12 MED Fertigung 20 MED Komponenten 42 MED Materialien & Verfahren - 4 | 2020 - MED-engineering
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

12 MED Fertigung
Gefäßkrankheiten heilen dank
3D-Druck
20 MED Komponenten
Elektromechanische Federkontakte
42 MED Materialien & Verfahren
Amorphe Metalle – Medizintechnik
4 | 2 020 Multitalent
Werben Sie zielsicher!
Die Fachzeitschrift MED engineering unterstützt
Entwickler und Anwender bei ihrer täglichen Arbeit.
MED engineering 5 | 2020
Themen:
MED Elektronik & Komponenten
MED Software
MED Recht & Normen
Anzeigenschluss: 14.10.2020
Erscheinungstermin: 30.10.2020
Ich berate Sie gerne
über die verschiedenen Werbemöglichkeiten in unserer nächsten Printausgabe, auf unserer
MED engineering Website und in dem wöchentlichen MED engineering Newsletter.
Julia Lutz (Mediaberaterin)
Tel.: 09221/949-407
j.lutz@mgo-fachverlage.de
Mediengruppe Oberfranken – Fachverlage GmbH & Co. KG
E.-C.-Baumann-Str. 5 · 95326 Kulmbach
www.med-eng.de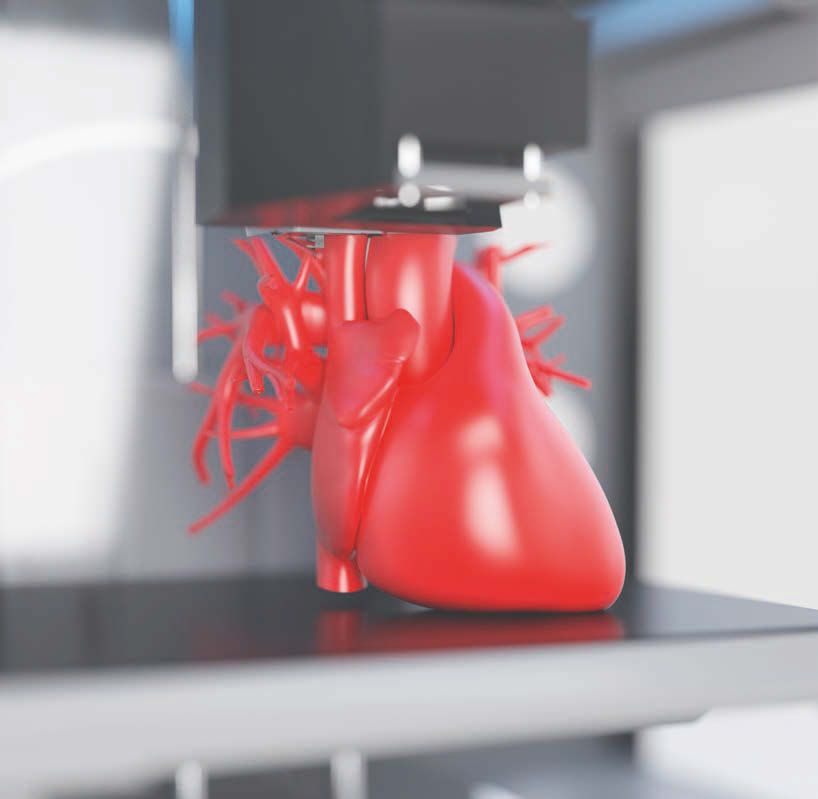
Editorial
D
ie 3D-Drucktechnik gewann zweifelsohne in den letzten
Jahren an unschlagbarer Popularität. Dadurch, dass 3D-
Drucker auch für den Heimgebrauch erschwinglich wurden
und heutzutage nicht mehr viel mehr als ein mittelmäßiger Fern-
seher kosten, erhielt der 3D-Druck auch Einzug in die privaten
Haushalte.
Die Additive Fertigung sorgte für eine gewisse Unabhängigkeit –
man war nicht länger darauf angewiesen, Ersatzteile für Haushalts-
geräte bei einem Kundenservice anzufordern, man konnte sie mit
etwas Geschick einfach selber konstruieren und drucken. Das
Wohnzimmer wurde zur Produktionsstätte. Ein Umstand, der auch
zu Beginn der Corona-Krise unerwartet dienlich war. Schnell konn-
Autonome
Kreativität
te unkompliziert aus der Ferne und in den eigenen vier Wänden da-
bei geholfen werden, Engpässe von Schutzausrüstung mit 3D-ge-
drucktem Equipment auszugleichen. Selbst Beatmungsgeräte
wurden für den 3D-Druck designt, um Geräte-Engpässe in Ländern
wie Italien oder Spanien zu verhindern.
Wie wir in dieser Ausgabe sehen, hat der 3D-Druck auch die For-
schung revolutioniert. So nutzt Dr. Pahshneh-Tala den 3D-Druck,
um menschliche Gefäße im Labor zu züchten (S.12) und For-
scher von Stratasys arbeiten an 3D-gedruckten Materialien, die
menschliche Organe und Körperteile möglichst originalgetreu in
ihrer Haptik nachbilden sollen (S. 14). Diese Materialien helfen
dann bei klinischen Validierungen und können bei der Planung
komplexer Verfahren nützlich sein.
Da, wo der herkömmliche Tintenstrahl-Drucker Worten und Gedan-
ken Form verleihen konnte, lassen 3-D-Drucker Ideen gefühlsech-
te Wirklichkeit werden.
Marc-Benjamin Aurin, Fachredakteur
m.aurin@mgo-fachverlage.de
www.med-eng.de
3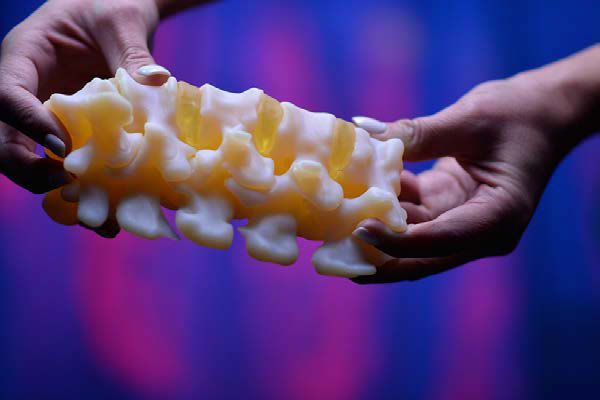
Inhalt
Lebensechte 3D-gedruckte
medizinische Modelle
Für realistische Lebensechtheit
in klinischen Szenarien stehen
nun neue Materialien bereit, die
Eigenschaften echter Gewebe
simulieren.
14
Kontakt zum Verlag:
Redaktion:
Marc-Benjamin Aurin
Tel. +49 (0) 9221 949-411
Fax +49 (0) 9221 949-377
m.aurin@mgo-fachverlage.de
Amorphe Metalle – Talente für
Anzeigen:
Julia Lutz die Medizintechnik
Tel. + 49 (0) 9221 949-407
j.lutz@mgo-fachverlage.de Fest und zugleich elastisch,
korrosionsbeständig und
Abo/Kundenservice:
Melissa Kolb biokompatibel: Amorphe
Tel. +49 (0) 9221 949-204
Fax +49 (0) 9221 949-377
Metalle bieten viel Potenzial für
kundenservice@mgo Innovationen.
-fachverlage.de
Mediengruppe Oberfranken –
Fachverlage GmbH & Co.KG
E.-C.-Baumann-Str. 5 42
95326 Kulmbach
www.med-eng.de
Mengen imMikroliterbereich
dosieren
Wenn in der Laborautomatisie-
rung flüssige Medien präzise in
kleinen und variierenden
Mengen abgefüllt werden sollen,
bietet sich eine Druck-Zeit-
Dosierung als flexible und
hygienische Methode an.
44
MED engineering 4/2020
4 www.med-eng.de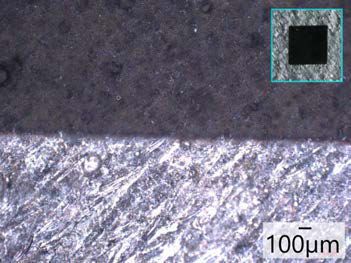
Inhalt
super
silent
MED Szene Kunststoffbauteile
30 Wirkungsvolle Barriere,
06 MDR-System muss startklar sein individuell abgestimmt
07 Zahlen, Daten, Fakten Produktfavoriten
32 Miniaturventile und -drosseln für
08 Neue Studie verdeutlicht den Einsatz in der
Chancen für Fachkräfte Atemwegstherapie
MED Fertigung 32 MICS-Module von Murata Lee HDI Miniatur-
09 Der Trend 3D-Druck 32 MedNet bietet BPA-freie Magnetventile für Gase
Auftrags- und Kleinserienfertigung
Medikationsspritzen aus
Copolyester und Flüssigkeiten
10 3D-Druck mit Polypropylen für die
Medizintechnik
Materialien & Verfahren
Prototypen
12 Gefäßkrankheiten heilen dank Sterilisation
3D-Druck 33 Einziger Nachteil – die fehlende
Zulassung!
