ELEMENTS - DATENSTRÖME: BIG BUSINESS DURCH BIG DATA * - REAKTIONSTECHNIK: MIKRO MACHT MOBIL
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

BIOKATALYSE: REAKTIONSTECHNIK:
MEHR BIO IM VERBUND MIKRO MACHT MOBIL
ELEMENTS DEZEMBER 2015
# 53
DATENSTRÖME:
BIG BUSINESS DURCH
BIG DATA *
DAS INNOVATIONSMAGAZIN
www.evonik.de
Unsere Zukunftsexperten
beherrschen das Ideen-Kamasutra:
in 43 Stellungen zur besten Idee.
Evonik ist der kreative Industriekonzern. Mit Leiden-
schaft und Know-how entwickeln unsere Experten die
Lösungen von morgen – von Leichtbau bis Medizin-
technik. Unsere strategische Innovationseinheit Creavis
eröffnet als Impulsgeber unseren Kunden neue Märkte
und schafft so die Grundlage für eine langfristig
erfolgreiche Partnerschaft. Besuchen Sie uns in der
Zukunft unter www.creavis.de.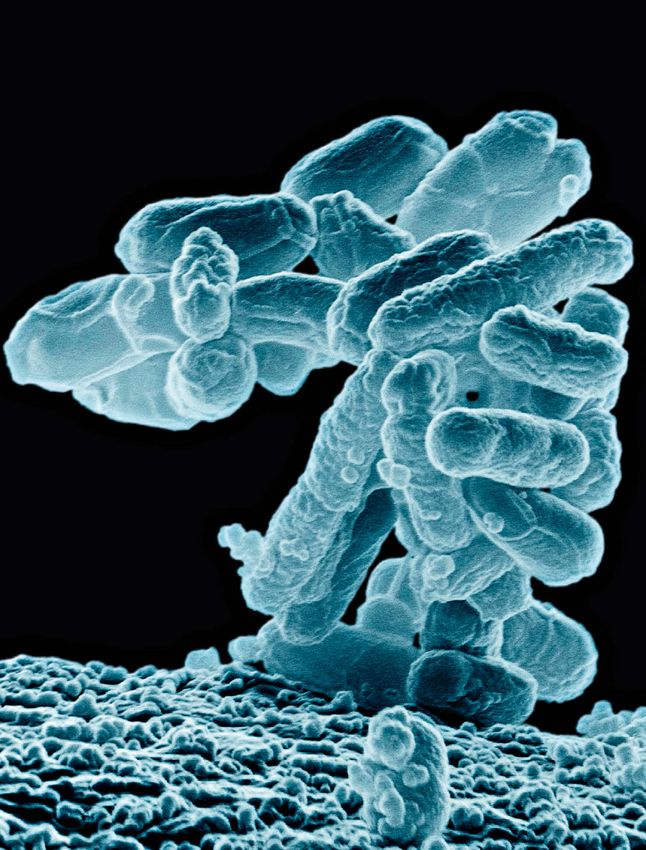
EDITORIAL
Elementar
Mehr Kooperationen wagen, offen kommuni
Prozessoptimierung
zieren: Das sind laut einer Innovationsstudie im
durch Big Data. Seite 04 Auftrag des VCI wichtige Elemente, um Innova
Dr. Ulrich Küsthardt
tionen den Weg zu ebnen. Dahinter steht das Chief Innovation
INHALT
Wissen, dass Innovation ein komplexer Prozess Officer,
Evonik Industries AG
ist, der in parallelen, sich gegenseitig beein ulrich.kuesthardt
flussenden Schritten verläuft. Wer ihn optimie @evonik.com
04 Digitale Intelligenz ren will, muss sich insbesondere auch mit der
Big-Data-Analyse als neues Schnittstelle von Wirtschaft und Wissenschaft
Werkzeug für die Prozess auseinandersetzen. Deshalb suchen wir die Nähe
optimierung
zu Hochschulen, Forschungsinstituten und In
12 Biokatalyse dustriepartnern, um gemeinsam schneller zum
Neues Enzymsystem ermög-
licht Zugang zu 1-Alkenen Ziel zu kommen. Beispiele sind unsere Zusam
menarbeit mit dem Fraunhofer ICT-IMM in Mainz
15 Gastkommentar
Prof. Dr. Harald Gröger über (ab S. 22) oder unsere neueste Venture-Capital-
das Potenzial der Biokatalyse Beteiligung an Airborne Oil & Gas (S. 30).
für Basis- und Bulkchemikalien Dazu gehört auch der offene Austausch. Vor
16 Aceton aus Abgas 13 Jahren haben wir die Zeitschrift elements an
Wie Bakterien CO2 in gefragte den Start g ebracht, um insbesondere die wissen
Wertstoffe verwandeln können
schaftliche Community über unsere Innovati
22 Anlagen im Kleinformat onsaktivitäten auf dem Laufenden zu halten und 03
Small-Scale-Chemie macht
die Möglichkeiten der Mikro-
unseren Dialog mit der Fachwelt zu unterstützen.
reaktionstechnik zugänglich Ein Angebot, das gern angenommen wird, wie
26 Den Wandel katalysieren unsere Leserumfrage im Herbst 2014 gezeigt hat.
Die Bewegung im Energie- Das positive Ergebnis hat uns ermutigt, elements
markt bietet neue Chancen für inhaltlich und vor allem optisch weiterzuentwi
die Katalysatorentwicklung ckeln.
34 Evonik-Innovationspreis 2015 Der Kern der Zeitschrift, die Vorstellung unserer
Fotos Seite 3: Maximus Chatsky, Dirk Bannert/Evonik, Stefan Wildhirt/Evonik
Die Finalisten Innovationsprojekte, hat sich nicht geändert.
10 Data Mining Wir haben ihm aber einige neue Elemente hinzu
Smarte Prozesse gefügt, unter anderem den Gastkommentar.
20 Corporate Foresight Hier laden wir Hochschulforscher ein, ihre Sicht
Soft-Robotik
29 CompanyNews
auf Forschungstrends darzustellen.
32 Professionals Dr. Jens Busse Bei dem fertigen Heft steht nun die gleiche
38 Wunschzettel Frage im Raum wie bei einer neuen E ntwicklung:
Prof. Dr. Renée Schroeder Wird es den Markt, in diesem Fall die Leser,
39 Lesetipps / Impressum
überzeugen? Sagen Sie uns Ihre Meinung: Lassen
Sie es uns wissen, wenn Ihnen etwas besonders
gut oder überhaupt nicht gefällt. Nur so können
wir lernen, uns und auch das Heft weiterent
wickeln und mit Ihnen in einen Dialog kommen.
Das ist für uns elementar.
Titel und Rücktitel: Maximus Chatsky
Feedback
Sagen Sie uns Ihre
Dr. Jens Busse betritt immer wieder Meinung zur neuen
Neuland – von Berufs wegen. Seite 32 elements:
elements@evonik.com
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIK
GLOBAL CHALLENGES: BIG DATA
04
Illustration: Maximus Chatsky
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIK
GLOBAL CHALLENGES: BIG DATA
BIG BUSINESS
DURCH
BIG DATA
Daten sind das Rohöl des 21. Jahrhunderts – aber nur, wenn sie umfassend
gespeichert und gewinnbringend genutzt werden. Ein interdisziplinäres Team
von Evonik hat nun damit begonnen, Big Data als neues, digitales Werkzeug
für die Prozessoptimierung zu erschließen.
05
D
von Dr. Kai Dadhe
iese These ist nahezu unbe Data daher gar nicht hoch genug bewerten.
stritten: Alles, was digitali Den meisten Unternehmen sind Bedeutung
sierbar ist, wird digitalisiert und Potenziale der Digitalisierung durch
werden. Damit steigt über aus bewusst. Die eigentliche Herausforde
kurz oder lang der Grad der rung ist die gezielte Nutzung der Datenfülle
Digitalisierung auch im pro für die klassischen Zwecke des produzie
duzierenden Gewerbe. Das betrifft sowohl renden Gewerbes, also für Produktivitäts
die horizontale Wertschöpfungskette zwi steigerung, Verfahrensoptimierung und
schen Zulieferern, Produktion und Kun Effizienz
gewinn. In vielen Unternehmen
den als auch die vertikale Wertschöpfung wächst zwar der Datenstrom ständig an,
entlang der verschiedenen Bereiche eines aber nur ein sehr kleiner Teil davon wird
Unternehmens von Einkauf und Logistik verwertet.
bis Marketing und Vertrieb. Digitale In Auch die Chemiebranche steht noch
Anlagen erzeugen einen telligenz ist heute überall – jedes Bauteil, ziemlich am Anfang. Denn in der Prozess
stetig wachsenden Strom Gerät oder Modul liefert mehr Daten als industrie erfolgen Entwicklung und Ver
an Daten. Richtig genutzt,
lassen sich damit die sein Vorgänger, Prozesse und Mitarbeiter besserung von Verfahren und M ethoden
Prozesse immer effizienter erzeugen eine wachsende Fülle an digita per se langsamer. Sie haben weit länge
steuern. ler Information. Man kann das Thema Big re Taktzeiten als b eispielsweise IT-,
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIK
GLOBAL CHALLENGES: BIG DATA
Digitale Information ist eine neue und reiche Quelle
für die künftige Prozessoptimierung. Aber: Erfahrung
und Kompetenz bleiben so wichtig wie bisher.
