Rahmen des vom BWWi geförderten Leittechnologieprojektes
Gehäuseabdeckung erneuert. Vorhandene Betriebswechselteile, wie “Stahlbatteriegehäuse” entwickelt das Fraunhofer IPK deshalb gemein-
beispielsweise Treib- und Rollgangsrollen, wurden in der neuen Kon- sam mit Partnern aus Wissenschaft und Industrie ein Stahlbatteriege-
struktion berücksichtigt und können vom Kunden auch zukünftig wie- häuse unter besonderer Berücksichtigung der Fügbarkeit und des Kor-
derverwendet werden. rosionsschutzes. Dabei werden jeweils Verfahren untersucht, die so-
Das von SMS group konzipierte neue Pumpensystem hat die Möglich- wohl für geringere als auch größere Stückzahlen eine wirtschaftliche
keit, die einlaufseitigen Entzunderungsspritzbalken des Fertigstraßen- und nachhaltige Fertigung von Batteriegehäusen in Stahlbauweise er-
zunderwäschers mit dem bestehenden 180-bar-Entzundungssystem möglichen. Aufgabe des Fraunhofer IPK ist es, die Fügetechnologie La-
oder mit dem neuen frequenzgeregelten Kreiselpumpensystem mit serstrahlverfahren im Hinblick auf die Gasdichtheit und Maßhaltigkeit
bis zu 380 bar materialabhängig zu versorgen. SMS group lieferte des Stahlbatteriegehäuses zu qualifizieren. Ein Schwerpunkt liegt dabei
dafür auch die notwendige Ventiltechnik. auf der optimierten Prozessauslegung für die Verfahren Laserstrahl-
Nach diesem Umbau kann Wuhan Iron & Steel mit einem hohen und schweißen und Laserstrahllöten auf der Basis von FE-Simulationen.
variablen Entzunderungsdruckniveau nun optimal auf das stetig wach- Besonderes Augenmerk gilt auch der Ökobilanz der genannten Tech-
sende Produktspektrum wie z. B. hochlegierte Si-Güten sowie auf nologien.
anderen Anforderungen an die Bandoberfläche reagieren.
Fraunhofer-Institut für Produktionsanlagen
SMS group GmbH und Konstruktionstechnik IPK
Eduar-Schloemannn-Str. 4 Prof. Dr. Michael Reithmeier
40237 Düsseldorf Pascalstr. 8-9
Tel.: +49 211 881-4758 10587 Berlin
info@sms-group.com Tel.: +49 30 39006-220
www.sms-group.com info@ipk.fraunhofer.de
www.ipk.fraunhofer.de
Batteriegehäuse aus Stahl
Hohe Kosten bei E-Fahrzeugen verursachen in erster Linie die Batte-
rie und die dazugehörigen Gehäuse. Aktuell wird hier noch größten-
teils auf Aluminium als Werkstoff gesetzt. Aus wirtschaftlicher und
ökologischer Sicht stellt aber auch Stahl eine vielversprechende Al-
ternative dar – aufgrund der im Vergleich zu Aluminium geringeren
Materialkosten, der reduzierten CO2-Emissionen und einer höheren
Recyclingfähigkeit.Vor allem hochfeste DP-Stähle zeigen großes Poten-
zial für die Anwendung als Batteriegehäuse. Hohe Qualitätsanforderun-
gen hinsichtlich Gasdichtheit und Korrosionsschutz verhindern aller-
dings noch die breite Markteinführung dieser Werkstoffe.
Projektüberblick
Zielsetzung
•
Konzeption eines Stahlbatteriegehäuses unter besonderer Berücksich-
tigung der Fügbarkeit und des Korrosionsschutzes.
Leistungen
•
Optimierung der Fügeprozesse für das Lasestrahlschweißen und das
Laserlöten.
•
Eignungsnachweise zur Herstellung von Stahlbatteriegehäusen aus
Stahl für E-Autos.
Zielsetzung
•
Experimentelle Ermittlung von Prozesskennwerten für das Laser-
strahlfügen.
•
Erarbeitung eines Simulationsmodells zur Berechnung der Verzugs, der
Temperaturbelastung und der Evolution des Zinkausgangsspalt.
•
Lebenszyklusanalyse der Prozesse zur Bewertung des CO2-Footprints.
HTM J. Heat Treatm. Mat. 76 (2021) 4
HTM Praxis
Formänderungsanalyse von Blechen
Der Messtechnik-Spezialist GOM bietet mit sche Umformsimulationen validiert sowie merischer Simulationsmodelle. In der neuen
dem ARGUS System eine Komplettlösung für Überformungen und Rissbildungstendenzen Softwareversion können skalare Werte und
die Formänderungsanalyse. Das ARGUS Sys- bestimmt werden. So können der Blechum- Geometrien aus Simulationsprogrammen in
tem besteht aus einer zertifizierten Photo- formprozess optimiert, Produktentwicklungs- die GOM Software importiert und für einen
grammetriekamera und der komplett überar- zeiten verkürzt, Werkzeugerprobung und Pro- direkten Vergleich zwischen Messdaten und
beiteten ARGUS Professional Software. Dank duktion beschleunigt und die Qualität der Simulationsergebnissen genutzt werden.
verbesserter Funktionen, zum Beispiel bei der Endprodukte sichergestellt werden. In der neuen ARGUS Software ist die erfolg-
Analyse von Umformbarkeit und Grenzform reiche Erfassung von Messdaten ganz einfach.
änderung oder dem direkten Vergleich von ARGUS Professional Software Anwender erhalten direktes Feedback zu
Messergebnissen mit numerischen Simulatio- Aufnahmen und wissen sofort, ob die Mess-
nen, kann die Formänderungsanalyse noch Die ARGUS Professional Software bietet ba- daten ausreichen oder ob sie weitere Mess-
einfacher und schneller durchgeführt werden. sierend auf den Messdaten, die mit der ARGUS punkte berücksichtigen müssen.
Die Blechumformungsanalyse kommt insbe- Photogrammetriekamera generiert wurden, Bisher wurden die Startpunkte nach der Er-
sondere in der Automobilindustrie während einen schnellen und effizienten Workflow für fassung der Messdaten manuell definiert, um
des Entwicklungsprozesses von Blechbautei- Formänderungsanalysen. die Identifikation und Berechnung der 3D-
len, bei der Werkzeugerprobung und bei der Das Grenzformänderungsdiagramm ist ein be- Netze von einzelnen oder mehreren Mess-
Fehlerbehebung in der Produktion zum Ein- währtes Werkzeug zur Bewertung von Umform- feldern zu ermöglichen. In der neuen Soft-
satz. ARGUS unterstützt die Optimierung prozessen und zur Bestimmung der Rissbildungs- ware können die Startpunkte automatisch
des Blechumformprozesses unter Berück- tendenz. Anwender der ARGUS Professional definiert werden, was aufgrund des reduzier-
sichtigung der korrekten Materialwahl und Software können das Diagramm leicht mit nur ten Benutzereinflusses zu einer höheren Ge-
der Optimierung von Werkzeugen. Das einem Mausklick erstellen. N
eben den Grenzfor- nauigkeit der Messergebnisse führt.
