Industrielle Bildverarbeitung 2021/22 - Machine Vision Schlüsseltechnologie für die Automatisierung Anwendungen - Produkte - Bezugsquellen - VDMA ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Machine Vision Schlüsseltechnologie für die Automatisierung Industrielle Bildverarbeitung 2021/22 Anwendungen – Produkte – Bezugsquellen
INHALT 01
Inhalt
Inhalt
02 Industrielle Bildverarbeitung –
wenn Maschinen sehen und verstehen
04 Die Zukunft der Industrieproduktion
06 Anwendungsbeispiele:
Von der Produktqualität zur Lebensqualität
13 Für jede Aufgabe die passende Lösung
13 Vielfalt der Systeme
14 Die wichtigsten Trends
16 Standards für die Bildverarbeitung
17 So werden Bildverarbeitungsprojekte zum Erfolg!
18 OPC Machine Vision
20 Unternehmensprofile
48 Mitgliederverzeichnis
53 Impressum
02 INDUSTRIELLE BILDVERARBEITUNG
Industrielle Bildverarbeitung –
wenn Maschinen sehen und verstehen
Kameras erzeugen Bilder, Software wertet sie Nachhaltigkeit
automatisch aus. Bildverarbeitungssysteme
prüfen Qualität, führen Maschinen, steuern Reibungsloser Materialfluss, schonender Einsatz
von Ressourcen und Energie – Bildverarbeitung
Abläufe, identifizieren Bauteile, lesen Codes und
macht’s möglich. Ein hoher Ausschussanteil
liefern wertvolle Daten zur Optimierung der oder fehlerhafte Produkte – davor bewahrt der
Produktion. Und die Bildverarbeitung erobert Einsatz von Bildverarbeitung im Produktions
sich ständig weitere Anwendungsgebiete, auch prozess. Schon während der Produktion werden
außerhalb der Fabriken. Im ständigen Einsatz für Qualitätsmängel entdeckt und fehlerhafte
Stücke aussortiert, bevor sie weiterverarbeitet
Qualität, Effizienz und Produktsicherheit.
werden.
10 Gründe für den Einsatz Stabile und optimierte Prozesse
von Bildverarbeitung Trends und Unregelmäßigkeiten in der Produk-
tion frühzeitig erkennen – die Fabrik der Zukunft
Höchste Produktqualität dank 100%-Kontrolle ist ohne Bildverarbeitung nicht realisierbar.
Am laufenden Band Qualität produzieren,
24 Stunden am Tag, 7 Tage die Woche – teure Hohes Einsparpotenzial
Rückrufaktionen, Produkthaftungsfälle und
Imageschäden werden vermieden. Bildverarbeitungssysteme senken Kosten. Oft
amortisieren sie sich schon innerhalb weniger
Monate.
Höhere Produktivität und Wettbewerbsfähigkeit
Die zeitgemäße Produktion ist automatisiert. Flexibilität in der Produktion
Nur mit Bildverarbeitung können Unternehmen
ihre Wettbewerbsfähigkeit nachhaltig sichern, Moderne Bildverarbeitungssysteme sind flexibel,
die Abwanderung von Schlüsseltechnologien ver- lernen dazu und passen sich an. Dafür sorgen
hindern, qualifizierte Arbeitsplätze schaffen und selbstlernende Software und standardisierte
neue Märkte erobern. Nicht erst seit Covid-19 Schnittstellen. „Plug and Play“ – daran arbeitet
zeigt sich: Zunehmend wird dort produziert, wo die Bildverarbeitungsindustrie. Selbst Losgröße 1
konsumiert wird, nicht zuletzt wegen steigender wird machbar.
Umwelt- und Transportkosten. Die Produktion
wird durch den Einsatz von Bildverarbeitung wett-
bewerbsfähig. Die Auslagerung von Produktion in Benutzerfreundlichkeit
Billiglohnländer wird vermieden.
Spezifische Programmierkenntnisse waren viel-
leicht früher erforderlich. Einfache Bedienbarkeit,
Sichere Produktion, sichere Produkte problemlose Einrichtung und nahtlose Integra-
tion in den Produktionsprozess sind schon längst
Bildverarbeitung sorgt für Sicherheit, nicht nur im eine Selbstverständlichkeit.
Produktionsprozess sondern auch beim fertigen
Produkt. Höchste Qualität, nicht nur bei sicher-
heitskritischen Teilen. Selbst bei Miniaturisierung
oder sehr schnell laufenden Produktionsprozessen
– die Bildverarbeitung entdeckt die Fehler und
beugt Gefahren vor.
INDUSTRIELLE BILDVERARBEITUNG 03
Ergonomische Arbeitsplätze Zukunftsmarkt
Industrielle Bildverarbeitung
Prüfaufgaben sind meist monoton und ermü-
dend. Manchmal sind sie auch zu komplex für Die Bildverarbeitungsindustrie in Deutschland
das menschliche Auge. Eine „sehende Maschine“ und Europa meldet seit Jahren Umsatzrekorde.
übernimmt monotone und stupide Tätigkeiten. Zwischen 2013 und 2019 ist der Umsatz alleine
Bildverarbeitungssysteme unterstützen Mitar- in Deutschland durchschnittlich um 9 % pro Jahr
beiter, sorgen für ein perfektes Zusammenspiel gewachsen. 2020 ging der Umsatz Corona-
von Mensch und Maschine und für höherwertige bedingt zurück. Aber längst nicht so drastisch,
sowie sichere Arbeitsplätze. wie in vielen anderen Branchen.
Grund für den Boom: Mit Bildverarbeitungssyste-
Eine Technologie für den Menschen men lernen Maschinen und Roboter zu „sehen“.
Diese Schlüsseltechnologie kommt nicht nur im
Mit und für den Menschen, im ständigen Einsatz weltweiten Automationswettlauf der klassischen
für Sicherheit, Qualität und Effizienz – in und Industriezweige verstärkt zum Einsatz, sondern
außerhalb der Fabriken. Ob Optimierung von erobert auch ganz neue Branchen. Verbesserte
Verkehrsströmen, den perfekten Swing fürs Qualität, höhere Zuverlässigkeit, mehr Sicherheit
Golfspiel, Training von Ärzten, Überprüfung von und Wirtschaftlichkeit sind Eigenschaften, die in
Muttermalen, Mülltrennung oder Recycling – den nichtindustriellen Einsatzfeldern ebenso
Bildverarbeitung nützt uns allen! gefragt sind wie in der industriellen Fertigung.
www.sehende-maschinen.de
Wenn Maschinen die Augen öffnen
Sie wollen mehr über die Bildver
arbeitung erfahren? Dann werfen Sie
einen Blick in die VDMA Multi-Media-
Reportage über „sehende Maschinen“
04 INDUSTRIELLE BILDVERARBEITUNG
Die Zukunft der Industrieproduktion
Die Fabrik der Zukunft wird darauf ausgerichtet Vom Inspektor zum Optimierer
sein, mit einem möglichst geringen Material- und
Energieverbrauch einen maximalen Nutzen zu Viele Bildverarbeitungssysteme sind heute schon
mehr als nur reine Inspektionssysteme, denn sie
erzielen. Vernetzte und flexiblere Produktions-
erlauben die frühzeitige Erkennung von Trends in
prozesse werden neuen Geschäftsmodellen den Produktionsprozessen. Die Qualitätssicherung ent-
Boden bereiten. Alle Geräte können direkt mitei- wickelt sich somit in Richtung von Produktions
nander kommunizieren und schaffen damit echte optimierung, bei der bereits in der Linie selbst
Interoperabilität. reagiert werden kann: Zum Beispiel durch die
Möglichkeit, in die Software Warngrenzen für die
Klassifizierung von Fehlerarten, Größen, Maßen
und vielen weiteren Prüfkriterien einzulernen, um
Strengste Qualitätsvorgaben sind längst zur schleichende Änderungen im Produktionsprozess
Selbstverständlichkeit geworden. Zunehmend wei- frühzeitig zu erkennen. Über die Dokumentation
chen Stichproben der 100 %-Kontrolle. Die einzel- der qualitätsrelevanten Merkmale im Zeitverlauf
nen Produktionsschritte werden lückenlos doku- und Langzeitanalysen werden Hinweise generiert,
mentiert und sind rückverfolgbar, insbesondere worin die Ursache eines auftretenden Fehlers
bei sicherheitskritischen Produkten. Wirtschaftlich liegt. Dieser lässt sich dann gezielt vermeiden. Pas-
umsetzbar ist dies mit Bildverarbeitungssystemen, sieren Fehler dennoch, so kann an diesen Stellen
die im Fertigungstakt unbestechlich die Qualität zunehmend automatisch nachgearbeitet werden.
prüfen. Zudem werden teure Rückrufaktionen, Pro-
dukthaftungsfälle und Imageschäden vermieden.
