SONDERTEIL: VERZAHNUNG - NEUBAU USA HORN-Gruppe investiert - Paul Horn
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

NO
02 HORN
20
20 SONDERTEIL:
VERZAHNUNG
VERZAHNUNGEN PRODUKTE NEUBAU USA ÜBER UNS
Werkzeug um Werkzeug – Neuheiten 2020 HORN-Gruppe investiert HORN-Gruppe
Zahn um Zahn international erweitert
SEHR GEEHRTE
DAMEN UND HERREN,
seit einigen Monaten leben wir in außergewöhnlichen Zeiten, die von Un-
gewissheit, Unsicherheit und Vorsicht geprägt sind. So notwendig und
richtig die getroffenen Maßnahmen auch waren und sind, umso wichtiger
ist es nun, wie es weitergeht. COVID-19 hat die Industrie und viele andere
Bereiche stark beeinflusst und nicht wenige Betriebe in Kurzarbeit ver-
setzt oder ihnen zum Teil noch weitergehende Maßnahmen abverlangt.
Trotz allem sprechen wir uns dafür aus, so schnell wie möglich zu einer
vertretbaren Form von Normalität zurückzukehren.
Die Lieferfähigkeit unserer Produkte ist weiterhin nicht beeinträchtigt.
Weitreichende Präventivmaßnahmen gewährleisten, dass Sie Ihre An-
sprechpartner über die bekannten Kontaktmöglichkeiten erreichen. Unsere
Produkte erhalten registrierte Kunden ebenso über unseren Onlineshop
unter eshop.phorn.de.
Thematisch ist die Ihnen vorliegende Ausgabe unserer „world of tools“
breit gefächert. Neben Einblicken in die internationalen Tätigkeiten der
HORN-Gruppe zeigen wir unsere Fähigkeiten im Bereich Verzahnung und
veranschaulichen den Weg, den ein Werkzeug bei uns durchläuft, bevor
es bei Ihnen zum Einsatz kommt. Aber auch unsere Neuheiten sind wie
gewohnt vertreten, auch wenn die großen Messen AMB (Stuttgart) und
IMTS (Chicago) im September nicht wie gewohnt stattfinden konnten.
Mit Blick nach vorne wünschen wir Ihnen interessante Eindrücke beim
Lesen und alles Gute für die kommende Zeit.
Markus Horn, Lothar Horn und Matthias Rommel
02
NO 02 2020
04 VERZAHNUNGEN
Werkzeug um Werkzeug – Zahn um Zahn
100 Jahre bekannt – jetzt in der Serienfertigung
12 PRODUKTE
Kegelradverzahnen
Entgraten von Verzahnungen
System DTM
System 220 IK
System S117
DAH8
Titanfräser DSRV
Nutstoßen
22 ÜBER UNS
Die HORN-Gruppe
Interview Lothar Horn und Andreas Vollmer
Neubau USA
HORN-Gruppe international erweitert (Turkey)
Interview Walter Wiedenhöfer
Vom Pulver bis zur fertigen Schneidplatte
40 SYSTEM MINI IM EINSATZ
Sonderwerkzeuge für knifflige Einstiche
Impressum: world of tools©, das Kundenmagazin von HORN, erscheint zweimal jährlich und wird an Kunden und
Interessenten versandt. Erscheinungstermin: Oktober 2020. Printed in Germany.
Herausgeber: Hartmetall-Werkzeugfabrik Paul Horn GmbH • Horn-Straße 1 • D-72072 Tübingen
Tel.: 07071 7004-0 • Fax: 07071 72893 • E-Mail: info@phorn.de • Internet: www.phorn.de
Rechte: Nachdruck, auch auszugsweise, nur mit schriftlicher Genehmigung des Herausgebers sowie Text-
und Bildhinweis „Paul Horn-Magazin world of tools©“. Weitere Text- & Bildnachweise: Nico Sauermann,
Paul Horn GmbH, HORN USA
Auflage: 22.600 in Deutsch, 6.500 in Englisch, 3.500 in Französisch
Redaktion/Texte: Nico Sauermann, Christian Thiele
Gesamtherstellung: Werbeagentur Beck GmbH & Co. KG • Alte Steige 17 • 73732 Esslingen 03
VERZAHNUNGEN
WERKZEUG UM WERKZEUG –
ZAHN UM ZAHN
HORN hat sein Werkzeugportfolio für
die wirtschaftliche Herstellung von
Verzahnungen in den letzten Jahren
stetig ausgebaut. Welche Werkzeuglö
sung zum Einsatz kommt, hängt von ver
schiedenen Faktoren ab: Modulgröße,
Losgrößen und die vorhandene Maschi
nentechnologie sind die wesentlichen
Faktoren, die über die zu wählende
Fertigungstechnologie entscheiden.
HORN hat für die unterschiedlichen
Anwendungsfälle produktive Werk
zeuglösungen entwickelt. Insbeson
dere die neuen Werkzeugmaschinen
mit gekoppelten Achsen bieten heute
Möglichkeiten zur Verzahnungsherstel
lung, die früher Spezialmaschinen vor
behalten waren. HORN zeigt sich hier
bei nicht nur als Werkzeuglieferant,
sondern auch als Partner bei der Ent
wicklung neuer Fertigungsstrategien
direkt an der Maschine. Die Auslegung
eines Werkzeuges beinhaltet auch die
Festlegung der Bearbeitungspara
meter und die Einstellungen an der
Werkzeugmaschine, die von HORN bei
der Werkzeugübergabe mitgeliefert
werden. Die Aufbereitung der Verzah
nungswerkzeuge ist ein elementarer
Punkt bei der Betrachtung Cost-per-
Part.
| VERZAHNUNGEN
04
Durch die Umstellung auf ein Stoßaggregat sank die Prozesszeit von drei Minuten auf rund eine Minute.
Verzahnungsfräsen mit dem HORN-Zirkular vc = 310 m/min und der Vorschub ist mit 600 mm/min
frässystem programmiert. Das Werkzeug fräst jeden der acht
Hohe Zeiteinsparungen, geringe Werkzeugkosten und Zähne der Verzahnung auf die volle Tiefe von 2,1 mm
höhere Genauigkeiten waren das Resultat der Opti- in einem Zug. Die Fräsrichtung erfolgt im Gegenlauf.
mierung eines Fertigungsprozesses für eine Stellver-
zahnung. Vor der Umstellung auf das Zirkularfräsen Verzahnungsstoßen mit Stoßaggregat
musste der Anwender die Verzahnung mit veralteten Bei der Optimierung des Stoßens einer Kerbverzah-
Werkzeugen auf speziellen Verzahnungsmaschinen nung lautete das Ergebnis: mal drei. Dreimal höhere
fertigen. Dies bedeutete einen hohen Rüstaufwand Standzeit des Werkzeugs bei dreimal schnellerer
und lange Durchlaufzeiten. Den Lö-
sungsvorschlag brachte HORN mit
dem Werkzeugsystem 613 zum Verzah- HOHE ZEITEINSPARUNGEN, GERINGE WERK
nungsfräsen. Die Prozesslösung er-
füllte die gewünschten Anforderungen: ZEUGKOSTEN UND HÖHERE GENAUIGKEITEN
Komplettbearbeitung in einer Aufspan-
nung, eine höhere Präzision, höhere WAREN DAS RESULTAT EINER OPTIMIERUNG.