handgeführte System bietet einen einfachen mänderungen werden zusätzliche Informationen Die GOM Software basiert auf einem para-
und intuitiven Workflow vom Messen über wie Sicherheitsspanne, Dickenabnahme und iso- metrischen Konzept. Dieser Ansatz stellt si-
das Auswerten bis hin zum Reporting. Dar- trope Spannung in der neuen Software angezeigt. cher, dass alle Prozessschritte rückverfolgbar
über hinaus sind die von ARGUS erzeugten Darüber hinaus geht die Umformbarkeitsanaly- sind. Im Auswerteprozess werden alle Schrit-
Ergebnisse flächenhaft bei hoher lokaler Bild- se noch einen Schritt weiter.Wie in vielen Simu- te, u. a. die Erzeugung von Ausrichtungen,
auflösung und ermöglichen das Messen von lationsprogrammen kann dieses Umformbar- Inspektionselementen und vollständigen be-
kleinen bis zu großen, komplexen Bauteilen. keitsdiagramm auch in der GOM Software nutzerdefinierten Reports, dokumentiert.
Zur Vorbereitung auf die Messung werden die schnell erstellt werden. Der Anwender kann
Blechrohlinge vor dem Umformen mittels verschiedene Klassifizierungsbereiche für Aufdi- GOM GmbH
elektrochemischer Ätzung oder mithilfe von ckungen und Ausdünnungen definieren und Schmitzstr. 5
Lasern markiert. Nach dem Umformen erfasst diese direkt im Umformbarkeitsdiagramm und 38122 Braunschweig
das ARGUS System dann die Dehnungsvertei- auf der 3D-Oberfläche des Bauteils darstellen. Tel.: +49 531 390290
lung. Mit den Ergebnissen der Verformungs- Die vom ARGUS System gelieferten Mess- info@gom.com
verteilung auf den Bauteilen können numeri- ergebnisse vereinfachen die Validierung nu- www.gom.com
Dimensionsmessung für Profilherstellung
Der Profilhersteller Osaka Steel Co. Ltd. In- Das PROgauge-Lasermesssystem ist für die mung und wird zukünftig auch die Inline-Er-
vestiert in ein laserbasiertes Lichtschnittsys- Messung eines großen Bereichs von kleinen kennung von Defekten ermöglichen. Aus
tem der TBK Automatisierung und Mess- und mittleren Profilen mit Abmessungen von diesen detektierten Fehlern können Rück-
technik GmbH. Damit soll nach Hersteller- 45 bis zu 200 Millimetern ausgelegt – ein- schlüsse auf die Fehlerursache gezogen wer-
angaben das japanische Unternehmen dank schließlich Winkel, Kanäle, Schienen und Auf- den. Damit lässt sich die Häufigkeit manueller
einer Dimensionsmessung der nächsten zugsführungsschienen. Das System beinhaltet Inspektionen in hohem Maße verringern. So
Generation eine höhere Produktivität und auch die von TBK entwickelte SurfTec-Ober- kann Osaka Steel von einer verbesserten
Qualitätskontrolle erreichen können. PRO- flächenanalysefunktion zur Inline-Erkennung Prozessanalyse profitieren, die wiederum zu
gauge ermöglicht Osaka Steel eine Oberflä- von Oberflächenfehlern. Damit ist eine Mes- einer Zeit- und Kostenersparnis führt.
chenanalyse auf Basis einer 3D-Darstellung sung der Profile im heißen Zustand direkt Das PROgauge-Lasermessgerät kombiniert
und damit die Optimierung seiner Produkti- nach dem letzten Walzgerüst möglich. Surf- zwei Funktionen in einem Gerät: die Form-
on in einem bisher nicht messbaren Bereich. Tec befindet sich derzeit in der Feinabstim- und Größenmessung sowie die Oberflä-
A22 HTM J. Heat Treatm. Mat. 76 (2021) 4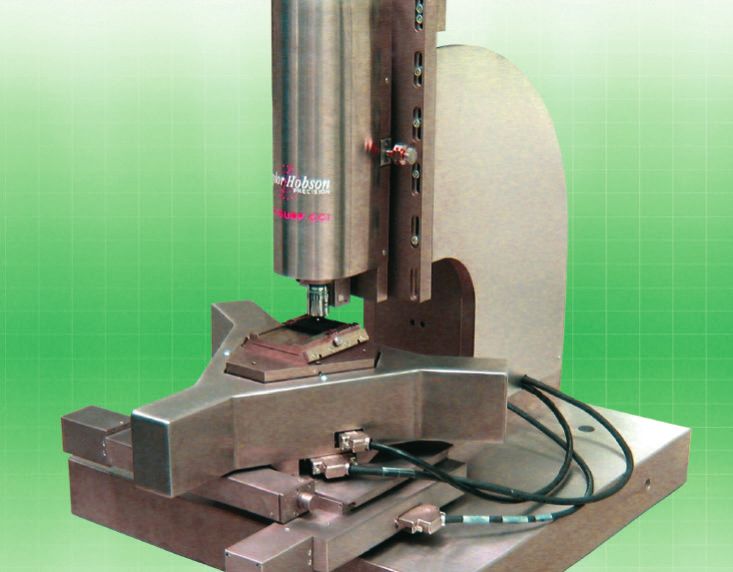
HTM Praxis
chenanalyse. Dank der hohen Abtastrate und der Vielzahl von Mess- fektes, also der Ausbildung eine welligen Pulverlackoberfläche, und
punkten kann die Oberfläche in 3D dargestellt werden. eine Verminderung von Rückionisation sichern eine hohe Beschich-
tungsqualität. „Mit der Investition in die neue Pulverbeschichtungska-
TBK Automatisierung und Messtechnik GmbH bine erhöhen wir noch einmal unsere Kapazität, sodass wir nun auf
Schmiedstr. 8 schnelle Farbwechsel aufgrund von unterschiedlichen Kundenaufträ-
A-8042 Graz gen flexibler realisieren können“, erläutert der Michael Spaan, der
Tel.: +43 316 4055740 Betriebsleiter bei Coatinq. Dabei wird den Kunden sowohl die Appli-
office@tbkautomatisierung.at kation lösemittelfreier Pulverlacke direkt nach dem Feuerverzinken
www.tbkautomatisierung.at angeboten, als auch Beschichtungen auf Stahl ohne vorheriges Feuer-
verzinken oder auf Aluminium- auf Kundenwunsch sogar mit speziel-
len Eigenschaften von antimikrobiell bis Anti-Graffiti.
