Umwelterklärung 2019 Aluminium Norf GmbH, Neuss - Alunorf
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Umwelterklärung 2019
Aluminium Norf GmbH, Neuss
REG.NR. DE-137-00016
Unser Produkt sind große Alu-Bänder...
Wofür unsere Kunden Coils brauchen
Wir produzieren hochwertige warm- und kaltgewalzte
Bänder aus Aluminium. Unsere Produkte gehen als
WISSEN...
aufgewickelte „Coils“ an unsere Eigentümer Novelis,
Hydro und ihre Kunden. In deren Werken werden daraus
Produkte oder Vorprodukte für den Verpackungsmarkt,
die Druckindustrie, die Automobilindustrie, den 170.000 Alu-Bänder (Coils)
Verkehrsbereich und die Bauindustrie hergestellt. pro Jahr
Im Einzelnen sprechen wir von Fassadenblechen, Gewicht je Coil:
Bedachungsprofilen, Waggonbeplankungen und 6 bis 24 Tonnen
Aufbauten für Eisenbahnwagen, LKW-Aufbauten,
1,5 Millionen Tonnen pro Jahr
Menüschalen, Getränkedosen, Deckeln und
Schraubverschlüssen, Aluminiumfolien und Offset- ALUNORF ist das größte
Druckplatten. Besondere Entwicklungspotenziale Walz- und Schmelzwerk für
ergeben sich in der Automobilindustrie. Aluminium weltweit.
Dose
Automobil
47 %
17 %
Druckindustrie
12 %
Folie
9%
Weitere
15 %
Vorwort
Liebe Leser,
2018 hat sich die Weltpolitik unerwartet stark auf den Nachhaltigkeit rückt also stärker in den Mittelpunkt.
Aluminium-Markt ausgewirkt. Strafzölle auf Aluminium und Aus dem Grund beteiligen wir uns an der „Aluminium
US-Sanktionen führten zu rasanten Änderungen, deren Stewardship Initiative“. Diese definiert ethische, ökolo
Folgen uns und unsere Gesellschafter in erheblichem gische und soziale Aspekte entlang der gesamten
Ausmaß getroffen haben. Diese Marktverschiebungen Aluminiumwertschöpfungskette und gibt Vorgaben zur
erfordern mehr Flexibilität sowie exzellente, sichere und stetigen Verbesserung. Wir sind stolz darauf, in 2018
effiziente Prozesse. Eine hohe Kundenzufriedenheit wird erfolgreich als einer der ersten Aluminiumstandorte das
immer bedeutender. Zertifizierungsaudit dieser Initiative bestanden zu haben.
Wir verstehen dies als Herausforderung und Chance zu ALUNORF hat bereits langjährig die Fertigung optimiert.
gleich. In unserem Strategieprogramm „ALUNORF2024“ Diesem Anspruch, stetig unsere Prozesse zu verbessern
fokussieren wir die o.g. genannten Kernthemen, um und vorhandene Vorgehensweisen zu hinterfragen,
auch in Zukunft sicher und nachhaltig unsere Kunden zu bleiben wir treu. Nur wenn wir konsequent die Material
beliefern. ausbeute erhöhen, den Materialfluss optimieren und
Trotz aller Turbulenzen ist Aluminium als Werkstoff unver- die Anlagenverfügbarkeit steigern, werden wir unsere
zichtbar. So gelingt z.B.eine umweltverträgliche und hochgesteckten Ziele erreichen. Mehr zu ALUNORF,
nachhaltige Mobilität nur mit Aluminium in der Automobil unserer Umwelt und unseren Plänen finden Sie auf den
fertigung. Seiten dieser Umwelterklärung.
Inhaltsverzeichnis
Unser Produkt sind große Alu-Bänder Geräusche und Transporte Seite 21
Wofür unsere Kunden Coils brauchen Seite 02
Vom Grundwasser bis zum Abwasser
Vorwort
Wasser aus dem Boden / Was in den Rhein geht Seite 22
Lieber Leser Seite 03
Meilensteine für die Umwelt Abfälle sind nutzbar Seite 23
Highlights aus über 50 Jahren Umweltschutz Seite 04
ALUNORF liegt im Neusser Süden Was wir verbessert haben
und das seit über 50 Jahren Seite 05 Unsere Leistung für Umwelt und Energieeffizienz Seite 24
Lebensweg von Aluminium Arbeitssicherheit
Flüssigmetall spart Energie Seite 06 Sicherheit geht vor: 24 Stunden – 7 Tage Seite 26
Wie Coils entstehen
Über Schmelzen, Gießen, Walzen und Schneiden Seite 07 Gesundheit ist nicht alles…
Lieferanten und Fremdfirmen Seite 28
Einwirkungen auf die Umwelt
Einhaltung von Vorschriften Seite 11 Ohne System geht es nicht
Versorgung mit Energie und Stoffen Wie wir die Umwelt managen Seite 29
Umgang und Lagerung Seite 12
Was wir verbessern wollen
Umweltprogramm: Aktuelle Umweltziele und Maßnahmen Seite 31
Umweltschutz in der Praxis Seite 13
Woran wir unser Handeln orientieren Was reingeht und rauskommt
Unternehmensleitlinien und Umweltpolitik Seite 14 Die Input-Output-Bilanz 2016 – 2018 Seite 34
Bereit für den Notfall Erklärung Seite 36
Unsere Werkfeuerwehr Seite 16
Thema Energie Gültigkeitserklärung Seite 37
Von Einsatz und Effizienzsteigerungen Seite 17
Glossar Seite 38
Was in die Luft geht
Treibhausgase und Luftschadstoffe Seite 19 Impressum Seite 39 3
Meilensteine für die Umwelt
Highlights aus über 50 Jahren Umweltschutz
1974 1996
ALUNORF entwickelt das Patent Airpure Abwärmenutzung durch neuen Typ von Regenerator-
Abluftreinigung Kaltwalzgerüste brennern Schmelzofen 13 (Modernisierung 2019 geplant)
1997 1997
REG.NR. DE-137-00016
Erster Umweltbericht Emulsionstrennanlage zur chemikalienfreien Trennung
von Öl-/ Wassergemischen
1998/1999 2009
Abwärmenutzung Schmelzöfen und Fernwärme Recyclingcenter zum Einschmelzen von verunreinigtem
versorgung Allerheiligen Aluminium
4
ALUNORF liegt im Neusser Süden
...und das seit über 50 Jahren
Gegründet wurde die Aluminium Norf GmbH (ALUNORF)
1965 durch die kanadische Aluminium Limited, Montreal
(Alcan) und die VAW Vereinigte Aluminiumwerke AG,
Bonn als Walzwerk für den wachsenden Aluminiummarkt
in Europa. Die Fertigung der Aluminiumbänder begann
nach Errichtung der neuen Produktionsanlagen im Jahr
1967. Das Werk wurde für den wachsenden Aluminium
markt ständig erweitert und ausgebaut.
Die bislang größte Erweiterung des Werkes (genannt
Norf2) wurde 1990 beschlossen. 1995 nahmen die zweite
Warmwalze, die zweigerüstige Kaltwalze 5 und die
ersten 120 t Schmelz-/Gießanlagen den Betrieb auf. Die
Produktionskapazitäten wurden nahezu verdoppelt.
ca. 2.270 Menschen bei ALUNORF. ALUNORF wurde
2002 wurde die VAW von der norwegischen Norsk Hydro so zu einem der größten gewerblichen Arbeitgeber in
ASA, Oslo erworben. 2005 gliederte die Alcan ihre Walz- Neuss.
aktivitäten einschließlich unserer Beteiligung in die Novelis
Inc., Atlanta aus. Heute sind die Hydro Aluminium Rolled Das Industriegebiet Stüttgen lag zur Zeit der Werk-
Products GmbH (Hydro) und die Novelis Deutschland gründung in der Gemeinde Norf. Aus dieser regionalen
GmbH (Novelis) zu je 50 Prozent Eigner der Aluminium Verbundenheit hat sich als Kurzbezeichnung der Name
Norf GmbH. und das Unternehmenslogo ALUNORF entwickelt.
Beide Eigentümer sind auch unsere einzigen Kunden, Unser Betriebsgelände umfasst circa 58 Hektar.Davon
denn unsere Walzbänder werden nur durch Hydro und sind 28 Hektar überbaut und rund 18 Hektar als Straßen
Novelis weiterverarbeitet und verkauft. Heute arbeiten und Lagerplätze befestigt.