Das Industrielle Internet der Dinge,
Der globale Wettbewerb verschärft sich: Nur Industrie 4.0 und maschinelles Lernen
Standorte, die in Sachen Produktivität und Kosten
vorn liegen, bleiben überlebensfähig. Hierbei Menschen, Maschinen, Produktionsmittel und
kommt der industriellen Bildverarbeitung eine Produkte kommunizieren zunehmend direkt mit-
Schlüsselrolle zu, denn sie bietet Lösungen für einander und sind vernetzt, vom Kundenauftrag
die Herausforderungen der Zukunft. bis hin zur Qualitätskontrolle, vom Fließband bis
INDUSTRIELLE BILDVERARBEITUNG 05
in die Managementebene. Mit der resultierenden erden, welche Werkzeuge und Werkstücke dahin
w
Datenkonvergenz entstehen völlig neue Möglich- bringen, wo diese benötigt werden. Auch wenn
keiten einer intelligenten P roduktion, in der sich es wirkt, als sei alles von unsichtbarer Hand
alle Objekte durch den eigenständigen Daten- gesteuert, sind Bildverarbeitung und KI am Werk.
und Informationsaustausch gegenseitig beein-
flussen und bedarfsgerecht steuern. Die daraus
entstehende „Smart Factory“ ist somit Ort einer Interoperabilitat und Vernetzung sind die
völlig neuen Produktionslogik: Die Produkte sind Schlüsselfaktoren bei der Umsetzung von
identifizierbar, jederzeit lokalisierbar und kennen Industrie 4.0.
ihre Historie, ihren aktuellen Zustand sowie die
möglichen Optionen auf dem Weg zum Endpro- Doch Standards entscheiden: Die firmen
dukt. Losgröße 1, schnell und effizient gefertigt, übergreifende Vernetzung und die einfache
wird so zur Realität. Darüber hinaus optimiert Integration verschiedener Wertschöpfungs
der Einsatz von Künstlicher Intelligenz, insbeson- netzwerke wird nur möglich, wenn sich alle
dere „Machine Learning“, die Produktion stetig. Beteiligten auf Normen und Standards einigen.
„Deep Learning“ Algorithmen verbessern die Sie definieren die Mechanismen der Zusammen-
Leistung von Bildverarbeitungssystemen, ermög- arbeit und die auszutauschenden Informationen.
lichen das intuitive Teach-in von Inspektionsauf- Der VDMA setzt – wie immer mehr Player –
gaben, helfen beim Auffinden von Unregelmäs- auf die Kommunikationsarchitektur OPC Unified
sigkeiten und ermöglichen die vorausschauende Architecture. Derzeit werden im VDMA rund
Wartung. 30 branchenspezifische OPC UA Companion
Specifications entwickelt, die alle gemeinsam in
naher Zukunft für eine durchgängig nahtlose
Bildverarbeitung: Schlüsseltechnologie Interoperabilität sorgen.
für die Industrie 4.0
Im September 2019 wurde Teil 1 der OPC
Die industrielle Bildverarbeitung ist Wegbereiter Machine Vision Companion Specification der
und Schlüsseltechnologie für diesen vernetzten Öffentlichkeit vorgestellt (Teil 1: Steuerung,
Produktionsprozess. Keine andere Komponente Konfigurationsverwaltung, Rezeptverwaltung,
sammelt und interpretiert schon heute so viele Ergebnisverwaltung). Teil 2 befindet sich derzeit
Daten wie die Bildverarbeitung. Es gilt, das in der Entwicklung. Die Industrie einigt sich,
„Gesehene“ in jeder Phase der Produktion zu welche Informationen, Daten, Funktionen und
verifizieren, zu verarbeiten und die Resultate den Dienste in ein Produktionsnetzwerk zu integrie-
Systemen im Wertschöpfungsnetzwerk zu über- ren und in OPC UA abzubilden sind. Ziel ist die
mitteln. Es ist nicht nur eine Aussage zu treffen, vereinfachte Anbindung von Bildverarbeitungs-
ob ein Teil gut oder schlecht ist, sondern in der systemen an die Produktionssteuerung und
Folge eine intelligente Handlung zu steuern. Und weitere IT-Systeme.
dazu ist gerade die industrielle Bildverarbeitung
in besonderer Weise prädestiniert, weil sie das Mittels OPC Machine Vision wird die Schnittstelle
„sehende Moment“ ist. Zunehmend fahren zwischen Bildverarbeitung und anderen Syste-
fahrerlose Transportsysteme (FTS) und autonome men in der Automation in einer einheitlichen
mobile Roboter (AMR) durch die Fabrikhallen, um Form beschrieben. Bisher musste der System
Dinge zum richtigen Zeitpunkt an den richtigen integrator für jede Bildverarbeitungsapplikation
Ort zu bringen. Bildverarbeitung verleiht ihnen eine proprietäre Schnittstelle entwickeln. Der
die notwendige Sensorik, um intelligent und Arbeitskreis definierte nun eine einheitliche
sicher in Bereichen zu navigieren, in denen sich Schnittstelle, die den ganzen Integrationsprozess
Menschen konstant hin - und her bewegen. Ein in Zukunft deutlich vereinfacht. Standardisiert
neues Konzept, das auf mobile Roboter setzt, ist eingebunden avanciert die Bildverarbeitung mit
die „Matrix-Produktion“. Sie besteht aus Roboter- ihren Möglichkeiten vom bloßen Inspektor zum
zellen, die durch mobile Roboter verbunden wahren Produktionsoptimierer.
06 INDUSTRIELLE BILDVERARBEITUNG
Anwendungsbeispiele:
Von der Produktqualität zur Lebensqualität
Die folgenden Anwendungsbeispiele verdeutli- Eine akustische Kamera macht Geräusche sichtbar
chen: nicht nur in der industriellen Produktion
zeigt sich die B
ildverarbeitung als ein echter In eine Bildverarbeitungssoftware integriert, lässt
sich mit Hilfe der akustischen Kamera nicht nur
Alleskönner. Auch außerhalb der Fabriken hat sie
das Vorhandensein, sondern auch der genaue Ort
schon längst unseren Alltag erobert. Verbesserte einer Fehlerquelle bestimmen und visualisieren.
Qualität, höhere Zuverlässigkeit, mehr Sicherheit Durch die so gewonnenen Daten können präzise
und Wirtschaftlichkeit sind Eigenschaften, die in Rückschlüsse auf Probleme im Fertigungsprozess
den nichtindustriellen E insatzfeldern ebenso gewonnen oder detaillierte Reparaturanweisun-
gen generiert werden.
gefragt sind wie in der industriellen Fertigung.