Neue Pulver
beschichtungskabine Coatinq Castrop-Rauxel GmbH
Lippestr. 9
44579 Castrop-Rauxel
Bei Coatinq, dem Beschichtungsstandort des Stückverzinkungsdienst- Tel.: +49 2305 97306-0
leisters ZINQ in Castrop-Rauxel, wurde eine Pulverbeschichtungska- castrop@zinq.com
bine in Betrieb genommen. www.zinq.com
Die Anlage ist u. a. ausgestattet mit 20 Automatikpistolen, 2 Handpis-
tolen und 22 Applikationspumpen aus dem Hause Gema, einem An- Gema Europe S.r.l.
bieter im Bereich elektrostatischer Pulverbeschichtungen. Die Pum- Carl-Zeiss-Str. 26
pen garantieren nach Herstellerangaben einen konstanten und re- 63322 Rödermark
produzierbaren Pulverausstoß bei optimierter Pulverlackverteilung. Tel.: +49 6074 819 9440
Durch einen lediglich geringen Oversprayanteil lassen sich Pulverlack- info@germanygema.eu.com
verluste signifikant reduzieren. Eine Reduzierung des Orangenhautef- www.gemapowdercoating.com
HTM Praxis
Automatisierte Härteprüfung und Mikroskopie in einem Gerät
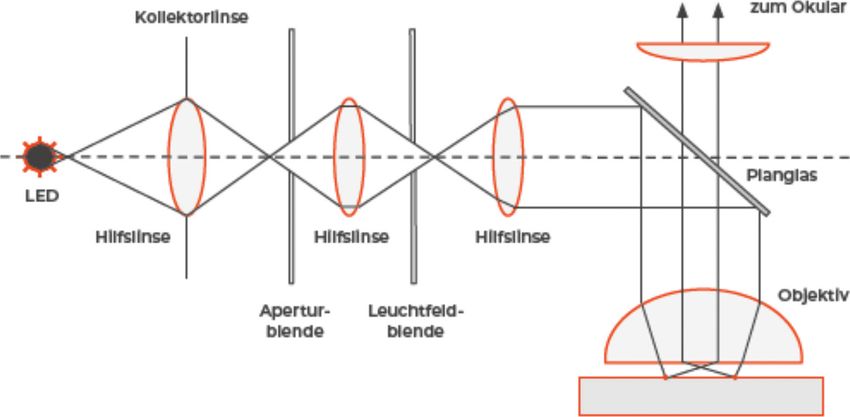
sierten Messgerätes für die Härteprüfung ei- biger Teil ausgeblendet werden. Dadurch wird
ne wichtige Voraussetzung für hohe Pro- der Öffnungswinkel des beleuchtenden Strah-
duktqualität. Durch eine weitgehende Auto- lenkegels, das heißt die Apertur, einstellbar. Die-
matisierung des Messprozesses wird der se Irisblende wird als ‚Aperturblende‘ bezeich-
Einflussfaktor ‚Mensch‘ auf die Ergebnisse ei- net. Dahinter wird eine zweite Irisblende instal-
ner solchen Messung minimiert. Außerdem liert, die ‚Leuchtfeldblende‘, mit deren Hilfe die
kann sich der Labormitarbeiter aufgrund der Größe der beleuchteten Präparatstelle in ge-
automatisierten Prüfung mehrerer Proben in wissen Grenzen verändert werden kann. Diese
einem Messdurchgang in der Zwischenzeit Größe soll stets so gewählt werden, dass gera-
Mikro Härteprüfer Qness 60 A+ EVO
anderen Aufgaben im Labor widmen. de nur derjenige Teil des Objekts beleuchtet ist,
Zusätzlich zur Härte als Indikator für die Fes- der im Okular oder auf dem Abbildungsmedi-
Eine tägliche Aufgabenstellung in jedem Wär- tigkeit ist auch eine visuelle Beurteilung des um sichtbar ist. Damit wird die Objektbeleuch-
mebehandlungsbetrieb im Rahmen der Qua- Materialgefüges, beziehungsweise der Mikro- tung optimiert und automatisch an jede Prüf-
litätskontrolle ist der Vergleich, ob die erreich- struktur, eine der Hauptaufgaben im materia- und Analysesituation anpassbar gemacht.
ten Ergebnisse mit den auf der Zeichnung für lographischen Qualitätslabor eines Wärme- Die integrierte Übersichtskamera des Qness
das jeweilige Bauteil geforderten Parameter behandlungsbetriebes. Zum Abdecken dieser 60 A+ erfasst die gesamte Probe auf einmal.
übereinstimmen. Oft geschieht dies mit Hilfe Aufgaben sind üblicherweise ein Härteprüfge- Im hochmodern ausgeführten Werkzeugre-
der Prüfung der Härtungstiefe und einer zu- rät und zusätzlich ein Mikroskop nötig. Die volver finden bis zu 8 verschiedene Werkzeu-
sätzlichen Kontrolle des Gefüges. neuen Qness 60 EVO-Härteprüfgeräte von ge, Prüfdiamanten oder Objektive Platz. Die
Die kontinuierliche Neu- und Weiterentwick- QATM verbinden diese beiden Anforderun- kompakte, um 20° geneigte Bauweise des
lung von Maschinen und Produkten macht gen in der Qualitätssicherung nahtlos: Mikro-/ Werkzeugrevolvers gewährleistet laut Anbie-
qualitativ hochwertige Werkstoffe erforder- Kleinlasthärteprüfung und Analyse in einem ter zusätzlich eine gute Einsehbarkeit in den
lich, die auch starker Beanspruchung standhal- Gerät bei voller Automatisierung. Prüfraum. Mit dem optional erhältlichen XL-
ten. Die Fertigungskomponenten sollten da- Das optische Messsystem bildet neben der Tisch lassen sich maximal 16 Proben in Pro-
her über definierte Festigkeits- oder Ver- präzisen Kraftregelung und Software das benhaltern in einem Prüfungsvorgang prüfen.
schleißeigenschaften verfügen. Die für den Herzstück eines zuverlässigen Härteprüfgerä- Die Qpix Control2-Software als Wegbereiter
jeweiligen Einsatzbereich vom Entwickler tes. Hierzu wurde in einem Härteprüfer von für eine geeignete Softwarebedienung in der
vorgeschriebenen Eigenschaften müssen ins- QATM ein Köhlersches Beleuchtungssystem Härteprüfung wurde serienmäßig mit Mess
besondere bei Risikobauteilen im Fertigungs- integriert. Durch das speziell entwickelte Op- tools für Längen und Winkel erweitert – opti-
prozess überprüft werden. Die Untersuchung, tikdesign wird eine optimale, gleichmäßige miert nun auch zur Vermessung von Schweiß-
z. B. mittels Härteprüfung, sollte dabei nicht Ausleuchtung des gesamten Bildfeldes bei proben. Zusätzlich fügen sich die optionalen
nur schnell und produktionsbegleitend erfol- zusätzlicher Steigerung der Schärfentiefe er- INSPECT Softwaremodule „Phasenanalyse“,
gen, sondern auch reproduzierbar durchge- reicht, die sowohl bei der Härteprüfung an „Schichtdickenmessung“ und „Korngrößenbe-
führt werden. Härteprüfgeräte werden so- kontrastierten (geätzten) Schliffflächen als stimmung“ gut in das Bedienkonzept ein.