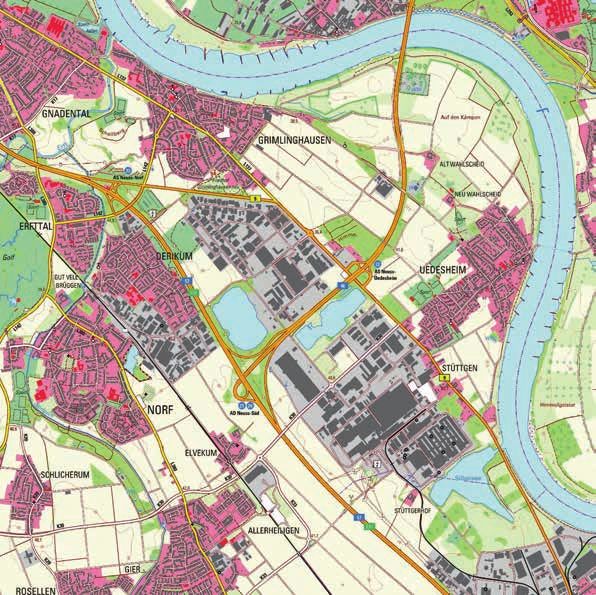
Standort Neuss-Stüttgen
Das Werk ist über die Bundesstraße B9 an die
Bundesautobahnen A 46 und A 57 angebun-
den und wird über die Rheinhäfen Stürzelberg
und Neuss sowie eine Industriebahn versorgt.
So erfolgt ein großer Teil der An- und Abliefe-
rungen umweltfreundlich per Schiff und Bahn.
Seit 2015 gibt es zwei Nebeneinfahrten für
LKWs, um den lokalen Verkehr zu entzerren.
5
Lebensweg von Aluminium
Der Rohstoff für die Aluminiumgewinnung
ist Bauxit. In einem zweistufigen Verfahren Tonerdeherstellung
erfolgt die Metallgewinnung.
Aus dem Bauxiterz wird unter Druck und
Hitze das Aluminiumhydroxid gewonnen.
Anschließend wird das Aluminiumhydroxid Bauxitgewinnung Primäraluminium
durch Glühen zu Aluminiumoxid (Tonerde)
gebrannt. Dieses Aluminiumoxid ist Aus-
gangsprodukt für die zweite Gewinnungs
stufe: den Elektrolyseprozess. Dabei wird
aus der Tonerde flüssiges Aluminium
gewonnen und anschließend z. B. Barren
hergestellt.
Recyclingaluminium
WISSEN...
ALUNORF erhält das gesamte
Vormaterial von den Gesellschaf-
tern zur Umarbeitung und liefert
die erzeugten Walzbänder an
diese zurück. ALUNORF verant-
wortet im Umweltmanagement Nutzphase Produkt
nur die Fertigungsschritte am
Standort Neuss.
Produktherstellung
Aluminium im Kreislauf
Der wirtschaftliche Wert des Werkstoffes Aluminium hat mit seinen spezifischen Eigenschaften ist somit ein
es seit jeher lohnend gemacht, Aluminium im Kreislauf nachhaltiger Werkstoff par excellence, unverzichtbar für
von Metallverarbeitung, Metallnutzung und Metallrück die Zukunft.
gewinnung zu führen. Ein Kreislauf, der sich lohnt. Auch
wenn die Herstellung von Primäraluminium energie ALUNORF ist Teil des Kreislaufes. Jährlich verarbeiten wir
intensiv ist (ca. 14 kWh Strom pro Kilogramm): beim rund 450.000 t/a feste Aluminiumschrotte. Darüber hinaus
Recyclingprozess werden nur ca. fünf Prozent der wird flüssiges Aluminium in der Größenordnung von mehr
ursprünglich eingesetzten Energie benötigt. Aluminium als 50.000 t/a angeliefert mit steigender Tendenz.
WISSEN...
Flüssigmetall wird in großen Tiegeln transportiert.
Aluminium hat darin eine Temperatur von etwa 750 °C.
Es wird direkt wieder dem Schmelzprozess zuge-
geben, um ein erneutes Erkalten und Aufschmelzen
zu vermeiden.
Das geht nur bei regionalen Lieferketten.
Transport im Großtiegel ca. 15 t flüssiges Aluminium.
6
Wie Coils entstehen
Über Schmelzen, Gießen, Walzen und Schneiden...
-Produktion
Vom Walzbarren zum Aluminium-Coil
Schmelzen Warmwalzen Kaltwalzen
Fremdbarren 1,03 Mill. t
Aluminium
Walzbarren Platine Coil Walzband
fest und
flüssig
1,51 Mill. t
0,56 Mill. t
Fertigungsschrotte vom Sägen, Fräsen und Schneiden Angaben pro Jahr
(Daten gerundet 2018)
interner Kreislauf ca. 39%
ALUNORF verfügt über drei wesentliche Die eigene Herstellung umfasst das Schmelzen von
Produktionsbereiche: Schrotten, das Gießen von Rohbarren und das Sägen
sowie Oberflächenfräsen zu Walzbarren.
das Schmelzwerk inkl. Recycling-Center
Es folgt das Warmwalzen. Dazu werden die Walzbarren
den Warmbandbereich und
in erdgasbefeuerten Vorwärmöfen auf ca. 500 °C er
den Kaltbandbereich wärmt. Das Warmwalzen gliedert sich in zwei Schritte.
Das Vorwalzgerüst erzeugt eine lange dicke Platte
Das Bild oben verdeutlicht den innerbetrieblichen (genannt Platine), die im Fertigwalzgerüst zur einem
Produktionsfluss und den internen Aluminiumrücklauf Walzband (genannt Coil) verarbeitet wird.
durch Sägen, Fräsen und Schneiden im Fertigungs
prozess. Nach Zwischenkühlung folgt der letzte Fertigungspro
zess, das Kaltwalzen. Das Walzband wird mit bis zu
Ausgangsbasis für den Walzprozess sind sogenannte sechs Walzdurchläufen (genannt Stiche) auf 0,2 mm bis
Walzbarren, die im Schmelzwerk hergestellt oder von 1,5 mm Enddicke heruntergewalzt. Zum Schluss werden
anderen Hütten- oder Recyclingwerken per Schiff und/ die Bänder auf Kundenmaß geschnitten und für den
oder Bahn angeliefert werden. Transport geschützt.
Informationen zu ALUNORF, Aluminium /Sicherheit & Umwelt
und Umwelt finden Sie auch im Internet Das Unternehmensportal der Aluminium Norf GmbH
Unser Werk im Film: www.alunorf.de Abgasreinigung Recycling-Center
7
Schmelzwerk
Das Schmelzwerk verarbeitet eigene Fertigungsschrot-
te wie abgesägte Kopf- und Fußstücke der Rohbarren
(Gießbarren), Frässpäne und Besäum- und Schopf
schrotte der Walzbereiche. Ergänzend wird Aluminium in
Form von Masseln und extern angelieferten festen und
sauberen Produktionsschrotten eingesetzt.
Aufgearbeitetes Aluminium aus externen Recycling-Anla-
gen und dem eigenen Recycling-Center wird als flüssige
Schmelze geliefert und beigegeben. Das Recyclingcenter
kann darüber hinaus auch organikhaltige Schrotte verarbei-
Schmelzofen – Einsatz von Masseln
ten. Legierungsmetalle werden bei Bedarf zugesetzt.
Das in den Schmelzöfen verflüssigte Aluminium wird
WISSEN...
bei rund 730°C in die Gießöfen überführt und mit einem
Stickstoff-Chlor-Gemisch behandelt und so von störenden
Verunreinigungen befreit.
Wesentliche Teile des Schmelzwerkes: Die Abgase werden von chlorhaltigen Verbindungen und
13 Schmelz-/Gießanlagen
Staub gereinigt (Chlorwäscher und Gewebefilter mit
9 Induktionsschmelzöfen
Kalkzugabe; im Recyclingcenter zusätzlich Aktivkoks).
2 Recyclingschmelzöfen
10 Masseltrocknungskammern
Das für den Gießprozess erforderliche Kühlwasser wird
3 Abgasreinigungsanlagen (Gewebefilter) im Kreislauf gefahren. Das Abwasser wird in zwei Stufen
13 Chlorwäscher gereinigt und in den Rhein eingeleitet.
1 Abwasserbehandlungsanlage
Aus dem Abgas der Schmelzöfen wird Abwärme zu-
Barren: bis zu 32 t / Stück rückgewonnen. Ein Teil wird zur Fernwärmeversorgung
max. 9 m Länge · ca. 0,6 m dick (Wohngebiet Allerheiligen und Gewerbegebiet Tucher-
straße) abgegeben.