Der Abgleich digitaler
Information mit Expertenwissen
macht aus nackten Daten
wertvolle Werkzeuge.
Telekommunikations- oder Dienstleis Ahnung vom großen Bild zulassen, eröff Management und die Analyse von Betriebs
tungsunternehmen. Dennoch ist der Ein net erst das vollständige Puzzle neue Wege zuständen gewinnen an Zuverlässigkeit und
satz von Big Data für die chemische Indus für eine interdisziplinäre und strategische Transparenz.
trie eine Aufgabe, an der angesichts sich Optimierung von Wertschöpfungsketten. Auch für Bereiche außerhalb der Produk
wandelnder Märkte, wachsender Kunden tion ist digitale Intelligenz ein Zugewinn:
erwartungen und steigender Energie- und Big Data koppelt menschliche Gewinnmargen lassen sich in Abhängigkeit
Rohstoffkosten kein Weg vorbeiführt. und digitale Intelligenz von den Kosten der Rohmaterialien simu
Natürlich waren Chemieunternehmen In Zukunft gibt es kein Big Business in der lieren. Wer Datenbanken intelligent ana
auch in den Zeiten vor der rasanten Digi chemischen Industrie ohne optimale Nut lysiert, kann Patent- und Marktrecherchen
talisierung stets bestrebt, ihre Produktion zung digitaler Intelligenz. Allerdings erzeugt beschleunigen, die Volatilität einzelner
auf modernem Stand zu halten. Bei Evonik das Schlagwort Big Data oftmals Vorbehalte Märkte besser abschätzen und seine Reak
werden Verfahren und Abläufe seit Langem oder gar Ängste. Wird der Mensch überflüs tionsgeschwindigkeit auf Marktänderungen
kontinuierlich optimiert und neuen Anfor sig? Übernimmt der Computer das Kom erhöhen.
derungen angepasst. Kosten- und Energie mando? Was also heißt Big Data ganz kon
effizienz gehören zu den wichtigen Zielen kret für die Produktion? Wie aus Daten praktikable
jeder einzelnen Anlage, und Innovationen Dabei geht es nicht um das Spiel mit gro Werkzeuge werden
sind eine feste Grundlage für Wettbewerbs ßen Zahlen wie Tera-, Peta- oder Exabytes. Die Integration digitaler Intelligenz gleicht
06 fähigkeit und Nachhaltigkeit. Big Data bedeutet nicht, dass künftig digitale einem technologischen Evolutionsprozess,
Doch die bisherigen Werkzeuge für Pro Intelligenz über Vorgehen und Abläufe ent bei dem bestimmte Voraussetzungen ge
zessoptimierung und Effizienzsteigerung scheidet oder gar jeder einzelne Mitarbeiter geben sein müssen. Das Unternehmen be
geraten an ihre Grenzen. Dafür gibt es meh sein eigener IT- und Statistikexperte wird. nötigt beispielsweise die entsprechende
rere Gründe: Verbesserungen fokussieren Vielmehr ist digitale Information eine neue Infrastruktur für die Nutzung aller verfüg
herkömmlicherweise auf einen einzelnen und reiche Quelle für die künftige Prozess baren Daten. Dabei hilft die Tatsache, dass
Verfahrensschritt oder Teilprozess – die optimierung. Aber nicht die einzige: Erfah sowohl großer Speicherplatz als auch hohe
Zusammenhänge mit vor- oder nachgela rung und Kompetenz bleiben so wichtig wie Rechnerkapazitäten heute wirtschaftlich
gerten Stufen der Wertschöpfung bleiben bisher. In Zukunft werden menschliche und darstellbar sind. Auch stehen alle notwen
oft ausgeblendet oder werden nur in Teilen digitale Intelligenz sich ergänzen und eng digen Tools bereits zur Verfügung: Verteil
berücksichtigt. verzahnen: Durch Abgleich digitaler Infor tes Rechnen und horizontal skaliertes Spei
mation mit dem vorhandenen Prozess- und chern sind mittlerweile Alltag, parallele
Klassische Prozessoptimierung Expertenwissen werden nackte Daten zu Algorithmen erlauben moderne Datenorga
gerät an ihre Grenzen praktikablen und gewinnbringenden Werk nisation und -kommunikation.
Hinzu kommt, dass digitale Informationen zeugen. Big Data bedeutet also eine ganz Die Tools sind es aber nicht allein. Von
als Grundlage für die Prozessoptimierung heitliche und interdisziplinäre Optimierung entscheidender Bedeutung ist die Visuali
in voneinander getrennten „Daten-Silos“ unter Zuhilfenahme moderner Methoden sierung. Denn wer seinen Computer nicht
zwar vorhanden sind, ihre Verknüpfung und Technologien zur Steigerung der Wert versteht, arbeitet nicht damit. Jeder Mitar
und die Vernetzung untereinander jedoch schöpfung. beiter muss die aus Daten erzeugten Infor
schwierig und mit Hindernissen verbunden Was heißt das für die Praxis? Big Data kann mationen, Grafiken und Darstellungen im
sind. Viele heute schon verfügbare digita Vorteile in allen Bereichen der Wertschöp Arbeitsalltag intuitiv begreifen und rich
le Informationen gehen verloren, weil sie fungsketten generieren; von großer Bedeu tige Entscheidungen treffen können. Diese
schlicht nicht gespeichert werden können. tung sind diese für den alltäglichen Produk Übersetzungsarbeit von ungerichteten In
Nicht zuletzt werden Daten meist manu tionsbetrieb. Beispielsweise liefern moderne formationen in alltagstaugliche Sprache ist
ell aufgearbeitet und ausgewertet – dieses Sensoren, Durchflussmesser oder Motoren unverzichtbar, zugleich aber eine nicht zu
Vorgehen ist fehleranfällig, aufwendig und heute nicht nur Standarddaten, sondern unterschätzende Herausforderung. Sie er
langsam. Die Folge: Der Blick auf die gesam melden zusätzlich und kontinuierlich Funk fordert nicht nur spezielle IT-Instrumente,
te Produktion ist verstellt, Optimierungs tionsprobleme, schwankende Betriebspara sondern vor allem auch Alltagswissen: Wel
potenziale bleiben unerkannt, Effizienz meter oder Kommunikationsfehler. che Probleme hat ein bestimmter Prozess?
gewinne unerschlossen. Werden all diese Informationen erfasst, Wo sind Schwachstellen und Ansatzpunkte,
In dieser Mängelliste steckt bereits die gespeichert und gezielt genutzt, wird der an denen digitale Intelligenz Abhilfe schaf
Lösung: Durch Sammlung, Filterung, Auf Betrieb effizienter, Betriebszustände wer fen kann? Am Ende stehen praktikable und
bereitung und Vernetzung aller verfügbaren den feinteiliger erkannt und Fehleranalysen maßgeschneiderte Werkzeuge, die den Be
digitalen Informationen entsteht eine ein einfacher und treffsicherer. Daneben kön trieb nicht nur effizienter und zuverlässiger,
heitliche Sprache für das Gesamtsystem. So nen Instandhaltung und Wartung für jedes sondern – entgegen mancher Erwartung –
wie einige wenige Puzzleteilchen kaum eine einzelne Aggregat adaptiert werden. Das in vielen Fällen auch einfacher machen.