wohl für die Qualitätssicherung in Fertigungs- auch bei der Anwendung von Systemen zur Mit Hilfe dieser ebenfalls bei QATM in ein
prozessen als auch in Laboren in Forschung Bildanalyse signifikante Vorteile bringt. Härteprüfgerät integrierten Messmodule
und Entwicklung sowie in der Schadensanaly- Beim Köhlerschen Beleuchtungsprinzip wird lassen sich zusätzlich zur Härteprüfung Bild-
se eingesetzt. Da Qualitätsschwankungen an die Lichtquelle durch eine Kollektorlinse abge- analyseverfahren in einem Messprozess aus-
Bauteilen mit einem Sicherheitsrisiko verbun- bildet. An dem Ort dieser Abbildung wird eine führen und in einem Messprotokoll automa-
den sein können, ist der Einsatz eines präzisen, verstellbare Irisblende installiert. Mit der Blen- tisiert ausgeben. Die Messmodule umfassen
zuverlässigen und weitestgehend automati- de kann aus dem Bild der Lichtquelle ein belie- die automatisierte Messung von Schichtdi-
Köhlersches Beleuchtungsprinzip Mikro Härteprüfer Qness 60 A+ EVO
A24 HTM J. Heat Treatm. Mat. 76 (2021) 4
HTM Praxis Messung der Nitrierhärtetiefe NHD Messung der Verbindungsschichtdicke CLT cke, Korngröße und Phasenanteilen mit Hilfe um die Proben aus den Bauteilen herauszuar- von Grau- oder Farbschwellwertsetzung, beiten. Für automatisierte Trennvorgänge an aber auch die teilautomatisierte Messung definierten Positionen kommt der Trennrobo- von Schichtdicke und Korngröße. ter Qcut 430 BOT zur Anwendung. UV-Einbettgerät Qmount Mithilfe dieser optionalen Messmodule lassen Zum Einbetten der herausgetrennten Probe- sich an einem Gerät z. B. die Nitrierhärtetiefe stücke verweist der Anbieter auf die Einbettma- lien für das materialographische Labor an. und die Verbindungsschichtdicke messen und schine Qpress 50 mit ihren bis zu vier Einbett- Neben dem beschriebenen Härteprüfgerät in einem Protokoll ausgeben, ohne dass das modulen, dem Schiebeverschluss und der opti- Qness 60 A EVO umfasst das Gerätepro- Messgerät gewechselt werden muss: onalen Absaugung der beim Einfüllen des gramm Qness Härteprüfgeräte für die gän- Die Geräte QATM Qness 60 A und A+ EVO Einbettmittels entstehenden Stäube. Neu im gigen Prüfverfahren Rockwell, Brinell, Knoop können laut Anbieterangaben eine sehr hohe QATM Geräteprogramm ist die Qmount. Mit und Vickers in Lastbereichen vom Mikrobe- Anzahl an Prüf- und Analysepunkten vollauto- der Qmount können Anwender laut Hersteller- reich bis hin zu 3000 kg. Spezialitäten der matisiert abarbeiten. Auch die Analysefunktio- angaben innerhalb einer Minute bis zu 12 Pro- Produktserie Qness sind Sondergeräte für nen wurden so integriert, dass der Bediener ben in einem Durchmesser von 40 mm einbet- große Bauteile und die Datenanbindung der bei der manuellen Bewertung der Probenei- ten – insbesondere für die Prüfung von Einhär- Prüfgeräte an kundenspezifische Netzwerke genschaften bestmöglich geführt wird und un- tetiefen in großer Anzahl auf einem unserer zur einfachen Qualitätsdatenerfassung. kompliziert die gewünschten Ergebnisse erhält. automatischen Kleinlasthärteprüfgeräten. Voraussetzung einer automatisierten Härte- Für das Schleifen und Polieren können die ATM Qness GmbH prüfung ist eine gut vorbereitete Probenober- Kunden die manuellen, halbautomatischen Matthias Ziegenhagen fläche. QATM bietet den Kunden für diesen oder vollautomatischen Schleif- und Polier- Emil-Reinert-Str. 2 Zweck vom kleinen Präzisionstrenngerät bis geräten aus der Geräteserie Qpol einsetzen. 57636 Mammelzen zur industrietauglichen Großtrennmaschine Für die Laborausstattung bietet ATM Qness Tel.: +49 2681 9539-0 mit einem maximalen Trennscheibendurch- Labormöbel aus der Serie Systemlabor und info@qatm.com messer von 800 mm das richtige Trenngerät, für den täglichen Bedarf Verbrauchsmateria- www.qatm.com Feuerfest-Verband mit neuen Mitgliedern Der Feuerfest-Verband (Deutsche Feuerfest- u. a. die Weltmarktführer der Branchen Feuerfest, Verarbeitungssysteme und Automatisierung Industrie e.V. – DFFI) betont seine gefestigte Gießerei, Schweißelektroden, Schleifmittel und zunehmend Einzug in den Produktionsalltag. Strategie, bündelt die einzelnen Aktivitäten hochwertiges Legierungspulver mit seinen Pro- Die Koch Industrieanlagen GmbH bietet hierzu und bringt Mitgliedsunternehmen, Kunden- dukten. „Dabei stehen die individuellen Kunden- ein umfassendes Angebot rund um individuelle gruppen und Politik zusammen. Im Vorder- bedürfnisse bei natürlichen Mineralien. syntheti- Robotersysteme für die automatische Handha- grund der Verbandsarbeit steht nun der Klima- schen Schmelz- und Sinterprodukten, Metall- bung von Produkten der Feuerfest-Industrie. schutz und die Reduzierung der CO2-Emissio- und Legierungspulvern sowie bei chemischen nen in der Produktion. Dabei konnte der DFFI Produkten im Fokus der MLR“, betont Dr. Thilo Verband der Deutschen Feuerfest-Indus- zwei neue Mitgliedsunternehmen gewinnen. Hild, der geschäftsführende Gesellschafter. trie e. V. Mit der Mineralmühle Leun, Rau GmbH & Co. Neben dem Einsatz der richtigen Rohstoffe Rheinstr. 28 KG kommt ein Rohstoffanbieter an Bord, der sind auch effiziente Verarbeitungsprozesse in 56203 Höhr-Grenzhausen sich auf Marktnischen spezialisiert hat und Pro- den Feuerfest-Unternehmen von großer Be- Tel.: +49 2624 9433-100 duktionsstätten in Deutschland, Italien und der deutung. Neben der manuellen Herstellung info@vdffi.de Slowakei betreibt. Das Unternehmen beliefert von Spezialprodukten halten mechanische www.vdffi.de HTM J. Heat Treatm. Mat. 76 (2021) 4 A25
HTM Praxis
Messen, Tagungen, Seminare
Vom 14. – 16. 09. 2021 findet in St. Louis, Missouri (USA), die HEAT Am 29./30. 09. 2021 findet an der Technischen Universität Dortmund
TREAT 21 zusammen mit der ASM-Jahrestagung „International das Seminar „Einführung in die Mechanische Werkstoffprüfung“ statt.