14 Lebensechte 3D-gedruckte
medizinische Modelle Nanotechnologien Geräuscharme
36 Die Kompatibilität von
16 Risikominimierung von Beginn an Polycarbonaten Ausführung
18 MED fokus – M wie Monitoring 38 Fasertransmissionen optimieren
19 Additive Fertigung von Oberflächenbehandlung
multifunktionalen Bauteilen 40 Präzision im µm-Bereich dank
Laserstrahlung
MED Komponenten Werkstoffe
42 Amorphe Metalle –
Verbindungstechnik Medizintechnik Multitalent
20 Elektromechanische
Federkontakte
MED Geräte
22 Der Klassiker, der Individuelle und
der Flexible Fluidik
44 Mengen im Mikroliterbereich
Antriebe dosieren
24 Piezomotoren begegnen
Maschinenbau-Trends 45 Reduce to the Max
Stromversorgung OP-Equipment
26 Hochspannung für genaue 46 Mehr Flexibilität im
Messergebnisse Operationssaal
Linearsysteme
28 Hybrid-Linearaktuatoren in
Laborgeräten
LEE Hydraulische
Miniaturkomponenten GmbH
Am Limespark 2 · 65843 Sulzbach
Telefon 06196 / 773 69-0
E-Mail info@lee.de · www.lee.de
www.med-eng.de
5
MED Szene Aktuelles
EU-Institutionen sollen die einjährige Verschiebung des MDR-
Geltungsbeginns auf Mai 2021 effektiv nutzen, um das MDR-
System betriebsbereit zu machen.
MDR-System muss
startklar sein
D
er Bundesverband Medizintechnologie, BVMed, erwar- Qualitätsmanagement-Zertifikaten („Scope-Extension“)
tet von der EU-Kommission und der deutschen EU- müssen gewährleistet sein. Dafür muss der Rechtsrahmen
Ratspräsidentschaft in den nächsten Monaten weitere in Bezug auf alternative Bewertungsverfahren erweitert und
Initiativen, um das System zur Anwendung der EU-Medizinpro- abgeändert, aber auch die einheitliche Umsetzung in der
dukte-Verordnung (MDR) startklar zu machen. „Die EU-Institu- Praxis diskutiert werden.
tionen müssen die einjährige Verschiebung des MDR-Geltungs- + Die für die Zertifizierung mit klinischem Konsultationsver-
beginns auf Mai 2021 effektiv nutzen, um das System betriebs- fahren nötigen Expertengremien müssen rasch etabliert
bereit zu machen, so dass die Umstellung auf die MDR und das werden. Fehlende Expertengremien verhindern die Zertifi-
Inverkehrbringen von Neuprodukten nicht behindert werden“, zierung von Klasse-III-Implantaten und Regel-12-Pro-
so BVMed-Geschäftsführer Dr. Marc-Pierre Möll. Hintergrund dukten vor dem Geltungsbeginn.
ist, dass die EU-Kommission, das Europäische Parlament und + Die fehlenden Rechtsakte und wesentlichen Guidelines,
der Rat im April 2020 den Geltungsbeginn der EU-Medizinpro- die für die Umsetzung der MDR dringend erforderlich
dukte-Verordnung (MDR) aufgrund der durch die COVID-19- sind, müssen zügig zur Verfügung gestellt werden.
Pandemie verursachten erschwerten Umstände für das Ge- + Die Funktionsfähigkeit der EUDAMED-Datenbank muss
sundheitssystem und die MedTech-Branche um ein Jahr ver- schnellstmöglich sichergestellt sein. Außerdem müssen die
schoben haben. Dadurch gewinnen Behörden, Benannte Rahmenbedingungen für etwaige frühzeitige und freiwillige
Stellen und Hersteller vermeintlich ein Jahr Zeit. „Die Verschie- Module der Datenbank definiert sein, wenn diese nicht frist-
bung ist jedoch nur dann von den Herstellern nutzbar, wenn das gerecht zum Geltungsbeginn voll funktionsfähig ist.
System bereit ist“, so der BVMed. Nach Ansicht des deutschen
MedTech-Verbandes bleiben die bisherigen Probleme mit der BVMed-Geschäftsführer Dr. Marc-Pierre Möll: „Unsere Unter-
Umsetzung der MDR trotz der Verschiebung bestehen und ver- nehmen haben unter schwierigen Umständen bereits MDR-
schärfen sogar die Situation, da die Übergangsperiode („Grace Zertifikate erworben, obwohl das System noch lange nicht
Period“) faktisch um ein Jahr verkürzt wurde. „Erschwerend vollständig steht. Wir müssen verhindern, dass das System
kommt hinzu, dass die Dauer der COVID-19-Auswirkungen auf angehalten wird, weil Expertengremien fehlen und Remote-
die Zertifizierungen, Audits und Behördenarbeit nicht ab- Audits nur im eingeschränkten Maß möglich sowie Neu-Zerti-
schätzbar ist“, so Möll. Aus diesem Grund fordert der BVMed, fizierungen und Scope-Erweiterungen von QM-Zertifikaten
dass sich die EU-Kommission und die deutsche EU-Ratspräsi- nicht durchführbar sind. Die europäischen Institutionen müs-
dentschaft für folgende Punkte einsetzen: sen jetzt dringend ihre Hausaufgaben machen. Wir sind zuver-
sichtlich, dass die deutsche Ratspräsidentschaft dafür die
+ Die Übergangsperiode („Grace Period“) muss analog zur richtigen Schritte unternimmt.“
Verschiebung des Geltungsbeginns ebenfalls um ein Jahr
verschoben werden.
+ Die Europäische Kommission hat 20 Benannte Stellen KONTAKT
unter der MDR und IVDR bis Ende 2019 angekündigt.
BVMed – Bundesverband
Dieses Ziel wurde mit mehr als einem halben Jahr Verspä-
Medizintechnologie e. V.
tung erreicht. Es müssen nun zügig weitere Benannte Reinhardtstr. 29
Stellen notifiziert werden. D-10117 Berlin
+ Die Zertifizierung von Neuprodukten, die Neuzertifizierung www.bvmed.de
von Bestandsprodukten sowie die Zweckerweiterung von
MED engineering 4/2020
6 www.med-eng.de
ZAHLEN | DATEN | FAKTEN
Das EU-Finanzpaket in der Corona-Krise
Kredite
360 750 Mrd. €
Wiederaufbaufonds
Next Generation Europe
1074,3 Mrd. € 1824,3
Haushaltsrahmen Mrd. €
390 Zuschüsse
Zuschüsse aus dem neuen EU-Aufbaufonds
Verteilung der 390 Mrd. € Zuschüsse unter den EU-Ländern
Italien 81,8
Spanien 77,3
Frankreich 38,8
Polen 37,7
Deutschland 28,8
Griechenland 22,6
Rumänien 19,6
Portugal 15,5
Bulgarien 9,2
Tschechien 8,6
Ungarn 8,1
Slowakei 7,9
Kroatien 7,4
Niederlande 6,8
Quelle: BVMed
Belgien 5,5
Schweden 4,7
Österreich 4,0
Sonstige 20,9
www.med-eng.de
MED Szene Aktuelles
Mangel an digitalen Experten bremst Wachstum und vermindert
den Umsatzzuwachs in der Medizintechnik Schätzungen zufolge
um knapp drei Milliarden Euro.
Neue Studie verdeutlicht
Chancen für Fachkräfte
D
ie vom Deutschen Industrieverband SPECTARIS und te enorm, denn knapp 70 Prozent der Unternehmen sehen sich
der Unternehmensberatung Kienbaum Consultants nicht gut gerüstet für diese Transformation, obwohl mehr als 85
International veröffentlichte Studie „Digitale Prozent der Digitalisierung eine hohe bis sehr hohe Bedeutung
Jobs@Medizintechnik“ legt einmal mehr offen, an welchem für den zukünftigen Unternehmenserfolg zusprechen. Mehr als
Scheideweg die deutsche Medizintechnik-Industrie steht. Ob drei Viertel der Studienteilnehmer sehen in der ausreichenden
Wachstumspotenziale erschlossen werden oder der Fachkräf- Versorgung mit „digitalen Experten“ einen klaren Wachstums-
temangel die Branche ausbremst, entscheidet sich am Um- treiber: Neben der Hälfte der Befragten, die glauben, dass ihr
gang mit der Digitalisierung. Unternehmen mit größerer digitaler Expertise um bis zu zehn
Prozent wachsen könne, glauben über ein Viertel der Befragten
Die detaillierte Befragung von mehr als 80 Teilnehmern zu- in diesem Fall gar an ein Wachstum von bis zu 20 Prozent.
