Faserlaser für die Materialbearbeitung - De Gruyter
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

HTM Praxis
Faserlaser für die Materialbearbeitung
Wissenschaftler aus Sachsen und Israel erpro- Im Einsatz ist dabei das Coherent Beam dungen aus, beispielsweise, wie gut das Sys-
ben derzeit gemeinsam am Fraunhofer-Institut Combining, was sich mit „Kohärente Strahl- tem diverse Werkstücke aus sonst schwer
für Werkstoff- und Strahltechnik IWS in Dres- kombination“ übersetzen lässt. Der Faserla- bearbeitbaren Werkstoffen und Werkstoff-
den einen neuartigen Laser für den Industrie- ser von Civan Advanced Technologies kombi- verbünden trennen, fügen oder additiv ferti-
einsatz. Das System basiert auf der für Hoch- niert Dutzende Einzelstrahlen zu einem leis- gen kann.
leistungslaser noch jungen Methode des „Co- tungsstarken Laserstrahl mit hoher Qualität. Schon jetzt ist nach Angaben vom Fraunho-
herent Beam Combinings“ (CBC). Der Die hohe Geschwindigkeit ermöglicht es fer IWS absehbar, dass sich mit dem neuen
13-Kilowatt-Laser kann im laufenden Betrieb erstmals, die dynamische Strahlformung für Laser die Schmelzbad-Dynamik bei vielen
schnell verschiedene Energieverteilungsmuster die additive Fertigung von Metallen einzuset- additiven und Fügeprozessen schneller und
erzeugen und dadurch selbst anspruchsvolle zen. Im Rahmen von „ShapeAM“ testen die präziser steuern lässt – und dies nicht nur in
Hightech-Materialien sehr präzise und rasch Forscher das neue CIVAN-System, um ver- der Fläche, sondern auch in der Tiefe. Auch
bearbeiten. Die Fraunhofer-Forscher wollen besserte Werkstoffeigenschaften zu erzielen. beim Laserschneiden verspricht sich das
diese Lasertechnik aus Israel demnächst Unter- Konkret geht es um die additive Fertigung Fraunhofer IWS Vorteile im Hinblick auf
nehmen zur Verfügung stellen. Innerhalb eines von Titan- und Aluminiumlegierungen, wie gratfreie Schnitte bei höherer Kantenqualit-
europäischen Netzwerkprojekts untersucht sie für Raumfahrtbauteile und Leichtbau- tät und eine höhere Geschwindigkeit.
das Fraunhofer IWS bereits mit dem Laserher- Komponeneten benötigt wird. Dabei wollen Die Qualitäts- und Geschwindigkeitsvorteile,
steller Civan Lasers (Informationen zum Unter- die Partner die dynamische Strahlformung die sich bereits abzeichnen, machen die Technik
nehmen unter www.civanlasers.com) und einsetzen, um Defekte zu eliminieren und jedenfalls für den Einsatz in der metallverarbei-
A. Kotliar Laser Welding Solutions die um ein somit eine höhere Qualität der 3D-Drucker- tenden Industrie, der Elektromobilität sowie in
Tausendfaches beschleunigte Strahlformung gebnisse zu erzielen. der Luft- und Raumfahrt hochinteressant.
erstmals für das Additive Manufacturing. Dr. Elena Lopez, Abteilungsleiterin Additive Erste Ergebnisse der Testreihen stellen die
Der Laser „Dynamic Beam“ aus Jerusalem ist Fertigung beim Fraunhofer IWS, betont: Fraunhofer-Forscher vom 07. bis 09. Dezem-
inzwischen beim IWS in Dresden installiert. „Wir planen, neuartige Strahlformen und ber einem breiteren Fachpublikum bei der
Das Institut ist damit die erste Forschungsein- Steuerungsfrequenzen zu verwenden, die kombinierten Online-Veranstaltung Laser
richtung, die eine solche Laserlösung im Ein- mit anderen Methoden nicht erreichbar sind, Symposium/ISAM 2021 in Dresden vor.
satz hat. Gemeinsam mit Civan Lasers erhof- um die Herausforderungen bei rissempfind-
fen sich die Forscher von der Erprobung neue lichen Materialien zu überwinden.“ Fraunhofer-Institut für Werkstoff- und
Anwendungsszenarien. Dr. Andreas Wetzig, Die Tests am Dresdner Institut sollen die Strahltechnik IWS
der am Fraunhofer IWS das Technologiefeld Möglichkeiten und Grenzen des Dynamic Winterbergstr. 28
Trennen und Fügen leitet, verweist dabei auf Beam Lasers ermitteln. Vorgesehen sind zu- 01277 Dresden
das Forschungsprojekt „ShapeAM“ im Rah- nächst Basisversuche mit verschiedenen Tel.: +49 351 83391-3614
men des europäischen Netzwerkprogramms Strahlprofilen, Werkstoffen und Verfahren. markus.forytta@iws.fraunhofer.de
„M-era.Net“, das im Juli gestartet wurde. Dann testen die Forscher konkrete Anwen- www.iws.fraunhofer.de
A20 HTM J. Heat Treatm. Mat. 76 (2021) 6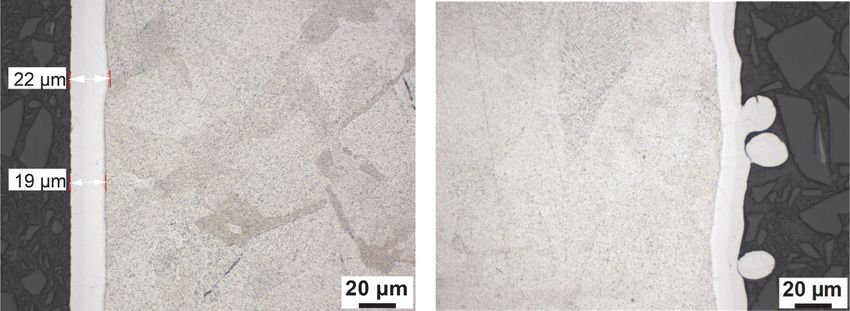
HTM Praxis
DAkkS-Akkreditierung anlagen betreibt. Das Portal myABP ist ein digitaler Informations- und
Wartungsassistent für die metallverarbeitende Industrie. Mit der In-
Die PhoenixTM GmbH, Hersteller und Entwickler von Temperatur- tegration der Neuanlage-Komponenten in myABP kann ABP Induc-
messsystemen, erweitert kontinuierlich ihr Serviceangebot. Nun hat tion zeigen, wie die Gießanlage von YGG möglichst nachhaltig und
das Unternehmen die Akkreditierung für die Kalibration ihrer Geräte ressourcenschonend betrieben werden kann.
nach DAkkS-Vorgaben erhalten. Die Plattform funktioniert ort- und zeitunabhängig. Sie ist als offenes,
Das hauseigene Labor ist in verschiedenen Audits geprüft und getestet herstellerneutrales System für alle Prozesse und Maschinen in einem
worden. Die PhoenixTM Datenlogger PTM1200 und PTM1000, die Gießereibetrieb ausgelegt. So lassen sich Predictive und Preventive
Neptune-SL Datenlogger der Partnerfirma Solder Star Ltd. können Services anbieten.
jetzt am Standort Bad Oeynhausen gemäß der Norm DIN 17025 Hier finden sich außerdem alle Dokumente von Produktbeschreibun-
überprüft werden. Kunden bekommen auf Wunsch neben dem be- gen und Zeichnungen über Wartungshandbücher bis zu Servicebe-
währten Service akkreditierte Zertifikate für die kalibrierten Datenlog- richten. Bei Bedarf kommen Virtual Trainings über die ABP Virtual
ger. So sind die Kunden für Audits und Qualitätsüberprüfungen gerüstet. Academy hinzu. Mitarbeiter vor Ort können in der Academy wichti-
Die Norm DIN 17025 (DIN EN ISO 17025) definiert die Anforde- ge Arbeitsschritte und sicherheitsrelevante Tätigkeiten virtuell trainie-
rungen an die Kompetenz der Laboratorien. Anders als bei anderen ren. Die absolvierten Trainings lassen sich in myABP dokumentieren,
Normen, wie z. B. der ISO 9001, geht es bei dieser Norm nicht vor- sodass der Anlagenbetreiber immer einen Überblick über das Kom-
rangig um die Erfüllung von Kundenanforderungen. Hier stehen die petenznetzwerk im Unternehmen hat.