Materials, Applications and Technologies (IMAT) statt. Inhalt des Seminars sind u. a.: Verformungsverhalten metallischer
Informationen unter www. Asminternational.org/web/heat-treat Werkstoffe, Zugversuch und Kerbschlagbiegeversuch, Makro- und
Mikrohärteprüfung.
Vom 14. – 17. 09. 2021 findet an der Hochschule Darmstadt das Informationen unter www.dgm.de
Fortbildungsseminar „Einführung in die Metallkunde für
Ingenieur*innen und Techniker*innen“ statt. Ziel der Fortbildung ist, Vom 29. 09. – 01. 10. 2021 findet die 55. Materialografie-Tagung
das Verständnis für die grundlegenden metallkundlichen Vorgänge zu „Materialographie 2021“ (Online-Konferenz) statt.
fördern.Themen des Seminars sind u. a.: Metallaufbau, Metalllegierung, Informationen unter www.dgm.de
Gussgefüge und Umformung, Wärmebehandlung, Verformung und
Bruch, Eisengusswerkstoffe. Vom 05. – 07. 10. 2021 findet in Stuttgart die parts2clean statt, die
Informationen unter www.dgm.de Messe mit Schwerpunkt industrielle Teile- und Oberflächenreinigung.
Informationen unter www.parts2clean.de
Vom 20. – 24. 09. 2021 findet bei der Dr. Sommer Werkstofftechnik
GmbH in Issum-Sevelen das Aufbauseminar „Was der Härter über Am 07./08. 10. 2021 findet an der RWTH Aachen das „3. Aachener
seine Arbeit wissen muss“ statt. Ofenbau- und Thermoprozess-Kolloquium“ statt. Folgende Themen
Informationen unter www.werkstofftechnik.com stehen im Fokus der Veranstaltung: Aus der Praxis – Berichte der
Betreiber von Industrieöfen und Wärmebehandlungsanlagen, aktuelle
Am 28./29. 09. 2021 findet der 30. Deutsche Flammentag im Maschi- Entwicklungen auf dem Gebiet der Industrieöfen und Wärmebe-
nenbau Campus Garbsen der Leibniz Universität Hannover statt. Die handlungsanlagen, Dekarbonisierung der Prozesswärmeerzeugung,
Tagung wendet sich an Fachleute, die mit der Forschung, der Entwick- Digitalisierung in der Thermoprozesstechnik, Innovationen bei Ofen-
lung und der Anwendung von Verbrennungsprozessen beschäftigt sind. komponenten, Elektrowärme und Verbrennungstechnologien.
Schwerpunktthemen der Tagung sind u. a.: Zukunftskonzepte, Umwelt- Informationen unter www. aotk.rwth-aachen.de
fragen, Effizienzanalysen, Prozessfeuerungen, Flammenbehandlung,
Flammensynthese, Industriefeuerungen, Brennstoffaufbereitung und Vom 26. – 29. 10. 2021 finden in Stuttgart die Blechexpo, die Fach-
Werkstoffnutzung, Messtechnik-Entwicklung, Steuerung, Regelung und messe für Blechbearbeitung, sowie die Schweisstec, die Fachmesse für
Überwachung. Fügetechnologie statt.
Informationen unter www.itv-uni-hannover.de Informationen unter www.schall-messen.de
Mehr Effizienz in der Anlagensteuerung
Das Leitsystem AutoMag 4 wurde zur zentra- • Verwendung von Standardkomponenten Mag 4 so konfiguriert werden, dass jeder
len Steuerung von Wärmebehandlungsanlagen (Software/Hardware) Benutzergruppe oder jedem Benutzer ge-
entwickelt. Zugleich wird es den logistischen • Nadcap-/AMS- und CQI-9-Konformität mäß ihrer bzw. seiner Qualifikation nur be-
Zielen eines Produktionsbetriebes gerecht. Die AutoMag-4-Software zeichnet sich stimmte Aufgaben oder Rechte zugewiesen
Dazu zählen die Verfolgbarkeit von Chargen nach Anbieterangaben sowohl durch einen werden.
in verketteten und automatisierten Wärme- logischen Aufbau als auch durch ein verein- Die Ipsen Softwarelösungen werden mit den
behandlungsanlagen sowie die sichere Doku- fachtes, ergonomisches Bedienkonzept aus. aktuellen Visual-Studio- und NET-Entwickler-
mentation aller Prozessdaten. Als HMI ist So sparen Unternehmen, die sich für Auto- plattformen von Microsoft entwickelt. Die
AutoMag 4 die ergonomische und intuitiv
Mag 4 entscheiden, durch die erhöhte Be- Datenspeicherung erfolgt über Microsoft
bedienbare Schnittstelle zwischen Bediener triebssicherheit Zeit und Geld und profitie- SQL Server. Die automatische Datensiche-
und der kompletten Wärmebehandlungslinie. ren von einer sicheren und schnellen Bedie- rung kann somit direkt auf Ihren Firmen-
Bei der Entwicklung dieser Software standen nung. Das gleiche Bedienkonzept („Look & Back-up-Rechnern oder aber in der Cloud
die folgenden Ziele im Vordergrund: Feel“) wird auch bei den anderen Ipsen erfolgen.