Zum Einsatz kommt eine akustische Kamera zum
Beispiel bei der Überprüfung von Steckverbindun-
Sind alle Pins an der richtigen Stelle? gen. Neben dem optischen Erscheinungsbild einer
Steckverbindung kann zusätzlich das beim Mon-
Diese Frage klärt sich oft erst bei der Montage tagevorgang auftretende Geräusch und seine
von Steckverbindungen, wenn es zu spät ist – Ortung zur Bewertung auf die korrekte Ausfüh-
dann kann es zum Beispiel zu Verbiegungen oder rung herangezogen werden. Häufig ist die Monta-
fehlerhaften Endprodukten kommen. geposition nicht oder nicht ideal sichtbar für eine
prozessstabile rein optische Auswertung. Beson-
Mithilfe von Bildverarbeitung lässt sich in ders in diesem Fall bietet das akustische Signal
Millisekunden feststellen, ob die Pins in das vielfältige zusätzliche Auswertemöglichkeiten,
Platinen-Lochraster passen. Dazu wird ein hoch- um den Steckvorgang qualitativ abzusichern.
präzises, virtuelles Abbild des Lochrasters Quelle: NeuroCheck GmbH
erstellt, mit d
essen Hilfe Pins erkannt werden,
die nicht exakt auf die Platine passen. Das
vereinfacht den Prüfvorgang später bei der Pin- Absolut auf Linie –
Inspektion von Steckerbaugruppen erheblich, mit korrelationsfreier Messtechnik
denn fehlerhafte Steckverbindungen werden vor
der Montage schon aussortiert. Gut, denn wer Inline-Messanlagen im Automobilbau überwa-
will schon ein Smartphone, das nicht zuverlässig chen den Produktionsprozess und geben den
funktioniert! Betreibern der Produktionsanlagen Trends hin-
Quelle: senswork GmbH sichtlich Prozessstabilität und -qualität. Mittels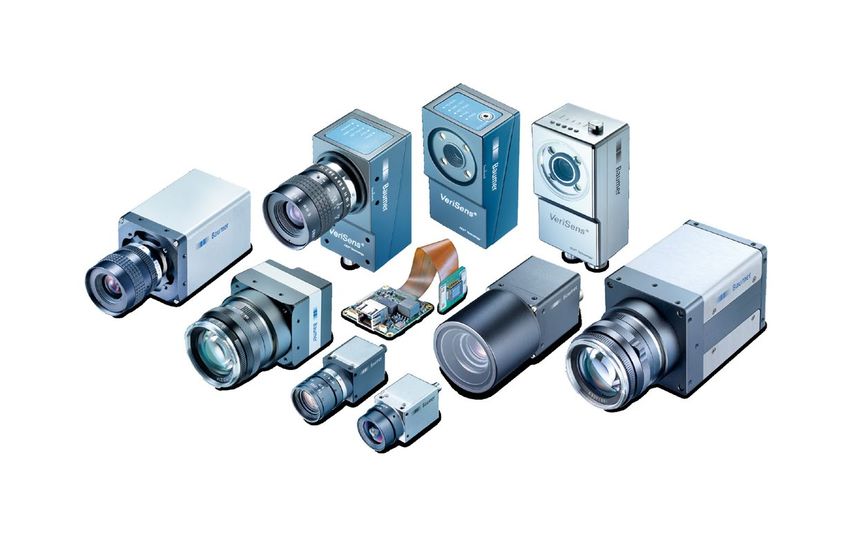
INDUSTRIELLE BILDVERARBEITUNG 07
hochgenauer und schneller 3D-Sensorik lassen 3D-Sensoren messen Knitterfalten nach
sich in Sekundenbruchteilen Features wie Bolzen, Waschvorgängen
Löcher und Kanten direkt in der Linie erfassen.
Ein 3D-Sensor erlaubt die Prüfung der für die In der industriellen Fertigung und Qualitäts
Inline-Prozesskontrolle notwendigen, qualitäts- sicherung müssen häufig Oberflächen überprüft
relevanten Merkmale im Takt der Fertigung. werden, schon während der Produktion oder in
Durch die in der Messzelle eingesetzte Tracking- Stichproben am fertigen Produkt. Dazu dienen
Technologie, welche die Sensorposition am unterschiedliche 3D-Sensoren, beispielsweise
Roboterarm unabhängig von Temperaturein Laserscanner und nach dem Prinzip „Shape-from-
flüssen hochgenau erfasst, können neben der Shading“ arbeitenden SfS-Sensoren. Dabei kann
Prozessüberwachung auch metrologische Auf man drei Einsatzbereiche unterscheiden:
gaben in einer Zelle in der Produktionslinie
durchgeführt werden. Dadurch kann auf auf- • Formprüfung: In einer 3D-Erfassung der
wändige Korrelationsmessungen mit Koordina- berfläche sind Abweichungen von der
O
tenmessgeräten im Messraum verzichtet wer- Soll-Form, äußere Konturen und oft auch die
den. Damit stehen ab dem ersten produzierten Ebenheit zu prüfen.
Bauteil bei Produktionsanläufen verlässliche, • Fehlstellen-Identifikation: Hier geht es um
rückführbare Mess- und Prüfdaten zur Verfü- das Finden und Bewerten lokaler Fehlstellen.
gung. Darüber hinaus bietet die neue getrackte Dies können Kratzer, Dellen, Beulen, Lunker,
und rückführbare Inline-Messtechnik das Poten- Grate und Ausbrüche etc. sein.
zial, periodisch anfallende Messaufgaben in die • Rauheitsprüfung: Oberflächen weisen immer
Linie zu verlagern, was sowohl zu einer signifi- eine mehr oder weniger große Rauheit auf. Je
kanten Beschleunigung der Reaktionsfähigkeit nach Anwendung sind maximale Rauheiten zu
durch die stark gesteigerte Messfrequenz als lässig, oder aber definierte Rauheiten gefordert.
auch zur Effizienzsteigerung der Produktions
abläufe beiträgt. Es wird nicht nur eine deutlich Die Technologie wird vielfältig eingesetzt: Von
höhere Messfrequenz für die Qualitätssicherung der Oberflächenprüfung von Aluminium, Rau-
erreicht, sondern auch eine deutlich höhere heitsprüfung von Strukturlack-Proben in der
Genauigkeit für die Prozesskontrolle Fertigung, bis hin zur Überprüfung von Braille-
Quelle: Zeichen, oder sogar die Messung von Knitter
Carl Zeiss Automated Inspection GmbH falten nach Waschvorgängen.
Quelle: in-situ GmbH
08 INDUSTRIELLE BILDVERARBEITUNG
Schweißvisualisierung mit geführt. Zusätzlich werden die Besucher mit
3D-Schweißhelm einer berührungslosen Temperaturmessung auf
erhöhte Temperatur kontrolliert. Wer einen Ter-
Seit langem schützen Schweißhelme die Augen min hat, erhält eine Sicherheits-, Hygiene- und
und Gesichtshaut der Schweißer. Dies geschieht Datenschutzunterweisung und kann dieser
leider auf Kosten der Sichtgenauigkeit und der zustimmen. Der Roboter informiert den Gastge-
Produktivität, die durch häufig umständliche ber über den Besuch und motiviert den Besucher
Handhabung der Schweißhelme verursacht wer- zur Händedesinfektion im Wartebereich.
den. Um dies zu minimieren, wird die Xtreme Quelle: Pi4_robotics GmbH
Dynamic Range (XDR)-Technologie zur Herstel-
lung des revolutionären 3D-Schweißhelms ein
geführt, der es den Bedienern ermöglicht, ihre Objektive sorgen für Präzision bei
Arbeit in Echtzeit zu überprüfen. Der mit XDR Positionierungsaufgaben
ausgestattete Helm erfasst und synthetisiert
Bilder wie eine Stereokameraeinheit. Dadurch In der Elektronikmontage oder beim Auslegerarm
können Schweißer zuverlässiger schweißen, da des Space Shuttle ist höchste Präzision gefragt.
sie gleichzeitig Schweißraupen, zu schweißende Großformatige Objektive mit einer Auflösung von
Gegenstände und die Arbeitsumgebung betrach- bis zu 100 Linienpaare pro Millimeter (LP/mm)
ten können. und einer ausgezeichneten optischen Stabilität
Quelle: XIMEA GmbH über das Bildfeld ermöglichen die perfekte Positi-
onierung von Werkzeugen – sei es auf der Erde,
oder im Weltraum.