Beim Einschmelzprozess muss aus Sicherheitsgründen
verhindert werden, dass nasses Metall mit flüssiger
Schmelze in Kontakt kommt, da ansonsten die Gefahr
einer Verpuffung besteht. Deswegen wird extern angelie-
fertes Festmetall (z.B. in Form von Masseln) getrocknet,
bevor es in die Schmelze eingesetzt wird.
Die Trocknung erfolgt in Kammeröfen, die mit Abgas aus
den Schmelzöfen beheizt werden. Dadurch ist kein Brenn-
stoff zur Beheizung erforderlich. Das Aluminium-Fest-
metall auf ca. 150 °C erwärmt und möglichst schnell
verarbeitet.
Flüssiges Aluminium fließt wie Wasser. Gegossener Barren – ca. 9 m lang
8
Warmbandbereich
Im Warmbandbereich werden die Walzbarren vor dem
Warmwalzen in erdgasbefeuerten Vorwärmöfen unter-
schiedlicher Bauart auf ca. 500 °C erwärmt. Es folgt das
Warmwalzen in Vor- und Fertiggerüst. Aus den Walzbar-
ren entsteht zunächst eine Platine, dann ein Aluminium-
walzband, das aufgerollt wird (Coil). Etwa 15% dieser
Coils werden ohne weiteren Fertigungsschritt versandt.
Der Großteil wird nach Abkühlung kaltgewalzt.
WISSEN...
Wesentliche Teile des Warmbandbereiches:
3 Sägen
3 Fräsen / 2 Kantenfräsen
23 Tiefofenkammern
6 Stoßöfen
2 Warmwalzstraßen jeweils mit Vor- und Fertiggerüst Warmwalze 1 – Phase 1+2 Modernisierung Vorstraße
4 Abluftreinigungsanlagen
1 Abwasserbehandlungsanlage
Die Vorwärmöfen verfügen alle über eine integrierte
Warmband: 5 – 29 t/ Coil
bis 2,4 km Länge · ca. 2- 10 mm dick Abwärmenutzung (Rekuperatoren). Zur Kühlung und
Schmierung der Walzen wird eine Emulsion benötigt, die
zu mehr als 90 % aus salzfreiem Wasser und speziellen
Ölkomponenten besteht. Auf den Einsatz von umweltge-
fährdenden Bioziden in der Emulsion wird seit 2007 ver-
zichtet. Emulsionen werden im Kreislauf gefahren und
von Verunreinigungen filtriert. Die Wärmezunahme der
Emulsion durch den Walzprozess wird über Kühlwasser
abgeführt. Auch das Kühlwasser wird durch Kreislaufbe-
trieb mehrfach genutzt.
Beim Warmwalzprozess verdampfende Teile (Wasser
und Ölanteile) der Walzemulsion werden abgesaugt und
in Abscheide-/Abluftreinigungssystemen zurückgewon-
nen. Eine Ölrecyclinganlage arbeitet aufschwimmende
oder gebrauchte Ölanteile der Emulsion zum Wieder-
einsatz auf. Altemulsion trennen wir chemikalienfrei
per Destillation in Öl und Wasser auf. Das Altöl kann als
Brennstoff genutzt werden. Die Wasserphase wird in
zwei weiteren Stufen gereinigt.
Platine im Warmwalzwerk Warmwalze 1 – Fertigstraße
9
Kaltbandbereich
Im Kaltbandbereich werden auf fünf Kaltwalzen die
WISSEN...
warmgewalzten Bänder in bis zu sechs Durchläufen
(Stiche) bis auf eine Dicke von 0,2 mm heruntergewalzt.
Ein Teil der Coils durchlaufen aus Qualitätsgründen eine Wesentliche Teile des Kaltbandbereiches:
Wärmebehandlung (Glühung). Dies geschieht in den
5 Kaltwalzgerüste
Bundglühöfen, wobei zur Vermeidung einer Oxidation 30 Bundglühöfen
der Alu-Oberfläche ein Schutzgas (Stickstoff und Kohlen 7 Längsteilscheren
dioxid) eingesetzt werden kann. 3 Abluftreinigungsanlagen (Airpure)
Nachdem die Coils auf Enddicke abgewalzt sind, Kaltband: 6 – 24 t/ Coil ·
werden diese auf so genannten Längsteilscheren bis 22 km Länge · min. 0,2 mm dick
auf Kundenmaß geschnitten und für den Transport
konfektioniert und verpackt. Die Bänder können bei
Bedarf für einen Tiefziehprozess befettet werden.
Die fertig verpackten Aluminiumbänder werden per Bahn Walzöle werden im Kreislauf gefahren und von
oder LKW versandt. Die gesamte versandte Menge Verunreinigungen filtriert. Dabei wird ein Filterhilfsmittel
erreichte im Jahr 2018 rund 1.500.000 Tonnen Walzband zugegeben. Das verbrauchte Filterhilfsmittel wird
(Warm- und Kaltband). aufgrund des Ölgehaltes als Brennstoff verwertet.
Beim Kaltwalzprozess entstehende Walzöldämpfe Die Wärmezunahme der Walzöle durch den Walzprozess
werden abgesaugt und Abluftreinigungssystemen wird über Kühlwasser abgeführt. Auch das Kühlwasser
zugeführt. Das Walzöl wird zurückgewonnen und wieder wird durch Kreislaufbetrieb mehrfach genutzt.
eingesetzt. Diese Idee stammt aus den 70er-Jahren und Gebrauchte Walzöle werden destilliert und das
wurde von ALUNORF entwickelt, als Airpure-Verfahren gereinigte Öl wird wieder eingesetzt. Unvermeidbare
patentiert und wird heute weltweit eingesetzt. Altöle werden energetisch oder stofflich genutzt.
Kaltwalze – Einlaufseite und Bundinspektion
Kaltwalze 4 – Auslaufseite Versandbereich – Fertigmaterial
10Grafische Darstellung der Umweltaspekte
Stickoxide
Staub Kohlendioxid Gerüche
Chlor / Chlorwasserstoff Kohlenwasserstoffe z.B. Öle
Umwelthygiene
Energie Lärm
Aluminium
(Kreislaufmetall)
Transport Transport
Einsatzstoffe Produkte
versiegelte Fläche
(Minderung biologischer Vielfalt) Abfallverwertung/ Abwasser
Grundwasser- -beseitigung
förderung Kläranlagen
Leck-/Auffangsysteme
gegen Grundwasser- und Bodeneintrag Rhein
Einwirkungen auf die Umwelt
Einhaltung von Vorschriften
Anlagen benötigen Umweltgenehmigung Nachvollziehbare Bewertungskriterien
Unsere Anlagen unterliegen umweltrechtlichen Bei der anschließenden Bewertung der Relevanz von
Genehmigungspflichten nach dem Bundes-Immissions Umweltaspekten werden die folgenden Kriterien
schutzgesetz (Produktions-/Nebenanlagen) und dem berücksichtigt:
Wasserhaushaltsgesetz (Kläranlagen) sowie dem Einwirkungsbereich der Umweltaspekte (lokal,
Baurecht (Gebäuden, Straßen und Parkplätze). Die sich regional, global)
aus dem Umweltrecht ergebenden Umweltaspekte Wirkpotenziale freigesetzter Stoffe (z.B.
haben wir in dem Bild oben dargestellt. Die wesent Treibhauseffekt, Säurewirkung etc.)
lichen Umweltauswirkungen bzw. Umweltthemen sind
Energie- und Massenströme pro Kalenderjahr
schwarz gekennzeichnet.