meist aus der Geschäftsführung und der Abteilung Human
Resources lässt schon heute ein Wachstumshemmnis der Durch die Digitalisierung können ungeachtet der oft einseitigen
Unternehmen aufgrund des Mangels an „digitalen Experten“ öffentlichen Diskussion neue Arbeitsplätze entstehen: Beinahe
erkennen: Die Hälfte der Befragten geht davon aus, dass ihr die Hälfte der befragten Unternehmen erwartet durch die Digi-
Unternehmen um bis zu zehn Prozent wachsen könnte, wenn talisierung insgesamt einen Nettobeschäftigungszuwachs:
sich der Bedarf an „digitalen Experten“ ausreichend decken „Auch das ist einer der Kernbefunde der Studie, der die enor-
ließe. Legt man den Gesamtumsatz von 33,4 Mrd. Euro der men Chancen und Möglichkeiten der Digitalisierung unter-
Medizintechnik aus dem Vor-Corona-Jahr 2019 zugrunde, streicht. Die Job-Perspektive in der Medizintechnik ist hervor-
dann hätte dieser den Schätzungen zufolge um knapp drei ragend, die Unternehmen sind durch ihre vielen Berufschan-
Mrd. Euro höher ausfallen können. cen zu äußerst attraktiven Arbeitgebern geworden. Wenn die
Branche diese Stärke ausspielt, wird sie im Kampf um Talente
Die technologische Entwicklung schreitet auch in der Medizin- und Fachkräfte bestehen“, prognostiziert Dr. Martin Leonhard,
technik voran und bietet gerade dem Gesundheitswesen regel- Vorsitzender der Medizintechnik bei SPECTARIS. Die Unter-
mäßig neue Lösungen. Der Bedarf an Fach- und Führungskräf- nehmen investieren bereits verstärkt in Employer Branding und
ten, die durch ihre Qualifikation die Digitalisierung im Unter- in Recruiting. Bisher suchten etwa 85 Prozent der Unterneh-
nehmen voranbringen, steigt zunehmend und kann derzeit bei men kaum im Ausland nach Mitarbeitern, das werden sie in den
einem Drittel der befragten Unternehmen nicht vom Arbeits- kommenden Jahren jedoch ändern. Zwei Drittel der Befragten
markt gedeckt werden. Die Studie zeigt auf, dass der Unterneh- messen auch dem „lebenslangen Lernen“ und der beruflichen
menserfolg nachhaltig negativ beeinflusst wird, wenn es nicht Weiterbildung ihrer jetzigen Mitarbeiter eine mindestens so
gelingt, sich besser auf die bestehenden Herausforderungen große Bedeutung zu. Der Stellenwert von Human Resources in
mit sich verändernden Berufsbildern und neuen Anforderun- den Unternehmen wird sich dadurch weiter erhöhen.
gen an Fachkräfte einzustellen. Alexander Mischner, Practice
Head MedTech/Life Sciences bei Kienbaum, betont: „Die KONTAKT
Unternehmen müssen dringend eingetretene Pfade verlassen,
Industrieverband SPECTARIS
wenn sie ihren Bedarf an digitalen Fachkräften heute und in Zu-
Werderscher Markt 15
kunft decken wollen. Zum Beispiel wird die Weiterbildung be- D-10117 Berlin
stehender Mitarbeiter in Punkto digitale Kompetenzen künftig Tel. +49 (0) 30 41 21 0
viel stärker in den Fokus rücken müssen, wenn externe Job- www.spectaris.de
märkte ’leergefischt’ sind.“ Der Handlungsdruck ist schon heu-
MED engineering 4/2020
8 www.med-eng.de
Über Bioprinting, Tissue Engineering und Tablettendruck: Der
3D-Druck ist in der Industrie und Forschung eine Allzweckwaffe.
Der Trend 3D-Druck
L
ange galten sie als Spielerei der Tüftler und Entwickler: Das Resin liegt hierbei in einem Becken vor und ein Laser pro-
3D-Drucker. Viele nutzten sie, um schnell ein Ersatzteil jiziert die einzelnen Schichten des 3D-Modells auf die Ober-
zu drucken oder fix einer Idee Form zu verleihen. Doch fläche eines Druckbettes. Dieses wird langsam noch oben ge-
nun machen sich immer mehr Branchen die Vorteile des 3D- zogen. Dabei wird die erste Schicht durch den Laser erstarrt
Drucks zunutze, so z. B. die Automobilindustrie, die Luftfahrt und mit dem Bett hochgezogen, um eine weitere Schichten
oder auch die Medizintechnik. Der Mehrwert ist dabei meis- hinzuzufügen.
tens derselbe: Kostensenkung und die Produktion von kom-
plexen, ansonsten schwer zu realisierenden Geometrien. Bei In der Medizintechnik ist oft der sogenannte Pulverdruck zu
dem 3D-Druck fällt fast kein Abfall an, er ist also effizienter finden. Wie bei einem normalen Drucker wird anstelle von Tin-
als manch andere Produktionstechnik und durch die Herstel- te ein flüssiger Klebstoff oder ein Bindemittel auf eine Pulver-
lung vor Ort können Transportwege gespart werden – was im schicht aufgetragen. Der Drucker zeichnet die Form also quasi
Ganzen also auch zu einem Profit für die Umwelt führt. in das Pulver und verklebt es mit den folgenden Schichten des
3D-Modells. Erst kürzlich gaben die Unternehmen MERCK
Fast wie ein Tintenstrahldrucker nutzt der 3D-Drucker eine di- und AMCM / EOS bekannt, im Rahmen einer Partnerschaft
gitale Datei als Grundlage. Diese Datei enthält Informationen das Pulverbettschmelzverfahren für die Herstellung von Tab-
über ein 3D-Modell (z. B. in Form einer CAD-Datei), welches letten mittels 3D-Drucker zu nutzen. MERCK nennt die Be-
vor dem Druck in 2-dimensionale Scheiben oder Layer ge- schleunigung und Kostensenkung des Prozesses sowie die
schnitten wird. Diese Layer werden dann vom Drucker Schicht flexible und nachhaltige lokale Produktion als größte Vorteile
um Schicht auf einander aufgebaut und mit einander verklebt der Technologie.
– daher auch der Begriff Additive Fertigung.
Der 3D-Druck wird auch noch in den nächsten Jahren Thema
Im Grundprinzip sind die verschiedenen Druckverfahren da- bleiben und bietet große Wachstumschancen. Immer mehr
her sehr ähnlich. Der angesprochene Hobbybereich nutzt da- Firmen werden bei dem Trend mitmachen und die Branche
bei meist das populäre „Fused Deposition Modeling“, kurz wird von Neuerfindungen existierender Produkte und Ge-
FDM. Jeder, der schon einmal eine Heißklebepistole in der schäftsmodelle geprägt sein. Neue Materialien werden für die
Hand hatte, kennt eigentlich das Prinzip: Ein beheizter Extru- Nutzung geprüft und Prozesse optimiert. Einer Prognose nach
der schmilzt das zugeführte Filament und bewegt sich über soll das 3D-Druck-Marktvolumen von 4,2 Milliarden Euro
eine Plattform, auf der dann Schicht für Schicht das 3D-Mo- (2015) auf 27,4 Milliarden USD (2023) ansteigen.
dell aufgebaut wird.
Die Stereolithografie nutzt hingegen schon flüssige Materia-
Autor:
lien wie das Photopolymer Resin. Dieses besitzt die Eigen- Marc-Benjamin Aurin
schaft, dass es nach einer gewissen Belichtungszeit erstarrt. Fachredakteur MED engineering
www.med-eng.de
9 MED engineering 4/2020
MED Fertigung Auftrags- und Kleinserienfertigung
Der Einsatz von Polypropylen in der Herstellung von
medizinischen Hilfsmitteln, wie z.B. Orthesen, hat sich durch das
ideale Eigenschaftsprofil als sehr vielversprechend gezeigt.