Concierge-Roboter
Die-Attach ist ein bleifreies Bondierungsverfah-
Concierge-Roboter schützen besonders in ren für Siliziumchips an den Pad- oder Chip-
Corona-Zeiten Hotelmitarbeiter und -gäste. Sie Hohlraum der Trägerstruktur von mikroelektro-
begrüßen höflich, professionell, stets zuverlässig mechanischen Systemen (MEMS). Spezielle
und gut gelaunt die Gäste. Über ein cloudbasier- Pick-and-Place-Werkzeuge sind erforderlich, um
tes Terminverwaltungssystem ist der Roboter den Chipträger vom Waferband abzunehmen
informiert, welche Besucher aktuell erwartet und auf dem Klebstoff zu positionieren. Ein kriti-
werden. Die Identität der Besucher wird mit einer scher Punkt in der Produktion kommt dann,
Gesichtserkennung und dem Vergleich mit den wenn die Klebstoffnadel ein Ziel auf dem Subst-
Personalausweisdaten und dem Passbild durch- rat innerhalb von 0,3 µm treffen muss. Je nach
INDUSTRIELLE BILDVERARBEITUNG 09
Maschine kann der Abstand von einem Ziel zum Leergutrücknahme im Supermarkt
anderen bis zu 40 mm betragen. Die perfekte
Lösung für die präzisen Anforderungen von Posi- Moderne Leergutrücknahmesysteme, welche
tionierwerkzeugen in Die-Attach Maschinen sind vor allem im Lebensmitteleinzelhandel Anwen-
großformatige Objektive mit einer sehr hohen dung finden, arbeiten heutzutage mit Hochleis-
Auflösung und einer ausgezeichneten optischen tungskamerasystemen für die Erkennung von
Stabilität über das Bildfeld. Ausgestattet mit Barcode und Sicherheitsmerkmal. Innerhalb einer
einem Strahlteiler bietet die koaxiale Beleuch- Sekunde werden dabei bis zu 1.000 Bilder von ins-
tungsoption eine gleichmäßige Beleuchtung in gesamt sechs Kameras erstellt, ausgewertet und
allen RGB-Kanälen ohne Reflexionen vom hoch- mit einer Datenbank von mehr als 35.000 Daten-
reflektierenden Substrat. Objektive ohne Strahl- sätzen abgeglichen. Eine derart hohe Datenver
teiler können mit Ringlichtern zur Auflicht-Hell- arbeitungsrate ermöglicht eine Eingabegeschwin-
feld-Beleuchtung verwendet werden. digkeit leerer Gebinde von bis zu zwei Metern
Quelle: Jos. Schneider Optische Werke GmbH pro Sekunde. Dank speziell abgestimmter LED
Beleuchtungselemente können selbst sehr kleine
und kontrastarme Barcodes sicher erkannt und
Griff in die Kiste? Kinderleicht! ausgewertet werden. Mittels der kamerabasierten
kontinuierlichen Objektverfolgung kann zudem
Was für ein Kleinkind kinderleicht ist, kann für die Richtungsänderung des Leerguts im Automat
einen Roboter eine schwierige Aufgabe darstel- überwacht werden. Ein Betrugsversuch durch das
len. Der komplexe „Griff in die Kiste“ mit Hilfe Herausziehen bereits bepfandeter Gebinde – auch
optischer Sensoren gilt als besonders komplexe bekannt als Fadentrick – kann somit effektiv
Disziplin in der Automatisierung. verhindert werden.
Quelle: Diebold Nixdorf Technologies GmbH
Prozessstabilität und gute Ergebnisse, auch bei
Spitzengeschwindigkeiten – an dieser Heraus
forderung wird seit Jahren gearbeitet. Die Bild Äpfel oder Birnen?
verarbeitungstechnologie kommt dabei nicht Klar erkannt dank 3D-Vision und KI
nur beim „Griff“ zum Einsatz, sondern auch bei
der optimierten Roboterbahnberechnung und Klassische Bildverarbeitungsmethoden stehen
der prozesssicheren Multi-Pick-Funktion. teilweise vor großen Herausforderungen, wenn
Quelle: ISRA VISION AG sie Varianten eines Objekts oder Produkts zuver-
lässig erkennen sollen, die sich in Form und Farbe10 INDUSTRIELLE BILDVERARBEITUNG
rende 3D-Punktwolke liefert zusätzliche Infor-
mationen über die abgebildete Szene. Die Form-
informationen ersetzen die Farbinformationen
einer 2D-RGB-Aufnahme, was wiederum das
Erkennen und Unterscheiden verschiedenfarbi-
ger Früchte deutlich vereinfacht und zusätzliche
Applikationen ermöglicht, wie etwa das genaue
Positionieren und Vermessen der erkannten
Objekte.
Quelle: BASLER AG
Moderne Landwirtschaftskonzepte mit
Tiefenkameras
In der vertikalen Landwirtschaft und bei automa-
tisierten Erntelösungen haben sich Tiefenkame-
ras hervorragend bewährt. Sie liefern Informatio-
nen, die zur Überwachung des Wachstums und
des Gesundheitszustands von Pflanzen verwen-
det werden. Erntemaschinen können mit den
Informationen ihre Umgebung besser wahrneh-
men und effektiv navigieren. Sie sind in der Lage,
Früchte an einer Pflanze zu lokalisieren, den Rei-
fegrad zu beurteilen und zu ernten, auch ohne
die Pflanze zu beschädigen. Mit einem zusätzli-
chen 2D-RGB-Sensor, der die 3D-Daten mit Farb-
informationen ergänzt, kann der Zustand einer
Pflanze oder der Reifegrad einer Frucht noch bes-
ser beurteilt werden. Das sichtbare Lichtspekt-
rum und die 3D-Daten werden für die Navigation
landwirtschaftlicher Maschinen genutzt, damit
voneinander unterscheiden. Dies ist zum Beispiel diese sowohl Pflanzen als auch Hindernisse
beim Erkennen und Sortieren von Früchten häu- umfahren können.