Qualität und die Verlässlichkeit der Prüf- und Kalibriermethoden im
Fokus. Neben den Serviceangeboten, wie Werkskalibrationen und ABP Induction Systems GmbH
den in der Schwesterfirma in Großbritannien durchführbaren KAS- Kanalstr. 25
Kalibrationen, wird der Service laut PhoenixTM jetzt noch schneller 44147 Dortmund
und effektiver. Die Akkreditierung ermöglicht es nun, noch individuel- Tel.: +49 231 997-0
ler auf Kundenanforderungen einzugehen. info@abpinduction.com
www.abpinduction.com
Phoenix TM GmbH
Dehmerstr. 48
32459 Bad Oeynhausen
Tel.: +49 5731 300 380
info@phoenixtm.com
www.phoenixtm.com
Auftrag für ABP Induction
Die taiwanesische Yeang Guan Group hat sich für Großöfen der
ABP Induction und das Digitalkonzept my ABP entschieden, um den
Bau eines nachhaltigen Offshore-Windparks an der Westküste
Taiwans zu ermöglichen. Hierzu wird eine neue Gussproduktions
fabrik in Taichung gebaut.
ABP Induction liefert für die dabei geplante Induktionsschmelzanlage
zwei 30-t-Öfen mit einer 16 MW-Stromversorgung und einen 10-t-
Ofen mit einer 6,1 MW-Stromversorgung. Das Unternehmen bringt hier
seine globale Kompentenz ein. Mehrere Divisionen aus Europa und aus
dem asiatischen Raum arbeiten zusammen, um das Projekt verwirklichen
zu können. ABP Induction ist bestrebt, seine Kompetenz im Umfeld von
nachhaltigen Zukunftstechnologien bei der Stromversorgung zu zeigen.
Yeang Guan ist zudem an digitalen Lösungen interessiert, die ABP Induction
entwickelt hat, insbesondere am digital Expert on Demand (dEoD). Mit
diesem Tool sind ABP-Experten zur Stelle, wenn Support benötigt wird,
um die maximale Verfügbarkeit der Anlage zu gewährleisten. Es erlaubt
dem ABP-Support, die Anlage mit Augmented Reality durch die Augen
des Kunden zu sehen. Durch dieses Tool sind lange Wartezeiten auf einen
Servicetermin oder eine Techniker-Verfügbarkeit kein Thema mehr.
Dazu kommt das Digital-Portal myABP, mit dem ABP Induction nach
eigenen Angaben Pionierarbeit in Sachen Digitalisierung von Gießerei
HTM J. Heat Treatm. Mat. 76 (2021) 6
HTM Praxis
Plasmanitrieren:
ein umweltfreundliches Randschichtverfahren
Bauteil in Bearbeitung Puls-Plasmanitrieranlagen
Wie funktioniert Plasmanitrieren? HÄRTHA – WEISSENBURG – TePla. „Bei der PlaTeG Anlage hat das Paket
Partner für Härte-Verfahren einfach gepasst“, so Thomas Bückert, Ge-
Plasmanitrieren ist ein sehr werkstoffscho- schäftsführer des Unternehmens.
nendes Randschichtverfahren, das harte und HÄRTHA-WEISSENBURG steht für heraus- Mittlerweile stehen 6 PlateG-PulsPlasma Nit-
verschleißfeste Oberflächen auf filigranen bis ragende Metallveredelung durch Wärmebe- rieranlagen in der Produktionshalle im Werk
massiven Bauteilen erzeugt. Beim Plasmanit- handlungsverfahren und Härtetechniken. Der Cadolzburg, die siebte wird in Kürze ausgelie-
rieren wird in einer elektrisch geladenen Einsatz moderner Prozess- und Regeltechnik fert. Alle 7 Anlagen sind dann voll ausgelastet.
Gasatmosphäre (= Plasma) gezielt Stickstoff optimiert das Plasmanitrieren in den HÄR- Gemäß Herrn Bückert liegen die Vorteile
in die Randzone von Stählen, Edelstählen und THA Härtereien. Der hohe Automatisie- des Plasmanitrierens klar auf der Hand:
Titanwerkstoffen eindiffundiert. Das Plasma- rungsgrad kombiniert mit der Erfahrung der • Schonende Behandlung von Bauteilen, da
nitrierverfahren wird angewandt, um den Experten sichert die erforderliche Qualität diese bereits ab 350 °C effektiv plasmanit-
Funktionsflächen eine höhere Oberflächen- und die durch das Verfahren Plasmanitrieren riert werden können, während beim her-
härte zu vermitteln, damit diese einen höhe- gewünschten Eigenschaften von Bauteilen. kömmlichen Gasnitrieren die Behandlungs-
ren Widerstand gegen Verschleiß haben. 2005 entschied sich HÄRTHA für die An- temperaturen mindestens 480 °C betragen
Bei einfachen, niedrig legierten Stählen verbes- schaffung einer ersten Plasmanitrieranlage. • Verzüge und Wachstum von Bauteilen
sert sich zudem die Korrosionsbeständigkeit. Unter den Anbietern befand sich auch PVA werden so geringgehalten, dass eine
Chargierung von Bauteilen zum Plasmanitriere PulsPlasma-Nitrieranlage PlaTEC PP 120
A22 HTM J. Heat Treatm. Mat. 76 (2021) 6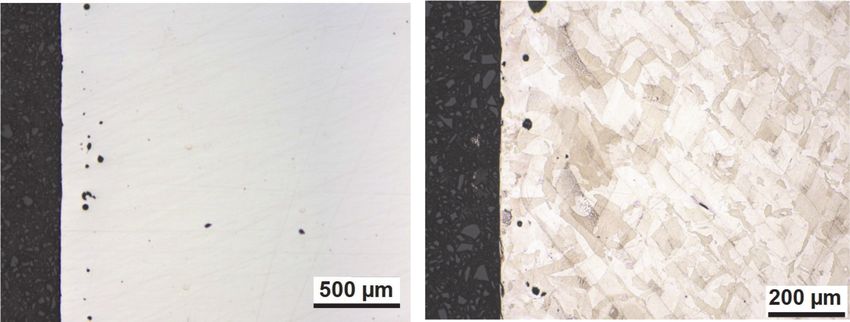
HTM Praxis
Nacharbeit oftmals nicht erforderlich ist. aufgetragen und später wieder z. B. durch Hersteller – auch in Zukunft. „In jeder Anlage
Dies spart wertvolle Fertigungszeit und Sandstrahlen entfernt werden. Somit entfal- können die gleichen Prozesse gefahren wer-
Personalkapazität und plasmanitrierte len gleich zwei Arbeitsschritte. den, wir erhalten einen sehr guten Service
Bauteile sind direkt gebrauchsfertig Die Produktpalette für den Einsatz des Plas- und können uns immer auf PVA TePla verlas-
•
Beim PulsPlasma-Nitrieren werden um- manitrierens beginnt bei Kleinstteilen mit sen“, so Mario Neuwerth, Prokurist des Un-
weltfreundliche Gase wie Stickstoff, Was- einem Gewicht unter 1 Gramm bis zu gro- ternehmens.
serstoff, Argon und Sauerstoff eingesetzt, ßen anlagenfüllenden Formplatten für z. B.
während beim Gasnitrieren der Einsatz des Kunststoffspritzgießmaschinen mit einem PVA TePla AG
hochgiftigen Ammoniaks unumgänglich ist Stückgewicht über 2000 kg. Im Westpark 10-12
HÄRTHA Weissenburg GmbH beliefert seine 35435 Wettenberg
Zusätzlich können im Falle des partiellen oder Kunden in vielen Industriebranchen. Das Werk Tel.: +49 541 68690-402
lokalen Nitrierens von Bauteiloberflächen die fertigt Teile für die Automobilindustrie – insbe- sabine.blass@pvtepla.com
Bereiche, die nicht nitriert werden sollen, ein- sondere für die Hybrid-Technik und zuneh- www.pvtepla.com
fach durch angefertigte metallische Abdeckun- mend auch für die E-Mobilität, Luftfahrtin-
gen geschützt werden. Dabei kann es sich im dustrie, Medizintechnik, aber auch Formen- Härtherei HÄRTHA-Weißenburg GmbH
einfachsten Fall um Stahlschrauben handeln, die bau und Werkzeugtechnik. Dettenheimer Str. 28 28
vor dem Plasmanitrieren in Gewinde, die nicht Nachdem die zweite PlaTeG Anlage instal- 91781 Weißenburg
nitriert werden dürfen, eingedreht werden. liert und die hohe Verfügbarkeit sowie Pro- Tel.: +49 9141 85890
Im Gegensatz dazu müssen beim Gasnitrie- zess-Sicherheit bestätigt wurde, war die Ent- info@halex.de
ren spezielle Abdeckpasten zeitaufwendig scheidung klar: HÄRTHA bleibt bei diesem www.halex-group.de
SPECTRO stellt neues Funkenspektrometer vor
SPECTRO Analytical Instruments hat kürz- siert iCAL 2.0 automatisch die meisten funktionen sowie Schnellanalyseprogram-
lich die Einführung des neuen Funkenspek- Temperatur- und Druckschwankungen. me für eine rasche Analyse von Eisen und
trometers SPECTROMAXx LMX09 be- • Signifikant reduzierter Argon-Verbrauch: Aluminium sowie die Möglichkeit einer
kanntgegeben. Die jüngsten Verbesserun- Um 6 bis 12 Prozent während des Betriebs Vor-Ort-Nachrüstung von Analysemetho-
gen ermöglichen nach Anbieterangaben und um 18 bis 64 Prozent im Stand-by – den ohne Hardware-Änderungen.