3D-Druck mit Polypropylen
für die Medizintechnik
I
n der Medizintechnik eröffnet die additive Fertigung, ba- reaktiven flüssigen Medien, dem 3D-Druck mit Pulvern oder
sierend auf der Möglichkeit zur Individualisierung, viel- dem extrusionsbasierten 3D-Druck mit geschmolzenen
fältige und noch nicht erschlossene Anwendungsberei- Thermoplasten. In den letzten Jahren hat sich der extru-
che. Besonders interessant ist dies für Entwickler, Designer sionsbasierte 3D-Druck als eine kostengünstigste Möglich-
und Produzenten, die sich mit medizinischen Hilfsmitteln keit, sowohl im Hinblick auf Investitions- und Produktions-
beschäftigen. Schnell steht man als Entwickler dabei jedoch kosten, als auch auf die Auswahl der 3D-Drucker und Mate-
vor der Problemstellung, dass mit dem 3D-Drucker zwar in- rialien, enorm weiterentwickelt.
teressante Geometrien realisiert werden können, 3D-ge-
druckte Produkte oftmals aber nicht endgültig eingesetzt Bei der Suche nach einem geeigneten Werkstoff stößt man
werden. Gründe hierfür sind vor allem die Auswahl und Ver- schnell auf eine limitierte Anzahl von Materialien, denen eine
fügbarkeit eines geeigneten Materials und die Etablierung Zulassung für den Einsatz in medizinischen Hilfsmitteln be-
von schlanken und effizienten Fertigungsprozessen mit scheinigt wurde. Unter
einer ausreichenden Produktqualität. Bei der Vielzahl der diesen Materialien befin-
Methoden zur additiven Fertigung ist der extrusionsbasierte det sich auch der thermo-
3D-Druck besonders vielversprechend. Die Materialien, die plastische Werkstoff
diese Fertigungsmethode jedoch in den letzten Jahren ge- Polypropylen (PP). Das
prägt haben, wiesen noch nicht das perfekte Eigenschafts- aus Spritzguss und Extru-
profil für die zahlreichen Anwendungsmöglichkeiten in der sion bekannte Material ist
Medizintechnik auf. Ein wichtiger Schritt zur Lösung ist hier- einer der meistverbrei-
bei der 3D-Druck mit Polypropylen (PP). tetsten Kunstoffe der
Bilder: PPprint GmbH
Welt und hat seine Taug-
Etablierte Materialien in der Medizinbranche müssen ein lichkeit in zahlreichen
breites Eigenschaftsprofil besitzen, um die chemischen, bio- technischen und medizi-
logischen und technischen Anforderungen zu erfüllen. Je nischen Anwendungen in
nach Anwendung müssen bruchfeste und flexible, aber den letzten Jahrzehnten Fußorthese gedruckt aus PP-Fila-
gleichzeitig leicht zu reinigende und sterilisierbare Produkte unter Beweis gestellt. PP ment (natural) der PPprint GmbH.
gefertigt werden. Die Eigenschaften der meist verwendeten ist aus Umweltschutz-
Materialien haben bislang noch nicht dazu geführt, dass addi- sicht ein Kunststoff, der u.a. leicht und effizient recycelt wer-
tiv gefertigte Produkte eine tragende Rolle in der Medizin- den kann, keine Weichmacher enthält, hautverträglich ist und
branche einnehmen. Um den 3D-Druck langfristig in der Me- als nicht gesundheitsschädlich eingestuft wird. PP besitzt
dizintechnik mit additiv gefertigten Produkten etablieren zu außerdem eine hervorragende Beständigkeit gegenüber Che-
können, müssen geeignete Materialien gefunden werden, die mikalien wie Säuren, Basen, Alkohole und Wasser. Dadurch
das medizin-spezifische Anforderungsprofil erfüllen. eignet sich PP perfekt als Werkstoff für Anwendungen im Be-
reich medizinischer Hilfsmittel. Die Kombination aus Bruch-
Die Auswahl eines geeigneten Materials für eine spezifische festigkeit, Flexibilität und geringer Dichte bietet dem Patien-
Anwendung ist dabei eng mit dem eingesetzten Fertigungs- ten dabei einen hohen Tragekomfort und sorgt dafür, dass 3D-
verfahren verknüpft. Unterschiedliche Materialien eignen gedruckte Produkte aus PP leicht sind und mechanischen
sich unterschiedlich gut für einen Einsatz in den zur Zeit Belastungen problemlos standhalten. Entscheidend für den
gängigen additiven Fertigungsverfahren, dem 3D-Druck mit Einsatz eines Werkstoffs in einem medizinischen Hilfsmittel
MED engineering 4/2020
10 www.med-eng.deMED Fertigung Auftrags- und Kleinserienfertigung
ist außerdem die Sterilisierbarkeit und die Möglichkeit der
Reinigung der Produkte z. B. in einer Spülmaschine. Im
Gegensatz zu anderen gängigen 3D-Druck Materialien weist
Polypropylen diese Eigenschaften in hervorragendem Maße
auf. Der Einsatz von Polypropylen hat sich unter anderem in
der Orthopädietechnik als sehr vielversprechend gezeigt. In
der Fertigung von medizinischen Hilfsmitteln, wie z.B. Orthe-
sen, eröffnet der 3D-Druck die Möglichkeit diese individuell
auf den Patienten zuzuschneiden. Aufbauend auf den Vortei-
len von PP wie die Bruchfestigkeit, Flexibilität, aber auch die
geringe Dichte, können robuste und zeitgleich passgenaue Or- Fingerorthese gedruckt aus schwarzem PP-Filament der PPprint
thesen gefertigt werden. In diesem Zusammenhang erlaubt GmbH.
die additive Fertigung von Orthesen auch die Realisierung von
neuartigen und komplexen Geometrien, die die Stabilisie- GmbH auf die jahrzehntelange Forschungserfahrungen seiner
rung, Ruhigstellung, Entlastung, Führung oder Korrektur von Gründer im Bereich der Polyolefine aufbauen. Resultierend auf
Gliedmaßen oder des Rumpfes optimal unterstützen, den Tra- den Ergebnissen der anwendungsbezogenen Grundlagenfor-
gekomfort erhöhen und den Heilungsverlauf verbessern. schung, konnte die PPprint GmbH ein Produktportfolio entwi-
ckeln, das sich im Wesentlichen über ein für den 3D-Druck op-
Über die Orthopädietechnik hinaus bietet der 3D-Druck von timieres Polypropylen-Material und eine zum Patent angemel-
PP Anwendungsmöglichkeiten für weitere medizinische dete spezielle Druckunterlage erstreckt. Die PPprint GmbH
Hilfsmittel. Hierzu zählen z.B. Schuheinlagen, die bereits vereint Materialentwicklung und Druckservice im Lohnauftrag
über verschiedene additiven Fertigungsverfahren hergestellt unter einem Dach und bietet ihren Kunden somit das Gesamt-
werden. Dabei wird die Fußsohle eingescannt und auf Basis paket der additiven Fertigung mit Polypropylen.
dieses Datensatzes eine passgenaue Schuheinlage 3D-ge-
druckt. Darüber hinaus ergeben sich vielfältige Anwendungs-
möglichkeiten für die Herstellung von individualisierten
Adaptions-, Steh- oder Sitzhilfen, sowie Halterungen für
Kommunikationshilfen. Für all diese Anwendungen ist das Autor:
Sebastian Schmidt
verwendete Material von entscheidender Bedeutung und je- Co-Founder & Produktmanager
weils an die eingesetzte 3D-Drucktechnik angepasst. Bei der PPprint GmbH
geeigneten Auswahl eines Werkstoffs und Fertigungsverfah-
rens helfen 3D-Druck Spezialisten weiter. KONTAKT
PPprint GmbH
Über die letzten Jahre hat sich die PPprint GmbH aufgrund sei-
Gottlieb-Keim-Str. 60
ner Fokussierung auf einen Werkstoff, zum Spezialisten für den D-95448 Bayreuth
3D-Druck mit PP entwickelt. Ein wesentliches Einsatzgebiet ist Tel. +49 921 50736114
dabei die Fertigung von medizinischen Hilfsmitteln, die dem Office@ppprint.de
medizin-spezifischen Anforderungsprofil entsprechen. Als www.ppprint.de
Ausgründung aus der Universität Bayreuth kann die PPprint
ELEKTRONIK- ELEKTRONIK- KABEL-
ENT WICKLUNG FERTIGUNG KONFEKTIONIERUNG LOGISTIK
Lösungen für Ideen ROB Gruppe = www.rob-group.com = info@rob-group.comMED Fertigung Prototypen
Kardiovaskuläre Erkrankungen betreffen hierzulande viele Men-
schen. Mithilfe des 3D-Drucks macht die Forschung nun bedeuten-
de Fortschritte: Gewebe werden für spezielle Funktionen gezüchtet.