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIK
GLOBAL CHALLENGES: BIG DATA
07
Illustration: Maximus Chatsky
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIK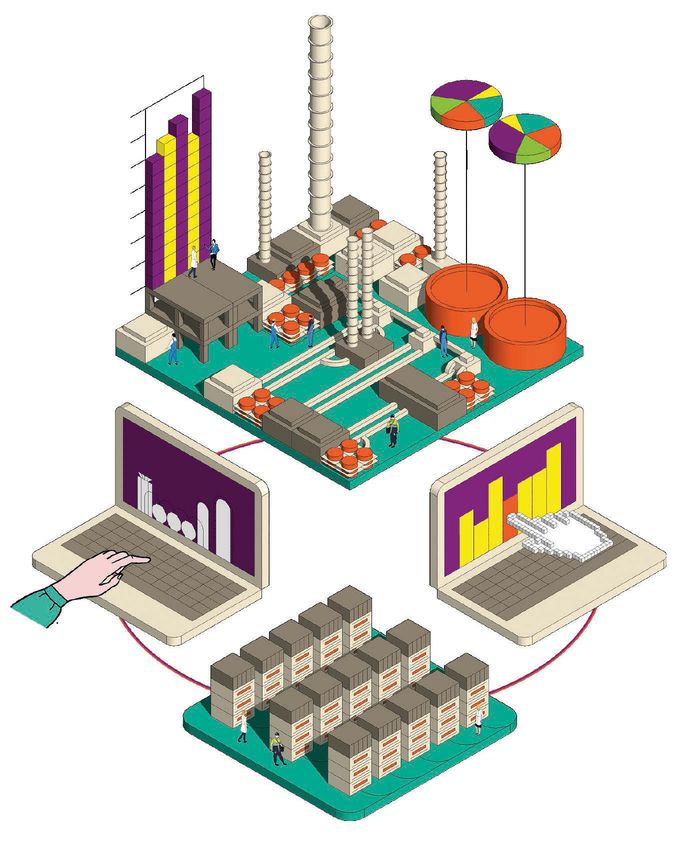
GLOBAL CHALLENGES: BIG DATA
Performance Mate-
rials hat Daten-Silos
aufgelöst und digitale
Informationen aus
unterschiedlichen
Quellen zusammen-
geführt. Das ist die
Basis, um Produktions
abläufe, Instandhaltung
und Energie- und
Rohstoffverbräuche
zu optimieren und
Fehlerquellen schnell
zu finden.
BIG DATA IN DER PRAXIS:
PROZESSOPTIMIERUNG AUF KNOPFDRUCK
Wie viel Energie verbraucht mein Prozess gerade? Liegt die Katalysatoraktivität noch im Optimum? Funktionieren alle Aggregate
störungsfrei? Diese Fragen tauchen tagtäglich in der Produktion auf. Big Data soll helfen, sie schneller zu beantworten.
Es ist oft nicht so leicht festzustellen, ob ein Prozess bereits optimal beschäftigt sich mit zwei unterschiedlichen Aufgaben: zum einen mit
08 läuft. Die Bestimmung der entsprechenden Parameter kann sehr auf- Predictive Maintenance, also der vorausschauenden Instandhaltung,
wendig sein. Denn die herkömmliche Verfahrensweise basiert meist zum zweiten mit konkreten Verfahrensfragen.
auf vorgegebenen Zeitplänen und viel Empirie. So erfolgt in der
Regel eine Wartung von Aggregaten nach bestimmten Intervallen, Hintergrund bei Predictive Maintenance ist die Frage, wie es mithilfe
Katalysatoren werden nach festen Ablaufplänen erneuert, Energie- digitaler Intelligenz gelingen kann, bestimmte Aggregate effizienter
und Rohstoffverbräuche nur in großen Abständen kontrolliert. und flexibler zu warten und instand zu halten. Im bisherigen Betrieb
zeigte sich, dass diese Aggregate besonders anfällig für Ablagerun-
Die Nutzung aller digitalen Informationen ermöglicht weit mehr, gen sind, die die Effizienz des Verfahrens beeinträchtigen und einen
nämlich eine zu jeder Zeit optimale Prozessführung und -über erhöhten Instandhaltungsaufwand nach sich ziehen. Durch Nutzung
wachung. Diese verwenden alle verfügbaren digitalen Informationen und Auswertung aller verfügbaren digitalen Messdaten soll geklärt
zur gezielten Optimierung wesentlicher Parameter. Sie erlauben werden, wie es zu den Ablagerungen kommt, welche Prozesspara-
Momentaufnahmen, die einzelne Aggregate im Auge behalten und meter sie fördern und wie sie verringert werden können. Ziel ist die
Energie- und Stoffflüsse in jeder Sekunde erfassen. Digitale Intelli- Entwicklung angepasster Wartungsinstrumente, die den störenden
genz liefert sogar Prognosen beispielsweise über den weiteren Ver- Einfluss minimieren und Kosten sparen.
lauf einer Reaktion oder über den exakten Zeitpunkt, an dem Geräte
oder Bauteile gewartet oder ausgetauscht werden müssen. Das zweite Teilprojekt fokussiert in einem großtechnischen Ver
fahren auf unerwünschte Schwankungen einer bestimmten Stoff
Evonik hat im Geschäftsgebiet Performance Intermediates bereits eigenschaft – ein Phänomen, das in der chemischen Produktion
in den vergangenen Jahren untersucht, welche Vorteile die Nutzung häufig auftritt. Hier soll Big Data klären helfen, warum der Parameter
der Datenwelt für bestimmte Fragestellungen bringt. Am Beispiel variiert und welcher vorangegangene Prozessschritt dafür ver
verfahrenstechnischer Prozesse konnte gezeigt werden, dass sich der antwortlich ist. Sind es möglicherweise bereits Vor- oder Zwischen-
Energieverbrauch spürbar senken lässt. Digitale Daten können produkte, die in ihrer Zusammensetzung schwanken? Mit diesen
darüber hinaus klare Angaben liefern, wann genau der Katalysator Untersuchungen wird deutlich, wie wichtig es ist, den Blick auf die
gewechselt werden muss. Sie erlauben sogar Berechnungen zu gesamte Wertschöpfungskette zu richten, um schnell und sicher
der Frage, welche monetären Verluste ein momentaner Abfall der Fehler und Ursachen aufzuspüren.
Selektivität nach sich zieht.
Das Pilotprojekt verfolgt mehrere Ziele: Hypothesen der Experten
Auf diese ersten Schritte folgt nun ein größerer Sprung. Im Sommer zur Fehlerursache können mit den vorhandenen Daten validiert
2015 startete das Geschäftsgebiet in Kooperation mit dem Geschäfts- oder falsifiziert werden. Die Mitarbeiter lernen, Ursache-Wirkung-
gebiet Verfahrenstechnik & Engineering von Technology & Infra- Beziehungen in einem komplexen digitalen Raum zu erkennen und
structure und dem Bereich Global IT & Processes ein Pilotprojekt, mit für die Produktionspraxis zu nutzen. Sie lernen, Daten zu nutzen
dem die Potenziale digitaler Information für definierte Produktions und Daten zu vertrauen. Gelingt es in dem Projekt, Effizienz und
verfahren genauer ausgelotet werden. Fragen zur Nutzung von Anlagenverfügbarkeit zu steigern und definierte Produktqualitäten
Big Data für die Prozessoptimierung werden dabei aus technischer, zu sichern, profitiert davon nicht nur der einzelne Bereich. Vielmehr
methodischer und wirtschaftlicher Sicht unter Einbeziehung der wird dadurch bewiesen: Die großen Potenziale von Big Data für die
Kompetenzen im gesamten Unternehmen beleuchtet. Das Projekt gesamte Wertschöpfungskette sind nicht nur blanke Theorie.
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIK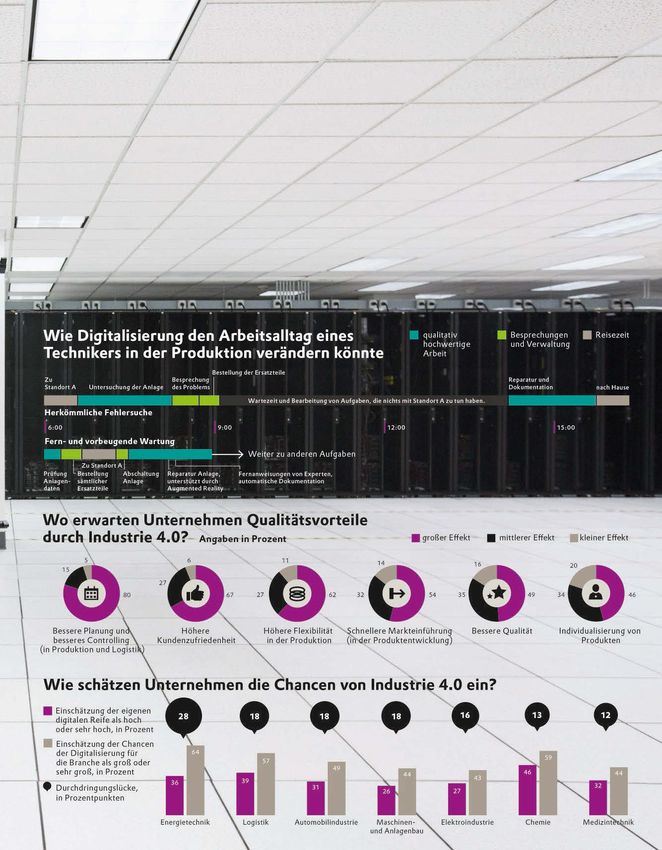
GLOBAL CHALLENGES: BIG DATA
Wer Big Data für sich nutzt, rüstet sich
für Fragen und Herausforderungen,
die wir heute noch gar nicht kennen.