besonders zuverlässige Analysen für die ohne dabei die Leistung zu beeinträchtigen. • Zu den Verbesserungen der Hardware zählt
Qualitätseingangs- und Ausgangskontrolle • Ein erweiterter Wellenlängenbereich mit eine neue Funkenstandskonfiguration mit ein-
von Materialien in metallverarbeitenden der Option einer neuen UV-Optik, um ei- facherem Zugang für Automationen, eine
Betrieben. nen Spektralbereich von 120 bis 235 Nano- neue Optikisolierung für verbesserte Tempe-
Mit der neunten Generation vollzieht das metern (nm) verarbeiten zu können. Hier- raturstabilität, eine UV-Optik (im SPECTRO-
SPECTROMAXx einen bedeutenden Sprung durch lässt sich die Analytik auch auf Ele- MAXx Advanced), ein Hochleistungsplasma-
in puncto Geschwindigkeit und Qualität. An- mente wie Stickstoff (N), Kohlenstoff (C), generator mit Funkenfrequenzen bis maximal
wender erhalten schnelle Informationen und Schwefel (S) und Phosphor (P) erweitern – 1.000 Hz, ein Start/Stop-Knopf, eine Funken-
können so unmittelbar auf veränderte Pro- auch die Analyse von Wasserstoff (H) und kontrollleuchte sowie ein An/Aus-Sicher-
zessbedingungen reagieren. Außerdem bietet Sauerstoff (O) in Titan (Ti) basierten Mate- heitsschalter für die Hauptstromzufuhr.
es drastisch reduzierte Betriebskosten – mit rialien wird so möglich. • Adapter-Kits bieten eine Vielzahl von flexib-
geringerem Bedarf an Verbrauchsmaterial, • Der Bedienkomfort wurde noch einmal len und einfach zu bedienenden Lösungen,
besseren Diagnosefunktionen und einfacher verbessert: Langzeiterprobte Routineana- um die unterschiedlichsten analytischen An-
Wartung, um die Verfügbarkeit zu erhöhen lytik für 10 Matrices, 68 Methoden und forderungen in der Werkstoffanalyse zu er-
und teure Ausfallzeiten zu vermeiden. 56 Elemente, ein vereinfachter Zugang und füllen – die verschiedenen Probenformen
Zu den Vorzügen des neuen SPECTROMAXx neue Software-Funktionen und -größen lassen sich so optimal auf dem
Funkenspektrometers zählen: • SPECTROs SPARK ANALYZER Pro Soft- Funkenstand positionieren.
• Schnelle und einfache Standardisierung mit ware lässt sich einfach bedienen und bietet
der SPECTRO-eigenen iCAL 2.0 Kalibra Applikationsprofile, eine automatische Pro- SPECTRO Analytical Instruments GmbH
tionslogik: Es werden nur 5 Minuten und grammauswahl und ein Argonsparmodul. Boschstr. 10
eine einzige Probe pro Tag benötigt – an- Zu den neuen Funktionen zählt die Mög- 47533 Kleve
statt 30 Minuten, mehreren Proben und lichkeit, gespeicherte Spektren für eine Tel.: +49 2821 8020
erneute Messungen wie bei herkömmli- Neuauswertung bzw. Neuberechnung wie- spectro.info@ametek.com
chen Spektrometern. Außerdem kompen- derherzustellen, erweiterte Datenexport- www.ametek.com
HTM J. Heat Treatm. Mat. 76 (2021) 6 A23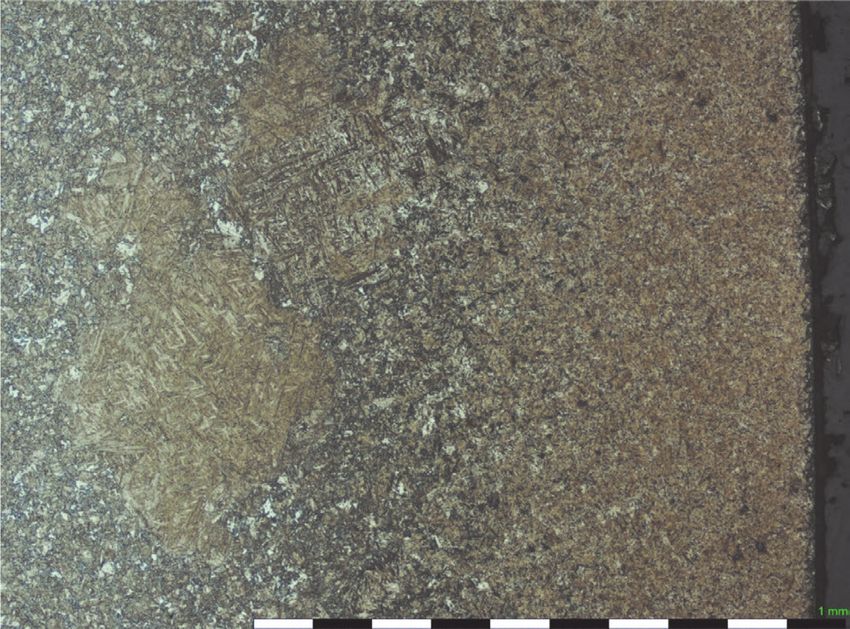
HTM Praxis
Newalu erweitert Die gute Energieeffizienz und der geringe CO2-Fussabdruck qualifi-
zieren das System grundsätzlich für Fördervorhaben, bei denen ener-
Geschäftsführung gieintensive konventionelle Verfahren abgelöst werden.
4ET bietet daneben auch Handlaser-Systeme mit höherer Flächenleis-
Die Newalu GmbH, ein Unternehmen zur Wärmebehandlung von tung und vollautomatisierte Laseranlagen für den stationären Einsatz.
Aluminiumbauteilen, erweitert die Geschäftsführung.
Uwe Baumann lenkt als Technischer Geschäftsführer (CTO) das Un- The 4JET Group
ternehmen neben Martin Volperts (CEO). Baumann soll die gestar- Konrad-Zuse-Str. 1
tete Implementierung von Lean Production des Unternehmens kon- 52477 Alsdorf
sequent weiterentwickeln. Zu seinen Aufgabenbereichen in der neu- Tel.: +49 2404 55230-0
en Funktion als CTO gehören Technik, Produktion und Logistik. Der Elke.Blome@4jet.de
Betriebswirt war in unterschiedlichen Führungspositionen beim www.4jet.de
Automobilzulieferer Westfalia-Automotive tätig. Seit 2017 ist er bei
Newalu tätig und konnte als Werksleiter an den Standorten Delbrück
und Altheim bereits erfolgreich Lean-Methoden implementieren. Er
führte die bayerischen Werke am Standort Altheim zusammen. Dort
befinden sich Vorproduktion, Wärmebehandlung und mechanische Kooperation für
Bearbeitung nun unter einem Dach. Er kam im Unternehmen an Bord,
um die Newalu GmbH mit zu restrukturieren und umzufirmieren. Stahlforschung
NEWALU GmbH
Lindenweg 5 Die Dillinger Hüttenwerke setzen die Partnerschaft mit der Materi-
33129 Delbrück alwissenschaft und Werkstofftechnik der Universität des Saarlandes
Tel.: +49 5250 9897 0 und dem Steinbeis-Forschungszentrum für Werkstofftechnik (MECS)
info@newalu.com fort. Mit der Stahlentwicklung 4.0 fördert Dillinger die Erforschung
www.newalu.com der Mikrostruktur von Spezialstählen an der Universität und versucht
damit seine Position bei der Weiterentwicklung der Grobblechpro-
duktion zu stärken.