Rechtliche Aspekte (z. B. Stoffverbote, Reduzierung
gefährlicher Stoffe, Abfallvermeidung/-verwertung,
Umweltrelevanz bewertet
Kernindikatoren nach EMAS)
Aktuelle und geplante Tätigkeiten werden auf ihre
Risiko einer Umweltbeeinflussung
Umweltrelevanz hin bewertet. Das geschieht anhand
verschiedener Umweltkategorien, Umweltaspekte Kosteneffekte
genannt. Ein Umweltaspekt wie z.B. Abfall oder Abgas Jährlich wiederholen
kann Auswirkungen auf die Umwelt haben oder auch
Die Bewertung der Umweltauswirkungen wird jährlich
nicht. Dabei können sowohl positive wie auch negative
aktualisiert. Die nach EMAS geforderten Kernindikatoren
Auswirkungen gemeint sein. Die Umweltaspekte
werden bei der Prüfung ebenfalls bestimmt. Die detail
werden bewertet und für unser Handeln priorisiert.
lierten aktuellen Zahlenangaben für 2016 bis 2018 sind
im Kapitel ”Input-Output Bilanz” dargestellt (Seite
Zuverlässige Daten 34-35). Die Steigerung der Energieeffizienz und das
Ganz wichtig sind verlässliche Basisdaten. Das ist Wiedereinsetzen von Aluminium stehen oben an.
eine Stärke der ALUNORF. Wir nutzen z.B. SAP-
System, Wägungen, Messungen und betriebliche Versiegelte Flächen / Biologische Vielfalt
Informationssysteme der Stoff- und Energieeinsätze, Die Flächeninanspruchnahme (versiegelte Flächen)
ermitteln und prüfen anhand von Stichproben ihre beeinflusst u.a. auch die Pflanzen- und Tierwelt. Von
Zuverlässigkeit und Plausibilität. Alle wesentlichen unseren 58 ha Werkgelände sind insgesamt 46 ha (79%)
Energiezähler sind an ein Online-Monitoring ange versiegelt. Bezogen auf die Produktionsleistung von rund
schlossen. Die Vorgehensweise zur Ermittlung der 1,5 Mill. t/a ist der Einfluss mit 0,03 m²/t vergleichsweise
Zahlen ist nachvollziehbar und zurückverfolgbar gering. Das liegt u.a. an der geschickten Anordnung unser
dokumentiert. Anlagen, die einer Kreislaufführung ähnelt.
11Übersicht der Energie- Argon
Schutzgas/N2 Chlor Grundwasser
und Stoffströme 1.500 t
Druckluft 29.000 t 1.440.000 t Trinkwasser Grundöle
Erdgas 250.000 t 45.000 t Emulsions-
117.000 t grundstoffe
= 1.447 Mill. kWh 3.900 t
Strom VERSORGUNG Biozide
640 Mill. kWh 100 t
Walzbarren Platine Coil
Schmelzen
Warmwalzen Kaltwalzen
Jahresmengen in t/a
(Daten 2018 gerundet)
U M W E LT S C H U T Z
Abgas/Abluft 25 Mill. t Abfälle 16.000 t
(Luftschadstoffe 1.400 t) (gefährlich 48%, verwertet 87%)
Abwasser 468.000 t
(Abwasserinhaltsstoffe 8 t)
Versorgung mit Energie und Stoffen
Umgang und Lagerung
Unsere Produktionsanlagen benötigen Energie und
WISSEN...
diverse Einsatzstoffe. Das obenstehende Bild zeigt
die jährlichen Bedarfsmengen in der oberen und die
umweltrelevanten Stoffströme in der unteren Hälfte. Die
exakten Daten der extern angelieferten Stoffe sind in der Wichtige Versorgungsanlagen:
Input-Output-Bilanz auf Seite 34-35 verfügbar. Druckluft, - Erdgasübernahmestation - Wasseraufbereitung
Schutzgas und Stickstoff erzeugen wir selbst. - Hochspannungstrafos - Kühltürme
- Heizkessel - Öl -und Emulsionshandling
Sicherer Umgang steht im Vordergrund - Drucklufterzeuger - Material-, Gas- u. Stoffläger
- Schutzgaserzeuger - Sichere Chlorlagerung
Erdgas, Strom und diverse Stoffe sind notwendig für die - Grundwasserbrunnen
Produktion. Die Energieversorgung steht auch hier an
erster Stelle. Eine ausfallfreie und sichere Versorgung Wichtige Umweltschutzanlagen:
ist unabdingbar. Der sichere Umgang vermeidet - Abgas-/Abluftreinigung - Auffangsysteme f. Leckagen
Gefahren für Mensch und Umwelt. Für Leckagen und - Abwasserbehandlung - Abfallsammlung
Undichtigkeiten, die bei Umgang und Lagerung auftreten - Rückhaltebecken für Lösch-
und kontaminiertes Abwasser
können, existieren umfangreiche Auffangsysteme.
Innerbetriebliche Kontrollen und technische Prüfungen
vervollständigen das Sicherheitskonzept.
Am besten keine gefährlichen Stoffe
Gefahrstoffe, wasser- und bodengefährdende Stoffe Sichere Chlorlagerung
Alle Stoffe werden vor dem Einsatz auf Notwendigkeit Chlor wird zur Reinigung von Flüssigmetall benötigt.
geprüft, auf gefährliche Stoffe verzichten wir nach Mög-
lichkeit ganz. Vorhandene Stoffe überprüfen wir regel
mäßig anhand aktueller Stofflisten. Wir stehen im
ständigen Austausch mit unseren Lieferanten und
fordern bei Bedarf aktuelle Informationen an. Die Kennt
nisse fließen in die Gefährdungsbeurteilung ein und sind
die Basis für eine aktuelle Gefahrenkennzeichnung. Wir
erstellen damit Betriebsanweisungen für das Personal,
unterweisen es regelmäßig und klären das Vorgehen
im Notfall z.B. bei Freisetzung von Ölen, Chlor und
Kohlendioxid (Löschmittel).
12Umweltschutz in der Praxis
Messungen sind erforderlich
Wir legen Wert auf umfangreiche Messungen sowie Doku
mentation und langjährige Archivierung der Ergebnisse.
Betriebliche Online-Messsysteme liefern Daten für eine
zeitnahe Prozessüberwachung. Wichtige Messgrößen
werden in unserer ständig besetzten Meldezentrale
visualisiert, wodurch auch ein schnelles Eingreifen
bei Störungen möglich wird. Die automatische Sauer
stoffmessung in der biologischen Kläranlage hilft
beispielsweise, gefährliche Stoffeinträge im Abwasser
schnell zu erkennen. Auch unsere Grundwasserqualität
wird regelmäßig untersucht.
Alle umweltrelevanten Betriebsdaten werden in Daten
banken gespeichert, eine gute Basis für eventuelle
Ursachenermittlungen.
Probenahme Kühlwasser zur Kontrolle von Keimen
Mobile Geräte für Luftschadstoff- und Lärmmessungen
ergänzen dieses Kontrollsystem im Bedarfsfall. In
unserem Umweltlabor führen wir eine Reihe von PFOS-haltige Schaumlöschmittel haben wir ausge
Schnelltests durch. Hauptsächlich werden Wasserproben tauscht. Nonylphenole für die Emulsion und Kältemittel
untersucht. Neben Routinekontrollen lassen sich auch wie FCKWs sind auch nicht mehr im Einsatz.
Abweichungen schnell hinsichtlich der Auswirkung be
Heutzutage steht auch der Schutz des Bodens und
urteilen. Gegenmaßnahmen können umgesetzt werden.
des Grundwassers auf einem anderen Niveau. Auch
Im eigenen Biologielabor können wir Keimbelastungen das verfolgen wir konsequent. Bodenzustände werden
von Emulsions- oder Wasserproben ermitteln. bei Baumaßnahmen im Untergrund kontrolliert und
Bestimmte Keimmessungen müssen durch zugelassene registriert. Es liegen keine Altlasten vor. Wir wissen von
externe Labore ermittelt werden. einer ungefährlichen Altablagerung, die vorsichtshalber
Eine Funktionskontrolle der Messgeräte selbst darf in Abstimmung mit der Behörde mit einer Bitumendecke
natürlich auch nicht fehlen. versiegelt wurde und heute als Parkplatz genutzt wird.
Stoffleckagen werden umgehend mit geeigneten
Mitteln aufgenommen, in dichten Behältern gelagert und
Regelmäßig vor Ort einer ordnungsgemäßen Entsorgung zugeführt. Somit
Rundgänge und Zustandskontrollen in den Anlagen wird ein relevanter Eintrag in Boden und Grundwasser
runden das Begutachten der IST-Situation ab. Umwelt vermieden.
relevante Ereignisse werden erfasst, kategorisiert und
inklusive der Maßnahmen dokumentiert. Meldepflichtige
Vorfälle geben wir an die Behörden weiter. Gießwasserkreislaufanlage (Kühlturm 2)
Aus alten Zeiten
Was wir heute über Stoffe wissen, gilt morgen vielleicht
nicht mehr. Daher ist es wichtig, die Historie zu kennen,
z.B. was, wann und wo verwendet wurde. Auch hier
können „neue“ Gefahren entstehen, die beurteilt
werden müssen.