fig der Fall. Mithilfe von trainierten neuronalen Quelle: FRAMOS GmbH
Netzen und 3D-Bildverarbeitung lassen sich
nicht nur verschiedene Obstgattungen präzise
erkennen und voneinander unterscheiden, son- Steinsammler 4.0
dern auch verschiedene Sorten einer Gattung,
wie zum Beispiel grüne Äpfel von roten. Feldsteine automatisch finden und entfernen
wird dank Bildverarbeitung möglich. Zunächst
Wie funktioniert’s? kommt eine Drohne zum Einsatz, die Flächen
Ein Deep Learning-basiertes Vision System ver- überfliegt und Luftaufnahmen und GPS-Daten
wendet 3D-Daten als Rohmaterial. Dieses liefert erfasst. Mit Hilfe neuronaler Netze werden die
hochauflösende 3D-Bilder mit annähernd milli- Bild- und Sensordaten ausgewertet und dabei
metergenauer Präzision. Eine Graustufenauf- Feldsteine mit ihrer genauen Position und Größe
nahme als Intensitätsbild wird ergänzt durch identifiziert. Außerdem wird eine optimale Route
Distanzmessungen für jeden einzelnen Pixel errechnet, auf der ein Arbeiter seine Maschine
mittels Laufzeitmessungen von Lichtimpulsen von einer Fundstelle zur nächsten fährt. An den
im nahen Infrarotbereich. Die daraus resultie- jeweiligen Positionen angekommen, erkennt einINDUSTRIELLE BILDVERARBEITUNG 11 zweites, Vision-basiertes System an der Landma- schine die Steine, entfernt sie mittels eines hyd- raulischen Greifwerkzeugs aus dem Boden und verlädt sie vollautomatisch. Herzstück der beiden Systeme an Drohne und Traktor sind robuste Kameras, deren hochauflösen- den Bilder in drei Bereichen verwendet werden: zum akkuraten Training der neuronalen Netze, zur Identifizierung der Steine auf den Luftbildaufnah- men und zur Echtzeiterkennung der Feldsteine am Roboterarm, der sie vom Feld aufliest. Quelle: LUCID Vision Labs GmbH Sensorfusion und Künstliche Intelligenz für die sichere Mobilität der Zukunft Wie werden wir uns morgen fortbewegen oder unsere Güter transportieren? Die Antwort ist so simpel, wie komplex: autonom, also ohne Fahrer Recycling – oder Piloten. Die Maschine entscheidet, nicht der dank Hyperspectral Imaging kein Problem Mensch. Was wie eine Utopie klingt, ist heute in Teilen bereits Wirklichkeit. Entscheidend für den Die Anwendungen in der Recyclingindustrie Erfolg wird neben der Akzeptanz in der Bevölke- werden immer anspruchsvoller. Nicht nur rung vor allem die Sicherheit sein. Die erreicht man eine passende Datenakquise sowie Datenver nur durch verschiedene Sensoren, die intelligent arbeitung sind gefragt, sondern auch eine miteinander fusioniert die Entscheidungsalgorith- leistungsstarke Datenanalyse und Datenaus- men der Künstlichen Intelligenz unterstützen. Egal wertung. ob für Autos, Lieferroboter, Air Taxen oder Drohnen. Hochleistungsindustriekameras sind dabei ebenso Farbkameras können nur Informationen im wichtig wie Lidar Laser oder Radare. Sie garantieren sichtbaren Lichtband verarbeiten. Hyperspectral durch ihre individuellen Stärken, auch bei unter- Imaging im nahen Infrarotbereich bietet durch schiedlichen Witterungsbedingungen, einen siche- die direkte Messung der chemischen molekula- ren Flug und dies weit außerhalb der Sicht. Vehikel, ren Zusammensetzung mittels Absorption von die über eine begrenzte on-board Sensorik verfü- Licht (Spektroskopie) den für viele Recyclings gen, können durch maßgeschneiderte Hardware-/ aufgaben erforderlichen Grad der Klassifikations- Softwarelösungen z.B. als Retrofit aufgerüstet und genauigkeit. So können verschiedene Materialien damit sicher und effizient automatisiert werden. genau nach ihrer chemischen Zusammenset- Das ermöglicht Drohnen nicht nur den autonomen zung in Echtzeit gemessen werden. Flug, sondern versetzt sie gleichzeitig in die Lage, Echtzeitoperationen auszuführen. So können u.a. Durch die Kombination aus leistungsfähigem zentimetergenaue 3D Karten erzeugt oder eine embedded Vision System im geeigneten Wellen- GPS-freie Lokalisierung und exakte Umfelderken- längenbereich und einer darauf abgestimmten nung ermöglicht werden. Automatisierte Inspek- Echtzeitanalyse-Software mit bedienerfreund tions- und Monitoringmissionen werden so schon licher Nutzeroberfläche kann der Grad an Infor- heute Realität und ermöglichen hochpräzise mationsgüte, der für solche Anwendungen Datenauswertungen in Echtzeit. erforderlich ist, erreicht werden. Quelle: Allied Vision Technologies GmbH / Quelle: EVK DI Kerschaggl GmbH Spleenlab GmbH
12 INDUSTRIELLE BILDVERARBEITUNG
Die Bahn setzt auf Bildverarbeitung Häufige Fehlpositionen und externe Einflüsse
werden erkannt und bewertet, um gezielte
Bei Einfahrt eines Zuges in die Wartungshalle sor- Instandhaltungsmaßnahmen – nicht nur am Zug,
gen Kamera-Tore für eine automatisierte Zugins- sondern auch an der Bahnstrecke – umzusetzen.
pektion. Dabei werden Schäden oder Verschleiß
am Dach-, Seiten- und Unterfluraufbau erkannt. Das System „lernt“ Zusammenhänge immer bes-
Mit unterschiedlichen bildgebenden Verfahren ser zu interpretieren, je mehr Daten erfasst wer-
werden so Prüfungen möglich, die das menschli- den. Das spart wertvolle Zeit und sorgt für eine
che Auge nicht leisten kann. Alle Befunde werden exakt planbare Instandhaltung. Von der Auswahl
sorgfältig dokumentiert – das Ganze in Minuten- der Komponenten bis hin zum genauen Bestell-
schnelle. Ein Analysetool verknüpft die erfassten zeitpunkt und einer optimierten Lagerhaltung
Daten des Wartungsprozesses mit anderen von Ersatzteilen.
gesammelten Informationen, etc. Auch äußere Quelle: PSI Technics GmbH
Parameter können mit einfließen, wie zum Bei-
spiel Wetterverhältnisse, gefahrene Strecken oder
Geschwindigkeiten. Erfolg im Sattel
Basierend auf Big Data und Machine Learning Radfahren ist eine beliebte Sportart. Unter
kann dieses Daten-Potential optimal genutzt Anstrengung setzt sie jedoch den Körper erhebli-
werden. Sicherheitsrelevante Bauteile und deren chen Belastungen aus. Schmerzen, vor allem im
Befunde lassen sich gemeinsam klassifizieren, Rücken, Knien und Hüfte sind bei Leistungssport-
sodass Zusammenhänge deutlich werden und lern vorprogrammiert.
Rückschlüsse gezogen werden können, wann
Teile ausgetauscht werden müssen. Ein Bike-Fitting-System mit Kamera und passen-
der Auswertesoftware hilft Profi- und Hob-
bysportlern dabei, sich optimal auf dem Rad zu
positionieren. Das beugt Fehlhaltungen vor, mini-
miert die Verletzungsgefahr, verhindert Schmer-
zen und maximiert sportliche Erfolge.
Zur Analyse wird jeweils das Fahrrad in einem
Rollentrainer fixiert. Eine Kamera nimmt dieses
Set in einer zweidimensionalen X-Y-Achse auf.
Während der Radfahrer mit unterschiedlicher
Intensität und in unterschiedlichen Positionen in
die Pedale tritt, erfasst die Kamera den Bewe-
gungsablauf. In hoher Qualität und mit hoher
Frequenz (60 Bilder pro Sekunde) werden Ände-
rungen der Gelenkwinkel exakt und ohne jegliche
Verzerrung aufgenommen. Eine Software zur
Bewegungsanalyse misst die direkten Auswirkun-
gen auf die jeweiligen mechanischen Größen des
Fahrers, d.h. die Einflüsse von Kraft, Bewegung
und Pedaltechnik.
Quelle:
IDS Imaging Development Systems GmbHINDUSTRIELLE BILDVERARBEITUNG 13
Für jede Aufgabe die passende Lösung
Im VDMA-Herstellernachweis finden Sie Drei Suchkategorien stehen Ihnen zur Verfügung:
schnell den richtigen Partner für Ihre Bild
verarbeitungsaufgabe – ganz gleich ob Sie • Suche nach Produkten
(Systeme, Komponenten, Dienstleistungen)
Komponenten, S
ysteme oder Dienstleistungen
• Suche nach Anwendungen (z. B. Oberflächen
benötigen. inspektion, Robot Vision, Identifikation)
• Suche nach Anwenderbranchen
www.vdma.org/visionfinder
Vielfalt der Systeme
Es gibt Bildverarbeitungssysteme, die man in der Hand halten kann. Manche sind i ntegriert, arbeiten direkt aus
Geräten heraus intelligent mit und befähigen diese, zu sehen und zu verstehen. Andere füllen einen ganzen Raum.