Im Rahmen der von den Dillinger Hüttenwerken mit einer Million
Euro geförderten Weiterführung der Forschungskooperation wer-
Laserreinigung den zwei wissenschaftliche Projekte im Bereich Stahlforschung er-
möglicht. Der Fokus der wissenschaftlichen Arbeiten liegt auf der
Mikrostruktur des Stahls sowie dessen Entstehung und die Möglich-
Die 4JET Gruppe stellt die Laserreinigung erstmals auf eine breitere keiten, die Mikrostruktur gezielt zu beeinflussen, da die Beschaffenheit
Grundlage für industrielle Anwendungen. Der neue JETLASER M-100 des Gefüges die Eigenschaften des Grobbleches bestimmt. Ziel dieser
ist ein handgeführtes Laserreinigungssystem, das günstige Investitions- Forschungskooperation ist eine noch schnellere und wirtschaftlichere
kosten und eine breite Anwendungsvielfalt verbindet. Weiterentwicklung der Spezialstähle von Dillinger. Sie soll dazu bei-
Das Gerät dient u. a. zum Entölen, Entrosten und Entlacken sowie zur tragen, flexibel auf Kundenwünsche und die verschiedensten Anwen-
Reinigung von Werkzeugen und Formen. Zu den möglichen Einsatz- dungsgebiete reagieren zu können.
gebieten gehören Industriereinigung, Werkzeuginstandhaltung sowie Die anspruchsvollen Bleche von Dillinger finden z. B. Verwendung im
die Vor- und Nachbereitung von Fügeprozessen wie dem Schweissen. Stahlbau, im Maschinenbau sowie beim Bau von Onshore- und Off-
4JET betont, dass das Laserreinigen gegenüber klassischen Reini- shohre-Windkraftanlagen. Insbesondere die Stähle, die im Bereich
gungssystemen wie dem Strahlen, Beizen oder Schleifen trocken, leise, Offshore-Windanlagen in Einsatz sind, müssen lange Zeit extremen
staubfrei und ohne Einsatz von Chemie erfolgt. Einsatzbedingungen trotzen und dennoch einen sicheren Betrieb ge-
Die einfache Bauweise und das geringe Gesamtgewicht, ein einfacher währleisten. Mit für den jeweiligen Anwendungsfall entwickelten Fer-
Anschluss an das 220V-Netz, die Bedienung über einen Touch-PC und tigungskonzepten sollen die Spezialstähle von Dillinger den Dauerbe-
die Vielfalt an Reinigungsprogrammen bieten eine gute Voraussetzung lastungen nachhaltig standhalten.
für den Einsatz bei vielen Industriedienstleistern.
Der Anbieter verweist darauf, dass die Laseranlagen preislich mit AG der Dillinger Hüttenwerke
Strahl- und Trocknungsanlagen gleichauf liegen, aber weitgehend war- Ute Engel
tungsfrei sind und abgesehen vom geringen Stromverbrauch ohne Werkstr. 1
Betriebsmittel auskommen. Die Betriebskosten liegen bei weniger als 66763 Dillingen/Saar
1 € pro Stunde und die monatliche Belastung aus Finanzierung oder Tel.: + 49 6898 10-2265
Leasing liegt bei etwa 1.500 €. Damit wird die ehemals teure Laser- ute.engel@stahl-holding-saar.de
reinigung damit auch für kleinere Dienstleister wirtschaftlich. www.dillinger.de
A24 HTM J. Heat Treatm. Mat. 76 (2021) 6
HTM Praxis
Endabnahme für AOD-Konverter
Die BGH Edelstahlwerke GmbH hat Prime- titonskosten lassen sich damit die Produktion gies den 50 Tonnen-AOD-Konverter, das Le-
tals Technologies die Endabnahmebescheini- flexibler gestalten sowie der spezische Ver- gierungs- und Zuschlagsstoffesystem, die Ein-
gung für einen neuen AOD (Argon Oxygen brauch von Rohmaterialien, feuerfesten hausung und die Primärgaskühlung, Hilfs- und
Decaburization)-Konverter erteilt. Damit Werkstoffen, elektrischer Energie und Be- Nebeneinrichtungen sowie die Elektrik und
erweitert der Stahlproduzent sein Elektro- triebsmitteln senken. Gleichzeitig werden die Automatisierung. Das komplette Enginee-
stahlwerk in Freital (Sachsen). aufgrund der verkürzten Behandlungszeiten ring, Überwachungsleistungen für Montage
Der neue Konverter ergänzt und entlastet die Produktiviät erhöht und die Qualität der und Inbetriebnahme sowie die Kundenschu-
die bestehende VOD (Vacuum Oxygen Endprodukte weiter verbessert. lung vor Ort waren ebenfalls Bestandteile
Decaburization)-Anlage. Bei niedrigen Inves- Für das Projekt lieferte Primetals Technolo- des Leistungsumfangs. Der Umbau erfolgte
während des laufenden Betriebes ohne we-
sentliche Einschränkung der laufenden Pro-
BGH Edelstahlwerke GmbH duktion.
Die BGH Edelstahlwerke GmbH ist eine inhabergeführte mittelständische Unternehmensgruppe.
Zur Holding gehören mehrere eigenständige Produktionsstandorte in Deutschland und in Polen. Die
jetzige BGH Edelstahl Freital GmbH ist der größte Standort der BGH-Gruppe. Das Unternehmen
Primetals Technologies Ltd.
betreibt am Standort Freital ein Kompaktstahlwerk mit einem Lichtbogenofen und nachgeschalteter
Sekundärmetallurgie sowie eine Blockgussanlage und eine Horizonal-Strangussanlage. Zur Weiterver- 566 Chiswick High Road
arbeitung dienen eine Grobblockstraße und eine Stabstahl-Drahtstraße. Erzeugt werden Walzdraht Building 11, Chiswick Park
und Stabstahl aus hochlegierten Werkstoffen sowie Schnellstahl und Nickelbasislegierungen für an- W4 5YA, London
spruchsvolle Anwendungen. Eine Einzelstabvergütungsanlage, Schäl- und Polierlinien sowie Ultra-
schall- und Rissprüfanlagen sollen für eine hohe Qualität der Endprodukte sorgen. Tel.: +44 208 996430
www.bgh.de contact@primetals.com
www.primetals.com
HTM Praxis
Randschichthärtung additiv gefertigter nichtrostender
Edelstähle mit HARD-INOX-S
Die additive Fertigung hat sich in den vergan-
genen Jahren rasant entwickelt als innovati-
ves Verfahren, oft bionisch inspirierte Bautei-
le werkzeuglos zu fertigen.
Besonders weit verbreitet haben sich die La-
ser-Pulverbettverfahren (LPBF – Laser Pow- Abb. 1:Verfahrensschema
des Laser Powder Bed
der Bed Fusion; oft auch Selective Laser Mel- Fusion Prozesses (LPBF)
ting oder Laser Cusing genannt), bei denen
wiederkehrend dünne Pulverschichten lokal
mit einem Laser aufgeschmolzen werden und
so Schicht für Schicht, dem dreidimensionalen
CAD-Design und geeigneter Anlagensteue-
rung folgend, Komponenten erzeugt werden
(Abb. 1). Die qualitätsbestimmenden Parame- über 1.000 HV erreichen. Die sich einstellen- zu schützen. Eine partielle Behandlung ist
ter des Bauprozesses und die mikrostruktu- de homogene Randschicht wurde früher als ebenso möglich, sollte bei scharf gekerbten
rellen Eigenschaften sowie die makroskopi- „S-Phase“ bezeichnet, sie erreicht aufgrund Bauteilen die Gefahr der Anrissbildung bei zu
schen Geometriegrößen, hier besonders der der tiefen Temperaturen Eindringtiefen für N hoher Beanspruchung bestehen.
Verzug, wurden eingehend untersucht. und C von 20 bis 30 μm. Die Korrosionsbe- In einem Stichversuch wurde die Machbarkeit
Bei den metallischen Werkstoffen, die mittels ständigkeit verschlechtert sich gegenüber dem geprüft. Abb. 2 zeigt die Oberfläche von Pro-
LPBF verarbeitet werden, dominiert der austenitischen Ausgangszustand nicht, ferner beplättchen aus dem Stahl 316 L im Zustand
nichtrostende Edelstahl AISI 316 L (1.4404 – bleiben die Bauteile unmagnetisch. „as built“ sowie nach einem Schleifabtrag.
X2CrNiMo17-12-2), der aufgrund seiner me- Der Prozess ist daher prädestiniert, additiv Das Gefüge zeigt die typische Erstarrungs-
tallurgischen Kenngrößen besonders gut für gefertigte Bauteile aus 316 L in der Rand- struktur nach dem Laserschmelzprozess
diesen Prozess geeignet ist. Mit ihm lassen sich schicht zu härten und sie so vor Verschleiß (Abb. 3, rechts).
Porositäten im Zustand „as built“ sowie Ver-
zug und Eigenspannungen im Bauteil recht gut
beherrschen. Zwar stellen sich durch die ra-
schen Aufheiz-/Aufschmelzzyklen der Pulver-
körner mit rascher Wiedererstarrung sehr
feinkörnige Gefüge mit gegenüber schmelz-
metallurgisch erzeugtem Stahl höheren stati-
schen und dynamischen Festigkeiten ein, das
Niveau bleibt jedoch auf demjenigen der nicht
härtbaren austenitischen Edelstähle.
Die hohen geometrischen Freiheitsgrade des
3D-Drucks erlauben es, Funktionsflächen un- Abb. 2: Additiv gefertigte Proben aus Stahl 316 L (links: Oberfläche nur gedruckt (as built);
mittelbar in die Bauteile zu integrieren. Oft rechts: Oberfläche nach 0,3 mm Schleifabtrag und Feinschleifen mit SiC 1.000)
werden Funktionsflächen in Bauteilen adhäsiv
oder abrasiv tribologisch beansprucht, teils
erleiden sie auch durch strömende flüssige
Medien erosiven Verschleiß.