Oberflächengüten der Verzahnung und
die angepeilte Zeiteinsparung. Die Werkzeuge weisen, Prozesszeit. Der Anwender war mit der Leistung der
trotz des hohen Schnittdrucks durch die sechs Zähne, bisher eingesetzten HORN-Stoßwerkzeuge zufrieden.
eine hohe Stabilität auf. Die Zirkular-Fräsplatte des Aufgrund der hohen Losgrößen bestand jedoch bei der
Typs 613 erreicht eine Standzeit von 1.000 Werkstü- Bearbeitungszeit Bedarf zur Optimierung. Gestoßen
| VERZAHNUNGEN
cken. Das Evolventenprofil der Schneiden ist präzisi- wurde auf konventionelle Art. Das heißt, viele einzelne
onsgeschliffen. Die Schnittgeschwindigkeit liegt bei Hübe bei einer Zustellung von 0,1 mm, bis der Zahn
05
auf die volle Tiefe gestoßen war. Bei elf Zähnen er- Zahnprofilen: Stirnverzahnungen, gerade-, schräg-
gab sich eine Prozesszeit beim Stoßen von rund drei oder pfeilverzahnt, Schneckenrädern, unterschied-
Minuten. Der HORN-Außendienst schlug vor, den lichen Kegelrädern oder Rädern wie zum Beispiel
Stoßprozess vom konventionellen Stoßen auf ein Zyklo-Palloid-Verzahnungen. Hochvorschubfräser
Stoßaggregat umzustellen. Das Nutstoßaggregat der Typen DGM, DSDS und DAH37 oder das System
wird über die VDI-Schnittstelle am Werkzeugrevol- M279 übernehmen das Vorfräsen. VHM-Schaft-
ver montiert. Die Drehbewegung der Antriebswelle Torus- und Radiusfräser des Systems DSM bearbei-
wird über einen Exzenter in eine Linearbewegung ten die Zahnformflanken und Fußprofile. Fräser des
des Stößels umgewandelt. Der Stö-
ßel taucht mit der Schneide in das
Werkstück ein und hebt nach dem
Stoßvorgang über eine integrierte
WELCHE WERKZEUGLÖSUNG ZUM EIN
Abhebeeinrichtung ab. Die Abhebe-
einrichtung verhindert gleichzeitig
SATZ KOMMT, HÄNGT VON VERSCHIE
den Verschleiß oder das Ausbrechen
der Schneide beim Zurückfahren aus
DENEN FAKTOREN AB.
dem Werkstück. Das Umdenken des
Stoßprozesses hat sich nach den ersten Versuchen Typs DGFF entgraten und fasen. Ebenso eingesetzt
bestätigt. Die Standzeit des Stoßwerkzeuges des werden Wechselkopffräser des Systems DG, speziell
Typs Supermini N105 konnten die Beteiligten von DGVZ-Fräser. Nach dem Härten übernehmen Stan-
vorher 30 Kerbverzahnungen auf nun 100 Kerbver- dardfräser aus besonderen Hartmetallsorten die
zahnungen erhöhen. Die Prozesszeit sank von drei Endbearbeitung. Allesamt kostengünstige Standard-
Minuten auf rund eine Minute. fräser mit kurzen Lieferzeiten. Es ist somit möglich,
auf universellen fünfachsigen Dreh- und Fräszentren
5-Achs-Fräsen von großen Modulen komplexe Verzahnungen zu fertigen. Der wirtschaft-
Ab Modul 4 bis Modul 30 bietet HORN Verzahnungs liche und zeitliche Effekt gegenüber der Fertigung
lösungen für Prototypen sowie Klein- und Mittel- auf teuren Verzahnungsmaschinen ist dabei enorm.
serien auf universellen Bearbeitungszentren mit Auf den universellen Bearbeitungszentren können
Standardwerkzeugen wie Schaftfräsern, Kugel- vorher die jeweiligen Rohteilgeometrien und an-
fräsern, torischen Fräsern, Scheibenfräsern, Topf- schließend in der gleichen Aufspannung Zahnräder
scheibenfräsern und konischen Fräsern aus dem in Einzelfertigung, für den Prototypenbereich oder
Standardprogramm von HORN. Standardwerkzeuge Klein- und Mittelserien – und anschließend wieder
erzeugen dabei softwaregestützt alle Geometrien von ganz andere Teile – gefertigt werden.
Mit dem Schlagzahnfräsen lassen sich neben Plan- und Stirnverzahnungen auch Evolventen
oder Spline-Verzahnungen effizient herstellen.
| VERZAHNUNGEN
06
Ab Modul 4 bis Modul 30 bietet HORN Verzahnungslösungen für Prototypen sowie
Klein- und Mittelserien auf universellen Bearbeitungszentren.
Wälzschälen dass Werkstückspindel und Werkzeug gekoppelt
Einen weiteren Beweis der Kompetenz beim Verzah- zueinanderlaufen. Mit dem Verfahren lassen sich
nen bietet das HORN-Programm zum Wälzschälen. neben Plan- und Stirnverzahnungen auch Evolven-
Das Werkzeugsystem umfasst Werkzeuge zum ten oder Spline-Verzahnungen effizient herstellen.
hochproduktiven Herstellen von Innenverzahnun- Hierzu lassen sich fast alle HORN-Frässysteme
gen, Steckverzahnungen und anderen Innenprofilen einsetzen. Die Vorteile des Verfahrens sind redu-
sowie von Außenverzahnungen mit Störkanten. Die zierte Werkzeugbewegungen, da alle Zahnlücken in
wichtigsten Vorteile des Wälzschälens bei diesen einem Durchgang hergestellt werden. Das Verfahren
Anwendungen sind die deutlich kürzeren Prozess- lässt sich auf so gut wie allen Dreh-/Fräszentren
zeiten im Vergleich zum Verzahnungsstoßen, der umsetzen und ist somit sehr universell einsetzbar.
Einsatz auf optimierten Dreh-/Fräszentren, das
Drehen und Verzahnen in einer Aufspannung, der
Die einzelnen Verzahnungsverfahren von HORN im Überblick
Verzicht auf Freistiche am Verzahnungsende, die
meist produktivere und kostengünstigere Herstel-
Mittlere
lung gegenüber dem Wälzstoßen und Räumen und Technologie Kleinserie Großserie
Losgrößen
die im Vergleich zum Nutstoßen vier- bis fünffach
kürzere Zykluszeit. Die Wälzschälwerkzeuge sind Verzahnungsfräsen
+++ ++ 0
zum Verzahnen mittlerer bis großer Lose konzipiert. Außenbearbeitung
Speziell bei Innenverzahnungen bietet HORN mit dem
++
Verfahren bei größeren Modulen den Vorteil einer Verzahnungsstossen
+++ In Kombination +
kurzen Prozesszeit. Für das Wälzschälen größerer Außen-/Innenbearbeitung
mit Nutstoßgerät
Module sind große und steife Fräs-/Drehzentren
erforderlich, welche die entsprechende Synchroni- Wälzschälen
0 + +++
sation zwischen Werkstück- und Werkzeugspindel Außen-/Innenbearbeitung
ermöglichen. Nach den Erfahrungen mit kleinen
Abwälzstoßen
Vollhartmetall-Wälzschälwerkzeugen nutzte HORN 0 + +++
Außenbearbeitung
das gewonnene Know-how, um auch größere Module
abzudecken. HORN-Wälzschälwerkzeuge sind auf Schlagzahnfräsen
0 +++ +
jeden Anwendungsfall speziell abgestimmt und kon- Außenbearbeitung
struiert. Jede Anwendung wird von den Technikern
Kegelradfräsen
vor der Umsetzung auf die Machbarkeit geprüft und 0 + +++
Außenbearbeitung
die Werkzeugauslegung sowie die Empfehlungen