Big-Data-Analyse Das Segment Performance Materials hat heute, dass Prozessoptimierung mit neuen Der Experte
im Anlagenbetrieb im Geschäftsgebiet Performance Interme digitalen Instrumenten auf großes Interesse
diates mit einigen der Evolutionsschritte der Mitarbeiter stößt und Ideen und Vor
bereits erste Erfahrungen gesammelt. Bei schläge freisetzt, die zuvor nicht möglich
verschiedenen produktionsnahen Opti gewesen wären. Denn der Mehrwert ist für
mierungsprojekten wurden Daten-Silos jeden schnell ersichtlich: Wenig nützliche
aufgelöst, die digitalen Informationen zu und wenig wertschöpfende Tätigkeiten
sammengeführt und in Kontext zueinan werden überflüssig, es entsteht Zeit für neue
Nutzen Transparenz
und tieferes Verständ- der gebracht – Letzteres ist ein besonders Aufgaben und komplexere Fragestellungen, Dr. Kai Dadhe leitet
nis, schnelle Beantwor- wichtiger Schritt. Das Geschäftsgebiet die eigene Tätigkeit wird aus ganz anderer die Gruppe Manu- 09
tung spezieller Frage- hat ein sogenanntes Kontextmodell ent Perspektive durchdacht und an kommende facturing Intelligence
stellungen, schnelle im Geschäftsgebiet
wickelt. Dabei handelt es sich um eine Anforderungen angepasst. Performance
Entscheidungen, mehr
Effizienz und Kosten
Modellierungsvorschrift, die vorgibt, wie Letzten Endes geht es um die Schaffung Intermediates mit
optimierung. Daten aus unterschiedlichen Bereichen auf einer analytischen, interdisziplinären Kul den Schwerpunkten
logische Art und Weise zusammengeführt tur, bei der Prozess-, IT-, Geschäfts- und Prozessführung,
Prozessinformations
werden können, um sie für konkrete Fra Methodenwissen eng miteinander verzahnt management und
gestellungen nutzbar zu machen. Mit die sind. Im Idealfall wird es durch Schaffung -optimierung. Dabei
sem – mittlerweile zum Patent angemelde konzerneigener Big-Data-Kompetenzen zur werden sowohl techni-
ten – Kontextmodell entflechtet der Bereich Selbstverständlichkeit, die Potenziale digi sche als auch Arbeits-
das babylonische Datengewirr und schafft prozesse mithilfe
taler Intelligenz für das alltägliche Geschäft
moderner Methoden
Möglichkeiten, bestimmte Daten schnell zu nutzen. In der Datenwelt beherrschen und Systeme ganzheit-
Voraussetzung
Big-Data-Analyse ist und einfach abzufragen und für den Prozess Geschwindigkeit und Dynamik das Ge lich betrachtet.
mehr als IT: Die An- wichtige Kennzahlen zu entwickeln. schehen. Das gilt in gewisser Weise auch für kai.dadhe@evonik.com
forderungen kommen die Umsetzung: Nur wer frühzeitig beginnt,
aus dem operativen Digitale Intelligenz wird zum Big Data strategisch für die eigenen Zwecke
Geschäft. Darüber vertrauten Mitspieler
hinaus müssen die
zu nutzen, kann die Geschwindigkeit dieser
methodischen und Big Data ist eine recht neue Herausforderung digitalen Evolution selbst mitbestimmen
technischen Voraus- für die Prozessindustrie. Viele Fragen sind und die Entwicklung mitgestalten.
setzungen geschaffen daher noch offen: Wo liegt das richtige Maß Es ist schlicht eine Frage der Zukunfts
und die Mitarbeiter an Transparenz? Wer erhält Zugang zu wel fähigkeit, ob ein Unternehmen in der Lage
geschult werden.
chen (vorher verschlossenen) Informatio ist, aus der Datenflut einen gerichteten In
nen? Unterschiedliche Kompetenzen müs formationsfluss zu erzeugen, die Datenf ülle
sen auf optimale Art und Weise gebündelt in praktikable Werkzeuge umzumünzen
werden – wie gelingt das? und die dafür notwendigen Änderungen der
Klar ist: Big Data ändert die Art und Wei Arbeits- und Organisationsprozesse zu ver
Foto: Evonik
se, wie in den einzelnen Bereichen mit Daten ankern. All das bringt nicht nur Gewinn für
umgegangen wird, es verleiht digitaler In Produktivität, Prozesse und Performance
Ziel Jeder Mitarbeiter
formation größere Bedeutung, berücksich – auch die Außenwirkung ist nicht zu un
hat jederzeit alle
Illustrationen: Maximus Chatsky
notwendigen Informa tigt sie bei allen Entscheidungsprozessen terschätzen: Wer Big Data für sich nutzt,
tionen zur Hand, und löst Grenzen zwischen den Disziplinen erweist sich als innovativer Arbeitgeber,
um optimal agieren und Arbeitsbereichen auf. Das ist eine Her sichert seine Technologieführerschaft und
zu können. Die Daten ausforderung für alle und bedarf einer pro festigt Vertrauen bei Lieferanten, Kunden
werden dazu auto
matisch grafisch so auf- fessionellen Moderation und Begleitung. Die und Partnern. Vor allem aber rüstet er sich
bereitet, dass sie ersten Erfahrungen des Geschäftsgebiets für Fragen und Herausforderungen, die wir
schnell erfassbar sind. Performance Intermediates zeigen schon heute noch gar nicht kennen.
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIK
GLOBAL CHALLENGES: BIG DATA
10
Quellen: Studien von Boston Consulting Group,
PricewaterhouseCoopers, Roland Berger Strategy Consul-
tants und Deloitte
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIKGLOBAL CHALLENGES: BIG DATA
DATA MINING
Smarte Prozesse
Industrie 4.0, Big Data, Digitalisierung, Internet der Dinge: Hinter diesen Schlagworten
verbergen sich die fortschreitende Vernetzung von Mensch und Maschine und der Wunsch,
mit der Analyse riesiger Datenmengen komplexe Systeme besser zu verstehen und vorherzusagen.
Für die Industrie bieten sie die Chance, Geschäfts- und Produktionsprozesse intelligenter zu
gestalten. IT- und Geschäftswelt wachsen deshalb immer mehr zusammen. Doch was heißt das
eigentlich genau? Eine Bestandsaufnahme.
11
Grafik: C3 Visual Lab
Foto: Jetta Productions/Blend Images/Corbis
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIKGLOBAL CHALLENGES: BIOK ATALYSE
Mithilfe eines neuen Enzymsystems kann Evonik kurzkettige Fettsäuren in
1-Alkene umwandeln. Jetzt arbeiten die Experten daran, das Enzymsystem
in lebende Zellen – zum Beispiel Escherichia coli – zu transferieren.
MEHR BIO IM
CHEMIEVERBUND
Die Industrie lebt von Netzwerken: In aus
geklügelten Verbundstandorten profitieren
12
die Produktionsprozesse voneinander.
Diese Synergien schaffen effiziente Wert
schöpfungsketten. Biotechnologische
Verfahren sollten sich möglichst nahtlos in
dieses etablierte System einfügen – so das
Ziel der Evonik-Forscher. Sie haben jetzt die
Basis für ein biokatalytisches Verfahren
gelegt, mit dem sich ein wichtiges chemisches
Zwischenprodukt gewinnen lässt.
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIKGLOBAL CHALLENGES: BIOK ATALYSE
SE KO Konzept einer Bioraffinerie,
AS HL
o rg a
M EN die Chemie und Biologie
O
nis
BI D intelligent verknüpft.
toffe
ch
eR
IO
ts
Quelle: Biokatalyse 2021, Clustermagazin,
es
off Energie und
Res
XI
ts t
e Ausgabe Nr. 2
CO2
(Fein)chemikalien
D
he
isc
auf Holzbasis
n
ga
e
toff
or
s ts
an
Re tige Nutzpflanzen/Biomass
he neuar e
isc
an
lle Nutzpflanzen/Bio
entione
rg
mass
konv e
ano
Kraftstoffe/Energie/
Re
cy
cli
Wärme und
ng neuartige Produkte
FE
ger
land
PR
tr ä
OF
wi
OD
ie
r ts toffe
Re
rg
KT
ST
ST
ch
e
sts
U
En
E
aft
RE
he
e
lic
s MA
sil
fo
RK
T
Deponie
O
Märkte und Verbraucher
von Dr. Thomas Haas
hne Erdöl stünde die mo auf biotechnologischem Wege herzustellen.