Allgemein gelten austenitische nichtrostende
Stähle als nicht härtbar, da sie keine Gefü-
geumwandlung von Austenit zu Martensit zei-
gen. Austenitische Werkstoffe können jedoch
über den bei der Härterei Gerster entwickel-
ten Niedertemperatur-Nitrocarburierprozess
HARD-INOX-S, bei dem Stickstoff und Koh-
lenstoff in die Bauteiloberfläche eindiffundie- Abb. 3: Querschliff durch additiv gefertigten Stahl 316 L (links: ungeätzt, mit geringer Restporosität;
ren, eine beträchtliche Härtesteigerung auf rechts: Mikrostruktur nach Ätzung Adler, 10 s bei RT)
A26 HTM J. Heat Treatm. Mat. 76 (2021) 6
HTM Praxis
Abb. 5: Härteverlauf nach einer Hard-Inox-S®-
Behandlung (420 °C/24 Std.; Stahl 316 L)
Abb. 4: Querschliff durch additiv gefertigten Stahl 316 L nach Hard Inox S®-Behandlung (links: Diffusions-
zone ca. 20 μm auf zuvor geschliffener Oberfläche; rechts: Diffusionszone auf einer Oberfläche
„as built“ mit anhaftenden durchgehärteten Pulverpartikeln nach Ätzung Adler, 10 s bei RT)
Nach dem von der Härterei Gerster entwi- chung mit gleichzeitig extremer Härte der schen nichtrostenden Stählen wie 316 L
ckelten HARD-INOX-S -Nitrocarburierpro- Rauheitsgipfel. Ebenso wird deutlich, dass problemlos dem Wärmebehandlungspro-
zess stellt sich nach 24 Std. bei 420 °C in ei- evtl. anhaftende Pulverpartikel aus dem Bau- zess HARD-INOX-S® unterziehen. Die Ver-
ner Stickstoff und Kohlenstoff abgebenden prozess bei der Wärmebehandlung „durch- schleißeigenschaften der Bauteile verbessern
Atmosphäre eine ca. 20 mm dicke Diffusi- härten“, welches für eine spätere Anwen- sich dadurch signifikant. HARD-INOX-S®
onszone ein, die eine Härte von 1.000 – dung ebenfalls sehr negativ wäre. Wie in kann als Schüttgutprozess realisiert werden
1.300 HV 0,1 aufweist (Abb. 4). Abb. 4 zu sehen, kann es sich dabei um lose und besitzt ein großes Potenzial für Anwen-
Wie in den Gefügeaufnahmen erkennbar, Pulverpartikel, aber auch um fester anhaften- dungen 3D-gedruckter Bauteile, auch mit
bildet sich auf den additiv gefertigten Proben de Partikel handeln. Es empfiehlt sich daher, anderen metallischen Werkstoffen.
die erwartete gleichmäßige Diffusionszone einen wirkungsvollen Reinigungsprozess vor-
hoher Härte aus (Abb. 5). Allerdings ist zuvor zuschalten (Strahlen, Laserpolieren), der bei
die Bauteiloberfläche nach dem 3D-Druck höher beanspruchten Bauteilen zur Reduzie- Härterei Gerster AG
zu schleifen. Die rauere „as built“-Oberflä- rung der Kerbwirkung einer rauen Oberflä- Güterstrasse 3
chentopografie bleibt nach der Wärmebe- che grundsätzlich angeraten ist. CH-4622 Egerkingen
handlung erhalten und führte z. B. zu geringe- Wie dieser Tastversuch gezeigt hat, lassen info@gerster.ch
ren Traganteilen bei tribologischer Beanspru- sich 3D-gedruckte Bauteile aus austeniti- www.gerster.ch
Mobiles Schweißrauchabsauggerät
Bei Schweißern kommt die brennerinteg- Weil der Filter vertikal im Gerät montiert ist, Diese sorgt dafür, dass die eingestellte Ab-
rierte Absaugtechnik wegen der automati- erfolgt die Abreinigung der Gefahrenstoffe saugleistung stets konstant bleibt – und das
schen Nachführung der Absaugung während besonders effizient. VacuFil compact ist in auch beispielsweise bei fortschreitender Fil-
des Schweißprozesses immer häufiger zum verschiedenen Leistungsklassen erhältlich. tersättigung. Damit kommt VacuFil compact
Einsatz. Brennerhersteller stocken ihr Portfo- Sowohl mit einem absaugbaren als auch mit den Anforderungen an neu W3-zertifizierte
lio mit neuen Absaugbrennern aus. Auch die einem Speicherfilter erzielt das Gerät je nach Hochvakuum-Geräte nach. Denn selbst die
technischen Vorgaben für die Beschaffenheit Motoleistung – so KEMPER – eine maximale Verarbeitung von Chrom-Nickel-Stahl ist so
und Funktionsweise wurden erst kürzlich ak- Absaugleistung von 150 oder 190 Kubikmeter rechtskonform und sicher möglich. Das Ab-
tualisiert. Luft pro Stunde. sauggerät ist mit allen Schweißbrennern kom-
Vor diesem Hintergrund erweiterte KEM- KEMPER hat die Steuerung des Gerätes auf patibel.Weitere Zusatzausstattungen wie eine
PER sein VacuFil-Portfolio und präsentierte das Wesentliche reduziert. Die Ein-Knopf- Start/Stopp-Automatik, Werkzeugschale mit
auf der diesjährigen Blechexpo/Schweisstec Bedienung vereinfacht das manuelle Einstel- Cup-Holder, verschiedene Saugschläuche so-
das neue Hochvakuum-System Vacufil com- len des Gerätes durch den Anwender, selbst wie Schlitz- und Trichterdüsen stehen für die
pact. KEMPER schließt damit eine Lücke im mit Handschuhen. Entsprechend der indivi- Anwender zur Auswahl.
Einstiegspreissegment der Hochvakuumab- duellen Brennerparameter wählt er die be-
saugung und bietet zugleich weitere Zusatz- nötigte Absaugleistung stufenlos und die KEMPER GmbH
funktionen. Gefahrstofferfassung erfolgt stets am Bren- Von-Siemens-Str. 20
Die sieben Quadratmeter große Filterpatro- nerkopf während des gesamten Arbeitspro- 48591 Vreden
ne mit einem Abscheidegrad von über zesses. Tel.: 49 2564 68-0
99 Prozent soll Schweißer effektiv gegen Optional ist das Gerät mit einer automati- mail@kemper.eu
feinste Partikel im Schweißrauch schützen. schen Absaugleistungregulierung erhältlich. www.kemper.eu
HTM J. Heat Treatm. Mat. 76 (2021) 6 A27
HTM Praxis
Steeltec setzt auf ABP-Technologie
Steeltec aus Emmenbrücke in der Schweiz, kontinuierlich an die jeweiligen Produktions- für rostfreien Langstahl und eines der beiden
ein Unternehmen der Swiss Steel Group, bedingungen angepasst. größten Unternehmen in Europa für legier-
erhöht seine Flexibilität in der Stahlverarbei- Das Besondere an der ABP-Entwicklung ist ten und hochlegierten Maschinenbaustahl.
tung durch Installation einer ESS-Induktions- der Fokus auf Effizienz und Nachhaltigkeit: So
heizung für Stäbe. kann beispielsweise jede Zone individuell
Das ESS-Induktionserwärmungssystem, das geregelt und das Temperaturprofil entspre- ABP Inductionssysteme GmbH
ABP für Steeltec installiert, besteht aus sechs chend angepasst werden. Das ESS zeichnet Kanalstr.25
Spulen und hat eine Länge von acht Metern. sich durch einen geringen Energieverbrauch 44147 Dortmund
Das System ist mit einem IGBT-Multikonver- aus. Das Spulendesign basiert auf einer ro- Tel.: + 49 0231 99 2633
ter ausgestattet, der eine Gesamtleistung von busten Konstruktion und einem speziell ent- info@abpinduction.com
5.400 kW aufweist. Die IGBT-Technologie wickelten Kupferprofil für einen hohen elek- www.abpinduction.com
von ABP steht für hohe Effizienz. Der modu- trischen Wirkungsgrad. Die THERMPROF-
lare Aufbau und die Plug & Play-Module ver- Simulationssoftware wird auch verwendet,
leihen nach ABP-Angaben Steeltec hohe um die Temperaturkurve zu simulieren und
Flexibilität. Die Zonensteuerung von ABP zu optimieren. Das ESS-Leitsystem kann zu ABP Inductionssysteme GmbH
ermöglicht es, die Temperaturkurve nach diesem Zweck an ein Level-2-Leitsystem an- ABP ist ein führender Hersteller von Induk-
verschiedenen Parametern zu ändern. gebunden werden. Dadurch können Auto- tionsöfen und Systemen zum induktiven
Das Induktionsstaberwärmungssystem eig- matisierungspotenziale voll ausgeschöpft Schmelzen und Halten für die metall- und
metallverarbeitende Industrie. ABP ist Ex-
net sich für eine Vielzahl von Prozessen, wie werden. Die ESS-Steuerung bietet zudem perte für das Schmelzen, Gießen, Halten und
z. B. die kontinuierliche Staberwärmung oder einen breiten Funktionsumfang, um die Zwi- Erhitzen von Eisen, Stahl und Nichteisenme-
einen Batch-Betrieb. Der ESS-Typ ermöglicht schenerwärmung optimal an den Walzpro- tallen mit Konstruktion, Produktion, Mon-
tage und Dienstleistungen für Gießereien,
eine einfache Temperaturanpassung für ver- zess anzupassen.