für den Prozess mit dem Anwender besprochen. 5-Achs-Fräsen von
Verzahnungen +++ 0 0
Schlagzahnfräsen Außenbearbeitung
Das Schlagzahnfräsen ist ein spanendes Fertigungs-
Entgraten von
verfahren, bei dem das Werkstück und das Werkzeug +++ +++ +++
Verzahnungen
in einem bestimmten Drehzahlverhältnis rotiert. Das
| VERZAHNUNGEN
Werkzeug wird hierbei in einem bestimmten Winkel 0 nicht geeignet ++ gut geeignet
gegenüber dem Werkstück angestellt. Wichtig ist, + bedingt geeignet +++ sehr gut geeignet
07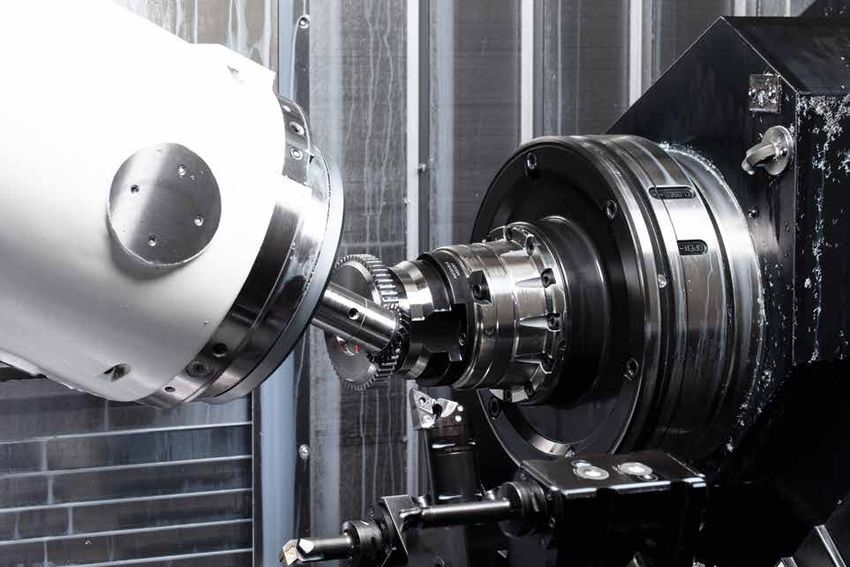
VERZAHNUNGEN
100 JAHRE BEKANNT –
JETZT IN DER
SERIENFERTIGUNG
Vor über einem Jahrhundert meldete Wilhelm von Pittler „Verkaufen können viele, aber nur wenige können
ein Patent für das Wälzschälen von Verzahnungen an, das Fertigungsstrategien entwickeln und ihre Umset-
sogenannte Power-Skiving-Verfahren. Im Jahr 1910 war zung aktiv unterstützen“, sagt Pascal Moulènes
dies eine revolutionäre Idee. Eine breitere Anwendung in über die Einführung des Wälzschälverfahrens und
der modernen Fertigung findet das Verfahren jedoch erst, ergänzt: „Im Jahr 2015 konnten wir bei einem Werk-
seit Bearbeitungszentren mit Systemen zur Steuerung und zeugmaschinenhersteller dieses Verfahren bei der
Synchronisierung der Spindeldrehzahlen und Software Massenproduktion von Werkzeugmaschinenkom-
zur Prozessoptimierung ausgestattet sind. Diese Systeme ponenten im Einsatz sehen.“ Dies hat das Interes-
ermöglichen den Einsatz dieser äußerst komplexen Tech se der Verantwortlichen in Bezug auf die eigenen
nologie. Seit 2019 setzt der Luft- und Raumfahrtspezialist Anwendungsmöglichkeiten bei Collins geweckt
Collins aus Figeac in Frankreich auf dieses produktive und die Auswahlentscheidungen neuer Bearbei-
Verfahren. Zusammen mit seinem Werkzeugpartner HORN tungsverfahren beeinflusst. Nach Investitionen in
haben der Maschinenbediener Jean-Paul Noyes, Teamleiter moderne Bearbeitungszentren, welche die Tech-
Jean Pierre Destruel, Verfahrensingenieur Joel Bousquet nologie ermöglichen, suchten die Verantwortlichen
und Verfahrensentwickler Pascal Moulènes, als Spezialist um Pascal Moulènes nach einem Lieferanten für
für Verzahnungsthemen, das Wälzschälverfahren für diverse Wälzschälwerkzeuge.
Teiletypen umgesetzt.
„Auf der EMO 2017 in Hannover haben wir den Pro-
zess auf dem Stand von HORN in Aktion gesehen,
und da wir uns auf der Suche nach einem Lieferan-
ten für Hartmetall-Wälzschälwerkzeuge befanden,
waren wir sehr interessiert“, erzählt Moulènes. Die
technische Unterstützung für die Umsetzung des
Projektes bekamen sie von Emmanuel Gervais.
Der Techniker ist bei HORN der erste Ansprech-
partner, wenn es um die Zerspanung von sensiblen
Aerospace-Bauteilen geht. Seine Expertise und seine
Erfahrungen fließen auch in die Entwicklung neuer
Werkzeugkonzepte ein. Kein Wunder, dass Gervais
Mit der Einführung eines eigenen Systems von
| VERZAHNUNGEN
Wälzschälwerkzeugen stellt HORN seine Kom
AUTOMOTIVE
petenz in der Zahnradfertigung unter Beweis.
08
Durch das Wälzschälen konnte
Collins seine Prozesse noch
auch im Epizentrum der europäischen Ein neues Verfahren zuverlässiger gestalten und
Aerospace-Industrie, dem südwestlichen „Das Wälzschälverfahren war neu für die Qualität seiner Kompo-
Frankreich um Toulouse, beheimatet ist. Collins, und wir mussten es erst im nenten optimieren.
Detail kennenlernen. Aufgrund unseres
Vor der Einführung des Wälzschälverfah- Auftragsvolumens konnten wir aber keine
rens wurden die Bauteile mit konventio- langen Testläufe durchführen“, erklärt
nellen Schneidwerkzeugen hergestellt. Moulènes. Gervais schlug daher vor, die
„Wir waren gerade dabei, die Fertigung Tests im HORN-Testzentrum in Tübingen
unserer Teilefamilien im Bereich Ver- durchzuführen. „Die optimalen Bearbei-
zahnung neu zu organisieren“, erklärt tungsparameter für den eher schwer
Pascal Moulènes. Mit der neuen Tech- zu bearbeitenden Werkstoff 16NCD13
nologie konnte Moulènes aufgrund der (1.6657) wurden nach mehreren Test-
geringeren Anzahl von Rüstvorgängen reihen in Tübingen entwickelt. Die Er-
gebnisse waren für alle Testreihen re-
produzierbar, bei gleichbleibend hoher
DIE BEARBEITUNGSPARA Qualität“, erklärt er. Die Versuchsteile
sendete HORN zurück ins Collins-Werk
METER WURDEN IN TÜBIN zum Qualitätscheck. Der maximal zu-
lässige Profilfehler der Verzahnung liegt
GEN ENTWICKELT. bei einer Abweichung von 0,03 mm. Die
Testreihe von HORN lag im Mittel bei den
Abweichungen deutlich darunter. „HORN
die Fertigungsprozesse optimieren und war in der Lage, die Wälzschälwerkzeuge
die Liegezeit zwischen den Arbeitsgän- mit einem Rundlaufkorrektursystem zu
gen einsparen. Neben den verkürzten liefern. Natürlich war die entsprechende
| VERZAHNUNGEN
Taktzeiten erhöhte sich darüber hinaus Qualität der Teile unser primäres Ziel,
AUTOMOTIVE
auch die Bauteilqualität. aber eine hohe Standzeit der Werkzeuge
09
war uns ebenfalls wichtig“, ergänzt der Produktives Werkzeugsystem
Maschinenbediener Joel Bousquet. Das HORN-Werkzeugprogramm um-
fasst Wälzschälwerkzeuge zum produk-
Die Einführung des Wälzschälverfahrens tiven Herstellen von Innenverzahnungen,
bei Collins verlief reibungslos: „Die ers- Steckverzahnungen und anderen Innen-
ten Tests waren sofort erfolgreich. Wir profilen sowie von Außenverzahnungen
konnten die in Tübingen für das Verfah- mit Störkanten. Die wichtigsten Vorteile
ren ermittelten Schnittdaten praktisch des Wälzschälens bei diesen Anwendun-
unverändert übernehmen“, erklärt Em- gen sind die deutlich kürzeren Prozess-
manuel Gervais. Die Bearbeitungszeit am zeiten im Vergleich zum Verzahnungssto-
Verzahnungsteil allein konnte um mehr ßen, der Einsatz auf optimierten Dreh-/
als die Hälfte der ursprünglichen Zeit Fräszentren, das Drehen und Verzahnen
reduziert werden. Der Wälzschälprozess in einer Aufspannung und der Verzicht
zur Herstellung der Verzahnung ist in 14 auf Freistiche am Verzahnungsende. Die
Schrupp-, 2 Vorschlicht- und 2 weitere Wälzschälwerkzeuge sind zum Verzah-
Schlichtgänge mit einem Schleifaufmaß nen mittlerer bis großer Lose konzipiert.