Abbildung 1. Fokus auf Nachhaltigkeit
derne Welt still. Doch nicht Die Experten haben sich auch zum Ziel ge
nur unsere Mobilität und setzt, diese Verfahren und deren Zwischen Schwerpunkt der biotechnologischen Forschung
die Energieversorgung be produkte auf Basis nachwachsender Roh bei Evonik ist es, Rohstoffe der dritten Generation
nötigen das schwarze Gold, stoffe in die chemische Verbundproduktion zu verwerten.
auch die Chemieindustrie zu integrieren. Denn nur so lassen sich fos Rohstoffe Biotechnologie
ist auf sichere Erdölquellen angewiesen. Auf sile und biogene Rohstoffströme gleicher
Pflanzenöle
der fossilen Ressource basieren Kunststof maßen nutzen und damit die etablierten, 1. Weizen Direkte
fe, Medikamente, Lacke, Farben, Textilien effizienten Wertschöpfungsketten der In Generation Mais Fermentation
Zucker
und vieles mehr. Um dieses vielfältige Pro dustrie erhalten und ausbauen, ebenso wie
duktspektrum über verschiedene Verfah das über viele Jahre erarbeitete chemische
Biomasse-Reststoffe Lignocellulose-
renswege herstellen zu können, benötigen Prozess-Know-how sowie die bestehende 2. aus Land- und Hydrolyse 13
die Industriebetriebe molekulare Bausteine Infrastruktur. Generation Forstwirtschaft Integrierte
aus der Petrochemie, vor allem Kohlen Ganz gleich ob Rohstoffe, Produkte oder Fermentation
wasserstoffe unterschiedlicher Kettenlänge. Prozesse – nur integrierte Konzepte machen
Basierend auf diesen Ausgangsstoffen hat Industriestandorte auch künftig erfolg Kommunale Abfälle
3. Pflanzenreststoffe Syngas-
die Chemieindustrie in den vergangenen reich. Diese ermöglichen es, einerseits die Generation Industrielle Abgase Fermentation
Jahrzehnten sehr effiziente Wertschöp Vorteile der Biotechnologie zu nutzen und
fungsketten und Produktionsverbunde andererseits bereits bestehende Verbund
aufgebaut und etabliert. Was als Nebenpro standorte weiterhin betreiben zu können.
dukt im Prozess eines Unternehmens an Viele Industrieprodukte, b eispielsweise
fällt, kann oftmals einem anderen Unter Kunststoffe wie Polyethylen, lassen sich nur
nehmen als Rohstoff dienen. Das Besondere sehr schwer komplett biotechnologisch er zern selbst als Rohstoff eingesetzt, etwa zur
der Chemieproduktion ist zudem: Spezial zeugen – Zwischenprodukte auf dem Weg Herstellung von Weichmachern. Ein Team
chemikalien werden nicht abgekoppelt von dorthin dagegen schon. Die Evonik-Exper der Creavis, der strategischen Innovations
Basissubstanzen erzeugt, sondern sie sind ten spüren diese molekularen Schnittstellen einheit von Evonik, hat in Kooperation mit
bei der Herstellung untrennbar miteinander auf und entwickeln alternative Prozesse auf Wissenschaftlern der Universität Graz nun
verknüpft. So lassen sich wertvolle Synergie Basis nachwachsender Rohstoffe (Abb. 1). einen biotechnologischen Zugang zu den
effekte erzielen, die den Produktionsverbund Eine Schlüsselsubstanz sind 1-Alkene, also 1-Alkenen gefunden 1. Die Experten entwi
letztlich wirtschaftlich machen. Kohlenwasserstoffketten mit einer endstän ckelten dazu einen bereits bekannten For
digen C-C-Doppelbindung: Evonik nutzt schungsansatz weiter 2: Als Ausgangsstoff
Chemie und Biologie beispielsweise Propen als Ausgangsverbin für die 1-Alkene dienten hierbei kurzketti
intelligent verknüpfen dung für die Herstellung von Acrylsäure, die ge Alkansäuren, also gesättigte Fettsäuren.
Aufgrund der schwindenden Erdölressour in die Superabsorberproduktion fließt, oder Diese entstehen auf natürlichem Wege bei
Grafik: C3 Visual Lab
cen, des Klimawandels und der CO2-Dis von Methionin, das in der Tierernährung anaeroben, bakteriellen Prozessen. Um aus
kussionen wird die Chemieindustrie aber eine Rolle spielt. 1-Buten wird von Evonik den kurzkettigen Fettsäuren die gewünsch
in Zukunft auf Alternativen aus regenerati als Rohstoff verkauft, aber auch im Kon ten 1-Alkene herzustellen, wurde ein
ven Quellen angewiesen sein. Auch Evonik
arbeitet daran, den Anteil nachwachsender
Foto: Callista Images/cultura/Corbis
Rohstoffe in seinen Produktionsprozessen
zu erhöhen. Vor allem biotechnologische
Verfahren spielen bei der Aufbereitung von
Biomasse eine große Rolle. Hier überneh
Ob Rohstoffe, Produkte oder Prozesse:
men Mikroorganismen wie Bakterien, Pilze Nur Konzepte, die Biotechnologie in die
oder spezielle Enzyme die chemischen Um
wandlungsschritte. Es geht bei Evonik aber
chemische Produktion integrieren, machen
nicht nur darum, etablierte Produkte jetzt Industriestandorte künftig erfolgreich.
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIKGLOBAL CHALLENGES: BIOK ATALYSE
Fettsäuren, sehr kleine Moleküle sind, kön
Abbildung 2. Neues Enzymsystem arbeitet mit Luftsauerstoff
nen sie die Membran von Bakterien leicht
Die oxidative Decarboxylierung gesättigter Fettsäuren zu 1-Alkenen mithilfe passieren. Die Mikroorganismen wandeln
des Enzyms OleT. Der Weg oben nutzt H2O2, um langkettige Fettsäuren (C12 diesen Ausgangsstoff mithilfe des entwi
bis C20) in 1-Alkene zu überführen. Der untere Weg verwendet das neue ckelten Enzymsystems in ihren Zellen in die
Enzymsystem (CamA/CamB), um Fettsäuren mit einer Kettenlänge zwischen
vier und 22 C-Atomen mit Sauerstoff zu decarboxylieren. gewünschten 1-Alkene um. Da die 1-Alkene
leicht flüchtig sind, lassen sie sich durch An
legen eines schwachen Vakuums einfach aus
O OleT
der wässrigen Lösung extrahieren.
OH + CO2 Die 1-Alkene bilden also eine molekulare
n n Schnittstelle und eröffnen damit die Mög
n = 7–15 H2O2 + 2 H+ 2 H2O
lichkeit, eine biotechnologische Synthese
route mit den nachgelagerten petrochemi
schen Verfahren zu verbinden. Mithilfe des
O OleT
neuen Enzymsystems von Evonik lässt sich
OH + CO2 jetzt im Labor Buttersäure zu 1-Propen um
n n
n = 0–18 O2 + 2 H+ 2e– H 2O
wandeln und daraus Superabsorber oder der
O Futtermittelzusatz Methionin herstellen.
CamB
CamA Pentansäure bietet Zugang zu 1-Buten – und
OH
n das eröffnet wiederum Wege in die weiter
OH O
führende C4-Chemie, also Verbindungen,
NAD(P)H NAD(P)+ die auf vier Kohlenstoffatomen basieren.