• Effizienter Einsatz von Energie und Res- HMI (Carb-o-Prof 4, Vacu-Prof, NitroProf 4 Zum Betrieb ist nur ein „Industriestandard“-
sourcen und ContControl 4) verwendet. Alle HMI Rechner (PC) mit aktueller Windows-
• Optimierung der Auslastung der Wärme- unterstützen mehrere Sprachen. Durch die 10-Software erforderlich. Die Kommunikati-
behandlungsanlagen integrierte Benutzerverwaltung kann Auto- on zwischen allen Systemen erfolgt mittels
A26 HTM J. Heat Treatm. Mat. 76 (2021) 4
HTM Praxis TCP/IP. Durch das Client-Server-Konzept der wärmzeit wird die Charge abgeholt und in Im Archiv werden sämtliche gefahrenen AutoMag-4-Software ist die Skalierbarkeit den Mehrzweckkammerofen geladen. Nach- Chargen mit allen Prozessdaten und Stör- bereits integriert. Das heißt zum einen, dass dem die Charge das gewählte Einsatzhär- meldungen abgelegt. AutoMag 4 genügt u. a. die einzelnen Softwarekomponenten (AM- tungsprogramm absolviert hat, wird sie zur den Anforderungen der aktuellen Versionen Client, AM-Server, SQL-Datenbank) zur Ver- Nachwaschmaschine transportiert und vom der CQI-9 und AMS 2750, da die Daten nach besserung der Performance (bei großen Sys- Abschrecköl sowie von anderen Verunreini- dem „Write once, read only“-Prinzip gespei- temen) auf dedizierten Rechnern laufen gungen befreit. Zum Schluss erfolgt der Trans- chert werden und im Nachhinein nicht mehr können. Zum anderen kann AutoMag 4 mit port zum Anlassofen, gefolgt vom Ausschleu- verändert werden können. Durch die Ver- Ihrer Wärmebehandlungsanlage wachsen. Ei- sen. Selbstverständlich können auch Tiefkühl- wendung einer SQL-Datenbank stehen auch ne Erweiterung um zusätzliche Anlagenkom- anlagen oder Nitrieranlagen eingebunden die üblichen Datenbank-Tools zur Verfügung, ponenten ist problemlos möglich, da die stan- werden. Für den „mannlosen“ Betrieb lassen so dass bei Bedarf bestimmte Chargennum- dardisierte AM-Basis-Version lediglich auf Ihr sich auch Chargenspeicherplätze einbinden. mern, Programme oder Bauteile eines kon- System angepasst werden muss. Damit ist es möglich, mehrere Chargen einzu- kreten Datums leicht zu finden sind. Alle Komponenten (Öfen,Transportsysteme, schleusen und nach Bedarf zu starten. Dabei Darüber hinaus ist eine Analyse der Daten Waschmaschinen etc.) des automatisierten ist eine ausreichende Anzahl an Chargenspei- mittels Industrie-4.0-Tools möglich. Wärmebehandlungssystems können einge- cherplätzen erforderlich, damit es beim Aus- bunden werden. Sobald eine Charge in das schleusen aus dem System nicht zu einer System eingeschleust wurde, läuft das ausge- Blockade der Transportsysteme kommt. Auch Ipsen International GmbH wählte Behandlungsprogramm ab. eine Priorisierung von Chargen ist nach dem Matthias Rink Ein typischer Ablauf könnte wie folgt aussehen: Einschleusen möglich. Flutstraße 78 Die Charge wird nach dem Einschleusen vom Je nach Automatisierungsgrad wird das pas- 47533 Kleve Lader zur Vorwaschmaschine transportiert, sende Behandlungsprogramm vom Bediener Tel.: +49 2821 804-0 dort gereinigt und anschließend in einem Vor- ausgewählt oder optional automatisch vom www.Ipsen.de wärmofen vorgewärmt. Nach Ablauf der Vor- übergeordneten ERP-System vorgegeben. Marketing@Ipsen.de

HTM Praxis
Ecoclean Connect
Steigende Qualitätsanforderungen, stringen- sen. Definierte, von der Steuerung der Rei- Übersicht für Laufzeit und Durchsatz;
tere Ansprüche an die Rückverfolgbarkeit, nigungsanlage generierte Daten werden orts- und zeitunabhängige Überwachung
mehr kundenspezifische Projekte und kürze- über eine sichere Verbindung verschlüsselt aller Anlagen im System (Flottenmanage-
re Lieferzeiten – die Herausforderungen für an die Cloud übertragen. Sie werden in der ment); Meldungsstatistik.
produzierende Unternehmen werden zu- IoT-Plattform entsprechend den neuesten Predictive Maintenance: Darstellung des
•
nehmend vielfältiger. Um sie zu meistern, sind Technologien und Infrastrukturen gespei- Anlagenzustands zu einem frei wählbaren
Automatisierung, Digitalisierung und Vernet- chert, ausgewertet, analysiert und intelli- Zeitpunkt in der Zukunft; gezielte War-
zung wesentliche Voraussetzungen. Im Be- gent verknüpft. Das Digitalisierungs-Tool tungsprognose für Pumpen, Heizung,
reich der Bauteilreinigung unterstützt Eco- schafft dadurch Mehrwerte in den folgen- Klappen und Filter; Wartungsempfehlun-
clean die digitale Transformation mit der in- den Bereichen: gen für die Erstellung von Wartungsplä-
novativen Cloud-Lösung Ecoclean Connect. nen und automatisierte Wartungsanwei-
Wettbewerbsfähigkeit und Zukunftsfähigkeit • Condition Monitoring: Darstellung des sungen.
von Unternehmen hängen entscheidend da- Anlagenzustands basierend auf Online- Connectivity: Anbindung an übergeord-
•
von ab, wie effektiv und schnell sie auf sich Daten; Prozessvisualisierung inklusive nete Steuerungsstrukturen via gängiger
verändernde Kundenanforderungen und Vorwahlen und Schrittkettenanzeige; Be- Schnittstellenprotokolle; optimierte Schnitt
Märkte reagieren können. Dazu zählen stei- triebsdatenhistorie; Übersicht über Key stelle zu Ecoclean Service; automati-
gende Qualitätsansprüche, eine lückenlose Performance Indikatoren (KPI) wie Aus- scher E-Mail-Benachrichtigungsservice.
Traceability der Wertschöpfungskette, Ter- lastung und Effektivität; Meldungsarchiv
mintreue, Flexibilität und Wirtschaftlichkeit. und -statistik. Die Visualisierung erfolgt einfach und über-
Hilfreich sind dabei angepasste softwaretech- • Dokumentation: Übersicht aller ausge- sichtlich über ein Dashboard auf einem
nische Lösungen, die manuelle Eingriffe und führten Reinigungsvorgänge; Einzelreports Desktop oder Tablet.
Schnittstellen minimieren, für hohe Transpa- für Reinigungsprozesse einschließlich der
renz sorgen und eine durchgängige Vernet- Prozessparameter; Verwaltung der Reini-
zung ermöglichen. gungsprogramme mit Versionshistorie und Ecoclean GmbH
Reporting; Bibliothek für alle wichtigen Kathrin Groß
Ecoclean Connect – Dokumente rund um die Anlage; Timeline Mühlenstr. 12
die Bauteilreinigung optimal erfasst für wichtige Events. 70794 Filderstadt
• Produktionsplanung: Darstellung der Tel.: +49 711 7006-223
Diese Anforderungen sind in die innovative Overall Equipment Effectiveness (OEE) Kathrin.Gross@ecoclean-group.net
Cloud-Lösung Ecoclean Connect eingeflos- sowie der Verfügbarkeit und Auslastung; www.ecoclean-group.net
Erfolgsfaktor Interoperabilität
Die VDMA-Studie „Interoperabilität im Ma- Kommunikationspartner die Schnittstellenin- werte zur Verfügung gestellt. Ein weiterer
schinen- und Anlagenbau“ verdeutlicht die halte verstehen. Anwendungsfall ist das Condition Monito-
Bedeutung von interoperablen Schnittstel- Die aktuelle VDMA-Studie zeigt, dass mehr ring, das im Kontext von Industrie 4.0 immer
len und dazugehörigen Standards in den als 90 Prozent der mehr als 600 befragten mehr an Bedeutung gewinnt. Relevant ist für
Unternehmen. Unternehmen einen Bedarf an interoperab- mehr als die Hälfte der befragten Unterneh-
Erst die Interoperabilität von Maschinen und len Schnittstellen identifizieren konnten. men auch die Steuerung der Produktion.