von 0,1 mm unterteilt. Der Härteverzug Dabei wird jedes Werkzeug individuell
für die nachfolgende Wärmebehandlung dem Einsatz und dem zu bearbeitenden
ist nicht im Schneidenprofil des Werk- Werkstoff angepasst, wobei sich die un-
zeugs vorgehalten. Nach dem Härten terschiedlichen Werkzeugschnittstel-
muss das Bauteil dann noch geschliffen len an der Zähnezahl und Modulgröße
werden. „Heute stellen wir mit demsel- orientieren.
ben Werkzeug fünf verschiedene Bauteile
mit dem gleichen Modul her. Insgesamt Das Verzahnungsportfolio von HORN
haben wir bereits mehr als 300 Teile umfasst ein breites Werkzeugprogramm
produziert. Das Ende der Standzeit des zur Herstellung von unterschiedlichen
Werkzeugs ist noch nicht in Sicht“, sagt Verzahnungsgeometrien mit Modul 0,25
Pascal Moulènes. bis Modul 30. Ob Verzahnungen an Stirn-
Seit 30 Jahren Partner: Pas-
cal Moulènes im Gespräch
mit Jean Paul Noyes (beide
von Collins) und Emmanuel
Gervais von HORN France.
| VERZAHNUNGEN
10Das Wälzschälen kann auf den modernen
Bearbeitungszentren ganz einfach pro-
grammiert werden.
rädern, Welle-Nabe-Verbindungen, Schneckenwellen, Kegelrädern,
Ritzeln oder an kundenspezifischen Profilen, alle diese Zahnprofile
lassen sich mit den Werkzeuglösungen von HORN wirtschaftlich
herstellen. Die Wälzschältechnologie wird erst eingesetzt, seit
Bearbeitungszentren mit Systemen zur Steuerung und Kopplung
der Spindeldrehzahl und mit Software zur Prozessoptimierung den
Einsatz dieser komplexen Technologie ermöglichen.
Ein globales Unternehmen
Mit mehr als 70.000 Mitarbeitern an 300 Standorten weltweit ist
Collins Aerospace einer der größten Zulieferer für die Luft- und
Raumfahrtindustrie. Zu seinen Kunden
gehören alle großen internationalen Kon-
zerne der Branche. Das Collins-Werk
in Figeac ist einer der weltweit führen-
MEHR ALS 70.000 MITARBEITER AN
den Hersteller von Propellersystemen
für zivile und militärische Flugzeuge,
300 STANDORTEN WELTWEIT.
Cockpit- und Kabinenausrüstung sowie
von Stellantrieben für Höhenleitwerke. Auch die Herstellung der
Propeller für den Airbus A400M erfolgt im Werk in Südfrankreich.
Collins Aerospace und HORN sind seit 30 Jahren Partner. „Wir
haben mit den Systemen Mini und Supermini für die Bearbeitung
von Inconel begonnen“, erinnert sich Pascal Janot, der für die
Werkzeugbeschaffung verantwortlich ist. Heute setzen die Ver-
antwortlichen bei Collins neben den Systemen Mini und Supermini
auch HORN-Lösungen für das Fräsen ein. „Unser Unternehmen
verwendet HORN für einen Großteil der Teile, an denen wir Nuten
herstellen müssen. HORN bietet nicht nur sehr gute Werkzeuge.
Dank seiner hohen Service- und Dienstleistungsqualität ist das
Unternehmen einer unserer bevorzugten Partner“, sagt Pascal
| VERZAHNUNGEN
Moulènes.
11PRODUKTE
TOP NEUHEIT:
WERKZEUGE ZUM KEGELRAD
VERZAHNEN
| PRODUKTE
1213
| PRODUKTEPRODUKTE
WIRTSCHAFTLICH
AUCH IN KLEINSERIEN
Wirtschaftlich auch in Kleinserien
HORN erweitert sein Produktprogramm beim Ver- Prozess auch für mittlere und kleinere Unternehmen
zahnen. Mit dem neuen Werkzeugsystem zum Frä- interessant, welche bisher Zahnräder zukaufen oder
sen von Kegelradverzahnungen macht HORN in extern fertigen lassen.
Kooperation mit dem Maschinenbauer INDEX die
Komplettbearbeitung von Kegelrädern auf Univer- HORN setzt dabei auf die zweischneidigen Platten
sal-Dreh-/Fräszentren möglich. Für die Fertigung des Typs S276 und S279. Die Wendeschneidplatten
dieser Verzahnungen benötigt der Anwender keine sind tangential verschraubt. Dies ermöglicht einen
Spezialmaschinen mehr. Damit lassen sich alle stabilen Plattensitz, insbesondere bei Formfräs
arbeiten. Das Werkzeug muss nach dem Drehen
HOHE PRÄZISION, KURZE DURCHLAUF oder Wechseln der Schneidplatten nicht neu ver-
messen werden, da die Schneidplatten im Umfang
ZEITEN UND EINE HOHE WIRTSCHAFT präzisionsgeschliffen sind. Durch unterschiedliche
Bestückungen des Fräskörpers lassen sich un-
LICHKEIT. terschiedliche Zähnezahlen und Flugkreise einer
Verzahnung realisieren. Die Entwicklung des kom-
pletten Systems (Zyklus, Werkzeug und Spannung)
Funktionsflächen zusammen mit der Verzahnung in benötigte viel Know-how sowohl beim Maschinen-
einer Aufspannung herstellen. Dies ermöglicht eine hersteller als auch beim Werkzeughersteller. Für
hohe Präzision der Bauteile, kurze Durchlaufzeiten, die Implementierung des Prozesses setzt INDEX
eine hohe Wirtschaftlichkeit des Prozesses sowie Maschinen verschiedener Typen mit dem Zyklus
kurze Bearbeitungszeiten durch gesteuerte Zyklen „Kegelabwälzfräsen“ voraus. Die Fräskörper bietet
der Maschine. Durch den Einsatz eines universellen HORN mit den Schnittstellen HSK-T40 und HSK-T63
Dreh-/Fräszentrums von INDEX lassen sich Bauteile an. Die Profile der Schneidplatten sind modulabhän-
mit Kegelradverzahnungen flexibel auch in kleinen gig und präzisionsgeschliffen.
Stückzahlen effizient herstellen. Dies macht den
| PRODUKTE
14PRODUKTE
DEFINIERTES
ENTGRATEN VON
VERZAHNUNGEN
Definiertes Entgraten von Verzah
nungen in Sekunden
HORN zeigt mit der Entwicklung eines rädern. Die Fräser sind Sonderwerk-
Prozesses zum definierten Entgraten zeuge und müssen für jede Verzahnung
von Verzahnungen eine weitere Verbes- ausgelegt sein. Je nach Anwendungs-
serung in der Welt der Zahnradfertigung. fall konstruieren die HORN-Techniker
Das Entgraten von Verzahnungen mit die passende Schneidengeometrie für
Bürsten und Drückscheiben ist relativ Modul, Kopfkreisdurchmesser und die
einfach, aber die steigenden Anforde- gewünschte Fase. Die Prozessdaten für
rungen an die Präzision und Qualität der die Bearbeitung liefert HORN mit dem
Verzahnungen lassen oft keine
undefinierten Fasen an den Kan-
ten mehr zu. Für die Fertigung
von definierten Fasen entwickelte
WENIGER ALS FÜNF SEKUNDEN
HORN eine Technologie samt dem
zugehörigen Fertigungsprozess.
FÜR EINE DEFINIERTE 45-GRAD-
Damit kann beispielsweise ein
Zahnrad in Größe Modul 1 und
FASE.