Gefäßkrankheiten
heilen dank 3D-Druck
O
bwohl der menschliche Körper Erstaunliches leistet cken, diese können jedoch bisher nicht transplantiert werden.
und sogar gebrochene Knochen repariert, kann er die Die Geometrie des Gewebes kann zwar schon nachgebildet
meisten Gewebe und Organe bei Verletzungen und werden, die Herausforderung liegt jedoch in den mechani-
Schäden nicht in ihren ursprünglichen Zustand zurückverset- schen und biologischen Eigenschaften der Gewebe.
zen. Solche Schäden entstehen etwa bei Herz-Kreislauf-Er-
krankungen. In Deutschland sind kardiovaskuläre Erkrankun- Gerüste bauen für neue Gewebe
gen wie Diabetes mellitus oder Bluthochdruck eine der häu-
figsten Erkrankungen im Alter und eine führende Dr. Pashneh-Tala nutzt daher ein anderes Verfahren des Tissue
Todesursache. Blockierte und beschädigte Gefäße werden Engineering: Er konstruiert ein Gerüst, an dem menschliche
bisher autolog transplantiert: Ein Gefäß wird an einer Stelle Zellen später in einer in-vitro Umgebung entlangwachsen. Der
des eigenen Körpers entnommen und ersetzt das beschädigte 3D-Druck spielt hier eine zentrale Rolle: Durch den flexiblen
Gefäß. Das ist eine sehr umständliche und langwierige Opera- und kostengünstigen Desktop-Stereolithografie-Druck kann
tion. Dr. Pashneh-Tala die verschiedenen geometrischen Formen
für die Gerüste der Blutgefäße herstellen. Bisher konnten die
Dieses Verfahren soll sich nun grundlegend ändern: Dr. Sam Wissenschaftler nur gerade Rohre herstellen. Mit dem 3D-
Pashneh-Tala forscht an der University of Sheffield dazu, wie Druck können nun auch komplizierte geometrische Formen
Gefäße 3D-gedruckt werden können. Dabei steht er vor beson- hergestellt werden.
deren Herausforderungen: Menschliche Gefäße laufen nicht
schnurgerade durch den Körper – sie biegen, verzweigen und Der Gerüstbau verläuft dabei in sechs Schritten: In einer CAD-
verjüngen sich. Außerdem sind sie flexibel, um sich an den Software konstruiert Dr. Pashneh-Tala zunächst eine Negativ-
unterschiedlichen Blutdruck anpassen zu können. Es gibt Form des späteren Gerüsts. Dieses wird anschließend direkt
zwar erste Versuche, Gewebe und sogar Organe direkt zu dru- in seinem Labor mit dem 3D-Drucker von Formlabs herge-
stellt. Nun entsteht die eigentliche Form, worin später die
Blutgefäße wachsen: Das Negativ wird mit Silikon ausgegos-
sen und gehärtet. Verschiedene dieser Formen werden im
nächsten Schritt zusammengefügt: zwei Formen für das äuße-
re Gerüst sowie eine Innenform.
Der Zwischenraum wird dann mit einer biologisch abbaubaren
Polymeremulsion gefüllt. Nur unter dem Mikroskop erkennt
man, dass diese Strukturen hoch porös sind. Das Polymer,
kurz PGS-M, wurde für diesen speziellen Zweck an der Univer-
sity of Sheffield entwickelt. Durch Licht ausgehärtet dient
Bilder: Formlabs GmbH
„das Gerüst im Gerüst“ als Struktur für die Zellen. Diese wer-
den schließlich in das Modell eingepflanzt und in einer in-
vitro Umgebung gezüchtet.
Dr. Sam Pashneh-Tala in seinem Forschungslabor an der University of Um dieses Verfahren weiter zu verkürzen, arbeitet Dr.
Sheffield. Pashneh-Tala aktuell daran, die Positive der Gerüstformen
MED engineering 4/2020
12 www.med-eng.deMED Fertigung Prototypen
dass innerhalb des Reaktors in einer sterilen Umgebung 37
Grad Celsius herrschen.
Gezüchtete Gewebe bald bereit für die
Transplantation
Damit das Gewebe später transplantiert werden kann, ist es
sehr wichtig, die Bedingungen zu simulieren, denen das Ge-
webe später standhalten muss. Deswegen wird das Wachs-
tumsmedium kontinuierlich durch die Gefäße gepumpt – das
simuliert den Blutfluss. Die Zellen in den Gefäßen werden
zyklisch gedehnt. Das regt die Zellen an Strukturproteine zu
bilden. Die sind notwendig für die Bildung von Blutgefäßen.
Herstellung eines gegabelten Gefäßgerüsts durch zwei aufeinander
passende Formen, die die Außenseite des Gerüsts formen und eine Während die Zellen wachsen, löst sich das PSG-M in dem Ge-
Silikonkernform, die das Gerüstlumen erzeugt.
rüst auf, sodass am Ende die neu gewachsenen Zellen die spe-
mit einem elastischen Kunstharz direkt zu drucken, sodass zifische Struktur bilden. Sobald das Gewebe fertig gewachsen
die Negative überflüssig würden. Das würde eine weitere Zeit- ist, kann es getestet werden. Bisher konnte noch keine solche
und Kostenersparnis bedeuten. Bevor er das neue Verfahren Gewebestruktur transplantiert werden. Dr. Pashneh-Tala
verwendete, musste der Mediziner alle Modelle an ein exter- schätzt jedoch, dass sie schon in nächster Zeit in klinischen
nes Labor schicken und mehrere Wochen auf die Fertigung Studien getestet werden können.
warten. Diese Zeitspanne verkürzt sich dank des Desktop-Ste-
reolithgrafie-3D-Drucks auf wenige Stunden. Der Mediziner hofft, dass in naher Zukunft Gewebe und Gefä-
ße individuell für jeden Patienten angefertigt werden können:
Ein Bioreaktor aus dem 3D-Drucker Klinische Scandaten stellen dann die Basis für die 3D-Model-
le der Zell-Gerüste. Patienten spenden eigene Zellen, aus
Da es hier um menschliche Zellen handelt, müssen diese in denen in den Bioreaktoren spezifisch für sie angepasste Ge-
einer Umgebung gezüchtet werden, die dem menschlichen webe gezüchtet werden. Die Wahrscheinlichkeit, dass die
Körper möglichst ähnlich ist. Dies geschieht in einem Biore- transplantierten Gewebe abgestoßen werden, ist nahezu aus-
aktor. Auch der Reaktor stammt aus dem 3D-Drucker. Bisher geschlossen, da es sich um eigenes Gewebe handelt.
hat Dr. Pashneh-Tala einzelne Komponenten des Reaktors
3D-gedruckt. Nun hat er jedoch begonnen, komplette Kam- Durch die Desktop-Stereolithografie-Drucker können die Ge-
mern mit diesem Verfahren herzustellen. Während die Her- rüste für die Gefäße schnell und kostengünstig angefertigt
stellung sowohl des Reaktors als auch der Formen vorher Wo- werden. Ohne den 3D-Druck könnte Dr. Pashneh-Tala seine
chen dauerte, kann der Wissenschaftler sie durch den Desk- Forschungen nicht so schnell vorantreiben. Dank der digitalen
top-Stereolithografie-3D-Druck in einem Bruchteil der Zeit 3D-Modelle können Wissenschaftler international kooperie-
und der Kosten selbst herstellen. ren und die medizinische Forschung noch schneller vorantrei-
ben.
Der Reaktor besteht aus einer Kammer, die mit dem Gewe-
be in seinem Gerüst sowie einem flüssigen Wachstumsme-
dium gefüllt ist – die Flüssigkeit versorgt die Zellen wie
Blut. Der Bioreaktor befindet sich in einem Inkubator, so-
Autor:
Stefan Holländer
Managing Director EMEA
Formlabs GmbH
KONTAKT
Formlabs GmbH
Nalepastraße 18
D-12459 Berlin
Tel. +49 30555795880
www.formlabs.com/de
Betrachtung von PGS-M-Gerüsten unter dem Elektronenmikroskop.
www.med-eng.de
13 MED engineering 4/2020MED Fertigung Prototypen
Mit seinen einzigartigen Fähigkeiten verspricht der J750TM
Digital AnatomyTM 3D Printer eine grundlegende Veränderung
des 3D-Drucks von medizinischen Modellen.
Lebensechte 3D-gedruckte
medizinische Modelle
D
ie Verwendung von 3D-Druck im Gesundheitswesen
ist kein neues Phänomen. Der Einsatz des 3D-Drucks
dürfte niemanden überraschen, der sich mit den tech-
nologischen Entwicklungen im Health-Sektor beschäftigt. In
den letzten Jahren hat Stratasys mit Kunden auf der ganzen
Welt zusammengearbeitet, um die Patientenversorgung und
Kommunikation zu verbessern, die klinische Validierung zu
beschleunigen und die Innovation zu steigern. In Europa nut-
Bilder: Stratasys GmbH
zen Krankenhäuser, wie das CHU de Bordeaux und das Guy’s
and St. Thomas’ das neueste innovative 3D-Multimaterial-
Druckverfahren, um patientenspezifische medizinische 3D-
Modelle zu erstellen, die bei der Planung komplexer Verfahren
helfen. Ebenso konnten Kunden wie Nidek Technologies klini- 3D-gedruckte Wirbelsäule mit Bindegewebe.
sche Studien drastisch beschleunigen, nachdem sie den 3D-
Druck in den Geräte-Testprozess integriert hatten. geeignete Testmethode, die alle Problembereiche abdeckt.
Viele Hersteller von medizinischen Geräten sind deshalb
Trotz dieser unglaublichen Fortschritte hatte der 3D-Druck auch immer noch auf herkömmliche Testmethoden angewie-
seine Grenzen in Bezug auf realistische Organe sowie die sen. Dabei kommen überwiegend menschliche Leichen, Tie-
biomechanische Funktionalität. Zudem bot es bisher keine re oder virtuelle Modelle zum Einsatz. Aber genau wie bei
3D-Drucklösungen stoßen auch diese Methoden eindeutig
an ihre Grenzen. Diese reichen von ethischen Bedenken bis
hin zu langwierigen und kostspieligen Entwicklungsprozes-
sen. Infolgedessen drängen die medizinischen Einrichtun-
gen weiterhin auf technologische Fortschritte, um solche
„Wir erwarten, dass der Digital Probleme zu überwinden.