Anlagen ermöglicht den Firmen die Teilhabe Bei den Anwendungsfällen, die Unterneh-
an neuen digitalen Strukturen und ist Grund- men mit einer interoperablen Schnittstelle Kommunikation mit OPC UA
voraussetzung für neue digitale Geschäfts- realisieren, wurden drei Anwendungsfälle am
prozesse. Durch interoperable Schnittstellen häufigsten genannt: Die Überwachung der Zentral in dieser Diskussion ist ferner die Be-
können neue Maschinen effizienter in beste- Produktion, die u. a. das Übertragen des ak- trachtung der Systeme, die miteinander kom-
hende und neue Produktionslandschaften tuellen Maschinenstatus, der aktuellen Aus- munizieren sollen. Für die Unternehmen ist es
integriert werden. lastung der Anlage oder auch die Ermittlung wichtig, sowohl die horizontale als auch die
Interoperabilität ist eine strategische Schlüs- der Effizienz der Maschine beinhaltet. Dies vertikale Kommunikation über OPC UA dar-
selkomponente für Industrie 4.0. Sie ist da- geht einher mit der Bereitstellung der Pro- zustellen, um Fertigungssysteme in ihrer Ge-
durch gekennzeichnet, dass alle beteiligten zessdaten. Hierbei werden z. B. Sensormess- samtheit durchgängig abbilden zu können. Im
A28 HTM J. Heat Treatm. Mat. 76 (2021) 4HTM Praxis
ersten Schritt liegt der Fokus in den VDMA-Arbeitskreisen auf der tert. Das System ist – selbst bei größeren Bandlängen ohne Rollen-
Beschreibung der vertikalen Kommunikation. Während hierbei der unterstützung – für sehr hohe Wärmebeugungskoeffizienten und sehr
Schwerpunkt aktuell noch auf der Kommunikation zwischen Maschine niedrige Bandschwingungen ausgelegt.
und Manufacturing Execution System (MES) liegt, wollen die befragten Dr. Carsten Groß Teamleiter der Feuerbeschichtungsanlage führt aus:
Unternehmen zukünftig direkt von der Maschinen oder Produktions- „Der jetzt anstehende Modernisierungsschritt ist wichtig, um kom-
anlage in die Cloud kommunizieren. Die horizontale Kommunikation mende Anforderungen unserer Kunden an feuerverzinkten Materia-
folgt in einem weiteren Schritt. lien zu erfüllen. Wir setzen auch für dieses Projekt auf die Erfahrung
„Die Unternehmen haben den Bedarf nach einem einheitlichen Da- und Expertise von Tenova LOI im Bereich der Brennertechnologie.“
tenmodell erkannt und nutzen die Möglichkeit, den Standard aktiv
mitzugestalten und zusätzliches Wissen zu OPC UA aufzubauen“, sagt LOI Thermprocess GmbH
Andreas Faath, Head Industrial Interoperability im VDMA. Bereits seit Am Lichtbogen 29
einigen Jahren hat der VDMA die Aktivitäten zu OPC UA priorisiert 45141 Essen
und gibt den Unternehmen dabei auch künftig eine wichtige Orien- Tel.: +49 201 1891-1
tierung. Der VDMA versteht sich als Gravitationszentrum der OPC loi@tenova.com
UA-Schnittstellen-Standardisierung und entwickelt mit zahlreichen www.loi.tenova.com
Unternehmen die Weltsprache der Produktion. Gemeinsam mit inter-
nationalen Partnern arbeitet der VDMA auch an der branchenüber-
greifenden Harmonisierung. Das Bundesministerium für Wirtschaft Auftrag für Andritz
(BMWi) hat die Bedeutung dessen erkannt und fördert das Projekt
„interoperable Interfaces for Intelligent Production“ bis Januar 2023. Das taiwanesische Unternehmen Prosperity Tieh hat der Andritz AG
den Auftrag zur Lieferung einer neuen Hochleistungsbeiz- und -ver-
VDMA zinkungslinie für warmgewalzte Bänder aus Kohlenstoffstahl erteilt.
Holger Paul Der Liefer- und Leistungsumfang umfasst die mechanische Ausrüs-
Lyoner Str. 18 tung, einen Laserschweißer sowie eine Besäumschere am Einlaufteil,
60528 Frankfurt einen Zunderbrecher, die Beizsektion, Dressierwalzwerk #1, einen
Tel.: + +49 69 6603-1922 direkt befeuerten Ofen (DFF) zur Aufheizung des Bands auf Verzin-
holger.paul@vdma.org kungstemperatur, Dressierwalzwerk #2 mit Streckrichteinheit, die
www.vdma.org chemische Beschichtung mit Trocknungssektion sowie die elektrische
Ausrüstung mit Automatisierung für die gesamte Linie.
Die Lieferung umfasst ferner folgende nachhaltige Lösungen von Andritz:
Auftrag für LOI Thermprocess • Eine neue Säureregenerationsanlage (ARP), die die verbrauchte
Säure aus der Beizlinie recycelt – einschließlich des Andritz-ECO-
LOI Thermprocess hat von thyssenkrupp Steel Europe einen weite- mode-Prozesses, der die CO2-Emissionen aus der ARP um 25 %
ren Auftrag zur Modernisierung der Brennertechnik der Feuerbe- reduziert.
schichtungsanlage in Bochum erhalten. • Ein Wärmerückgewinnungssystem für den Ofen, das warme Abgase
Diese Modernisierungsmaßnahme dient dazu, hochfeste Stähle in aus dem Ofen zum Aufheizen der Luft für den Trocknungsprozess
hoher Qualität und mit erhöhter Produktionskapazität für die Auto- in der Beschichtungsanlage verwenden wird.
mobilindustrie herzustellen. Um den Marktanforderungen gerecht zu • Nach der Wärmegewinnung werden die wichtigsten Abgasströme
werden und die Emissionen als auch den Energieverbrauch zu redu- des DFF und der ARP für die Abgasbehandlung mittels DENOx-
zieren, wird der Ofen mit neuen Brennern ausgestattet, die nach Systems zusammengeführt, um den NOx-Gehalt im Abgas auf ein
Herstellerangaben die hohen Anforderungen an niedrigstmögliche Minimum zu reduzieren. Das Abgassystem des Trockners im Nach-
NOx-Emissionswerte während der Produktion erfüllen. Zusätzlich behandlungsteil ist mit einer VOC-Behandlung (volatile organic
wird die Beheizung aufgerüstet, um die Sollwert-Bandtemperaturen compound emissions: für Emissionen, die flüchtige organische Ver-
auf > 900 °C zu erhöhen. bindungen enthalten) ausgestattet.
Für LOI Thermprocess ist es der dritte Modernisierungsauftrag für Mit den nachhaltigen Andritz-Technologien wird diese Linie feuerver-
die Verzinkungsanlage. Mit einer Produktionskapazität von von zinkten oder ZM beschichteten (Zink-Aluminium-Magnesium) Flach-
540.000 t/a hochwertigem verzinktem Stahl gehört diese Verzin- stahl produzieren, wobei Andritz auch bei der Produktion von ZM-
kungsanlage zu den wichtigsten Produktionslinien von thyssenkrupp beschichteten Material Prosperity Tieh beratend unterstützen wird.