Seit etlichen Jahren ist der Einsatz von Asbest und PCB
verboten. Der größte Teil dieser Stoffe wurde ausgebaut
und entsorgt. Reste von PCB-haltigen Beschichtungen
sowie Dachplatten aus Asbest sind aber noch vorhanden.
Daher prüfen wir bei Umbauprojekten, ob diese
Materialien sukzessive entsprechend den gesetzlichen
Bestimmungen beseitigt werden können.
13Woran wir unser Handeln orientieren
Unternehmensleitlinien und Umweltpolitik
Die erste Umweltpolitik der ALUNORF wurde 1997 in Stabilisierung erreichter Leistungsniveaus (Standards)
einer breiten Diskussion zwischen Mitarbeitern, der gesichert werden. Aus diesem Grund verpflichtet sich
Geschäftsführung und dem Betriebsrat erarbeitet und ALUNORF, die strengsten Anforderungen hinsichtlich
abgestimmt. Parallel dazu gab es ein Unternehmens- Arbeitssicherheit, Umwelt und Qualität zu erfüllen
leitbild und weitere themenbezogenen Zielsetzungen für und zu übertreffen. Wir bringen unser Wissen und
Sicherheit und Gesundheit sowie Qualität. unsere Kompetenz aktiv in die Entwicklung der
In den vergangenen Jahren wurde aus dieser Vielfalt Vorschriften ein. Die Umsetzung dieses Leitbildes
„UNSER LEITBILD“ entwickelt. erfordert eine umfassende Beteiligung aller Mitarbeiter
durch klar geregelte Informationen, Qualifizierung und
Es ist das Ergebnis von Mitarbeiterbefragungen, von
Weiterbildung.
Selbstbewertungen unserer Arbeitsprozesse und von
Workshops zum Thema Kommunikation. „UNSER Die konsequente Mitwirkung aller Beschäftigten
LEITBILD“ entstand also durch Dialog. befähigt uns, schnell und flexibel die an uns gestellten
Anforderungen zu erfüllen. Wir beteiligen uns seit 21
„UNSER LEITBILD“ wurde im letzten Schritt in ein
Jahren an EMAS. Zertifizierungen nach OHSAS 18001,
grafisches Bild „übersetzt“. Alle Leitsätze sind in dem
ISO 14001, ISO 9001 und ASI bestätigen unsere
oben stehenden Bild dargestellt, wo und wie auch
Spitzenstellung.
immer. Es soll zum Dialog anregen – ein Dialogbild eben.
Kommunikation ist ein wesentlicher Bestandteil des Wir stellen uns auch unserer sozialen Verantwortung
Umweltmanagements. und verfolgen z. B. jede Beschwerde im Rahmen
unseres Compliance Management. Unser Engagement
Viele Umweltaspekte sind nicht direkt wahrnehmbar. Es
für die Nachhaltigkeit stellen wir durch die freiwillige
muss gemessen und die Ergebnisse berichtet werden,
Zertifizierung nach der „Aluminium Stewardship Initiative“
z.B. durch unsere Umwelterklärung.
(ASI) unter Beweis.
Auf dieser Basis fördern wir gemeinsam mit beiden
Gesellschaftern einen offenen internen und externen
Dialog in allen Umweltbelangen. Mit unseren Unser Unternehmen
Nachbarn, Vertragspartnern sowie Behörden und der
Öffentlichkeit pflegen wir eine aktive und vertrauensvolle ALUNORF ist ein gemeinschaftliches Unternehmen der
Zusammenarbeit. Die Einhaltung von Vereinbarungen Hydro und der Novelis, zweier führender Hersteller von
und rechtlichen Vorgaben (bindende Verpflichtungen) ist Aluminium-Walzerzeugnissen.
für uns selbstverständlich. Die Komplexität der Aufgabe Als weltweit größtes Walz- und Schmelzwerk für Alu-
ist uns – angesichts des ständig steigenden Umfangs – minium stellen wir an unserem Standort in Neuss mit
bewusst. Nur so lassen sich Risiken wirksam erkennen unseren mehr als 2.000 Mitarbeitern Vormaterial für
und Chancen nutzen. eine Vielzahl unterschiedlicher Anwendungsbereiche her.
Die Position der Aluminium Norf GmbH als eines der Unsere Geschäftsprozesse umfassen das Recyceln und
besten und kostengünstigsten Walzwerke der Welt Schmelzen von Aluminium, das Gießen von Walzbarren
kann nur durch herausragende Produkte, eine ständige und das Warm- und Kaltwalzen sowie Endbearbeiten von
Leistungsverbesserung (Prozessoptimierung) und Bändern.
14Die Leitsätze im Detail
Wir stellen an uns den Anspruch • Jeder einzelne Mitarbeiter ist für die Qualität seiner
Arbeit und Arbeitsergebnisse verantwortlich.
• mit Umsicht, Weitblick und Entschlossenheit beste-
hende Herausforderungen engagiert und motiviert • Dabei leitet uns der Anspruch, alle Produkte und
anzunehmen und neue frühzeitig zu erkennen. Dienstleistungen zuverlässig und fehlerfrei bereitzu-
stellen.
• eine führende Position bei Sicherheit, Qualität und
Kosten einzunehmen.
Motivierte Mitarbeiterinnen und
• unseren Kunden und Lieferanten ein leistungsstarker
und zuverlässiger Partner zu sein. Mitarbeiter: Garanten unseres Erfolgs
• auf der Basis von Integrität, Respekt und Vertrauen und Treiber unserer Weiterentwicklung
Verantwortung für unser Unternehmen, die
• Zuverlässigkeit, Leistungsbereitschaft und Zusam
Menschen in unserem Betrieb und unsere Gesell
menarbeit sind Kennzeichen unseres Handelns.
schaft zu übernehmen.
Wir stellen angestammte Verhaltensweisen immer
• mit unseren Produkten und den Standards unserer wieder in Frage und sind offen für Veränderungen.
Produktionsverfahren für Einsparungen an Energie
• Wir respektieren die Vielfalt und persönlichen
und Einsatzmaterial zu sorgen und Menschen,
Eigenheiten aller Mitarbeiter und haben uneinge-
Umwelt und Klima zu schützen.
schränktes Vertrauen in ihre Leistungsfähigkeit.
• nachhaltig erfolgreich zu sein.
• Wir übertragen ihnen die Verantwortung für
ihren Arbeitsbereich und fördern gezielt ihre
Unser Handeln richten wir an den Weiterentwicklung.
folgenden Eckpfeilern aus: • Mit Anerkennung guter Leistung und konstruktiver
Kundenzufriedenheit – davon leben wir Kritik motivieren wir uns gegenseitig und geben uns
Orientierung zu kontinuierlicher Verbesserung.
• Wir stellen sicher, dass unsere Kunden Produkte
von herausragender Qualität zu wettbewerbsfähigen • Die Leitlinien der Führung und Zusammenarbeit sind
Preisen termingerecht erhalten. Grundlage unserer Unternehmenskultur.
• Wir begegnen ihnen mit Fairness und Vertrauen und
sind ein verlässlicher und flexibler Partner. Anlagen und Einrichtungen: Höchste
Standards für Technologieführerschaft
Arbeitssicherheit, Gesundheit
• Wir gehen alle mit unseren Anlagen und
und Umweltschutz: Verpflichtung Betriebseinrichtungen um, als wären sie
gegenüber Mitarbeitern und Umwelt unser Eigentum und sorgen für ihre zuver-
lässige Leistungsfähigkeit, Verfügbarkeit und
• Arbeitssicherheit, der Erhalt der Gesundheit unserer
Umweltverträglichkeit.
Mitarbeiter sowie der Schutz von Umwelt und Klima
sind dem wirtschaftlichen Erfolg übergeordnete • Wir investieren ständig in Modernisierung und
Unternehmensziele. Weiterentwicklung unseres Standorts.
• Mit den benötigten Ressourcen gehen wir schonend
um. Lieferanten: Partner für die
• Wir treiben Arbeits-, Gesundheits- und Umwelt Zufriedenheit unserer Kunden
schutz unter Einhaltung gesetzlicher Vorschriften
aktiv voran; jeder trägt Verantwortung für sich und • Mit unseren Lieferanten streben wir eine langfristige
die Menschen in seiner Arbeitsumgebung. und faire Zusammenarbeit an. Partnerschaftlich be
ziehen wir sie in unsere Prozesse und Standards ein.
Qualität und Reliability: • Wir erwarten, dass sie unsere Ansprüche an Inte-
grität, Kompetenz, Zuverlässigkeit, Qualität und
Anspruch an unsere Arbeit
Innovation erfüllen.