Schmieden und Stahlwerke. Die ABP Induc-
schiedene Stahlsorten bei gleichzeitiger Op- Mit dem Heizsystem von ABP soll Steeltec tion Systems Group mit über 400 Mitarbei-
timierung der axialen und radialen Tempera- dem eigenen Anspruch, führender Anbieter tern hat Gesellschaften in den USA, Mexiko,
turverteilung: Angetriebene Walzen fördern von Individuallösungen im Bereich Edelstahl- Schweden, Deutschland, Südafrika, Russland,
Indien, Thailand und China. Sie ist mit Ser-
die Stäbe durch die Induktionsspulen und Langprodukte zu sein, gerecht werden. Die vice- und Vertriebspartnern in den meisten
erwärmen sie auf Walztemperatur. Förder- Gruppe ist einer der weltweit führenden Industrieländern der Welt vertreten.
geschwindigkeit und Heizleistung werden Hersteller sowohl für Werkzeugstahl als auch
Temperaturprofilsysteme
Die Fluke Process Instruments GmbH prä- gen stand zu halten. Er hat ein 316er Edel- Datapaq Insight Mobile zur Verfügung. Mit
sentiert die neue Generation ihrer Tempera- stahlgehäuse, bietet Schutzart IP67 und kann der App können die Anwender die Daten
turprofilsysteme für Wärmebehandlungsver- für den Einsatz mit Metall- oder Edelmetall- direkt aus der Fabrikhalle auf ihrem Mobilge-
fahren, die Datapaq Furnace Tracker. thermoelementen spezifiziert werden. rät abrufen, analysieren und vor einem Mess-
Datapaq Furnace Tracker zeichnen nach Die neuen Hitzeschutzbehälter bieten einen durchlauf den Betriebszustand von Thermo-
Anbieterangaben präzise und zuverlässig hohen Schutz bei den verschiedensten Anwen- elementen überprüfen. Die TUS-Software
Temperaturprofile während der gesamten dungen, einschließlich Hochtemperaturprozes- zur Prüfung der Temperaturgleichmäßigkeit
Wärmebehandlung auf. Die für den wieder- sen,Verfahren unter Vakuum oder kontrollierter bietet neben vollständigen Temperaturprofi-
holten Einsatz – auch für schwierige Produk- Atmosphäre, Brammenerwärmung, Lösungsglü- len auch rückverfolgbare Protokolle gemäß
tionsumgebungen – konzipierten Systeme hen, Abschrecken und Aushärten. Komplettiert Industriestandards wie AMS2750 und CQI-9.
unterstützen die Anwender dabei, die Verfah- werden die Temperaturprofilsysteme durch die
rensleistung zu verbessern, Stillstandszeiten zu Software Datapaq Insight, die Rohdaten in aus- Fluke Process Instruments GmbH
verringern und Gleichmäßigkeitsprüfungen sagekräftige Analysen umwandelt. Blankenburger Str. 135
(TUS) zu beschleunigen. Der neue Datenlog- Dank einer übersichtlichen Benutzeroberflä- 13127 Berlin
ger Datapaq TP6 mit 10 oder 20 Thermoele- che ist sie auch für weniger geübte Nutzer Tel.: +49 304780080
menteingängen ist dafür ausgelegt, langen einfach zu bedienen. Es stehen drei Soft- info@flukeprocessinstruments.com
und widrigen Wärmebehandlungsbedingun- ware-Optionen sowie die kostenlose App www.flukeprocessinstruments.com
A28 HTM J. Heat Treatm. Mat. 76 (2021) 6
HTM Praxis
Neue 3D-Druckanlage Neue Entgratanlage
von Trumpf von Karl Roll
Mit der neuen Hochdruckwasserstrahl-Entgratanlage FlexJet HD hat der
Auf der 3D-Druck-Fachmesse formnext in Frankfurt a. Main präsen- Anlagenbauer Karl Roll eine Lösung für das Entgraten und Reinigen in ei-
tierte Trumpf die neue Generation seiner Mittelformatmaschine nem Arbeitsschritt entwickelt.
TruPrint 3000. Durch stringentere Anforderungen an die partikulare Sauberkeit ergeben
Die Anlage stellt durch pulverbett-basiertes Laserschmelzen Bau- sich höhere Anforderungen an die Bauteilreinigung und Entgratung. Dies
teile von bis zu 300 mm Durchmesser und 400 mm Höhe her. Da- betrifft insbesondere Bauteile/Komponenten für hydraulische Syteme so-
bei kann die Maschine alle schweißbaren Werkstoffe verarbeiten wie für Getriebe, Motoren und Lenkung.
wie z. B. Stahl,Titan oder Aluminium. Nach Herstellerangaben ist die Um die geforderten Sauberkeitsspezifikationen stabil zu erreichen
neue Tru Print 3000 an die Qualitätsanforderungen und Produkti- reicht die Reinigung der Werkstücke allein nicht mehr. Denn Grate und
onsabläufe in verschiedenen Branchen angepasst. Die Anlage lässt Flitter, die während der Reinigung nicht entfernt werden, können sich
sich jetzt auch mit einem zweiten Laser ausstatten, was ihre Produk- in Folgeprozessen ablösen und das Bauteil kontaminieren. Eine zuver-
tivität verdoppelt und die Teilekosten deutlich senkt. Zwei 500 Watt lässige Entgratung trägt dazu bei, die Sauberkeitsanforderungen stabil
starke Laser arbeiten im gesamten Bauraum der Anlage parallel. Das zu erfüllen.
macht laut Trumpf die Fertigung deutlich schneller und effizienter, Aufgrund schwer zugänglicher Bereiche wie innenliegende Bohrungen,
unabhängig von der Geometrie und der Anzahl der gefertigten Bau- Hinterschneidungen und Sacklochbohrungen stellt die Entgratung spa-
teile. Selbst bei großen Bauteilen kann ein Laser bei Bedarf die nend gefertigter Bauteile eine Herausforderung dar, für die Karl Roll die
komplette Kontur bearbeiten. Das trägt zu einer optimalen Teile- neue FlexJet HD entwickelte.
qualität bei, und es entstehen keine Nahtstellen. Die Option Auto- Der in der Behandlungskammer der neuen Anlage integrierte Drehtisch
matic Multilaser Alignment überwacht und kalibriert während der mit Pneumatik-Anschlüssen für automatische Werkstückspanneinrichtun-
Bauarbeit die Laser automatisch. gen ist für Bauteile mit bis zu 450 mm Durchmesser und maximal 550 mm
Höhe ausgelegt. Das maximale Werkstückgewicht inklusive Spannvorrich-
Verbesserte Schutzgasführung und integrierter Pulverförderer tung liegt bei 100 kg. Diese Abmessungen ermöglichen die Behandlung
beispielsweise eines Motorblocks für einen Vierzylinder-Motor. Der in der
Neu ist auch das Strömungskonzept für Schutzgas. Das Gas strömt Hochdruckeinheit erzeugte Wasserstrahl mit bis zu 500 bar Druck wird
nun besonders gleichmäßig durch die Anlage und steigert dadurch durch ein Vierfach-Düsensystem mit automatischer Düsenumschaltung
die Qualität der gedruckten Teile. Außerdem ist es bei der neuen geleitet. Für ein präzises und reproduzierbares Ergebnis lässt sich das
Generation der TruPrint 3000 dem Bediener möglich, das Bauteil Werkstück während des Prozesses je nach Bedarf rotieren und über die
mit Hilfe eines integrierten Pulverförderers noch innerhalb der An- X-Achse verfahren. Parallel dazu können die Düsen über die Y- und Z-
lage vom überschüssigen Pulver zu befreien. Das überschüssige Achse bewegt werden. Durch diese Möglichkeit der sehr gezielten Bear-
Pulver wird in einem Pulverbehälter gesammelt und kann beim beitung werden nach Herstellerangaben nicht nur anhaftende Flittergrate
nächsten Druckvorgang wiederverwendet werden. Das Maschinen- zuverlässig entfernt, sondern auch Klemmspäne, Schweißperlen und Zun-
und Peripheriekonzept der neuen Anlage bereitet das Pulver auf derschichten abgelöst und ausgetragen.