Anatomy 3D Printer unsere
Kunden aus der Medizintech- Um dies zu realisieren, ist es wichtig, eine Lösung zu schaf-
fen, die direkt auf die spezifischen Nachteile der traditionel-
nik dabei unterstützt, zu- len Testmethoden abzielt und die derzeitigen Einschränkun-
nächst die klinische Validie- gen des 3D-Drucks selbst überwindet. Der kürzlich auf den
rung voranzutreiben, sowie Markt gebrachte 3D-Drucker J750 Digital Anatomy bietet
eine Antwort auf dieses Problem. Durch den Einsatz fort-
die Designverifizierung und schrittlicher neuer Materialien und Software kann dieser Dru-
praktische Erprobung zu ver- cker die Haptik, die Empfindlichkeit und die biomechani-
bessern.“ schen Eigenschaften der menschlichen Anatomie in medizi-
nischen Modellen reproduzieren. Für medizinische
Einrichtungen und Hersteller medizinischer Geräte, die im-
mer wieder eine bessere Nachbildung realistischer Szenarien
fordern, ist dies möglicherweise ein entscheidender Wandel.
MED engineering 4/2020
14 www.med-eng.deMED Fertigung Prototypen
Ein korrektes klinisches Szenario ist bei Tests medizinischer Obwohl fortgeschrittene Materialeigenschaften unerlässlich
Geräte stets unumgänglich. Dies ist bei allen derzeitigen Test- sind, ist es entscheidend, dass diese neue Lösung eine Soft-
methoden nur sehr schwer zu erreichen. Menschliche Leichen ware beinhaltet, bei der die spezifischen Anatomien anstelle
sind oft schwer zu beschaffen und immer stark präpariert. von Materialien ausgewählt werden. Je nach Bedarf können die
Hersteller von Medizinprodukten können zwar mitunter genau Anwender die erforderlichen Mikrostrukturen bis hin zu indivi-
die passende Pathologie für ihre Tests verwenden, das Gewe- duellen Knochendichten oder patientenspezifischen Unregel-
be von Leichen fühlt sich jedoch anders an als „lebendiges“ mäßigkeiten erzeugen. Solche Besonderheiten in Silikonmo-
Gewebe. Bei Tierversuchen kann die richtige Pathologie nur dellen zu reproduzieren oder nach einer Tier- oder Menschenlei-
annähernd bestimmt werden und es kommt häufig zu ethi- che zu suchen, deren Pathologie den patientenspezifischen
schen Bedenken. Bei virtuellen Modellen wiederum ist jegli- Anforderungen möglichst nahekommt, führt oft zu erheblichen
cher Anspruch auf Lebensechtheit äußerst fragwürdig, da von Verzögerungen im Produktentwicklungszyklus. Mit Digital Ana-
Beginn an keine haptische und räumliche Wahrnehmung vor- tomy Modellen können Hersteller medizinischer Geräte das De-
handen ist. Obwohl per 3D-Druck patientenspezifische Sze- sign während des gesamten Produktlebenszyklus durch De-
narien nachgestellt werden können, war es bisher nicht mög- signprüfung und -validierung, Wettbewerbsvergleiche und Feh-
lich, diese realistische „Lebensechtheit“ nachzubilden. leranalysen verbessern. Der Digital Anatomy 3D Printer kann
die Durchlaufzeiten und die Produktentwicklungszyklen um
Zusammen mit dem Digital Anatomy 3D Printer wurden ver- bis zu 70% verringern.
schiedene neue Materialien auf den Markt gebracht, die
realistische klinische Szenarien besser nachbilden können Natürlich erfordern Tests medizinischer Geräte auch einen er-
als jemals zuvor. Diese Technologie eignet sich zunächst heblichen finanziellen und logistischen Aufwand. Bei Stu-
dien mit menschlichen Leichen und Tieren benötigt man eine
kontrollierte Umgebung. Beides ist kostspielig. Mit dem Digi-
tal Anatomy 3D Printer ist eine kontrollierte Umgebung nicht
mehr nötig. Die Prüfung von Medizinprodukten und jede wei-
tere klinische Studie, die nach der Vermarktung erforderlich
ist, kann in einer risikofreien Umgebung erfolgen. Die Investi-
tion zahlt sich viel früher aus als meistens erwartet, oft schon
nach weniger als 18 Monaten.
Es wird deutlich, dass sich die alltägliche klinische Versor-
gung in medizinischen Einrichtungen durch 3D-Druck ver-
bessert. Wir erwarten, dass der Digital Anatomy 3D-Printer
unsere Kunden aus der Medizintechnik dabei unterstützt, zu-
nächst die klinische Validierung voranzutreiben, sowie die De-
signverifizierung und praktische Erprobung zu verbessern.
Universitäts- und Kinderkliniken können nun zukünftige Chi-
3D-gedrucktes Modell eines Herzens, hergestellt mit dem neuen 3D- rurgen je nach Bedarf und unabhängig von der gerade verfüg-
Drucker J750™ Digital Anatomy™, der die Haptik, die Empfindlich- baren Umgebung in komplexen/seltenen Verfahren ausbil-
keit und die biomechanischen Eigenschaften der menschlichen
Anatomie reproduzieren kann. den. Wir erwarten auch, dass die Anwender die chirurgischen
Eingriffe weiter vorantreiben, indem sie diese Lösung für die
am besten für Anwendungen bei Herz- und Gefäßkrankhei- chirurgische Planung verwenden.
ten und im orthopädischen Bereich. Durch das neue Mate-
rial TissueMatrix™ können diese Modelle zum Beispiel
Funktionen wie Reißfestigkeit, Schnittwiderstand, Naht-
zugkraft und Klappeninsuffizienz effektiv simulieren. Mit
den Materialien GelMatrix™ und Agilus™, die auf vaskulä- Autor:
Scott Drikakis
re Verfahren ausgerichtet sind, kann man den Berstdruck, Healthcare Segment Leader America
die Einführungskraft von Führungsdrähten und den Berst- Strataysy GmbH
druck bei Aneurysmen genau reproduzieren. Und schließ-
lich kann man mit BoneMatrix™ bei Anwendungen zum
Anschneiden, Aufbohren und Sägen sowie für eine Wirbel- KONTAKT
säulenausrichtung die Eigenschaften echter Knochen si-
Stratasys GmbH
mulieren. Diese Materialien werden von Dritten klinisch ge-
Airport Boulevard B120
testet sowie validiert und es wird erwartet, dass jedes Jahr D-77836 Rheinmünster
spezifischere Anatomien in das Repertoire dieses 3D-Dru- www.stratasys.com/de
ckers aufgenommen werden.
www.med-eng.de
15 MED engineering 4/2020MED Fertigung Prototypen
Die SAMAPLAST AG produziert seit über 60 Jahren hochwertige
Kunststoffprodukte. Zum Portfolio gehören Kunststoffspritzguss-
teile und Implantate.
Risikominimierung von
Beginn an
S
eit über 60 Jahren stellt die SAMAPLAST AG Medizin- In seiner Kernkompetenz werden dafür Thermoplaste wie
produkte und Implantate für internationale Kunden PEEK, PSU, PEI, PPS, TPE, PC, POM und Polylactide im
unter höchsten Reinraumbedingungen im Kunststoff- Spritzgussverfahren zu Kunststoffteilen unter kontrollierten
spritzguss-Verfahren her und das von der ersten Idee bis zur Bedingungen im Reinraum (ISO-Klasse 7 oder 8) verarbei-
fertigen Baugruppe oder sogar zum steril verpackten Medizin- tet.
produkt. Sozusagen, alles aus einer Hand. So können folgen-
de Aufgaben für Kunden übernommen werden: Zur Spritzguss-Fertigung ergänzen validierte Prozesse wie
Endspülung mit HPW Wasser, Bauteilmontagen, Laserbe-
+ Designfindung → Entwicklung von Produktideen schriften, Ultraschallschweißen, Tempern, Kleben, Endver-
+ Designoptimierung → Minimierung des Risikos packen und als Dienstleistung die Sterilisation mit Gamma-
+ Materialfestlegung/-prüfung → Qualität Strahlung oder ETO das Leistungsangebot.