• Applikationsspezifische Bildverarbeitungs • Intelligente Kameras vereinen ein komplettes
systeme sind schlüsselfertige Systeme für Bildverarbeitungssystem einschließlich Aus-
einen spezifischen Anwendungsbereich, bei- werteeinheit platzsparend und kompakt im
spielsweise die Inspektion von Flachglas oder Kameragehäuse. Durch Software sind sie rela-
Wafern. Sie sind in der Regel PC-basiert und auf tiv flexibel für verschiedene Aufgaben pro-
Hochleistung getrimmt. grammierbar.
• Konfigurierbare Bildverarbeitungssysteme • Vision Sensoren bieten ebenfalls ein komplet-
sind in der Regel ebenfalls PC-basiert. Im tes System im kompakten Gehäuse. Im Unter-
Gegensatz zu den applikationsspezifischen Sys- schied zur intelligenten Kamera sind sie aber
temen sind sie jedoch vielseitiger einsetzbar. für eine bestimmte Applikation gemacht, z. B.
Oft kann der Anwender unterschiedliche Appli- das Lesen von Codes.
kationen über ein grafisches Benutzerinterface
selbst realisieren.
Systemintegratoren erstellen mit ihrer hohen Branchen- und Applikationskompetenz Aus leistungsfähigen Komponenten lassen sich schnell Lösungen für die
die passende Lösung. unterschiedlichsten Anforderungen erstellen.14 INDUSTRIELLE BILDVERARBEITUNG
Griff in die Kiste – kinderleicht! Robot Vision
Was für ein Kleinkind einfach ist, kann für einen Roboter eine schwierige Auf- Bildverarbeitung bringt Industrierobotern das Sehen bei. Robot Vision ist
gabe darstellen. Doch dank Bildverarbeitung gelingt der „Griff in die Kiste“. ein wichtiger Trend, auch in der Robotik. Zum Einsatz kommt hier die 3D-
Technologie.
Die wichtigsten Trends
Die Bildverarbeitung entwickelt sich rasch Leistung
weiter und schafft dadurch einen immer
größeren Nutzen für die Anwender. Durch höhere Auflösungen der Kameras, ständig
steigende Prozessorleistung sowie Mehrkern
prozessortechnologie, hochentwickelte Software
und standardisierte Schnittstellen steigt die Leis-
3D tungsfähigkeit von Bildverarbeitungssystemen
rapide an. So werden zu vergleichbaren Kosten
Bildverarbeitung wird dreidimensional. Dadurch immer höhere Inspektionsgeschwindigkeiten
werden viele Aufgaben wirtschaftlich gelöst: und -genauigkeiten erreicht.
von der genauen räumlichen Überprüfung von
Kleberaupen oder Schweißnähten über das auto-
matisierte Greifen von ungeordneten Teilen in Farbe
Kisten bis hin zur berührungslosen Präzisionsver-
messung von Blechformteilen im Fertigungstakt. In vielen Anwendungen ist die Erkennung von
Farben von großem Vorteil – so lassen sich unter-
schiedliche Modelle oder Bauteile unterscheiden
Standardisierung bzw. sortieren oder anhand von Farbwerten
Qualitätsprüfungen durchführen. Die Farber
Standardisierte Schnittstellen erleichtern die kennung ist mittlerweile eine Standardaufgabe,
Integration der einzelnen Bildverarbeitungs für die zahlreiche Bildverarbeitungslösungen im
komponenten in ein funktionsfähiges Gesamt- Angebot sind.
system. Dies verringert den Aufwand und macht
die Bildverarbeitungslösung leistungsfähig und
preiswert.INDUSTRIELLE BILDVERARBEITUNG 15
Benutzerfreundlichkeit Embedded Vision
Waren früher Experten gefordert, um eine Bild- Embedded Vision ermöglicht Bildverarbeitung auf
verarbeitungslösung einzurichten, lassen sich kompakten, sehr leistungsstarken Rechnerplatt-
heute durch intuitive Konfigurationsmöglichkei- formen, die zudem nur wenig Energie verbrau-
ten und ergonomische Softwareoberflächen chen. Sie lässt sich somit an Stellen oder in kleine
viele Anpassungen ohne größere Vorkenntnisse Geräte integrieren, in denen wenig Raum zur Ver-
durchführen. fügung steht. Damit erschließt diese Technologie
viele neue Anwendungsfelder, die bisher weder
von PC-basierten noch von i ntelligenten Bildverar-
Hyperspectral Imaging beitungssystemen abgedeckt werden konnten.
Hyperspektrale Kameras oder Sensoren nehmen
von einer Szene mehrere Bilder in verschiedenen Machine Learning
Wellenlängenbereichen auf. Kombiniert liefern
die Bilder eine höhere Informationstiefe. Anwen- Maschinelles Lernen ist ein wichtiger Bereich der
dung findet diese Technologie in Bereichen, Künstlichen Intelligenz. Computerprogramme, die
bei denen Inhaltsstoffe und Substanzen zuver- auf Machine Learning basieren, können mit Hilfe
lässig erkannt und voneinander getrennt werden von Algorithmen Lösungen für neue Probleme fin-
müssen, die nicht im normalen Farb- oder den. Das künstliche System „erkennt Muster“ und
Monchrombild erkennbar sind, beispielsweise Gesetzmäßigkeiten in den Lerndaten, die es zuge-
in der Lebensmittel-, Pharma- oder Holzindustrie, spielt bekommt. „Deep Learning“ ermöglicht die
im Recycling, Bergbau oder in der Landwirt- Klassifizierung von Bildern mit einer besseren
schaft. Klassifikationsrate als mit bisherigen Methoden.
So muss man die unterschiedlichen Fehlerklassen
nicht explizit ausprogrammieren, d.h. man „zeigt“
dem Deep-Learning-Algorithmus lediglich Bilder
und er lernt daraus.
Hätten Sie den Kratzer bemerkt?
Moderne Bildverarbeitungs
verfahren machen Fehler sichtbar,
die das Auge oft übersieht oder
als unbedeutend bewertet. Sie
werden dennoch, wie das Beispiel
des Saxophons zeigt, beim Berüh-
ren – also Spielen – wahrgenom-
men und als störend empfunden.16 INDUSTRIELLE BILDVERARBEITUNG
Standards für die Bildverarbeitung
Standards erleichtern dem Nutzer die Anwendung der Bildverarbeitung und die Integration der
einzelnen Komponenten in ein optimal funktionierendes Gesamtsystem, sie sparen E ntwicklungszeit,
senken damit die benötigten Investitionskosten und erlauben, Anwendungen schneller in den Markt
zu bringen. Die Zahl der a
ngebotenen Standards nimmt stetig zu.
Einen Überblick über bestehende Standards für die
industrielle Bildverarbeitung finden Sie in der Broschüre
„Guide to Understanding Machine Vision Standards“,
die Sie unter
ibv.vdma.org/standardisierung
kostenlos herunterladen können.
G3 – international gültige Machine Zwei Mal im Jahr treffen sich technische Exper-
Vision Standards ten zur gemeinsamen Arbeit und Abstimmung
nach einem rotierenden System abwechselnd in
Seit 2009 besteht ein Abkommen von Verbänden Asien, Amerika und Europa. Existierende G3-
aus Europa, USA und Asien zur Koordination Standards sind: GenICam, EMVA 1288, GigE
von Standards im Bereich Industrielle Bildver Vision, CoaXPress, Camera Link, Camera Link HS,
arbeitung, genannt „G3“. Ziel von G3 ist die USB3 Vision, VDI/VDE/VDMA 2632 und OPC Ma-
Erarbeitung von international gültigen Stan- chine Vision. Neueste G3-Standardisierungspro-
dards. Dopplung oder Überschneidungen von jekte sind emVision und Open Optics Camera In-
Standards werden so vermieden. terface.INDUSTRIELLE BILDVERARBEITUNG 17
So werden Bildverarbeitungsprojekte zum Erfolg!