• Gegenüber unseren Wettbewerbern beanspruchen
Die Inhalte dieses Leitbildes bilden den Maßstab
wir die Qualitätsführerschaft.
allen Handelns für unser Unternehmen und für alle
• Konsequentes Qualitätsmanagement, die Mitarbeiter. Sie sind die Basis für unseren Erfolg: Die
Anwendung der Reliability-Methoden, kontinuierliche langfristige Sicherung unseres Unternehmens und
Verbesserung und Innovation sind die Werkzeuge, unserer Arbeitsplätze.
die wir dazu nutzen.
15Bereit für den Notfall
Unsere Werkfeuerwehr
Im Jahr 1968 gründete die ALUNORF zur Bekämpfung
von Bränden im Werk ihre eigene Betriebsfeuerwehr.
Diese wurde 1981 als Werkfeuerwehr anerkannt. Im
nunmehr 37. Jahr seit ihrer Anerkennung ist unsere
Werkfeuerwehr, neben dem Werkschutz in der Abteilung
Werksicherheit, ein unverzichtbarer Baustein in unserer
Umwelt- und Sicherheitskultur.
Der abwehrende Brandschutz im Sachgebiet
Gefahrenabwehr umfasst die Organisation und den
effektiven Einsatz in der Brandbekämpfung und
technischen Hilfeleistung der 36 hauptamtlichen und
50 nebenberuflichen Werkfeuerwehrangehörigen.
Hierzu zählen die Einsatzvorbereitung und -planung,
regelmäßige Übungen und die Aufrechterhaltung der
ständigen Einsatzbereitschaft der Geräte und des Notfallübung 2018
Fuhrparkes, zu dem sieben Fahrzeuge gehören.
Zum Aufgabengebiet unserer Werkfeuerwehr gehört
Dem vorbeugenden Brandschutz im Sachgebiet Ge
bei den jährlich rund 270 Einsätzen längst nicht mehr
fahrenvorbeugung obliegt die Sicherstellung der Funk
nur die Bekämpfung von Schadenfeuern. Die technische
tionalität unserer 21 stationären Gaslöschanlagen,
Hilfeleistung und hier die Bekämpfung von chemischen
74 Sprinkler- und Sprühflutanlagen und 14 Schaum
Gefahren ist heute zu einer Schwerpunktaufgabe
löschanlagen. Zudem gehören die Pflege und Wartung
geworden, der unsere Werkfeuerwehr mit ihrem
der 46 Überflurhydranten, 110 Wandhydrantenschränke
Fachwissen und speziellem Gerät begegnet.
und 43 Brandmeldeanlagen mit über 2.500 Brand
erkennungselementen zu den Aufgaben dieses Sach Innerhalb von vier Minuten nach der Alarmierung
gebietes unserer Werkfeuerwehr. muss unsere Werkfeuerwehr mit einer Gruppe (neun
Feuerwehrangehörige) an der Einsatzstelle eingetroffen
sein. Ein Einsatzleiter und acht Feuerwehrangehörige,
die sich aus haupt- und nebenberuflichen
Feuerwehrangehörigen zusammensetzen, bilden
den Erstangriff und werden bei Bedarf durch weiter
alarmierte Einsatzkräfte unterstützt.
Die Ausbildung unserer Mitarbeiterinnen und Mitarbeiter
im Umgang mit Feuerlöschern gehört ebenso zum
Aufgabenspektrum unserer Werkfeuerwehr. Neben
den Beratungen der Betriebsbereiche im vorbeugenden
Brandschutz, wird auf den täglichen Kontrollgängen auf
die Umsetzung der Brandschutzvorschriften geachtet.
Monatlich 250 Brandwachen und 50 Gasmessungen
sind Grundlage für diverse Reparaturarbeiten. Diese
sind eine Maßnahme zur Vermeidung von Unfällen und
Bränden. Ebenso werden Löschanlagen monatlich 250
Mal verriegelt, damit hier Arbeiten sicher durchgeführt
werden können.
Somit ist unsere Werkfeuerwehr ein wichtiger und
unverzichtbarer Baustein in der Gefahrenvorbeugung;
und sollte es dennoch zu einem Notfall kommen,
wird das Schadensausmaß durch ihr schnelles und
ortskundiges Eingreifen auf ein Mindestmaß beschränkt:
24 Stunden am Tag, 365 Tage im Jahr.
16Thema Energie
Von Einsatz und Effizienzsteigerungen
Die Verringerung des Energieeinsatzes und die Diese Kennzahl (siehe Bild S. 25) verdeutlicht stärker
Verbesserung der Energieeffizienz werden seit vielen den energietechnischen Aufwand der Fertigung selbst,
Jahren mit hohem Aufwand verfolgt. Das Thema eben das, was wir verantworten. Einfluss auf den Markt
Energie verlangt langen Atem, denn soviel ist klar: Die haben wir nicht.
wesentlichen Maßnahmen zur Effizienzverbesserung Für 1 Tonne Produktionsmenge setzen wir 24,9%
sind umgesetzt. Die weitere Optimierung des weniger Energie als 1996 ein.
Energiebedarfs ist keine einfache Angelegenheit
und verlangt detaillierte Vorgehensweisen. Auch die
Modifizierung vorhandener Anlagen bei gleichzeitiger
Der Markt verändert sich
Belieferung des Marktes hat diverse Grenzen. Dem Das Produktspektrum und damit die Fertigungsanforde
stellen wir uns. rungen ändern sich mit der Nachfrage im Markt. Der
Für unsere Fertigung nutzen wir ausschließlich Erdgas Aluminiumanteil z.B. im Automobilbereich steigt konti
und elektrischen Strom. Die meisten Gabelstapler nuierlich an, um durch Gewichtsersparnis Kraftstoff
fahren mit Diesel, aber zunehmend setzen wir auch zu sparen. So werden verstärkt härtere Legierungen
Elektrofahrzeuge ein. nachgefragt.
Rund 30% des gesamten Energiebedarfs werden
durch Strom abgedeckt. Mit rund 70% ist Erdgas der
Erhöhter Stromverbrauch beim
Hauptenergieträger. Warmwalzen härterer Legierungen
In 2018 haben wir rund 640 Mill. kWh elektrischen Strom Der Stromverbrauch beim Warmwalzen ist abhängig von
insbesondere zum Antrieb der Walzanlagen sowie zum dem Material, das gewalzt werden muss. Je härter die
Schmelzen der Aluminiumspäne in den Induktionsöfen, Legierung, desto höher wird der Stromverbrauch beim
aber in zunehmendem Maße auch für die Absaugung Warmwalzen. Der Anteil der harten Legierungen ist in
und Reinigung von gering belasteter Abluft bzw. Abgas den letzten 10 Jahren kontinuierlich angestiegen. Dies
aus der Produktion benötigt. ist bedingt durch die Zunahme der harten Produkte –
An Erdgas wurden in 2018 insgesamt 1.447 Mill. kWh insbesondere Automobilbleche – und den Rückgang bei
eingesetzt, dies entspricht ca. 140 Mill. m³. Die größten weichen Produkten – wie z. B. Lithographieblechen.
Mengen entfallen auf die Schmelzöfen im Schmelzwerk Das folgende Diagramm zeigt die Zunahme des Anteils
sowie die Vorwärmöfen im Warmbandbereich. Ein erheb- der harten Legierungen an den Warmwalzen 1 und 2.
licher Teil der Abwärme der Schmelzöfen kann zurück Hieraus kann ein Anstieg des Stromverbrauchs an
gewonnen und in Form von Heißwasser zur Prozess- Warmwalze 1 von ca. 20% und an Warmwalze 2 von
und Fernwärmeversorgung für das Wohngebiet Neuss- ca. 17% gegenüber 2009 errechnet werden.
Allerheiligen und das angrenzende Gewerbegebiet Trotz dieses nicht von Alunorf beeinflussbaren Effektes
Tucherstraße eingesetzt werden (Wärmelieferung 26,1 wurde der spezifische Stromverbrauch im Gesamtwerk
Mill. kWh in 2018; 1,8% vom Erdgaseinsatz). um ca. 8% gegenüber 2009 gesenkt. Wenn wir die
gleichen Legierungs-Spektrum wie vor 10 Jahren ge
Energiekennzahl walzt hätten, würde sich eine Reduzierung um ca. 14%
ergeben. Diese Reduzierung wurde durch den Einsatz
Wir beziehen den Energieeinsatz dabei auf die Summe
von effizienten und regelbaren Antrieben auf allen
der Produktionsmengen aller Betriebsbereiche.