+ Produktionsunterstützung → biokompatible Handlingsys-
teme und Vorrichtungen in Leichtbauweise Risikominimierung von Beginn an
+ Produktion der Werkzeuge → gedruckte WZ-Einsätze für
Spritzgussformen Zur Minimierung des Risikos in der Projektumsetzung hat
+ Prozessoptimierung → DoE als Basis für die Prozessvali- SAMAPLAST eine eigene Entwicklungs- und Konstruktions-
dierung und den Prozessfreeze abteilung, welche die Designideen der Kunden konstruktiv
+ Serienproduktion → GMP-konforme Herstellung von Me- umsetzt und das Risiko für die Herstellung mit der Anwen-
dizinprodukten und Implantaten dung von Analyse-Verfahren wie beispielsweise Moldflow Si-
mulation minimiert.
Das Produktprogramm reicht dabei von Rücken- (PEEK Ca-
ges), Hüft-, Knie- und resorbierbaren Implantaten, Port-Ka- Außerdem wird mit inhouse gefertigten Prototypen das De-
theter, Hörimplantate, Sternum-Implantate über Bestandtei- sign und die Funktionsweise der Produkte gegen den bestim-
le für Dentalbereich und Augenchirurgie bis Herz-Katheteran- mungsgemäßen Gebrauch („Intended Use“) geprüft bzw.
schlüssen. bestätigt, damit es später zu keiner Überraschungen kommt.
Im eigenen Werkzeugbau inhouse mit langjährigen Know-
how für die Herstellung von Medical-Werkzeugen werden die
notwendigen Spritzgusswerkzeuge, Montage- und Prüfvor-
richtungen nach POKA YOKE hergestellt und gegen die kriti-
schen Merkmale („CTQ“) verifiziert bzw. qualifiziert. So
kann das Schnittstellen-Risiko zwischen Design und Her-
stellung stark minimiert werden.
Bilder: SAMAPLAST AG
Außerdem wurde mit dem im Jahr 2016 erfolgreich imple-
mentierten Konzept „Prototypen in 10 Tagen aus gehärteten
Stahlwerkzeugen“ die Lücke zwischen generativ oder kon-
ventionell gefertigten Prototypen und Teilen aus gespritzten
Reinraum-Produktion bei SAMAPLAST AG (ISO 7 in operation) Serienwerkzeugen geschlossen.
MED engineering 4/2020
16 www.med-eng.deMED Fertigung Prototypen
bestehenden Managementsystem und unter Berücksichti-
gung der Schnittstellen zur Medicalfertigung nach EN ISO
13485 ein ganzheitlich funktionierendes System nach DIN
SPEC 17071 implementiert, welches bis Ende 2020 und
auch danach zertifiziert ist.
Erfolgstory Sternum ZipFix System aus PEEK
Der ZipFix gleicht nur auf den ersten Blick einem gewöhnli-
chen Kabelbinder. Die Verbindungselemente kommen zum
Verschluss des Brustbeins nach operativen Eingriffen am of-
fenen Herzen zum Einsatz. Seit der ersten OP im Februar
Resorbierbare C- und Y-Platten werden mit Freeforming hergestellt. 2011 wurden weit über 100.000 Operationen weltweit erfolg-
reich durchgeführt.
Das Testen am „Serienteil“ ist nun ohne große Kosten und lan-
ge Lieferzeiten möglich, verkürzt die Gesamtprojektlaufzeit Um den ZipFix herstellen zu können, müssen die Nadeln für
und reduziert so das Risiko. Gerade im Medical-Bereich erge- den ZipFix über eine Reinstwasserreinigungsanlage in den
ben sich neue Möglichkeiten, weil erforderliche Prüfungen Reinraum eingeschleust und anschließend im Spritzgussver-
(Bsp.: Funktionstest, Biokomp.-Tests) schon früh und am de-
finitiv verwendeten Material durchgeführt werden können.
Die „Time-to-Market“, ein entscheidender Wettbewerbsfak-
tor, kann so deutlich reduziert werden.
Prototypen und Produkte im AM-Verfahren
Das Ziel der additiven Fertigung ist die Herstellung von Pro-
dukten für Kleinstserien bis hin zur Losgröße 1 und das –
wenn möglich – auch für Medizinprodukte oder sogar Implan- ZipFix Kabelbinder aus PEEK.
tate.
fahren umspritzt werden. Nach dem Spritzguss werden die
Mit der Beschaffung des Arburg Freeformer und der 3D-Dru- ZipFix Verbindungselemente auf ihre Qualität geprüft (Bsp.:
cker (Stratsyse und Kumovis für PEEK) und dem Neubau Zugfestigkeit), laserbeschriftet und nach den Kundenvorga-
eines zusätzlichen Reinraumes (ISO 8 in operation) und deren ben endverpackt. Den Abschluss bildet die Sterilisation mit-
Qualifzierung wurde der erste Schritt für eine erfolgreiche tels Gammastrahlung. Der Projekterfolg ist zum einen auf das
AM-Fertigung gemacht. Ein weiterer Schritt neben der Schu- langjährige Know-how des Werkzeugbau im Medicalumfeld
lung des Personal ist die Qualifizierung bzw. Validierung des und in der Verarbeitung von PEEK zurückzuführen und zum
Materials. Wo beim Spritzgiessen über die Funktion und Prä- anderen, die Möglichkeit alle Schritte der Fertigung an einem
zision des Spritzgusswerkzeug gesteuert wird, muss beim AM Ort unter kontrollierten und validierten Bedingungen durch-
ausschließlich über die Bauteilkonstruktion, Strategie des führen zu können. Das vermindert das Schnittstellen-Risiko
Bauteil-Aufbau und die Feinabstimmung der Parameter gere- auf praktisch Null und reduziert Fehler.
gelt werden. Und genau beim Letzteren entscheidet sich, ob
ein Projekt erfolgreich ist oder nicht.
Nur eine tiefgründige Prozesskenntnis in Kombination mit
dem Rohmaterial garantieren gedruckte Bauteile mit der ge- Autor:
Boris Scheffknecht
forderten stabilen Qualität - und das über einen längeren Zeit- CPQ, QB
raum und mehreren Produktionen, was mit einer Prozessvali- SAMAPLAST AG
dierung im klassischen Sinn vergleichbar ist.
Zertifizierungen und Zulassungen – Ohne das KONTAKT
geht es nicht
SAMAPLAST AG
Neugrutenstraße 3
Für den weltweiten globalen Vertrieb der Produkte ist die SA- CH-9430 St. Margrethen
MAPLAST AG nebst Zertifizierung nach ISO 9001 / ISO Tel. +41 (0) 71747 27 27
13485 bei der FDA, ANVISA, JPAL zertifiziert bzw. registriert. www.samaplast.ch
Für die Additive Fertigung wurde im definierten Rahmen des
www.med-eng.de
17 MED engineering 4/2020MED fokus
M wie
Monitoring
V
ielen Anwendungsfeldern des 3D-Drucks liegen stren- Unternehmen Zeit und teure Materialien. Automatisiertes
ge Sicherheitsvorschriften zugrunde. Dazu gehören die Monitoring hilft, Missstände schon während des Prozesses
Luft- und Raumfahrt oder die Medizintechnik. Oft ist aufzudecken und damit Zeit und Kosten zu sparen.
eine nachgelagerte Prüfung nicht möglich, ohne das Bauteil
zu beschädigen. Daher muss die Qualitätssicherung schon TRUMPF Anlagen erkennen Fehler während
während des Drucks erfolgen. Auch aus wirtschaftlicher Sicht des Drucks
lohnt sich Monitoring. So arbeitet ein 3D-Drucker völlig au-
tark. Oftmals dauert der Druckprozess mehrere Stunden, Bei den 3D-Druckern von TRUMPF kommen beispielsweise
manchmal sogar Tage. Kommt es zu einer Störung, beispiels- das Powder Bed Monitoring und das Melt Pool Monitoring
weise einem Fremdkörper im Pulverbett, sind die Bauteile zum Einsatz. Beim Powder Bed Monitoring macht eine hoch-
manchmal nicht mehr brauchbar. Zudem verschwendet das auflösende Kamera im Drucker nach jeder Schicht ein Bild
des Pulverbetts. Anschließend wird die Aufnahme an ein IT-
System übermittelt. Dieses wertet die Bilder echtzeitnah
aus, erkennt Prozessfehler und informiert den Maschinen-
bediener automatisiert. Das Melt Pool Monitoring prüft die
Qualität des Schmelzbads selbstständig. Dabei nehmen
Photodioden im Drucker das Prozessleuchten des Schmelz-
bades auf. Anschließend gleicht das IT-System die Werte mit
den Daten eines Referenzwerkstücks ab und stellt Abwei-
chungen wie Überhitzung grafisch dar. Der Maschinenbe-
diener erkennt den Fehler sofort und kann den Prozess stop-
pen. Wie beim Powder Bed Monitoring erfolgt die Auswer-
tung nach jedem Schichtauftrag.