Steel. Zunächst wurden die die Bereiche zur Vorwärmung und Aus-
härtung modifiziert, um die Heizleistung und die Temperaturhomo- Andritz AG
genität des Glühzyklus während der Aushärtung zu verbessern. Die Statteger Strasse 18
Energierückgewinnung im Bereich der Vorwärmung hat sich nahezu A-8045 Graz
verdoppelt, was die Kohlenstoffbilanz der Linie deutlich verbesserte. Tel.: +43 316 6902 0
In einem zweiten Schritt wurde die bestehende Ausrüstung um einen welcome@andritz.com
neuen Satz Düsenkästen, Ventilatoren und Wärmetauschern erwei- www.andritz.com
HTM J. Heat Treatm. Mat. 76 (2021) 4 A29HTM Praxis
Patent für CO2-neutrales Als skalierbare Ilo-T-Plattform für kurz- und langfristige Messkampagnen
sind die Anwendungsgebiete von weMonitor vielfältig – Realtime-
Vormaterial Analytics, Qualitätssicherung, Monitoring, Fehlersuche, Signalanalyse
oder auch die Anomaly Detection. Die umfangreichen Funktionen
Die voestalpine hat einen großtechnisch realisierbaren Prozess zur erlauben es, diese gezielt zu verknüpfen. Wird zum Beispiel im Moni-
Unterstützung einer CO2-neutralen Stahlproduktion ohne den Ein- toring ein bestimmtes Ereignis angezeigt, dann kann die dazugehörige
satz von fossilem Kohlenstoff entwickelt. Dafür hat das Unternehmen Signalanalyse direkt weitere Informationen bereitstellen.
das Schutzrecht vom Europäischen Patentamt erhalten. Die Grundlage dafür ist der Einsatz von optimal abgestimmten Tech-
Die europäischen Klimaziele stellen die Stahlindustrie von tiefgreifende nologien mit Blick auf das Gesamtsystem. Bei Dauermesskampagnen
technologische Herausforderungen. Voestalpine ist sich der ökologi- ergeben sich im Kontext von Predictive Maintenance häufig Heraus-
schen und gesellschaftlichen Verantwortung auch hinsichtlich des euro- forderungen. Um Maschinen und Anlagen dauerhaft zu überwachen
päischen Schutzrechtes zur klimaneutralen Stahlherstellung bewusst. und und Probleme aufzudecken, bedarf es neben einer entsprechen-
Bei dem von der voestalpine entwickelten Verfahren kommen grüner den Sensorik und Signalankopplung auch einer entsprechenden Da-
Wasserstoff und Biogas für die Direktreduktion zum Einsatz. Neben tenverarbeitung. Ziel ist es, Maschinen und Anlagen so zu vernetzen,
der CO2-Neutralität hat das Verfahren weitere Vorteile. So ermög- dass Sensor- und Prozessdaten mittels KI-Algorithmen weiterverar-
licht beispielsweise der biogene Kohlenstoff die Aufkohlung des Ei- beitet und Prozesse kosteneffizient optimiert werden.
senschwamms in Elektrolichtbogenöfen. Der Stahl- und Technologie- Das System weMonitor verfolgt laut Anbieterangaben daher einen
konzern wird Lizenzen zum Patent des CO2-neutralen Vormaterials flexiblen Ansatz und unterstützt eine breite Palette von Sensoren und
zur Stahlerzeugung vergeben und plant einen Know-hoch-Transfer entsprechenden Protokollen. So können u. a. analoge Sensoren wie
mit den Lizenznehmern. Ether CAT sowie IO-Link-Systeme angebunden werden. Die Verar-
Zur Dekarbonisierung der Stahlprodukton hat die voestalpine mit beitung und Verwaltung der Daten erfolgt über ein Edge Computing
greentec steel einen ambitionierten Plan entwickelt. Mit einer Device bzw. IoT Gateway zentral oder dezentral – ja nach Anforde-
Hybridtechnologie unter Einsatz von Elektrolichtbogenöfen könnten rung vor Ort auch cloudgestützt.
in einem ersten Schritt bis 2030 die CO2-Emissionen um rund 30 %
gesenkt werden. Bis 2050 strebt voestalpine langfristig an, den Einsatz Webware-Experts OHG
von grünem Strom und Wasserstoff sowie des klimaneutralen Vor- Kerstin Baumann
materials im Stahlerzeugungsprozess weiter signifikant zu erhöhen. Breitscheidstr. 48
16321 Bernau bei Berlin
voestalpine AG Tel.: +49 3335 32157
voestalpine-Straße1 kbaumann@webware-experts.de
A-4020 Linz www.webware-experts.de
Tel.: +43 50 304 150
info@voestalpine.com
www.voestalpine.com
Auftrag für ABP Induction
Um sich stärker am Markt zu etablieren, plant die WESO-Aurora
Analyse von Maschinen- GmbH – Hersteller hochwertiger Eisengussstücken – verstärkt in die
und Anlagendaten Produktion von Gussteilen aus Sphärenguss einzusteigen. Für diesen
Zweck wird derzeit eine neue unbeheizte ABP-Gießeinrichtung vom
Typ OCU 38 installiert.
Das von der Webware-Experts OHG entwickelte Produkt weMonitor WESO versteht sich außerdem als Systempartner und unterstützt
ist laut Angaben des Herstellers eine Grundlage für vorausschauende Kunden bereis bei der Konstruktion, sucht nach optimalen Produkti-
Instandhaltung. WeMonitor zeigt den Anwendern alle relevanten Ma- onsabläufen in der Gießerei und ist bestrebt, mit Bearbeitung der
schinen- und Anlagendaten auf einen Blick und bietet darüber hinaus Teile für gute Produktergebnisse zu sorgen. Um den Anforderungen
umfassende Informationen für detaillierte Analysen. Um Störfälle be- des Marktes bei der Produktion von Gussteilen aus Sphärenguss ge-
reits im Vorfeld zu identifizieren, werden Maschinen und Anlagen mit recht werden zu können, rüstet WESO die Kastenformanlage mit
komplexen Schwellenwerten als zusammenhängendes System be- einer zweiten Gießlinie und weiteren Gießeinrichtungen aus.
schrieben und mittels KI- und Machine-Learning-Verfahren unter- Die hierzu von der ABP Induction gelieferte Anlage mit einem Nutz
sucht. Die Instandhaltung erreicht so laut Webware-Experts eine inhalt von 3,2 Tonnen besteht im Wesentlichen aus folgenden Kom-
neue Leistungsebene, da die Analyse großer Datenmengen automa- ponenten: Formen für die Feuerfestzustellung, Fahrgestell (längs- und
tisiert abläuft und sich Lösungsansätze für neue sowie für bislang querverfahrbar), hydraulische Kippeinrichtung, Gas-Drucksystem,
unbekannte Probleme finden lassen. elektrisch betriebenem Stopfensystem und einer Vorrichtung zum
A30 HTM J. Heat Treatm. Mat. 76 (2021) 4Sie können auch lesen