OH O
Glukose n
Biotechnologische Verfahren lassen sich
Formiat OH
n aber auch über einen weiteren Rohstoff mit
Phosphit
Dehydrogenase Nebenprodukte der industriellen Verbundproduktion kop
peln: über Synthesegas. Es besteht aus ei
ner Mischung von Kohlenmonoxid oder
Kohlendioxid und Wasserstoff. Synthesegas
wird aus kommunalen oder Agrarabfällen
erzeugt, aber auch in der Industrie – bei
spielsweise als Abgas in der Stahlproduk
tion. Seit Jahrzehnten wird es in der chemi
schen Synthese eingesetzt. Bakterien sind
14 etabliertes Enzymsystem verwendet: die in der Lage, aus den kleinen Gasmolekülen Der Experte
P450-Monooxygenase OleT. Sie katalysiert größere chemische Bausteine zu bilden. In
die entsprechende chemische Reaktion – Laborversuchen haben die Evonik-Forscher
eine oxidative Decarboxylierung – sehr ef Mikroorganismen dazu gebracht, reine
fizient und substratspezifisch: So lassen sich 2-Hydroxy-Isobuttersäure, kurz 2-HIBS,
gezielt und quantitativ Propen oder 1-Buten zu erzeugen: den Grundbaustein für den
Vielversprechender
produzieren. Anfang: Im Labor Kunststoff PLEXIGLAS®. Insbesondere die
Neben dem Enzymsystem wird für die konnten mit OleT hier als Rohstoff eingesetzten kurzkettigen
Reaktion aber auch ein Oxidationsmittel be sowohl Propen als auch Fettsäuren lassen sich biotechnologisch gut Dr. Thomas Haas
nötigt. Bislang war dies Wasserstoffperoxid, 1-Buten quantitativ aus Synthesegas herstellen. Damit hat sich leitet bei der Creavis
synthetisiert werden. den Bereich Science
das jedoch nicht nur zu unerwünschten Evonik nach dem 2-HIBS einen weiteren
& Technology, der
Nebenreaktionen führt, sondern auch das Zugang zu Basischemikalien ausgehend von die technologischen
Enzymsystem schädigen kann. Das Team Synthesegas eröffnet. Kompetenzen der
aus Evonik-Experten und Wissenschaftlern Um Biologie mit Chemie intelligent zu strategischen Innova
der Universität Graz hat dafür eine optima verknüpfen, forscht Evonik weiter an dieser tionseinheit in indus
trieller Biotechnologie,
le Alternative gefunden: Eine Kaskade aus sogenannten dritten Generation der Biotech Chemie, Physik und
zwei weiteren Enzymsystemen sorgt jetzt nologie. Sie hat zum Ziel, nicht nur Zucker Technik bündelt.
dafür, dass die benötigten Elektronen für oder Pflanzenreste in Synthesegas umzu thomas.haas
den Redoxprozess nicht mehr von H2O2 auf wandeln und so als Rohstoff zu nutzen, son @evonik.com
genommen werden, sondern von Sauerstoff dern auch Abfallstoffe anderen Ursprungs:
aus der Luft (Abb. 2). beispielsweise kommunale Abfälle oder In
dustrieabgase.
Nächster Schritt: Transfer in Zelle Dieser Ansatz ermöglicht es der Industrie,
Dafür musste das Forscherteam eine En unabhängiger sowohl von fossilen als auch
zymkombination finden, die bestmöglich von einzelnen nachwachsenden Rohstof 1
„Oxidative Decar
miteinander wechselwirkt und kompati fen zu werden. Denn alle Anstrengungen, boxylation of Short-
bel zueinander ist. Diese Aufgabe haben die biotechnologische Routen zu etablieren und Chain Fatty Acids to
Experten gemeistert: In weniger als einem marktreif zu machen, sind an den Ölpreis ge 1-Alkenes“, Angew.
Chem. Int. Ed. 2015,
Jahr konnten sie das Enzymsystem etablie koppelt. Nach wie vor ist das schwarze Gold
54, 8819–8822
ren und arbeiten jetzt daran, es in lebende der Hauptrohstoff, der durch die Adern der
Zellen zu transferieren. Denn für eine späte Industriebetriebe strömt. Deswegen ist es 2
M. A. Rude, T. S.
re großtechnische Produktion, zu der noch umso wichtiger, die Verbundstandorte zu Baron, S. Brubaker,
ein weiter Weg der Entwicklung und des erhalten und auf eine breitere Basis zu stellen M. Alibhai, S. B. Del
Cardayre, A. Schir
Upscalings zu beschreiten ist, bietet diese – also schwarze und grüne Rohstoffquellen mer, Appl. Environ.
In-vivo-Produktion einige Vorteile: Weil je nach Wirtschafts- und Versorgungslage Microbiol. 2011, 77,
die Ausgangsstoffe, also die kurzkettigen nutzen zu können. 1718–1727
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIKGLOBAL CHALLENGES: BIOK ATALYSE
Gastkommentar
Biokatalyse trifft
Petrochemie Prof. Dr. Harald Gröger
hat seit 2011 einen
Lehrstuhl für Organische
Chemie an der
Universität Bielefeld
inne.
harald.groeger
@uni-bielefeld.de
von Prof. Dr. Harald Gröger
B
iokatalytische Verfahren, unter denen
man im engeren Sinne die Umwandlung
von Chemikalien in wenigen definierten
Schritten unter Einsatz von isolierten Enzymen
oder diese enthaltenden Mikroorganismen ver
steht, finden bereits heute breite Anwendung in »Enzyme als Biokatalysatoren
der industriellen Chemikalienproduktion. Be haben ein enormes Synthese-
sonders erfolgreich hat sich die Biokatalyse im potenzial auch für Reaktionen mit
Bereich der Feinchemie und der pharmazeuti
schen Wirkstoffe etabliert. nicht natürlichen Molekülen.« 15
Viele der Ausgangsverbindungen sind hierbei
interessanterweise auf Petrochemie b asierende gehend mit hoher Stabilität. Bis vor Kurzem
Chemikalien, die dann in biokatalytischen konnten mit den verfügbaren Enzymen kaum
Produktionsprozessen weiterveredelt werden. Produktionsprozesse entwickelt werden,
Dies unterstreicht das enorme Synthesepotenzial die diese technischen Anforderungen erfüllen.
von Enzymen als „Katalysatoren aus der Natur“
auch für Reaktionen mit nicht natürlichen Mole Eine der Ausnahmen, die zugleich das Potenzial
külen. Eines der Erfolgskriterien der Biokatalyse der Biokatalyse auch für den Bereich Basis- und
in den Industriesegmenten der Arzneistoffe und Bulkchemie illustriert, stellt die enzymatische
Feinchemikalien mit ihren komplexen und in Produktion von Acrylamid im Mehrere-Zehn
vielen Einzelschritten aufzubauenden Zielstruk tausend-Tonnen-Maßstab dar. Zukünftig dürften
turen ist die hohe Selektivität der Enzyme. aufgrund der beeindruckenden Entwicklungen
in der Molekularbiologie mit der Konstruktion
Im Gegensatz dazu gilt die Ausdehnung des maßgeschneiderter Enzyme und hocheffizienter
Anwendungsspektrums der Biokatalyse auf den Mikroorganismen als Ganzzellkatalysatoren auch
Illustration: C3 Visual Labs
Bereich der Basis-, Bulk- und weite Teile der für diesen Industriechemikalienbereich bio
Spezialchemie bis heute als eine weitgehend noch katalytische Produktionsverfahren an Bedeutung
ungelöste Herausforderung. Diese ebenfalls gewinnen. Gepaart mit modernen verfahrens
typischerweise auf Petrochemie basierenden Aus technischen Ansätzen sollten sich somit zukünf
gangsverbindungen sind strukturell zwar einfa tig die Vorteile der Biokatalyse verstärkt auch
cher und deutlich kostengünstiger, werden aber auf den Bereich der erdölbasierten Bulk-, Basis-
Fotos: Dieter Debo, Frank Preuss/Evonik
zugleich in wesentlich höheren Produktions und Spezialchemie übertragen lassen. Im Bereich
tonnagen benötigt und weisen tendenziell deut der Oxidationschemie, beispielsweise, hat eine
lich niedrigere Kilogrammpreise auf. Ein geeig Reihe kürzlich entwickelter, teilweise bereits im
neter Katalysator für diese Produktklasse sollte Pilotmaßstab erprobter Verfahren dieses hohe
hohe Aktivitäten und Raum-Zeit-Ausbeuten Synthesepotenzial der Biokatalyse inzwischen
ebenso aufweisen wie lange Standzeiten, einher eindrucksvoll bestätigt.
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIKGLOBAL CHALLENGES: BIOTECHNOLOGIE
ACETON
AUS ABGAS
Das Projekt „CO2-basierte Acetonfermentation“ (COOBAF) hat gezeigt,
dass kohlendioxidhaltige Industrieabgase zum wertvollen Rohstoff für die
biotechnologische Herstellung von Aceton werden können.