Wunsch „inert“, also unter Schutzgas, auf. Dadurch ist der Pulver- Die Anlage sorgt damit auch bei Geometrien undVerunreinigen, bei denen
kreislauf vor äußeren Einflüssen geschützt, was eine gleichmäßige herkömmliche Verfahren an Grenzen stoßen, für gute Ergebnisse. Für die
Pulverqualität ermöglicht. Entgratung und Reinigung größerer Oberflächen lässt sich der Wasser-
In die neue TruPrint 3000 ist jetzt auch das Qualitätssicherungssystem strahl flächig führen. Dabei werden durch die hohe kinetische Energie auch
Melt Pool Monitoring integriert. Spezielle Sensoren in der Optik der hartnäckige Verunreinigungen wie z. B. Schweißrückstände entfernt.
Anlage überwachen automatisch das Schmelzbad während des Für die Positionierung der Achsen kommt eine neue Steuerungstechnik zum
Druckvorgangs. Die Auswertesoftware stellt anschließend Abwei- Einsatz. So kann der Prozessablauf offline mittels G-Code und eine Teach-In-
chungen grafisch dar – etwa bei einem zu kalten oder überhitzten Lösung über ein 15 Zoll Bedienfeld programmiert werden. Optional be-
Schmelzbad. Dadurch kann der Anlagenbediener den Fehler erken- steht auch die Möglichkeit, über Teach-In mit einem Handterminal zu pro-
nen und ihn im Anschluss analysieren. grammieren. Diese Lösungen ermöglichen eine einfache und schnelle Pro-
grammierung der abzufahrenden Konturen sowie sehr exakte Positionierung
bei den zu entgratenden Bereichen ohne spezielle Programmierkenntnisse.
TRUMPF GmbH + Co. KG Karl Roll GmbH & co. KG
Johann-Maus-Str. 2 Kanalstr. 30
71254 Ditzingen 75417 Mühlacker-Erzberg
Tel.: +49 7156 303- 31 559 Tel.: + 49 7040 8020
Athanassios.Kaliudis@trumpf.com verkauf@karl-roll.de
www.trumpf.com www.karl-roll.de
HTM J. Heat Treatm. Mat. 76 (2021) 6 A29HTM Praxis
Neue Tauchreinigungsanlage von BvL
Kunden profitieren nach Herstellerangaben hervorzuheben ist, dass auch die Auf- und Ab- nem Anlagensystem mehrstufig vereint und
mit der Tauchreinigungsanlage AtlanticTR be- gabestationen für die Be- und Entladung unter- modular einsetzbar. Die flexible Warenbe-
sonders von der individuell skalierbaren Anla- schiedlich angeordnet werden können – so- wegung in den Reinigungs-, Spül- und Trock-
gengröße. Das Spektrum der Tauchreinigungs- wohl seitlich, als auch stirnseitig. So lässt sich die nungsmodulen steigert die Sauberkeit wei-
anlage reicht von Kleinteilen mit komplexen Teilereinigung exakt auf den spezifischen Pro- ter. Realisierbar sind sowohl eine vertikale
Teilegeometrien und hohen Durchsätzen bis duktionsprozess, den Materialfluss und die Oszillation als auch Schwenk- und Drehbe-
hin zu großen Bauteilen mit hohen Chargenge- räumlichen Gegebenheiten abstimmen. wegungen. Die Trennung der Reinigungsme-
wichten. Die Mehrkammer-Tauchanlage lässt dien erlaubt es darüber hinaus, in den einzel-
sich zudem mit weiteren wässrigen Reinigungs- Modular mehrstufige Reinigungsverfahren nen Tauchbecken die verschiedenen Verfah-
systemen von BvL kombinieren. Das erlaubt ren zu einem optimalen Reinigungsprozess
eine optimale Anpassung an den gesamten Mit ihrer Reinigungstechnik bietet die Atlan- zu kombinieren. Zur Flexibilität trägt weiter
Fertigungsprozess. Passend zur Reinigungsanla- ticTR eine genau abgestimmte Kombination das automatische Transportsystem mittels
ge bietet BvL Oberflächentechnik nicht nur von Tauchen/Spritzen, Injektionsspritzen, Ro- Portalumsetzer bei, der in beliebiger Abfolge
flexible Zuführ- und Abtransportsysteme mit tation, Oszillation und Ultraschall. Die unter- programmierbar ist. Die Trocknung schließ-
unterschiedlichen Fördertechniken. Besonders schiedlichen Reinigungsverfahren sind in ei- lich ist in die Reinigungsanlage integriert und
als Umluft-, Vakuum- oder Infrarottrocknung
ausführbar.
Eine weiter gesteigerte Prozesssicherheit
bieten die Smart Cleaning Apps. Der Reini-
gungsprozess wird damit automatisiert und-
Prozessveränderungen werden im Bedien-
panel sofort angezeigt.
BvL Oberflächentechnik GmbH
Grenzstr. 16
48488 Emsbüren
Tel.: +49 5903 951-60
info@bvl-group.de
Mit der Mehrkammer-Tauchanlage AtlanticTR wird die Präzisionsreinigung individuell anpassbar www.bvl-group.de
Messen, Tagungen, Seminare
Vom 17. – 21. 01. 2022 findet bei der Dr. Sommer Werkstoff GmbH Vom 16. – 18. 02. 2022 findet in Ostfildern das Seminar „Metallo-
in Issum-Sevelen das Einsteigerseminar „Was der Härter über seine graphische Untersuchungsmethoden, Teil A“ statt. Inhalt des Semi-
Arbeit wissen muss“ statt. Themen des Seminars: Wärmebehandlung – nars: Einführung in die Metallographie, Kurzeinführung in die
Wieso – Weshalb-Warum, Werkstoffbezeichnungen, Legierungstechnik, Werkstoffkunde, Probennahme, Einfassen und Einbetten metallo-
Wärmebehandlungsverfahren, Erstellung einer Wärmbehandlungs- graphischer Proben, mechanisches Schleifen und Polieren, metal-
anweisung, Arbeitsschutz. lographisches Ätzen, M
ikroskopiertechnik, begleitendes metallo-
Informationen unter www.werkstofftechnik.com graphisches Praktikum.
Informationen unter www.tae.de
Vom 18. -21. 01. 2022 findet in Nürnberg die EuroGuss, die Fachmesse
für Druckguss statt. Vom 08. – 10. 03. 2022 findet auf dem BERNEXPO-Gelände in Bern
Informationen unter www.euroguss.de die BLE.CH 2022, die Fachmesse für Metall- und Stahlbearbeitung
statt
Vom 08. – 10. 02. 2022 findet bei der Messe Essen die „E-world and Informationen unter www.ble.ch
water“, das Branchentreffen der Energiewirtschaft mit den Themen-
schwerpunkten Anlagenbau, Industrieofenbau, Brennertechnik und Vom 08. – 11. 03, 2022 findet in Düsseldorf die METAV 2022, die
Energieeffizienz statt. Fachmesse für Technologien der Metallbearbeitung statt.
Informationen unter www.messe-essen.de Informationen unter www.metav.de
A30 HTM J. Heat Treatm. Mat. 76 (2021) 6HTM Praxis
Vom 08. – 11. 03. 2022 findet an der Hochschule Darmstadt das ren, Prüfen des wärmebehandelten Zustands, Beanstandungen an
Seminar „Einführung in die Metallkunde für Ingenieure und Tech- wärmebehandelten Bauteilen.
niker“ statt. Themen und Inhalte der Veranstaltung u. a.: Metallauf- Informationen unter www.tae.de
bau, Metalllegierung, Gussgefüge und Umformung, Wärmebe-
handlung. Am 15./16. 03. 2022 findet bei der Dr. Sommer Werkstofftechnik
Informationen unter www.dgm.de GmbH in Issum-Sevelen das Seminar „Schadensfälle untersuchen und
bewerten“ statt.Themen des Seminars: Schadensfalldefinitionen, kon-
Am 15./16. 03. 2022 findet in Ostfildern das Seminar „Grundlagen struktiv bedingte Fehlerquellen, fertigungsbedingte Fehlerquellen,
der Wärmebehandlungstechnik – für die industrielle Praxis – Teil A“ werkstoffbedingte Fehlerquellen, Fehler bei Wärmebehandlungen.
statt. Inhalte des Seminars u. a.: Härten, Anlassen, Vergüten, Bainitisie- Informationen unter www.werkstofftechnik.com
Abstimmung der Prozesskette
Stetig steigende Anforderungen an die Bean- Die CHD wurde im Querschliff gemessen. Probe 1.1 Einsatzschicht mit Mischkorn, un-
gleichmäßige Gefügeumwandlung, Martensit und
spruchbarkeit der Bauteile, und in der Folge Ergänzend wurde die Kernhärte in einem de- Bainit (Vergrößerung 100×)
an den Werkstoff, erfordern eine durchgän- finierten Randabstand von 10 mm gemessen.
gige Abstimmung der Prozesskette. Begin- Eine Spektralanalyse bestätigte an allen Pro-
nend von der Konstruktion, über die Materi- ben den angegebenen Werkstoff 16MnCr5,
albeschaffung und Bearbeitung, bis hin zum jedoch wurden eindeutig unterschiedliche jedoch die Unterschiede in der Qualität zu
Wärmebehandlungsprozess. Materialchargen verwendet. deutlich unterschiedlichen Wärmebehand-
Ein Anwendungsbeispiel: Nach abgeschlosse- Bei der metallographischen Bewertung der lungsergebnissen geführt haben.
nem Serienprozess für die Einsatzhärtung von Probenserien 1 und 2 sind deutliche Unter- Die Praxis bestätigt immer wieder, dass be-
Bolzen aus 16MnCr5 mit einem Durchmesser schiede zu erkennen. Nachfolgend ist nur die sonders die Materialbeschaffung ein wichti-
von 30 mm wird innerhalb einer Wärmebe- auffällige Probe 1.1 dargestellt. ger Faktor für den Erfolg der gemeinsamen
handlungscharge eine CHD von 0,78 bis Durch die Untersuchung konnte nachvollzo- Prozesskette ist.