Blatt 3: Abnahme klassifizierender
Bildverarbeitungssysteme
Für messende Bildverarbeitungssysteme sind
quantitative Fähigkeitsbetrachtungen bereits
Standard. Als Kenngröße wird hier üblicherweise
die Messunsicherheit herangezogen. Dagegen gab
es für klassifizierende Bildverarbeitungssysteme,
deren Ergebnisse attributive Variablen sind, bisher
keine entsprechenden, etablierten Kenngrößen.
Blatt 3 schließt diese Lücke und betrachtet Kenn-
größen, welche die Klassifikationsleistung eines
www.vdma.org/fehlerfrei – Bildverarbeitungssystems beschreiben.
die Erstellung eines Lasten- und Pflichtenheftes macht
Bildverarbeitungsapplikationen zum Erfolg.
Blatt 4.1: Oberflächeninspektionssysteme
in der Flachstahlproduktion
Die Richtlinienreihe VDI/VDE/VDMA 2632 Diese Richtlinie beschreibt unterschiedliche Kon-
schafft eine gemeinsame Basis und strukturiert zepte zur kontinuierlichen Leistungsüberwa-
chung von Oberflächeninspektionssystemen. Die
die Kommunikation zwischen Anbietern und
Verwendung von Referenzmustern, der Ein-
Anwendern. Die Richtlinien helfen, Missver
schleusung von Simulationen, statistischen Ver-
ständnisse zu vermeiden und Projekte effizient fahren und Mehrfachinspektionen werden detail-
und erfolgreich abzuwickeln. liert vorgestellt und mit ihren Vor- und Nachteilen
diskutiert. Die Richtlinie orientiert sich an den
Erfordernissen der Flachstahlproduktion. Die
Blatt 1: Grundlagen und Begriffe Ergebnisse lassen sich ggf. auch auf andere Ins-
pektionsaufgaben wie die von Aluminium, Papier
Wissen, worüber man spricht, ist die Basis für oder Folien übertragen.
jedes erfolgreiche Projekt. Die Richtlinie beschreibt
Grundlagen und definiert Begriffe, die für den Herausgeber der Richtlinienreihe VDI/VDE/VDMA
Einsatz von Bildverarbeitungssystemen benötigt 2632 ist die VDI/VDE-Gesellschaft Mess- und
werden. Sie regelt eine einheitliche Ausdrucks- Automatisierungstechnik. Die Richtlinien wurden
weise auch im überbetrieblichen Umfeld und in Kooperation mit der VDMA Fachabteilung
zeigt wesentliche Zusammenhänge auf. Industrielle Bildverarbeitung erstellt. Sie sind
praxisorientiert, fundiert und wurden speziell für
die Bedarfe der Bildverarbeitung konzipiert. Die
Blatt 2: Leitfaden für die Erstellung eines Dokumente sind mehrsprachig (Deutsch/Englisch
Lastenhefts und eines Pflichtenhefts und Teil 2 in Englisch/Chinesisch) und somit
auch in der Kommunikation mit internationalen
Die Richtlinie gibt Hinweise für die Erstellung Kunden einsetzbar.
eines Lastenhefts bzw. eines Pflichtenhefts für
Bildverarbeitungssysteme. Wesentliches Augen- Die Richtlinien können bezogen werden über:
merk wurde auf die Darstellung und Beschrei- www.vdi.de/2632
bung von Einflussfaktoren sowie deren Auswir-
kungen gelegt. Die Projektpartner werden damit
in die Lage versetzt, Einflussfaktoren während
der Planung frühzeitig zu identifizieren und
gemeinsam optimierte Lösungen zu erarbeiten. www.vdma.org/fehlerfrei• In parallel to existing automation standards
tromagnetic waves Electromagnetic wavesvision Machine
Machine Resultvision Result (e.g. measurements,
(e.g. measurements, codes codes A
vision
isible light, IR,(e.g.
X-rays)
systems
visible system
light, by the OPC
IR, X-rays) Foundation.
system and characters, and characters,
poses, …) poses, …)
18 INDUSTRIELLE BILDVERARBEITUNG
Vision services
Part 2 … n
(Vision skills layer)
Working Group
OPC Machine Vision
Working Group
Machine Vision
Basic services
(Infrastructure layer)
The “Eye” of Industrie 4.0
The “Eye” of Industrie 4.0 Part 1
Machine Vision
Unmatched product
Unmatched•product and
Machine
Die
and process
OPC UAVision
process data for
Quality assessment
and OPC
Companion
data
UA for
Specification für die
Industrielle Bildverarbeitung (kurz OPC Machine
Dabei geht es nicht nur darum, bestehende
Schnittstellen zwischen einem Bildverarbei-
Trigger Status Recipe Resu
• Quality assessment
• Track & Trace
Recipe
Vision) bietet ein generisches Modell für alle Bild- tungssystem und seiner Prozessumgebung
• Track & Trace OPC Vision, part 1
Electromagnetic waves Machine vision Result (e.g. measurements, codes
• Process control
verarbeitungssysteme – von einfachen Vision-
(e.g. visible light, IR, X-rays)
Sensoren bis hin zu komplexen Inspektions
system and characters, poses, …) mittels OPC UA zu ergänzen oder zu ersetzen,
sondern vielmehr darum, nicht vorhandene hori-
• •
Process control
Process optimization Partund1 vertikale
describes an abstraction of the g
07.06.18 11:21
Machine Vision
The scope is not and
only toOPC UA or substitute
systemen. Einfach ausgedrückt, es definiert den
complement
zontale Integrationsfähigkeiten
• Process optimization
• Data analyticsWesenskern eines Bildverarbeitungssystems. system, i.e. the representation
zu schaffen, um relevante Daten an andere of the so
existing interfaces between a vision system and its process
OPC Machine Vision ist die akzeptierte und offizi- berechtigte Prozessbeteiligte, z. B. bis hin zur
• Data analytics
environment by using ell OPC unterstützteUA, but OPC rather
UA Companion to create
twin" of the system. It handles the man
non- IT-Unternehmensebene, zu kommunizieren.
Specification
Thedie “Eye” of Industrie 4.0 configurations
ist es möglich, OPCand results
Visionin a standard
existing horizontal andfür Available via OPC UA
vertical Industrielle Bildverarbeitung
integration abilities seitens der
to Dabei Machine neben
communicate
• OPC UA For relevant
OPCUnmatched
data
Foundation.
to other
product and process data for
authorized process
INDUSTRIE the4.0
anderen contents stay
Schnittstellen Working Groupvendor-specific
schrittweise einzuführen. and a
Available via the entire factory
• Quality and
assessment beyond STANDARDS (1). It allows the control of a visio
Die boxes
Vorteile sind eine kürzere Markteintrittszeit
•
participants, e.g. right
Directly, without
For the entire factory and• Process
up•to
• OPC
TrackVision
•
& Trace
thecontrol
conversion
Process
beyond
IT enterprise layerslevel. It is Machine Vision
durch eine vereinfachte Integration, eine generi-
generalized way, abstracting the necess
possible toIn
have a gradual
parallel to existing phase-in
• of OPC
optimization
automation Visionstandards with sche Anwendbarkeit und Skalierbarkeit sowie
einestate
The basicmachine
concept of OPCconcept (2).durch
• Directly, without
coexisting conversion
other interfaces.
• The
DataOPC
OPC The layers UA
analytics
Vision)
Companion
benefits
provides a are
Specification
genericainformation
shorter
Vision (in short
model for all
Vision is a subdivision
verbesserte Kundenwahrnehmung
into several
parts. Part 1 includes the basis specification and describes an
vision systems - from simple vision sensors to complex eineinfrastructure definierte layer
undwhich
konsistente Semantik.