25 Zähnen beidseitig in weniger
als fünf Sekunden mit einer definierten Werkzeug mit. Die Werkzeugkosten sind
45-Grad-Fase versehen werden. Die Vo gering und rechnen sich durch die kurzen
raussetzung für den Fertigungsprozess Prozesszeiten sehr schnell. Das Hartme-
ist ein Dreh-/Fräszentrum mit gekop- tallsubstrat, die Werkzeugbeschichtung
pelten Achsen. Besondere Spannmittel sowie die Schneidengeometrie sind für
benötigt der Anwender nicht. Die Voll- jeden Werkstoff der Verzahnung spezi-
hartmetall-Schaftwerkzeuge lassen sich ell ausgelegt. Der Werkstoff spielt für
in üblichen Spannzangen-, Schrumpf- den Bearbeitungsprozess keine Rolle. In
oder Hydrodehnfuttern spannen. Sekundenschnelle lassen sich die Fasen
in Stählen, Aluminium und Kunststoffen
Der Prozess eignet sich besonders für fräsen.
die Großserienbearbeitung von Zahn-
| PRODUKTE
15PRODUKTE
FRÄSSYSTEM DTM
ZUR HOCHGLANZ
ZERSPANUNG
Frässystem DTM zur Hochglanzzerspanung
HORN erweitert das Planfrässystem DTM mit ermöglicht eine effiziente Spanabfuhr. Der Alumi-
Schneidplatten zur Hochglanzzerspanung von Nicht- niumgrundkörper ist durch seine geringe Masse
eisenmetallen und Kunststoffen. Die mit einem spindelschonend und ermöglicht einen geringeren
monokristallinen Diamanten (MKD) bestückten Energieaufwand im Gegensatz zu Stahlgrundkör-
Schneidplatten des Typs DTS ermöglichen das pern. Für hohe Schnittgeschwindigkeiten von bis
Fräsen von nahezu perfekten Oberflächen und zu 5.000 m/min und einen ruhigen Lauf des Werk-
Ebenheiten kleiner 1 µm. Das Frässystem kommt zeugs bietet HORN die Möglichkeit zum Feinwuchten
dort zum Einsatz, wo hohe Anforderungen an die des Grundkörpers. Das Anwendungsspektrum des
Güte der Oberflächen, beispielsweise
Spiegelglanz, gestellt werden. Die
Schneidplatten des Typs DTS sind für
das Planfrässystem DTM abgestimmt
DIE SCHNEIDPLATTEN ERMÖGLICHEN
und erreichen in Verbindung mit den
Schneideinsätzen zum Vorschneiden
DAS FRÄSEN VON NAHEZU PERFEKTEN
eine hohe Effizienz und Wirtschaft-
lichkeit. In Abhängigkeit des zu zer-
OBERFLÄCHEN.
spanenden Werkstoffs kommt zum
Vorschneiden der Schneidstoff PKD oder CVD-D Hochglanzfräsens ist groß. Besonders im Werk-
zum Einsatz. Grundsätzlich sind alle Werkzeuge zeug- und Formenbau spart das Verfahren Polier-
zur Hochglanzzerspanung einschneidig ausge- arbeiten ein und erhöht gleichzeitig die Qualität
legt. Die restlichen Schneidplattensitze sind mit in Ebenheit und Oberflächengüte. So kommt das
Schruppschneiden oder Ausgleichsplatten belegt. Verfahren dort zum Einsatz, wo sich die Oberflä-
Die MKD-bestückte Schneide ist mit einem axialen che der Form in den zu fertigenden Teilen wider-
Überstand von 0,02 mm eingestellt. Durch die kon- spiegelt. Dazu gehören zum Beispiel klarsichtige,
struktive Auslegung schneiden die PKD-bestückten transparente Kunststoffe oder Dichtflächen von
Schruppschneiden immer radial vor. Eine Überlas- Ventilplatten. MKD-bestückte Kugelfräser finden
tung oder gar Beschädigung der MKD-Schneide ist den Einsatz in der Fertigung von PET-Blasformen
somit nahezu ausgeschlossen. oder Schokoladen-Gussformen. Neben dem Hoch-
glanzfräsen bietet HORN in seinem Werkzeugpro-
Die Plattensitze des DTM-Fräsgrundkörpers lassen gramm auch Lösungen zum Hochglanzdrehen mit
sich in axialer Richtung über einen Verstellbolzen MKD-Werkzeugen.
einstellen. Pro zehn-Grad-Drehung am Bolzen ver-
stellt sich der Plattensitz um 0,01 mm. Der Planlauf
der einzelnen Schneiden lässt sich somit µm-genau
einstellen. Die innere Kühlmittelzufuhr stellt die
zielgerichtete Kühlung der Kontaktzone sicher und
| PRODUKTE
16PRODUKTE
KASSETTEN
SYSTEM 220
Kassettensystem 220
HORN erweitert das Kassettensystem Kassetten für die Systeme S25, S224 und
220 für fast alle Schneidplattentypen S229 ausgelegt. Durch die hohe Vielfalt
im Werkzeugportfolio. Auf universellen des Stechsystems lassen sich eine hohe
Grundhaltern lassen sich alle Kassetten Anzahl an Stechbreiten, Stechtiefen, Ab-
direkt und schnell spannen. Die T-förmige stechoperationen sowie an den Werkstoff
Schnittstelle des Systems bietet eine hohe angepasste Substrate und Beschichtun-
Präzision beim Kassettenwechsel. Des gen sicherstellen. Die Grundhalter kann
Weiteren stellt die T-Form eine stabile der Anwender je nach Maschinenschnitt-
Schnittstelle zwischen dem Grundhalter stelle auswählen. HORN bietet die Grund-
und der Kassette sicher. Alle Varianten aufnahmen als Vierkant, Rundschaft,
sind mit einer inneren Kühlmittelversor- TS-Schnittstelle, HSK-Schnittstelle oder
gung ausgestattet. Der Kühlmittelstrahl als Polygon-Schnittstelle an.
kommt direkt aus dem Spannfinger und
der Unterstützung. Somit ist eine ziel- Für den flexiblen und produktiven Ein-
gerichtete Kühlung in die Scherzone im satz von Werkzeugen bei kleinen und
Einsatz sichergestellt. Mit einer Schraube mittleren Losgrößen spielt die Modu-
larität der eingesetz-
ten Werkzeugsysteme
DIE SYSTEME LASSEN SICH FLEXIBEL eine entscheidende
Rolle. Die Systeme
UND RÜSTFREUNDLICH IM ARBEITSRAUM lassen sich flexibel
und rüstfreundlich
INTEGRIEREN. im Arbeitsraum inte-
grieren. Das Ziel ist
es hierbei, die Rüst-
lässt sich die obere Öffnung der inne- zeiten bei Werkzeugwechseln deutlich
ren Kühlmittelversorgung abstellen. Die zu reduzieren und die Effektivität der
Übergabe des Kühlmediums zwischen Maschine zu erhöhen. HORN bietet mit
dem Grundhalter und der Kassette erfolgt den modularen Werkzeugsystemen
über die Anlageflächen. diese Möglichkeiten. Das System lässt
sich auf Einspindeldrehmaschinen und
HORN bietet die Radial-Stechkassetten auf Mehrspindelmaschinen gleicher-
für folgende Plattentypen an: S100, S224, maßen einsetzen. Der Wechsel der
S229, S274, 34T, 312, S315, S316 sowie Kassetten gestaltet sich bedienerfreund-
für die sechsschneidige Stechplatte des lich und präzise.
Typs S64T. Für das Axialstechen sind die
| PRODUKTE
17PRODUKTE
SCHNELLERE
LIEFERZEITEN FÜR
DAS SYSTEM S117
Schnellere Lieferzeiten für das System S117
Speziell für das Stechsystem S117 bietet HORN ab schafthalter sind standardmäßig mit den Größen von
sofort die Möglichkeit zur Lieferung von Sonderaus- 10 x 10 mm bis 32 x 32 mm erhältlich.
führungen innerhalb von fünf Werktagen. Hierzu hat
HORN das bestehende Greenline-Verfahren nochmals Greenline-Aufträge müssen innerhalb einer Schicht-
optimiert, sodass der Anwender neben der profilierten hälfte auf der nächsten frei werdenden Maschine
Schneidplatte auch den passenden Werkzeugträger gestartet werden. Diese kurze Zeitvorgabe unter-
innerhalb der kurzen Zeit zur Verfügung hat. Dies stützt ein Stundenrhythmus bei der Auftragserfas-
gewährleistet auch bei komplexen Schneidplatten- sung und der innerbetrieblichen Bereitstellung von
profilen eine sichere Unterstützung durch den Werk- Rohmaterialien. Bei der Online-Auftragserfassung
zeughalter. Mit dem Greenline-
Verfahren erhält der Kunde
innerhalb von zwei Werktagen
nach der Anfrage mit der Bau-
INNERHALB KURZER ZEIT HAT DER ANWEN
teilzeichnung das Angebot mit
der Angebotszeichnung von
DER DIE PROFILIERTE SCHNEIDPLATTE UND
Schneidplatte und Halter. Nach
der Bestellung erhält der Kun-
DEN PASSENDEN WERKZEUGTRÄGER ZUR
de innerhalb von 48 Stunden
die Zeichnung zur Genehmi-
VERFÜGUNG.