Ebenen des Werkes erreicht.
90
%-Anteil harte Legierungen Warmwalzfertigung
80 Warmwalze 1 Warmwalze 2
70
60
50
40
30
20
10
0
2010 2012 2014 2016 2018
Schmelzofen 13 mit Regeneratorbrennern.
(Modernisierung 2019 geplant, Projekt Nr. 113)
17Vereinfachter Energiefluss
Schmelzwerk (Induktionsöfen und Barrenbearbeitung) Warmwalzwerk (Walzen) Kaltwalzwerk (Walzen)
Strom 640 Mill. kWh
Hilfsbetriebe
14,6 % 49,0 % 27,2 % (Druckluft)
9,2 %
4,6 %
58,1 % 33,3 % 4,0 % Hilfsbetriebe
(Heizung/
Erdgas 1.447 Mill. kWh Schutzgas)
Schmelzwerk (Schmelz-/Gießöfen) Warmwalzwerk (Vorwärmöfen) Kaltwalzwerk (Bundglühöfen)
Mehr Recycling-Aluminium in den Barren Bei ALUNORF werden zunehmend Barren aus externen
Gießereien (Sekundärherstellung) gewalzt. Außerdem
1.200.000 nimmt der Anteil der im eigenen Werk hergestellten
Barren zu. Beide Effekte führen dazu, dass der Primär
1.000.000 anteil in dem gewalzten Material sinkt. Der hohe
Sekundär aus Recycling: energetische Aufwand für die Primär-Herstellung entfällt
Barren-Input in Tonnen pro Jahr
Energieaufwand ca. 0,7 kWh/kg und es ist nur der erhebliche geringere Aufwand für
800.000 (5% von „Primär“) die Sekundärherstellung (ca. 5% des Aufwandes der
Primärherstellung) erforderlich.
600.000 Gegenüber 2011 wurden 2018 über 270 000 t mehr an
extern angelieferten Barren aus dem Recycling eingesetzt.
Der energetische Vorteil gegenüber dem Einsatz von
400.000
Primär aus Elektrolyse: primär erzeugten Barren liegt bei ca. 3,0 Mrd. kWh*). Dies
Energieaufwand ca. 14 kWh/kg
kann man vergleichen mit dem gesamten Energieeinsatz
200.000 der ALUNORF am Standort von ca. 2 Mrd. kWh. Die
Energieeinsparung durch den vermehrten Einsatz von
0 Barren aus dem Recycling übersteigt somit weit den
2011 2012 2013 2014 2015 2016 2017 2018 Energieeinsatz im gesamten Werk der ALUNORF.
*) In den Gießereien der Primärhütten wird ebenfalls in begrenztem Umfang Sekundäraluminium verarbeitet. Laut Daten des Gesamtverbandes der Aluminiumindustrie (GdA) lag der
Recyclinganteil 2014 insgesamt bei 16 %. Der Anteil wurde bei der Berechnung berücksichtigt.
Folgende Maßnahmen haben wir in den vergangenen Jahren zur Steigerung der
Energieeffizienz umgesetzt:
Energiegespräche in den Produktionsbereichen Nutzung von Abwärme der Schmelzöfen
Schulung und Motivation der Mitarbeiter (auch Wärmequelle für Fernwärme)
Druckluftoptimierung mit einer Halbierung des
Schutzgasmotoren (BHKWs), die neben dem
Druckluftbedarfes
Hauptprodukt Schutzgas auch elektrischen Strom,
Heißwasser sowie Warmwasser erzeugen Verbesserung der Drucklufterzeugung mit Optimierung
der zentralen Kompressoren-Steuerung und Mini
Einsatz regelbarer Antriebe insbesondere in
mierung der Abblasemengen bei Lastschwankungen
Barrenbearbeitung und Schmelzwerk
Energiemonitoringsystem zur Online-Erfassung
Ausrüstung der Schmelzöfen 5, 6, 9 und 10 mit der Energieeinsätze
Regeneratorbrennern
Umbau von Pumpen und Ventilatoren auf regelbare
Neubau der besonders energieeffizienten Antriebe und Verbesserung der Anlagensteuerung.
Bundglühöfen 30 - 34 Neubau der Tieföfen 7/8, 11/12 und 13/14 mit
Neubau von sparsamen Stoßöfen Direktbeheizung (ohne Strahlrohre)
18Was in die Luft geht
Treibhausgase und Luftschadstoffe
Kohlendioxid durch Energieeinsatz
Die größten Mengeneinträge in die Atmosphäre ergeben
sich durch den Einsatz von Erdgas und Strom in der
Produktion. Als wesentlicher Umweltaspekt folgt daraus
die Freisetzung von Kohlendioxid (CO2). CO2 hat wegen
des Einflusses auf den Treibhauseffekt (Erdklima) globale
Bedeutung. Die CO2-Menge stellt unseren höchsten
Eintrag aller Gase in die Atmosphäre dar. CO2 ist daher
eine bedeutende Umweltauswirkung.
Der CO2-Ausstoß ist proportional zum Energieeinsatz,
denn CO2 wird durch Umrechnungsfaktoren aus den
Energiedaten errechnet. Verringert sich der Energie Schmelzöfen mit Abwärmenutzung
bedarf, so sinkt die CO2-Rate mit. Wir konzentrieren uns
daher bei allen Zielen und Maßnahmen auf die verständ
licheren Energiedaten.
Andere Treibhausgase gering
Gase wie z.B. Methan (CH4) und Lachgas (N2O) oder
Kältemittel fallen vergleichsweise gering aus. Sie werden
zum besseren Vergleich des Treibhauseffektes auf eine
CO2-Menge umgerechnet (CO2-Äquivalente).
Die unten stehende Tabelle zeigt alle relevanten direkten
und indirekten Treibhausgasquellen des Werkes. Direkte
werden im Werk freigesetzt, indirekte außerhalb des
Werkes, insbesondere von Kraftwerken. Abluftreinigung Kaltwalzbereich mit Walzölrückgewinnung
Direkte Emissionen Äquiv.-Faktor 1) Menge 2018 Menge 2018 Anteil
t/a [t CO2 eq/a] Gesamt CO2%
Verbrennung von Erdgas am Standort 1 264.719 264.719 37,4
Verbrennung von Lacken und Beschichtungen 1 4.946 4.946 0,7
im Recycling-Center (Prozessemissionen)
Diesel für Fahrzeuge inkl. Notstrom 1 3.933 3.933 0,6
Methan 28 100 2.812 0,4
Kältemittelverluste div. 0,42 451 0,1
Feuerlöschanlagen 1 42 42 0
Kantine / Flüssiggas 1 0,0 0 0
Di-Stickstoff-Monoxid 265 0,14 37 0,01
Polyfluorierte Kohlenwasserstoffe (PFC) 0 0 0
Schwefelhexafluorid (SF6) 0 0 0
Indirekte Emissionen Äquiv.-Faktor 1) Menge 2018 Menge 2018 Anteil
t/a [t CO2 eq/a] Gesamt CO2%
Indirektes CO2 durch Stromerzeugung aus dem 1 428.689 428.689 60,6
Strombedarf des Werkes (Basis: Emissionsfaktor 0,67 kg CO2/kWh)
An- und Abfahrt der Mitarbeiter 1 1.785 1.785 0,3
Summe direkte CO2 -Emissionen 276.940 39,1
Summe indirekte CO2 -Emissionen 430.473 60,9
Gesamtsumme 707.414 100
1) Äq-faktor: Globales Erwärmungspotenzial eines Gases im Verhältnis zu CO2 GWP100 nach 5. Sachstandsbericht des IPCC 2013
Der Versand von Bändern erfolgt nicht durch ALUNORF, sondern durch die Gesellschafter Hydro und Novelis.
Daher erfolgen Angaben hier nur informativ auf Basis eigener Abschätzungen:
Versand von Bändern per Schiff : 33.000 t (inkl. Vor- und Nachlauf per LKW)
Versand von Bändern per LKW : 20.000 t
Versand von Bändern per Bahn : 4.200 t
Die Abschätzung lehnt sich an die Ermittlung nach DIN 16258 an. Sie umfasst die Betrachtungsweise „well to wheel“, berücksichtigt auch die leeren Rückfahrten.
19Luftschadstoffe
Anders als Treibhausgase mit globaler Wirkung verur des Flüssigmetalls benötigt, wodurch Chlor, Chloride
sachen Luftschadstoffe eher regionale oder lokale und Chlorwasserstoffe in den Abluftstrom gelangen.