K
von Dr. Marzena Gerdom, Dr. Jörg-Joachim Nitz
ohlendioxid ist ein Problem, ebenso klimafreundlich wie ökonomisch den Machbarkeitsnachweis erbracht, dass
so lautet eine weitverbreite- Aceton mit Kohlendioxid als alleiniger aus Industrieabgasen Produkte wie Aceton
te Meinung. Kaum jemand Kohlenstoffquelle herstellen. gewonnen werden können (Abb. 1).
sieht darin mehr als ein Bereits im Projekt VALERY (siehe ele-
Treibhausgas. Dabei hat das ments 49) war es Evonik-Forschern ge- Mehrere problematische
Abfallprodukt zahlreicher lungen, gemeinsam mit Hochschulpart- Abhängigkeiten
Verbrennungsprozesse Potenzial für Gu- nern einen Syntheseweg für Valeraldehyd Auf dem Weltmarkt werden jährlich rund
tes. Evonik-Forscher konnten zeigen, dass zu entwickeln, der als einen Ausgangs- sechs Millionen Tonnen Aceton umge-
sich Kohlendioxid als Rohstoff für die Her- stoff Kohlendioxid verwendet. Auch beim setzt. Bei der Herstellung kommt fast aus-
stellung von Basischemikalien eignet: Auf nun abgeschlossenen Projekt COOBAF hat schließlich die Phenolsynthese nach Hock
16 biotechnologischem Weg ließe sich daraus Evonik zusammen mit Hochschulpartnern zum Einsatz, wobei Benzol und Propen mit
Abbildung 1. Die Idee hinter COOBAF
Acetogene Mikroorganismen verwandeln Abgasströme in Aceton,
das dann als Rohstoff für Isophoron oder PMMA genutzt wird.
H2 Gasfermentation mit acetogenen
CO2 Mikroorganismen
CO2- und H2-reiche
Abgasströme als
Rohstoff Acetogene
CO2-basiertes Aceton Mikro-
als Rohstoff für verschiedene organismen
Produkte
O
+
Isophoron und Polymethylmethacrylat
Folgeprodukte (PMMA)
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIKGLOBAL CHALLENGES: BIOTECHNOLOGIE
Sauerstoff in einer Radikalreaktion letzt-
Abbildung 2. Vergleich industrieller und biotechnologischer Herstellung von Aceton
lich zu den Koppelprodukten Phenol und
Aceton reagieren. Dieses Verfahren hat Bei der biotechnologischen Produktion ist Aceton nicht an Phenol gekoppelt.
mehrere Nachteile: Zum einen basiert es auf
petrochemischen Rohstoffen und ist damit OH
von deren Verfügbarkeit und dem Erdöl- O O
preis abhängig. Zum anderen resultiert aus + + 3 CO2 + 8 H2 + 5 H2O
der Kopplung der Acetonproduktion an die
Produktion von Phenol, dass eine geringe Propen Benzol Aceton Phenol Kohlendioxid Wasserstoff Aceton Wasser
Nachfrage nach Phenol leicht zu einem re-
Großindustrielle Herstellung Alternative biotechnologische Herstellung
duzierten Angebot an Aceton führt.
Evonik stellt Aceton nicht selbst her.
Wohl aber benötigen verschiedene Ge-
schäftsgebiete das farblose Lösungsmittel,
beispielsweise um Isophoron und dessen
Folgeprodukte herzustellen, aber auch für
Polymethylmethacrylat (PLEXIGLAS®). So
entstand die Idee, nach einem neuartigen,
biologischen Syntheseweg zu suchen. Ziel
war es, mithilfe von Mikroorganismen aus eingesetzt. Dafür haben die Forscher eine können. Denn dieses Gas ist ebenfalls in
Kohlendioxid und Wasserstoff – typischen Reihe acetogener, weniger gut erforschter vielen Industrieabgasen enthalten.
Bestandteilen von Industrieabgasen – Ace- Bakterien getestet, die vermutlich schon bei Mittels Gentransfer brachte das Team den
ton und Wasser zu erzeugen (Abb. 2). Die der Entstehung von Leben auf der Erde eine vielversprechendsten Stämmen bei, das na-
Herstellung sollte keine Rohstoffe, sondern Rolle gespielt haben. türlich gebildete Acetyl-CoA weiter zu Ace-
bisherige Reststoffe verwenden und so die Um für die weitere Entwicklung infrage ton zu verstoffwechseln. Mitte 2012 schließ-
Atmosphäre nebenbei von etlichen Ton- zu kommen, mussten die Mikroorganismen lich erreichte das Projekt einen wichtigen
nen Kohlendioxid befreien. Denn bislang mehrere Bedingungen erfüllen: Sie mussten Meilenstein: Die Forscher konnten nach-
werden die meisten so zusammengesetzten CO2 über den Wood-Ljungdahl-Weg schnell weisen, dass ihre Bakterien aus Kohlendi-
Industrieabgase bestenfalls thermisch ge- und in hohen Mengen in Produkte umsetzen oxid Aceton hergestellt hatten.
nutzt oder sogar teilweise einfach nur beim (Abb. 3). Außerdem mussten sie langlebig Während die Molekularbiologen der Uni-
Austritt aus dem Schornstein abgebrannt, und robust sein, um eine ökonomische Fer- versitäten Ulm und Rostock nun das Erbgut
Kohlendioxid wird so der Atmosphäre wie- mentation zu ermöglichen, und in Gegen- der Organismen weiter optimierten, begann
der zugeführt. wart von Kohlenmonoxid, einem für viele bei Evonik die Entwicklung des Fermenta-
Gemeinsam mit Partnern der Universi- Mikroorganismen toxischen Gas, wachsen tionsprozesses. Die erste Schwierigkeit 17
täten Ulm (Arbeitsgruppe Prof. Dr. Peter
Dürre) und Rostock (Arbeitsgruppe Prof.
Dr. Hubert Bahl) hat Evonik deshalb Ende
2011 das vom Bundesforschungsministe-
rium geförderte Projekt COOBAF gestartet
(Förderkennzeichen 01RC1105A). Während
sich das Evonik-Team auf die Entwicklung
Abbildung 3. Stoffwechsel der acetogenen Bakterien
des Fermentations- und Downstream-Pro-
zesses konzentrierte, fiel den Hochschul- Bakterien, die CO2 über den Wood-Ljungdahl-Pfad zu Acetyl-CoA umsetzen
partnern vor allem die mikrobiologische können, wurden die Gene zur Produktion von Aceton übertragen.
und gentechnische Arbeit zu. Denn zu-
nächst einmal bestand die Aufgabe darin,
Wood-Ljungdahl-Weg Acetonsynthese
Mikroorganismen zu identifizieren, die (natürlicher Stoffwechselweg) (synthetischer Stoffwechselweg)
Kohlendioxid für ihren Stoffwechsel ver-
wenden können – eine Fähigkeit, die außer- CO
H 2O
halb des Pflanzenreichs wenig verbreitet ist. Aceton
CO-Dehydrogenase
CO2
Hohe Anforderungen an 2 [H] CO2 CO2
Formiat-Dehydrogenase
Mikroorganismen Formiat
Tatsächlich nutzten bereits 1916 Wissen- ATP, THF
Formyl-THF-Synthase Acetoacetat
schaftler Bakterien, um Aceton zu produzie- Formyl-THF+
ren. Pionier dieser Entwicklung war Chaim H +
Methenyl-THF-Cyclohydrolase H-S CoA Acetyl-CoA
Weizmann, später der erste Staatspräsident Methenyl-THF 2 [H]
Israels. Bis in die Mitte des 20. Jahrhunderts 2 [H]
CO-Dehydrogenase/
wurde das Bakterium Clostridium aceto- Methylen-THF-Dehydrogenase Acetyl-CoA-Synthase H2O Acetat
Methylen-THF
butylicum genutzt, um in der sogenannten 2 [H]
ABE-Fermentation die Produkte Aceton, Methylen-THF-Reduktase Acetoacetyl-CoA
Methyl-THF
Ethanol und Butanol im industriellen Maß- Co-FeS-P
stab herzustellen, mit Kohlenhydraten als Methyltransferase
H-S CoA
Methyl-Co-FeS-P [CO] CO
Substrat. Am Ende aber genügte die Aceton HSCoA
Grafiken: C3 Visual Lab
ausbeute des Verfahrens nicht mehr, um mit
CO-Dehydrogenase/
der Hock-Synthese zu konkurrieren. Acetyl-CoA-Synthase Acetyl-CoA
Im Gegensatz zur ABE-Fermentation
Acetyl-CoA Acetyl-CoA
wurden bei COOBAF nicht Kohlenhydrate,
sondern Kohlendioxid als Kohlenstoffquelle
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIKGLOBAL CHALLENGES: BIOTECHNOLOGIE
bestand in der Suche nach einem Labor,
Abbildung 4. Kontinuierliche Prozessführung
das Sicherheitsvorkehrungen für die Arbeit
Indem die gebildeten Nebenprodukte laufend aus dem Fermenter entfernt sowohl mit Wasserstoff als auch Kohlen
werden, gelang es, das Wachstum der Bakterien deutlich zu steigern. monoxid besaß. Fündig wurde das Team
bei der Reaktionstechnik in Marl, wo auch
Feedgas geeignete Industrieabgase nicht weit wa-
Offgas
ren. Die Forscher bauten das Labor so um,
Retentat dass es die Voraussetzungen für biologische
A rbeiten auf S1-Niveau erfüllte.