gung. Nach der Genehmigung
liefert HORN die Sonderwerkzeuge innerhalb von werden auftragsspezifische Daten wie Stückzahlen,
fünf Werktagen aus. Das Greenline-Verfahren ist für Art des Werkzeugs und der Beschichtung und andere
Schneidplatten in den Stückzahlen 3 bis 20 Stück und relevante Parameter automatisch mit den im System
für 1 bis 2 Werkzeughalter verfügbar. hinterlegten Greenline-Anforderungskriterien ver-
glichen. Danach entscheidet das System: Greenline-
HORN bietet die Werkzeuge in den Formbreiten 10 fähig ja oder nein. Mit dieser Entscheidung wird auch
mm, 12 mm, 16 mm, 20 mm, 26 mm, 32 mm und 45 der Weg durch die Fertigung einschließlich Zeitplan
mm an, die je nach Anwendungsfall in die gewünschte festgelegt. Die Auftragsdaten werden bereits eine
Sonderform präzisionsgeschliffen werden. Die maxi- Stunde später in der Arbeitsvorbereitung bearbeitet,
male Formtiefe ist von der geforderten Schneidbreite die dann den Fertigungsablauf und die Fertigungs-
abhängig. Die Werkzeugbeschichtung wird für jeden aufträge für die Produktion erstellt – Grundlage für
Anwendungsfall speziell ausgewählt und ist für die den Prozess im Stundentakt.
Materialgruppen P, M, K und N verfügbar. Die Quadrat
| PRODUKTE
18PRODUKTE
HOHES SPAN-
VOLUMEN DURCH
HOCHVORSCHUB
FRÄSEN
Hohes Spanvolumen durch Hochvor
schubfräsen
HORN präsentiert eine Neuentwicklung Die Variante DAH82 ist als Schaftfräser
zum Hochvorschubfräsen. Mit den Syste- und Einschraubfräser in den folgenden
men DAH82 und DAH84 zeigt HORN eine Schneidkreisen verfügbar: 20 mm (z = 2),
neue Generation für dieses Fräsverfah- 25 mm (z = 3), 32 mm (z = 4), 35 mm (z = 4)
ren. Die acht nutzbaren Schneiden der und 40 mm (z = 5). Als Aufsteckfräser
präzisionsgesinterten Wendeschneid- in den Schneidkreisen: 40 mm (z = 5),
platte bieten einen günstigen Schneiden 42 mm (z = 5) sowie in 50 mm (z = 6). Ab
preis und eine hohe Wirtschaftlichkeit. einem Schneidkreis von 50 mm kommt
Die positive Schneidengeometrie sorgt die größere Wendeschneidplatte des Typs
trotz der negativen Einbaulage für einen DAH84 zum Einsatz. Die Varianten sind
weichen und ruhigen Schnitt sowie für in den folgenden Durchmessern als Auf-
einen guten Spanabfluss. Die Schneid- steckfräser standardisiert: 50 mm (z = 4),
platten bietet HORN in dem
Substrat SA4B an, welches
sich für den universellen
Einsatz in verschiedenen
DIE POSITIVE SCHNEIDENGEOMETRIE SORGT
Werkstoffen eignet. Der
große Radius an der
TROTZ DER NEGATIVEN EINBAULAGE FÜR
Hauptschneide der Wen-
deschneidplatte erzeugt
EINEN WEICHEN UND RUHIGEN SCHNITT.
einen weichen Schnitt,
sichert eine gleichmäßige Aufteilung der 52 mm (z = 4), 63 mm (z = 5), 66 mm (z = 5),
Schnittkräfte und sorgt damit für lange 80 mm (z = 6), 85 mm (z = 6), 100 mm (z = 7)
Standzeiten. Die maximale Schnitttiefe und 125 mm (z = 8). Alle Grundkörper sind
liegt bei ap = 1,0 mm (DAH82) und ap = speziell oberflächenbehandelt. Dies er-
1,5 mm (DAH84). möglicht eine hohe Festigkeit und Härte
und bietet somit einen Langzeitschutz
gegen den abrasiven Angriff der Späne.
| PRODUKTE
19PRODUKTE
STARK IN
TITAN
Stark in Titan
Für die produktive und wirtschaftliche Bearbeitung Das Substrat IG3I ersetzt zukünftig das bisher im
von Titan und Titanlegierungen optimiert HORN Einsatz gewesene Substrat TSTK, welches am Markt
das Frässystem DS. Der Werkzeugspezialist setzt bereits hohe Leistungen zeigte. Im Standard bietet
dabei auf das neu entwickelte Substrat IG3I. Durch HORN die Schaftfräser in Durchmessern von 2 mm
die Kombination der neuen Hartmetallsorte und bis 20 mm, mit vier oder fünf Schneiden an. Die
der neu entwickelten Werkzeug-
beschichtung lassen sich be-
deutende Standzeiterhöhungen
erreichen. Darüber hinaus weist
DIE NEUE BESCHICHTUNG SORGT
das neue Substrat ein homoge-
nes Verschleißverhalten auf. Eine
FÜR EINE HOHE SCHNEIDKANTEN
scharfe Mikrogeometrie an den
Schneidkanten, positive Spanwin-
STABILITÄT.
kel, große Freiwinkel und polierte
Spanräume beugen beim Zerspanen von Titan eine Nutzlänge liegt bei zwei- und dreimal dem Durch-
Kaltverfestigung der Werkstückrandzone sowie messer. Ausgangspunkt für die Entwicklung der
Aufbauschneiden auf den Spanflächen vor. Für einen DS-Titan-Fräser sind die seit Jahren bewährten
ruhigen und vibrationsarmen Fräsprozess sorgen Vollhartmetallfräser des Systems DS für die Be-
variable Drallwinkel und unterschiedliche Zahntei- arbeitung von weichen und gehärteten Stählen,
lungen. Die neue Beschichtung weist trotz scharfer Chrom-Nickel-Stählen und Superlegierungen sowie
Schneidkanten eine sehr hohe Schichthaftung auf Kupfer, Aluminium, Kunststoffen und faserverstärk-
und sorgt daher für eine hohe Schneidkantenstabi- ten Kunststoffen.
lität. Durch die hohe Temperaturbeständigkeit dient
die Schicht als Hitzeschild, um die Wärmeeinleitung
in das Hartmetall zu verringern.
| PRODUKTE
20PRODUKTE
STOSSEN VON
INNENVIERKANTE
Stoßen von Innenvierkante
HORN erweitert das Nutstoßportfolio um Kontaktzone auch bei tiefen Nuten si-
Werkzeuggeometrien zum Stoßen von chergestellt. Darüber hinaus verbessert
Innenvierkante. Je nach Schlüsselweite sich durch die höhere Spülwirkung die
des zu fertigenden Innenvierkants kann Spanabfuhr und vermindert die Gefahr
der Anwender zwischen den Systemen eines Spänestaus.
N105, N110 und N117 die passende Werk-
zeuggröße wählen. Die Systeme N105 und Das Nutstoßen auf CNC-Maschinen bie-
N110 eignen sich für Schlüsselweiten von tet dem Anwender einige Vorteile. Die
4 mm bis 13 mm. Für Schlüsselweiten Nuten an einem Werkstück können in
von 13 mm bis 22 mm kommt das
System N117 zum Einsatz.