1,06 mm erreicht. Die CHD-Ergebnisse liegen gen werden, dass die beiden Probenserien 1 Für die Reproduzierbarkeit von Ergebnissen
damit teilweise unterhalb der Spezifikation von und 2, welche in derselben Charge einsatz- aus Wärmebehandlungsprozessen ist es da-
0,90 bis 1,10 mm. Die Oberflächenhärte ist mit gehärtet wurden, zwar zeichnungskonform her meist unerlässlich, die Stahlqualität über
61 – 62 HRC nach dem Anlassen unauffällig. aus dem Stahl 16MnCr5 gefertigt wurden, den geltenden internationalen Standard hin-
aus zu spezifizieren und dies mit seinem
Wärmebehandlungsbetrieb abzustimmen.
Härterei Technotherm GmbH & Co. KG
Oliver Vogt
Zillenhardtstraße 31
73037 Göppingen/Eschenbach
Tel.: +49 7161 9 84 00 0
info@haerterei-technotherm.de
www.haerterei-technotherm.de
HTM J. Heat Treatm. Mat. 76 (2021) 6 A31HTM Praxis
Analyse von Metallbeschichtungen
Gemeinsam mit analyticon instruments hat verlangsamen oder unterbrechen musste – und aufgrund ihres Silizium- und Magnesium-
Henkel Adhesive Technologies ein neues und auch keine Qualitätseinbußen, z. B. be- gehalts auch Aluminiumlegierungen. Die
Messsystem für das mobile RFA-Handheld- züglich Korrosionsschutz, riskierte. Röntgenpistole bietet erhebliche Vorteile so-
Spektrometer, kurz genannt Röntgenpistole, Die neue Lösung ermöglichte eine Analyse wohl in der Qualitätssicherung und Verwechs-
entwickelt. Das Messsystem wurde beim unmittelbar an der Produktionslinie. Die lungsprüfung als auch im Bereich des Metall-
Landmaschinenteilehersteller Claas, Bad technische Expertise von Henkel im Kombi- recyclings, das mit dem RFA-Spektrometer in
Saulgau, getestet und in dessen Produktions- nation mit den neuen Geräten von analyti- hohem Maße vereinfacht werden kann.
linie eingesetzt, um das Austauschpotenzial con instruments führte für Claas zu einem Anwender der Röntgenpistole benötigen
der Pulveraktivierung Bonderite M-AC 50-1 effizienten Prozess. eine spezielle Schulung, wie Sie von Henkel
durch die Flüssigaktivierung Bonderite M- angeboten wird. Die Schulung trägt zum
AC AL 2000 zu untersuchen. Erhöhte Genauigkeit mit RFA sicheren und korrekten Umgang mit dem
Anstatt eine Laboranalye zu benötigen, war RFA-Spektrometer bei.
das System nach Anbieterangaben in der Die Röntgenfluoreszenzanalyse (RFA) ist eine
Lage, das Beschichtungsgewicht (CW) der
schnelle, zerstörungsfreie Methode zur ge- Henkel Adhesive Technologies
(ZnPO4)-Schicht durch durch die KTL- nauen Analyse der chemischen Zusammen- Henkelstr. 67
Schicht auf dem Stahlsubstrat in etwa 10 Se- setzung einer Probe. Mit ihr lassen sich Art 40589 Düsseldorf
kunden zu messen. Mit Hilfe des RFA-Spekt- und Menge der messbaren Elemente bestim- Tel.: +49 211 797-0
rometers konnten die Aktivierungsparameter men. Die Konzentrationen der Elemente wer- corporate.communications@henkel.com
direkt und genau analysiert werden – Henkel den unabhängig von ihrer chemischen Bin- www.henkel-adhesives.de
Adhesive Technologies war somit in der Lage, dung analysiert – das funktioniert über das
diese Paramter in nur einem Tag zu optimie- breite Spektrum von Magnesium bis Uran. analyticon instruments
ren. Das gemessene Teil heißt „Mulde” und Die RFA-Pistole misst nach Herstelleranga- Dieselstr. 18
besteht aus kaltgewalztem Stahl mit einer ben die Zusammensetzung von Metalllegie- 61191 Rosbach v. d. Höhe
4 g/m2 ZnPO4-Schicht und einer KTL-Schicht. rungen in Sekundenschnelle. Zuverlässig und Tel.: +49 6003 9355-0
Für Claas bedeutete dies, dass das Unterneh- ohne nennenswerte Probenvorbereitung info@analyticon.eu
men die Produktion während der Tests nicht identifiziert sie Edelstähle, Nichteisenmetalle www.analyticon.eu
Strahl-, Gleitschliff- und Reinigungslösungen
Gleitschleifen, Entgraten, Strahlen, Polieren und Firmengründer Mitte 2007 aus gesundheitli- rum sowie die leistungsfähige Technik der
Reinigen sind Prozesse, die bei B+S Metallbe- chen Gründen aus dem Unternehmen zu- Anlagen, die sich flexibel einsetzen lassen,
arbeitung als Dienstleistung durchgeführt wer- rückzog und Mustafa Sahin die alleinige Ge- begeistert. Ein wesentlicher Aspekt war auch,
den. Das Spektrum der zu bearbeitenden Teile schäftsführung übernahm, war ihm klar, um dass Rösler die Verfahrensmittel fürs Gleit-
ist dabei hinsichtlich Geometrie, Werkstoffen zukünftig erfolgreich zu sein, musste der veral- schleifen ebenfalls selbst produziert, Anlage,
und Anforderungen ebenso unterschiedlich tete Maschinenpark modernisiert werden. Schleifkörper und Compound also perfekt
wie die Branchen, aus denen die Kunden kom- Außerdem wollte er das Dienstleistungsange- auf unsere Anwendungen abgestimmt wer-
men. Um in jedem Fall die optimale Qualität bot durch weitere Bearbeitungsmöglichkeiten den können und ich jederzeit auf das Know-
wirtschaftlich und termingetreu zu liefern, setzt ausbauen und damit die Wettbewerbsfähig- how und die Erfahrung des Technikums zu-
der Dienstleister auf gut geschulte Mitarbeiter keit des Unternehmens nachhaltig stärken. rückgreifen kann. Nicht zuletzt hat auch die
sowie auf die Maschinentechnik und die Verfah- Wichtig war dabei, dass ein breites Teilespek- zwischenmenschliche Ebene gepasst.“, erin-
rensmittel von Rösler. trum prozesssicher und reproduzierbar bear- nert sich der Geschäftsführer. Entschieden
Die Anfänge der B+S Metallbearbeitung beitet werden kann und eine hohe Anlagen- hat sich Mustafa Sahin für die Gleitschliff-
GmbH reichen zurück bis ins Jahr 1959. Das verfügbarkeit gewährleistet ist. Durchlaufanlage R 425/6600 DA. In der Fol-
von Herbert Bickel gegründete Unterneh- „Ich habe zunächst mit verschiedenen Her- ge hat das Unternehmen in zwei weitere
men spezialisierte sich schon damals auf stellern von Gleitschliffanlagen Gespräche Gleitschliff-Durchlaufanlagen, 14 Rundvibra-
Dienstleistungen der mechanischen Oberflä- geführt, darunter einem Mitarbeiter von Rös- toren und drei Fliehkraftanlagen von Rösler
chentechnik wie Gleitschleifen. Als sich der ler. Da haben mich das breite Produktspekt- investiert.
A32 HTM J. Heat Treatm. Mat. 76 (2021) 6Sie können auch lesen

















