Effekte. Hier steht der Gesundheitsschutz der Menschen Diese Schadstoffe werden in einem 2-stufigen Verfahren
und der Schutz der Natur im Vordergrund. (Natronlauge und Kalk) entfernt.
Luftschadstoffe unterliegen der Prüfung und
Genehmigung durch die Umweltbehörden. Festgelegte
Kohlenmonoxid (CO)
Grenzwerte müssen regelmäßig kontrolliert Die unvollständige Verbrennung von Erdgas (hauptsäch
werden. Um das sicherzustellen werden diverse lich beim Ein- und Ausschalten von Brennern) verursacht
Abgasreinigungsanlagen und Abluftfilter eingesetzt. die Emission von CO. Moderne Brennerregelungen
Die Tabelle unten gibt einen schematischen Überblick sorgen für die richtigen Luftmengen, wodurch eine
unserer technischen Maßnahmen. deutliche CO-Minderung erreicht wird.
Stickoxide und Kohlenwasserstoffe (Öle) Staub und Dioxine/Furane
Die beiden wichtigsten Luftschadstoffe sind Stickoxide Stäube entstehen im Schmelzwerk in verschiedenen
und organische Kohlenwasserstoffe. Prozessschritten. Diese werden erfasst und in drei
Abgasreinigungsanlagen mit Filtertaschen nahezu
Stickoxide entstehen beim Verbrennen von Erdgas
vollständig zurückgehalten. Im Recyclingbereich wird
bei hohen Temperaturen in den Ofenanlagen.
zur Vermeidung von Dioxin- und Furanemissionen Koks
Hier stehen Maßnahmen im Bereich der Brenner/
zugegeben, der mit dem Staub abgereinigt wird.
Verbrennungstechnik im Fokus der Verbesserungen.
Organische Kohlenwasserstoffe entstehen im Wesent Schwefeldioxid
lichen durch den Öleinsatz bei den Walzprozessen. Die Der sehr geringe Anteil an Schwefel im Erdgas wird beim
Abluftfilter der Kaltwalzgerüste gewinnen sogar das Verbrennen in Schwefeldioxid umgewandelt. Die Menge ist
Walzöl zurück. Diese Idee wurde von der ALUNORF in im Verhältnis zu den anderen Luftschadstoffen sehr gering.
den 70er-Jahren entwickelt und seitdem weltweit gebaut!
Die Balkendiagramme auf Seite 24 zeigen die Ergeb Gerüche
nisse unserer Maßnahmen seit der Einführung des Emulsionen und Walzöle im Warm- und Kaltbandbereich
Umweltmanagementsystem in 1996 anhand von können Gerüche mit Ölcharakter verursachen. Sie
Kennzahlen (spezifische Menge pro Tonne versandtes werden durch die Abluftreinigungsanlagen soweit
Walzband). Alle Daten zu den Luftschadstoffen finden wie technisch möglich minimiert. Was dennoch in die
Sie in der Input-Output-Bilanz auf den Seiten 34/35. Umwelt gelangt, ist nach behördlicher Prüfung auf Basis
der Geruchsimmissionsrichtlinie des Landes Nordrhein-
Anorganische Chlorverbindungen Westfalen zulässig, da keine Gesundheitsgefahr auf
Chlorhaltige Luftschadstoffe entstehen durch die Pro grund des Geruchscharakters besteht und die Zeiten mit
duktion im Schmelzwerk. Hier wird Chlor zur Reinigung Geruch unter den Richtwerten liegen.
Luftschadstoffe und technische Minderungsmaßnahmen
Anlagen Luftschadstoffe Minderungsmaßnahmen
Schmelzwerk Stickoxide Brennertechnik
Kohlenmonoxid Natronlaugewäscher
Chlor und Chloride
Dioxine/Furane
Gewebefilter mit Kalk
oder Kalk-/Kokszugabe
Staub
Warmbandbereich Tröpfchen Brennertechnik
Öldämpfe Aktivkohlefilter
Gerüche Tröpfchenabscheider
Stickoxide
Kaltbandbereich Tröpfchen Abluftwäscher neuer
Öldämpfe Bauart (tropfenfreie
Gerüche Airpure-Anlagen)
Walzölrückgewinnung
Abgasreinigung im Schmelzwerk.
20Geräusche Transporte
Umweltlärm
Nebeneinfahrt 1
Lärm ist für den Menschen auch ohne Messung gut Fuggerstraße
wahrnehmbar. Liegen mehrere Geräuschquellen vor,
so hört man immer nur den stärksten Lärm. Einzelne
Verursacher lassen sich dann nicht mehr messen.
Haupt-
Anlagenlärm Nebeneinfahrt 2
Am Fuchsberg Werks-
einfahrt
Der Anlagenlärm der ALUNORF wird an den behördlich
vorgegebenen Bezugspunkten von Verkehrsgeräuschen
der Autobahnen A 57 und A 46, der Bundesstraße B 9
und der Eisenbahnlinie Köln-Neuss praktisch überdeckt.
Physikalisch ist das mehr als das 10-fache (Verkehrslärm
>10 dB(A) höher). Auch der subjektive Eindruck bestätigt
das. Unsere Geräusche können dadurch nur rechnerisch
ermittelt werden. Dabei werden alle Lärmquellen (inkl.
innerbetrieblicher Verkehr) sowie die Schalldämmmaße
der Gebäude berücksichtigt.
An- und Ablieferungen
Das Rechenmodell liefert im Ergebnis den Lärmanteil
Anlieferungen von Aluminiumbarren für das Warmwalzen
unserer Anlagen an den behördlich festgelegten
erreichen uns größtenteils per Schiff und Bahn.
Bezugspunkten in der Nachbarschaft der ALUNORF.
Walzbarren aus dem angrenzenden Rheinwerk der
Kritisch ist hierbei der Lärm zur Nachtzeit (größere
Hydro werden über ein innerbetriebliches Werkstor
Störwirkung > niedrigere Lärmrichtwerte). Alle behörd
transportiert, ohne dass öffentliche Straßen genutzt
lich vorgegebenen Lärmwerte werden tags und nachts
werden. Flüssiges Aluminium sowie Hilfs- und Betriebs
eingehalten.
stoffe werden mit LKWs angeliefert.
Ablieferungen von fertigem Kalt- und Warmband erfolgen
je nach Entfernung und Logistik der Empfänger durch
Bahn, Schiff und LKW. Der Bahnanteil liegt bei rund
18% und der Schiffsanteil bei etwa 16%. Ein großer
Teil unserer LKW-Ablieferungen geht in das nur 20 km
entfernte Grevenbroich. Dadurch verursachen diese
Pendel-LKWs nur eine sehr geringe Verkehrsbelastung.
Optimierung der Logistik
Nach wie vor gibt es Herausforderungen für die Logistik
zur Versorgung des Werkes mit Ausgangsstoffen und
zum Versand von fertigen Produkten. 2018 war der
Die zwei zusätzlichen Werkseinfahrten führen zu einer
niedrige Rheinpegel die Ursache, dass der Anteil der
Verringerungdes Lärms durch die innerbetrieblichen
Anlieferung per Schiff zurückgegangen ist. Um das Werk
Transporte (günstigere Lage). weiterhin am Laufen zu halten, mussten Anlieferungen
verstärkt per LKW erfolgen.
Seit 2016 gibt es 2 weitere Werkseinfahrten, die unseren
An- und Ablieferverkehr entzerren. Aber die Optimierung
der Logistik geht weiter. Aktuell haben wir den Versand
an Kaltwalzbändern auf das sogenannte „Time-Slot“-
System umgestellt. Dabei erhalten die Speditionen für
jede beauftragte An-/Ablieferung ein kurzes Zeitfenster
(Time-Slot) zugewiesen, in der der LKW ankommen
muss. Nur wenn der LKW pünktlich ankommt, darf
er in das Werk einfahren und wird abgefertigt. Da
die zugeteilten Zeitfenster sich gleichmäßig über die
Tagzeit verteilen, ergibt sich eine Vergleichmäßigung der
Verkehrsströme. Daher wird die Wahrscheinlichkeit von
Neue Schwerlaststapler mit leisem Elektro- statt Diesel Staus verringert, da nicht mehr mehrere LKW (ggf. im
antrieb werden für den innerbetrieblichen Transport in Konvoi) unkoordiniert gleichzeitig ankommen.
zunehmendem Maß eingesetzt.
21Sie können auch lesen