Eine Weiterentwicklung des Port-
DIE GEZIELTE KÜHLUNG BEWIRKT
folios zeigte HORN bereits im
Jahr 2019 mit den innengekühl-
EINEN REDUZIERTEN WERKZEUG-
ten Werkzeugträgern. Die neuen
Werkzeugträger bieten KSS-Aus-
VERSCHLEISS.
tritte durch die Unterstützung und
seitlich der Unterstützung des Platten- einer Aufspannung gefertigt werden,
sitzes für die optimierte Kühlung beim ohne es umspannen zu müssen. Ver-
Nutstoßen. Des Weiteren wurden auch zahnungen, Mitnehmernuten, Vierkan-
die Geometrien für den Einsatz in Stoß- te, gedrallte Nuten sowie bogenförmige
aggregaten und für das Revolverstoßen Nuten: Jegliche Geometrien sind durch
angepasst. Die gezielte Kühlung bewirkt das Fertigungsverfahren des Nutstoßens
einen reduzierten Werkzeugverschleiß. herstellbar. Es bietet im Gegensatz zum
Dies hat eine Erhöhung der Standzeit und konventionellen Räumen eine kosten-
eine verbesserte Oberflächengüte am günstige Alternative, da es auf nahezu
Werkstück zur Folge. Durch die innere jeder CNC-Drehmaschine zum Einsatz
Kühlmittelzufuhr ist die Kühlung der kommen kann.
| PRODUKTE
21DIE HORN-GRUPPE
Paul Horn GmbH
HEADQUARTERS
HORN CUTTING TOOLS LTD
HORN USA, INC.
HORN HERRAMIENTAS MÉXICO
HORN S.A.S FRANCE
FEBAMETAL S.P.A.
Standort
Produktion
Vertretung
Alle Länder in der Übersicht:
www.phorn.de/countries
Hochpräzisions-Werkzeuge
für die ganze Welt
In 70 Ländern auf allen Kontinenten
produzieren Firmen der Automobilin-
dustrie, Chemie, Luft- und Raumfahrt,
Medizintechnik oder im Werkzeug- und
Formenbau mit Werkzeugen von HORN.
Neben 25.000 Standardwerkzeugen lie-
ferte das familiengeführte Unternehmen
bis jetzt über 150.000 Sonderlösungen an
seine Kunden aus. Damit ist der 1969 in
Gomaringen im Tübinger Land gegründete
Hartmetall-Werkzeughersteller heute
| ÜBER UNS
22HORN RUS LLC
SK TECHNIK SPOL.S.R.O.
HORN MAGYARORSZÁG KFT.
HORN TURKEY METAL İŞLEME EKİPMANLARI İTH.İHR.VE PAZ.LTD.ŞTİ.
HORN (SHANGHAI) TRADING CO. LTD.
technologieführend als Hersteller von Präzisionswerkzeugen für anspruchs-
volle Zerspanaufgaben. HORN produziert an der Unternehmenszentrale
in Tübingen sowie in England, Italien, Tschechien und den USA. 2019
betrug das Umsatzvolumen in Deutschland 194 Millionen Euro, weltweit
rund 300 Millionen Euro. In Deutschland arbeiten 1.000 Mitarbeiter für die
Unternehmensgruppe, weltweit sind es 1.500. Die Kernkompetenzen des
Unternehmens basieren auf vier Pfeilern: einer eigenen Forschungs- und
Entwicklungsabteilung, der eigenen Beschichtungstechnologie, der eigenen
Hartmetall-Fertigung sowie den eigenen Fertigungstechnologien. HORN
produziert jährlich viele Millionen Schneidplatten in Losen von durch-
schnittlich 100 Stück mit einem Automatisierungsgrad von bis zu 97 Prozent.
| ÜBER UNS
23ÜBER UNS
MIT DER 2. GENERATION
ZUR INTERNATIO
NALISIERUNG
Lothar Horn, Geschäftsführer der Paul
Horn GmbH und Sohn des Firmengrün-
ders Paul Horn, im Interview zur Inter
nationalisierung der HORN-Gruppe.
Wann entsteht ein neues Unternehmen der HORN-
Gruppe und wann arbeiten Sie mit Handelsver
tretungen zusammen?
Weltweit sind wir in über 70 Ländern aktiv. In den
meisten davon mit Handelspartnern. Grundsätz-
lich arbeiten wir mit Unternehmen zusammen, die
unsere Philosophie „Kundenorientierung, Qualität
und Schnelligkeit“ verinnerlicht haben und Kunden
sowie den Markt bestens kennen. Ein Beispiel hier-
für ist DIHAWAG, unsere Vertretung in der Schweiz,
mit der wir bereits seit fast fünf Jahrzehnten eine
Partnerschaft auf Augenhöhe pflegen und stetig
ausbauen. Wenn sich eine Partnerschaft oder die
Marktanforderungen mittel- und langfristig ver-
ändern, kann dies zu einem Umdenken führen und
man wird selbst aktiv. Wichtig ist immer, den Kunden
Herr Horn, Sie sind 1991 ins Unternehmen einge bestmöglich bedienen zu können.
treten. 1993 begann die Internationalisierung mit
der Gründung von HORN Frankreich. Wie kam es Wie hoch ist der internationale Anteil am Gesamt
zu dem Schritt? umsatz der HORN-Gruppe?
Als ich in unser Unternehmen einstieg, lagen mir Der Jahresumsatz in der gesamten HORN-Gruppe
vor allem drei Themen am Herzen: ein eigenständi- lag 2019 bei rund 300 Millionen Euro. Der internati-
ger Vertrieb, ein breites Produktspektrum und die onale Anteil liegt bei über 100 Millionen Euro. In der
Internationalisierung des Unternehmens. Die Wahl aktuellen Situation mit Corona zeichnet sich ab, dass
fiel damals auf Frankreich, da man hier bereits über sich diverse Märkte außerhalb Deutschlands deutlich
schneller erholen als der deutsche Markt.
DER NEUBAU ERÖFFNET UNS LANG In den USA entsteht gerade ein Neubau
samt Produktion und in der Türkei wurde
FRISTIGE KAPAZITÄTEN. 2020 ein HORN-Unternehmen gegründet.
Was sind hierzu die Hintergründe?
In der Türkei hat sich die Konstellation mit
einen Partner seit mehreren Jahren aktiv war, den unserem bisherigen Partner verändert, weshalb
Markt bereits kannte und das Potenzial nur bedingt es sinnvoll war, hier die Zügel selbst in die Hand
zum Tragen kam. zu nehmen. In den USA sind wir ja bereits seit 1998
als HORN aktiv, allerdings reichten die Räumlich-
Welche Länder folgten? keiten für die aktuell rund 120 Mitarbeiterinnen und
Es folgten in chronologischer Reihenfolge: 1995 Mitarbeiter nicht mehr aus und auch die Produk
Großbritannien, 1998 USA, 2001 Ungarn, 2008 Italien, tionsflächen waren am bisherigen Standort limitiert.
2010 Tschechien, 2012 China, 2012 Belgien, 2013 Der Neubau eröffnet uns langfristige Kapazitäten
Schweden, 2015 Mexiko und 2018 Russland. 2020 und räumliche Voraussetzungen für Zukunftstech-
ging es für die HORN-Gruppe in die Türkei mit einer nologien.
eigenen Vertriebsgesellschaft.
| ÜBER UNS
24ÜBER UNS
VERÄNDERUNG
UND BEWEGUNG Neben der Durchführung von Bestellungen können
dort auch .Step- und .DXF-Dateien für Fertigungs-
WELTWEIT
simulationen heruntergeladen werden.
Was bedeutet der Neubau von HORN USA für den
lokalen Markt und für die HORN-Gruppe?
Der Neubau in den USA in ein klares Statement und
ein Bekenntnis zum amerikanischen Markt, welcher
seit langer Zeit nach dem deutschen unser stärkster
internationaler Markt ist und auch künftig ein großes
Potenzial für unsere Lösungen bereithält. Das neue
Gebäude bietet die räumlichen Voraussetzungen
hierfür. Wir sind stolz darauf, diesen Schritt gehen
zu können, und sind überzeugt, dass dies letztend-
lich auch unseren Kunden zugutekommt – konkret
Herr Vollmer, wie ist die aktuelle Lage aufgrund beispielsweise durch den Kapazitätsausbau in der
von COVID-19 in Deutschland und weltweit aus Produktion, durch unsere erweiterten Schulungs-
Vertriebssicht? räume und unser neues Vorführzentrum.