Autorin:
Ramona Hönl
Media Relations, Sprecherin Additive Manufacturing
TRUMPF GmbH & Co. KG
KONTAKT
Bild: TRUMPF GmbH & Co. KG
TRUMPF GmbH & Co. KG
Johann-Maus-Straße 2
D-71254 Ditzingen
Tel. +49 7156303-31251
www.trumpf.com
www.med-eng.de
18 MED engineering 4/2020MED Fertigung Prototypen
Bei der additiven Fertigung, beziehungsweise dem 3D-Druck, wird Die so hergestellten Massen werden in Mikrodosiersysteme (MDS) einge-
das gewünschte Produkt nicht aus einem Stück geformt, sondern füllt, worauf der eigentliche Fertigungsprozess startet. In den MDS werden
Schicht für Schicht aufgetragen. Das ermöglicht die präzise und individu- die Massen bei rund 100 Grad Celsius aufgeschmolzen, wodurch sie sehr
elle Fertigung mit genau definierten Produkteigenschaften. Und die Techno- fein dosierbar sind. Um eine präzise Positionierung der Tröpfchen zu reali-
logie wird ständig weiterentwickelt. Waren es anfangs hauptsächlich sieren, entwickelten die IKTS-Wissenschaftler eine entsprechende Software:
Kunststoffe, werden seit einiger Zeit auch Metalle oder Keramik-basierte Die Dosiersysteme legen computergesteuert hochpräzise Tropfen für Tropfen
Werkstoffe verarbeitet. an der richtigen Stelle ab, wodurch sich das Bauteil punktweise aufbaut –
ADDITIVE FERTIGUNG VON MULTIFUNKTIONALEN BAUTEILEN
Einen großen Schritt weiter geht nun das Fraunhofer IKTS. Die Forschenden bis zu 60 mm und 1000 Tropfen pro Sekunde. Die Anlage arbeitet mit einer
haben eine Anlage entwickelt, mit der die additive Fertigung von Multima- Tropfengröße zwischen 300 und 1000 μm, was zu einer Höhe der aufgetra-
terial-Bauteilen basierend auf thermoplastischen Bindersystemen möglich genen Schichten zwischen 100 und 200 μm führt. Maximal lassen sich der-
wird. Beim sogenannten Multi Material Jetting (MMJ) werden verschiedene zeit Bauteile der Größe 20 × 20 × 18 Zentimeter herstellen. „Das Entschei-
Materialien mit ihren jeweils unterschiedlichen Merkmalen zu einem Pro- dende ist die individuelle Dosierung der Metall- oder Keramikmassen. Diese
dukt zusammengefügt. „Wir können derzeit bis zu vier Stoffe gleichzeitig Dosierung sorgt dafür, dass das additiv gefertigte Endprodukt während der
verarbeiten“, erklärt Uwe Scheithauer, Wissenschaftler am IKTS. Die Ein- abschließenden Sinterung im Ofen die gewünschten Eigenschaften und
satzgebiete sind vielfältig und liegen überall da, wo Unternehmen hochin- Funktionen wie Festigkeit, thermische und elektrische Leitfähigkeit erhält“,
tegrierte multifunktionale Bauteile mit individuell definierten Eigenschaf- sagt Scheithauer. Aufgrund der hohen Präzision und Flexibilität der Anlage
ten herstellen wollen. taugt sie nicht nur für die Herstellung multifunktionaler Komponenten. „Wir
könnten beispielsweise auch die Rohlinge für Werkstücke aus Hartmetall
Produktion: Vom Tropfen zum Werkstück fertigen. Da die Dosiersysteme extrem präzise arbeiten, sind die Rohlinge
Die Fertigung geschieht in einem fortlaufenden Prozess. Zunächst erfolgt schon sehr nahe an der Endkontur und müssen anders als bei herkömmli-
die homogene Verteilung der pulverförmigen keramischen oder metalli- chen Verfahren kaum mehr aufwendig nachgeschliffen werden. Das ist bei
schen Ausgangsmaterialien in einer thermoplastischen Bindersubstanz. Hartmetall ein großer Vorteil“, sagt Scheithauer. ikts.fraunhofer.de
Medizintechnik
braucht Partner.
Mit Fokus.
Fachmesse für Medizintechnik
4.– 6. Mai 2021 · Messe Stuttgart
Profitieren Sie von der erfolgversprechenden Kombination: Die T4M verbindet Fachmesse,
Foren, Workshops und Networking. Entdecken Sie neue Technologien, innovative Prozesse
und vielfältige Materialien für die Produktion und Fertigung von Medizintechnik.
Jetzt Messestand buchen!MED Komponenten Verbindungstechnik
Gefederte Batteriekontakte als flexible Kontaktierungsmöglich-
keit bei technischen Applikationen bieten Vorteile in der Effizienz,
Zuverlässigkeit und Leistungsfähigkeit.
Elektromechanische
Federkontakte
D
ie Übertragung von Ladeströmen sowie von Signalen Anwendung in der technischen Medizin
sind die typischen Anwendungen von gefederten Bat-
terieladekontakten. Batteriekontakte sind in der Lage, Trotz ihrer kompakten Bauweise ermöglichen die Batteriekon-
hohe Dauerströme aushalten und übertragen zu können. Je takte durch ihr technisches Design hohe Ströme zu übertra-
nach Beschaffenheit des Kontaktstifts können Ladeströme gen, Vibrationen standzuhalten sowie die Möglichkeit, Kon-
von bis zu 30 A dauerhaft realisiert werden. Mehrere hundert- taktsicherheit selbst bei seitlich wirkenden Kräften zu ge-
tausend Kontaktzyklen sind im Hinblick auf ihre Lebensdauer währleisten. Diese Eigenschaften öffnen gerade im Bereich
eine Selbstverständlichkeit. Im Folgenden zeigen wir die ver- der technischen Medizin viele Einsatzmöglichkeiten in Gerä-
schiedenen Anwendungsbereiche sowie Anschlussarten, wie ten wie Defibrillatoren, Ladegeräten, Sensoren, Behand-
SMD (Surface Mount Technology), THT (Through Hole Tech- lungs-Instrumenten sowie Steuerungen, Datenauswertungs-
nology) aber auch Crimpanschluss auf und erläutern, wieso einheiten und Kommunikationsgeräten für Rettungsfahrzeu-
gefederte Batteriekontakte in der Konstruktion von Produkten ge. Verschiedene Oberflächenveredelungsverfahren bieten
erhebliche Vorteile mit sich bringen. dabei einen optimalen Schutz vor Korrosion und Verschleiß.
Die Goldauflage sowie optional verfügbare Materialen gewähr-
SMD – Surface Mount Technology leisten zudem einen konstant niedrigen Übergangswider-
stand von kleiner 10 mOhm über die gesamte Lebensdauer.
Entwickler finden mit gefederten Batteriekontakten Freiheit Zudem erlaubt die Materialbeschaffenheit auch eine Wartung
in der Konstruktion, da diese in folgenden Anschlussoptionen mit Desinfektionsmitteln sowie medizinischen Reinigungs-
erhältlich sind. SMD wird häufig zur maschinellen Bestü- flüssigkeiten. Die verfügbare Bandbreite der erhältlichen De-
ckung herangezogen. Der Kontaktstift wird mit seinem fla- signs ermöglicht den Verbau auf PCB-Oberflä-
chen Fuß auf das Board gelötet. Die Lötung erfolgt meistens chen aufsitzend, platinenunterseitig
im Reflow-Ofen. Einige Kontakte sind auch direkt auf be- oder schwimmend gelagert. Eine
stückbarer Rolle (Tape & Reel) erhältlich. der ständig zunehmenden Ver-
Bild: uwe electronic GmbH
wendungsformen ist die Integ-
THT – Through Hole Technology ration in Kontakt-Blöcken (ge-
federten Schnittstellen). Die-
THT ist sowohl für die manuelle als auch maschinelle Bestü- se Anwendungsform erlaubt
ckung geeignet. Diese Anschlussart bedeutet, dass der Kon- die Erstellung von Kom-
taktstift in ein Loch in der Leiterplatte gesteckt und auf der binationsmodulen für Gefederte Batteriekontakte können
hohe Dauerströme aushalten.
Unterseite angelötet wird. Signal- sowie Strom-
übertragung als auch einer vorauseilenden Kontaktpositionie-
Crimpanschluss rung um z.B. eine statische Aufladung ableiten zu können.
Bei einem Kontakt mit Crimpanschluss wird im Rahmen einer Eine der vielen umgesetzten kundenspezifi-
manuellen Verdrahtung ein Leitungsdraht eingequetscht, al- schen Lösungen
so gecrimpt. Beim Lötanschluss wird ebenfalls eine Drahtlei-
tung mit dem Kontaktstift verbunden, jedoch nicht gecrimpt, Im Bereich Medizintechnik wurde eine kompakte 11-polige
sondern eingelötet. Der Kontakt bietet hierfür ein entspre- modulare Schnittstelle mit Rastermaß 1 mm für mobile Hör-
chendes halboffenes Ende, eine Art Kelch. geräteeinsätze realisiert. Durch die Verwendung von Miniatur-
MED engineering 4/2020
20 www.med-eng.deSie können auch lesen