• Intime
parallel to existing
to market Machine
by a simplified automation
Available
HMI
(SCADA)
Vision
inspection OPCand
integration,
via systems. UA OPC UAit defines the essence of
standards a generic
Put simply, OPCway. From part
Machine 2, a vision
Vision
provides basic services in a generic
skill layer iseinem
ermöglicht addressed which
Bild verprovi-
• any
For the vision system
entire that does
factory not necessarily have to be a
and beyond des more specific vision services.
applicability and scalability andwithout
• "machine"
Directly, an
vision
Recipe improved
system. OPClayers
conversion customer
Vision is the accepted and
arbeitungssystem mit der gesamten Fabrik
Configuration data
undsystem
Vision
darüber hinaus zu sprechen.
perception due to defined vision
andsystems
consistent
by the OPCsemantics.
officially supported OPC UA
• In parallel to existing automation standards Companion Specification for black box
OPC Classic
Electromagnetic waves Machine vision Result (e.g. measurements, codes Any production IT system
Foundation. (e.g. visible light, IR, X-rays)Robotsystem and characters, poses, …)
Specific example: OPC Vision enables Machine Vision to Data
1
The speak
“Eye” of whole
Industrie
factory4.0
Camera IPC EtherCAT
management
to the and beyond. Machine vision system
Cloud
Grundlagen
Part 2 … n
Vision services
(Vision skills layer)
Recipe data
Unmatched product and process data ERP for black box
Hierbei kann unter einemBasic Bildverarbeitungs Interface 4
king•Group Quality assessment Working SCADA Group
ERP MES
Fundamentals
services
Interface 3
system jegliches komplexes Inspektionssystem,
PROFINET (Infrastructure layer)
Behavior
Observe
Working Group
•ATrack & Trace The “Eye” of Industrie 4.0
Interface 2
Control
Part 1
eine intelligenteTrigger Kamera, ein Vision-Sensor oder
chine•Vision vision system is any system Machinethat has Vision
the capability to record
PLC
Status Recipe Result …
2
Interface 1
Cloud
Device
auch jede andere Komponente verstanden
Process
and process control
digital images
PLCUnmatched product and process data for
using • or video
Quality streams, typically
assessment OPCwith werden, welche in der Lage ist, digitale Bilder
gradual
Machine vision application Automation UA
•the
Process optimization
phase-in
Machine Vision
established interfaces and OPC UA pyramid communication
• Track & Trace oderOPC Vision, part für1 die Fertigung oder andere
aim of extracting information from this data. The output
• Process control
Videosignale
•ofData Part 1 describes an abstraction of the generic vision
Saule_MachineVison_Automatica2018.indd 1 07.06.18 11:21
e Vision and OPC UA analytics
a vision system can be any Machine Vision
is not and
image-based
• Process only toOPC UA or substitute
optimization information like
The scope complement Industrien
system, i.e. aufzuzeichnen
the representation und of theInformationen
so called "digital
Die Möglichkeit einer stufenweisen Einführung
measurements, inspection results,
Saule_MachineVison_Automatica2018.indd 1
existing
• von
Data OPC interfaces
Machine
analytics
environment
between a vision system and its processaus diesen Daten zu extrahieren. In Abhängigkeit
Vision
process control data, robot
by using OPC UA, but rather to create non-
twin" of the system. It handles the management of recipes,
configurations and results in a standardized way, whereas
07.06.18 11:21
Future parts
existing horizontal and vertical integration abilities to der Bildverarbeitungsaufgabe kann der Output
Recipe
guidance data, etc. In future
the contents stayparts, the and
vendor-specific genericare treatedbasic
as black inform
aves
Available via OPC UA
Machine vision Result (e.g. measurements, codes communicate
Available via OPC UA data to other authorized process eines
relevant Bildverarbeitungssystems
boxes (1). It allows the control of a vision sowohl rohe
system in a
shift to a more specific "skill-based” inf
system
-rays) and characters, poses, …)
participants, e.g. right up to the IT enterprise level. It is oder vorverarbeitete Bilder als auch beliebige
• Forpossible
the entire factory and beyond generalized way, abstracting the necessary behavior via a
• For the entire factory and beyond
• Directly,
to have a gradual phase-in of OPC Vision with
state machine concept (2). Inspektionsergebnisse,
mation model. Vision skills could inclu
07.06.18 11:21
without conversionThe layers bildb asierte Messungen,
Machine Vision and OPC UA
coexisting other interfaces. benefits are a shorter
• Directly, without conversion • Intime
Recipe tolayers
parallel to existing
market automation
by a simplified standards
integration, a generic Prozesskontrolldaten, Roboterführungsdaten
applicability and scalability and an improved customer
usw.presence data detection, completeness inspe
Vision system
• In Electromagnetic
parallel towaves
existing automation
perception
Vision standards
system due Result
to defined and consistent semantics.
(e.g. measurements, codes
sein.Configuration
black box 1
tion, pose detection, etc. For this purpo
Specific example: OPC Vision enables Machine Vision to Data
1
Result data
(e.g. visible light, IR, X-rays)
Dasthe
The speak
“Eye” of whole
Industrie
factory4.0
and characters, poses, …) management black box
e” of Industrie 4.0 HMI
Unmatched product and process data for
proprietary
Grundkonzept to the
Recipe data
von OPC input andVision
and beyond.
Machine output
ist data b
(SCADA)
eine Unterteilung in mehrere Teile. Teil 1 enthält
black box
tched product and process data for
lity assessment
•Fundamentals
Quality assessment boxes will be broken
die Basisspezifikation und Behavior
down and substitu
beschreibt eine
Observe
•ATrack & Trace
Working Group
Control
k & Trace OPC Classic
•and
vision
Process
process
system is any system that has the capability to record
with standardized2 information structur
digital images or video streams, typically with Infrastrukturschicht, welche Basisdienste auf
control
ess control •the
ess optimization
Robot Process
•ofData
a vision
optimization
aim of extracting information from this data. The output generische
analytics
system can be any image-based information like
and semantics.
Machine Vision
Weise bereitstellt. Teil 2 erweitert das
a analytics Camera EtherCAT IPC
in Teil 1 beschriebene
Future parts Bildverarbeitungssystem
measurements, inspection results, process control data, robot
Machine vision system
guidance
Available Cloud via data,OPC etc. UA um In
Informationen
future parts, the zur Vermögensverwaltung
generic basic information model will
le via OPC UA der Industriellen Bildverarbeitung ERP• For the entire factory and beyond
Grundlagen undshift to a more specific "skill-based”
Zustandsüberwachung. infor- Parameter
Es liefert
mation model. Vision skills could include
Saule_MachineVison_Automatica2018.indd 1 07.06.18 11:21
18 Machine Vision and OPC UA
Interface 4
the entire
ERP factory and beyond MES• Directly, without conversion layers Recipe
für die Identifizierung und Zustandsüber
More Info at
ctly, without conversion layers Interface 3 presence detection, completeness inspec- https://bit.ly/2CM5ev6
• In Electromagnetic
PROFINET
SCADA parallel towaves existing automation standards
Result (e.g. measurements, codes wachung
arallel to existing automation standards (e.g. visible light, IR, X-rays)
Vision system
Interface 2
and characters, poses, …)
derdetection,
tion, pose Komponenten des
etc. For this Bildverarbei-
purpose,
PLC
Interface 1
the proprietary input and output data black
tungssystems. HMI
Cloud (SCADA)
PLC
Device boxes will be broken down and substituted
Machine vision application using Automation
OPC Classic
gradual
OPC UA
with standardized information structures
phase-in Robot
and semantics.
The “Eye” of Industrie 4.0
established interfaces and OPC UA pyramide Camera IPC
communication
EtherCAT
Machine vision system
Cloud
ERP
Unmatched product and process
18 data for
Interface 4
ERP MES
PROFINET Interface 3
SCADA 07.06.18 11:21
Interface 2Sie können auch lesen