R1 R2
Feed
Das Evonik-Team entwickelte einen Fer-
mentationsprozess im Zwei-Liter-Maßstab.
Der eingesetzte Laborfermenter war dabei
UF- aus Stahl und nicht, wie bei Laboranlagen
Membran üblich, aus Glas, um bei höheren Drücken
Externe arbeiten zu können. Denn Wasserstoff und
Schlauch- Kohlenmonoxid sind bei Atmosphären-
pumpe druck nur mäßig wasserlöslich, müssen
Permeat
aber als Substrat die Bakterien in der Nähr-
lösung im Bioreaktor gut erreichen.
Außerdem betrachteten die Forscher un-
Zell- terschiedlich zusammengesetzte Gase. Da-
suspension
bei zeigte sich, dass das typische Abgas von
Stahlwerken günstige Voraussetzungen für
die Acetonproduktion bietet. Alternative
Konzepte zur Begasung verbesserten die
Versorgung der Zellen weiter.
Kontinuierlicher
Fermentationsprozess
Abbildung 5. Schnelleres Wachstum Das typische Abgas Plötzlich aber stand das Team vor einem Pro-
blem: Immer wieder hörten die Bakterien ab
Das Wachstum bei kontinuierlicher und von Stahlwerken einem bestimmten Zeitpunkt der Fermen-
diskontinuierlicher Prozessführung im Vergleich.
18
eignet sich besonders tation auf zu wachsen. Fehlte ein wichtiger
Nährstoff? Entstand ein Produkt, das das
Kontinuierliche
Prozessführung gut für die Produktion Wachstum inhibierte? Letztlich zeigte sich,
von Aceton mit dass ein Zusammenspiel mehrerer Faktoren
ursächlich war, vor allem aber die Kon-
acetogenen Bakterien. zentration des Nebenprodukts Essigsäure.
Der Batch-Prozess musste deshalb auf eine
Biomasse
kontinuierliche Prozessführung umgestellt
werden, bei der fortlaufend das Neben-
produkt entnommen wurde. Gleichzei-
Batch- tig musste ein Teil der ausgeleiteten Zellen
Prozessführung
immer wieder in den Reaktor rückgeführt
werden, da die Mikroorganismen nur rela-
tiv langsam wuchsen (Abb. 4, 5). Darüber
Fermentationsdauer hinaus erkannten die Forscher, dass sie den
Abbildung 6. Höhere Produktivität
Die Prozessentwicklung führte zu einer
kontinuierlichen Steigerung der Aceton- und
Biomassemenge.
Aceton
Aceton- und Biomasse-
Biomasse
Grafiken: C3 Visual Lab
konzentration
Fotos: Evonik
Druck- 2-l-Fermenter 2-l-Fermenter
flaschen (Batch-Prozess-
führung)
(Kontinuierliche
Prozessführung)
S1-Labor mit Anaerobierbank (links) und Zwei-Liter-Fermenter.
ELEMENTS #53 DAS INNOVATIONSMAGA ZIN VON EVONIKGLOBAL CHALLENGES: BIOTECHNOLOGIE
dern auch als geeignetes Strippgas. Es war Die Experten
Abbildung 7. Der Downstream-Prozess
möglich, das Aceton so schnell zu entfernen,
Der auf Basis von Absorption entwickelte Prozess wie die Prozessführung es erforderte. Sollte
liefert hohe Ausbeuten und Reinheit. man nun das Aceton per Kondensation oder
Absorption aus dem Strippgas entfernen? Es
stellte sich heraus, dass die Absorption auf-
CO2/H2-haltiger Absorbens grund ihrer höheren Ausbeuten die Metho-
Gasstrom de der Wahl darstellt (Abb. 7). Dr. Marzena Gerdom
Aceton In verschiedenen Simulationen haben ist seit 2011 als
die Forscher ein gutes Absorbens identifi- Prozessingenieurin
in der Abteilung
Mit Aceton ziert. Es kann große Mengen Aceton auf- Bioprocess Technology
beladenes nehmen und wird nur in geringer Menge & LCM des Geschäfts-
Absorbens selbst verbraucht. Vor allem aber stimmte gebiets Verfahrens-
Mit Aceton technik & Engineering
die Reinheit des Acetons: Sie lag bei mehr
beladener von Technology &
Gasstrom als 95 Prozent und ließe sich leicht auf mehr Infrastructure tätig.
als 99 Prozent steigern. Da die wesentliche marzena.gerdom
Verunreinigung Wasser ist und Wasser bei @evonik.com
Isophoron-Prozessen nicht stört, war damit
der nächste Meilenstein erreicht – und das
Projekt fast am Ziel.
Abschließend erfolgte das Life Cycle As-
sessment (Abb. 8a, b). Verglichen mit dem
Fermenter Absorber Destillationskolonne
bloßen Verbrennen der Industrieabgase
fiel die CO2-Bilanz der biotechnologischen
Acetonproduktion deutlich positiver aus
(Szenario 1). Selbst wenn die Forscher be- Dr. Jörg-Joachim
rücksichtigten, dass der Wasserstoff im Ab- Nitz beschäftigt sich
gas thermisch genutzt werden könnte (Sze- als Gruppenleiter im
Innovationsmanage-
nario 2), die verlorene Wärmequelle also in ment Crosslinkers mit
Ertrag deutlich steigern konnten, indem sie der Praxis durch Erdgas kompensiert wer- Forschungsprojekten
Abbildung 8a. LCA auf dem Gebiet der
dem Nährmedium bestimmte Kofaktoren den würde, lag der biologische Prozess noch
Produktionsphasen, für zusetzten: So förderte beispielsweise günstiger als der momentane großindus Isophoronchemie.
die das LCA erfolgte. Magnesium selektiv die Acetonausbeute, trielle chemische Benchmark-Prozess. joerg-joachim.nitz
@evonik.com
wogegen andere Spurenelemente unspezi- Bis zum Projektabschluss Ende 2014 wurde 19
CO2,
H2, CO fisch die gesamte Produktivität erhöhten. die anfängliche Produktivität des Prozesses
Die Prozessentwicklung führte zu einer um mehr als drei Zehnerpotenzen gesteigert.
Steigerung des fermentativ gebildeten Ace- Jetzt wäre noch einmal ein Faktor 20 nötig,
tons (Abb. 6), letztendlich stieg die Produk- damit das neue Verfahren im industriellen
Fermentations-
tivität des Prozesses um mehrere Zehner- Maßstab mit der Petrochemie auch ökono-
prozess
potenzen. misch konkurrieren könnte. Ansätze dazu
Jetzt stand der Downstream-Prozess an. sehen die Beteiligten sowohl auf genetischer
Hier kam dem Evonik-Team der niedrige als auf prozesstechnischer Seite. Aber bereits
Downstream- Dampfdruck des Acetons zur Hilfe, der es jetzt konnte gezeigt werden, dass es auf bio-
prozess
ermöglichte, das Aceton aus der Fermen- technologischem Weg grundsätzlich mög-
tationsbrühe herauszustrippen. Dabei er- lich ist, aus dem „Abfall“ CO2 gefragte Wert-
wies sich die Mischung von Wasserstoff und stoffe herzustellen – und das auf ökonomisch
Aceton
Kohlendioxid nicht nur als Feedgas, son- wettbewerbsfähige Weise.
Abbildung 8b. Ergebnis des Life Cycle Assessment (LCA)
Je nach Szenario ergab das LCA der biotechnologischen Acetonherstellung eine mehr oder weniger große Reduktion des Beitrags zum Treibhauseffekt gegenüber
dem chemischen Prozess. Links: Szenario 1, keine Substitution der thermischen Energie. Rechts: Szenario 2, Substitution der thermischen Energie durch Erdgas.
3,0 3,0
Benchmark: Phenolsynthese nach Hock Benchmark: Phenolsynthese nach Hock
Treibhauspotenzial (100 Jahre)
Treibhauspotenzial (100 Jahre)
2,0 2,0
–0,2
[kg CO2e/kg Aceton]
[kg CO2e/kg Aceton]
0,7Sie können auch lesen