Wir hatten die außergewöhnliche Situation, dass wir,
d. h. in erster Linie unser Außendienst, zum ersten Welche Erwartungen setzen Sie in das neu gegrün
Mal in der Unternehmensgeschichte fast flächende- dete HORN-Unternehmen in der Türkei?
ckend nicht zu unseren Kunden und Interessenten vor Der türkische Markt ist hochinteressant. Aufgrund
Ort durften – und das über einen längeren Zeitraum der Produktionsverlagerungen vieler renommier-
hinweg. Natürlich gibt es regionale Unterschiede. ter OEM-Unternehmen und Unternehmen aus der
Manche Länder wie China sind nach der ersten Welle Zulieferindustrie, u. a. Automobil, Luft- und Raum-
und einem harten Lockdown schnell wieder zu einer fahrttechnik etc., bieten sich dort gute Zukunftsaus-
Art Normalität zurückgekehrt. Andere Länder mit sichten. Wir waren bereits vorher auf dem Markt über
anderen Strategien haben sich unterschiedlich ent- eine Handelsvertretung aktiv und kennen durch die
wickelt und tun dies auch weiterhin. Was sich aber enge Zusammenarbeit die Kunden und Anforderun-
pauschal sagen lässt, ist, dass die Corona-Pandemie gen sehr gut. Auch wenn die Corona-Pandemie den
weltweit zu Einschnitten und Einbrüchen geführt hat, Neustart etwas hemmt, bin ich sehr zuversichtlich,
die wir Ende 2019 nicht einmal annähernd befürchtet unsere Werkzeuglösungen schnell platzieren kön-
hatten, obwohl sich zu diesem Zeitpunkt schon eine nen und somit einen Mehrwert auf Kundenseite zu
leichte Marktberuhigung bemerkbar gemacht hat. schaffen.
Wie gehen Sie diese Herausforderungen an?
Wir haben sichergestellt, dass unser gesamter Ver-
trieb trotzdem erreichbar war – sei es am Telefon,
per Mail oder über andere digitale Kanäle. Die Ver-
fügbarkeit war und ist im gesamten Unternehmen
gegeben – sei es in der Produktion, in der Konstruk-
tion, im Vertrieb oder in der Logistik. Somit konnten
und können unsere Kunden und Interessenten auch
in diesen Zeiten unseren Service, mit Ausnahme der
Vor-Ort-Termine, wie gewohnt in Anspruch nehmen.
Wobei man hier ganz klar ergänzen kann, dass sich
auch bei den Vor-Ort-Terminen inzwischen wieder
viele Türen geöffnet haben. Ein weiterer Kanal, der
zum Tragen kommt, ist unsere eShop-Lösung, wel-
che wir schon seit vielen Jahren im Einsatz haben.
Andreas Vollmer trat 1992 in
die Paul Horn GmbH ein. Heute
ist er Vertriebsleiter und Mit-
glied der Geschäftsleitung.
| ÜBER UNS
25ÜBER UNS
HORN USA BAUT NEUES
GEBÄUDE MIT PLATZ
FÜR ZUKÜNFTIGE
ERWEITERUNG
Als ein Unternehmen der internationalen HORN-
Gruppe hat HORN USA die größten Erfolge dadurch
erzielt, dass man sich an den positiven Beispielen
des deutschen Stammhauses orientierte. In dem
Maße, wie die Paul Horn GmbH ihre Fertigungs
kapazitäten zur Verkürzung der Lieferzeiten und
noch besseren Erfüllung von Kundenwünschen
erhöht hat, hat auch HORN USA stets die Kunden
erwartungen im Blick, während gleichzeitig die
Erweiterung vorangetrieben wird.
Strategisches Wachstum war schon immer eine Säule des Erfolgs der
Paul Horn GmbH. Seit der Gründung im Jahr 1969 steht das Unternehmen
für innovative Lösungen und hochwertige Werkzeuge für das Einstechen,
Längsdrehen und Nutfräsen mit höchster Präzision für anspruchsvolle
Anwender aus der Metallverarbeitung. Während die Unter-
nehmenskultur davon geprägt ist, Kunden Zerspanungs-
ERWEITERUNG DER VERTRIEBS werkzeuge von höchster Qualität an die Hand zu geben,
wird die Unternehmensentwicklung bemessen anhand von
TÄTIGKEIT DER PAUL HORN GMBH Parametern wie Produktentwicklung, Unternehmensgröße
oder geografische Reichweite.
AB 1993. 1993 begann die HORN-Gruppe mit der Gründung erster
Niederlassungen die Ausdehnung von Vertrieb, Fertigung und
Support auf internationale Märkte. Eine dieser Niederlassungen, HORN
USA Inc., wurde 1997 gegründet. Als Domizil diente eine bescheidene
Büroetage in einem Gewerbepark in Franklin, Tennessee. Die Eröffnung
wurde dann 1998 bei der International Manufacturing Technology Show
offiziell bekannt gegeben. Aus Deutschland angereiste Produktspezialisten
und Vertriebsleiter unterstützten die neuen amerikanischen Kolleginnen
und Kollegen während der Veranstaltung in Chicago. Die als größte ihrer
Art für die Fertigungsindustrie beworbene Fachmesse erwies sich dann
auch als optimaler Startpunkt für die Einführung des Namens HORN für
Präzisionswerkzeuge und Technikkompetenz in der Region.
| ÜBER UNS
26Andreas Vollmer Duane Drape
President National Sales Manager
Wir lassen den Traum wahr werden – HORN USA Der Neubau der HORN USA – das beeindruckende
2020 Ergebnis von 20 Jahren Planung
Ich kam im Jahr 1997 zum ersten Mal nach Franklin. Am 1. Juli 2002 trat ich meine neue Stelle als Mit-
Nach unserer Entscheidung, den nordamerika glied des Management-Teams von HORN USA an.
nischen Markt mit einer eigenen Vertriebsstruk- Eines unserer vielen Ziele war schon damals, die
tur und eigenen Mitarbeitern abzudecken, musste Firma HORN USA in einem eigenen Gebäude un-
eine Menge geplant und organisiert werden. Das terzubringen. Im Laufe der Jahre schauten wir uns
Projekt HORN USA war für uns eine der Schlüs- verschiedene Objekte an, die unsere Bedürfnisse für
selentscheidungen für die langfristige Zukunft der die jeweils folgenden fünf Jahre befriedigen sollten,
HORN-Gruppe. Wir wussten, dass wir vorsichtig aber so richtig gepasst hatte es nie.
sein und intelligente Entscheidungen treffen muss-
ten, um HORN USA langfristig zu einem führenden Als sich eine Möglichkeit für einen Neubau auf ei-
Hersteller von Hartmetallwerkzeugen in den USA nem eigenen Grundstück abzeichnete, haben wir in
auf- und auszubauen. Auch wenn wir 1998 nur mit bester HORN-Manier alle Faktoren betrachtet und
einer Verkaufs- und Vertriebsstruktur begannen, analysiert. Wir kamen zu dem Schluss, dass uns
war es ein klarer Fokus, zum frühestmöglichen dieses Projekt in die Zukunft führen würde, auch
Zeitpunkt zusätzlich eine eigene Fertigung vor Ort wenn mehr als 2,5-mal so viel Raum verfügbar sein
zu installieren. Das erreichten wir im Jahr 2001. würde, als damals belegt war. Wir würden am Ort
bleiben können, ohne umzugsbedingt Mitarbeiter zu
Nach 22 Jahren kontinuierlicher und erfolgreicher verlieren, und wir würden eine ultramoderne Pro-
Entwicklung können wir nun in unser eigenes Ge- duktionsstätte bauen können, um dem zukünftigen
bäude umziehen. Wachstum gerecht zu werden.
Ich bin stolz auf all die Menschen, die ihre Zeit und Der Neubau des Firmensitzes von HORN USA bietet
ihren Einsatz dafür eingesetzt haben, HORN USA uns ausreichend Platz und Möglichkeiten für mindes-
zu einer außergewöhnlichen Erfolgsgeschichte tens weitere 15 Jahre Wachstum. Wir leisten damit
zu verhelfen. Mit unserem neuen Gebäude haben einen wertvollen Beitrag zur lokalen Wirtschaft;
wir einen weiteren Meilenstein für unsere Zukunft außerdem versetzt es HORN in die Position eines
auf dem amerikanischen Markt gesetzt. Wir haben vollumfänglichen Herstellers von Werkzeughal-
ein modernes und hochprofessionelles Umfeld für tern und Schleif- und Beschichtungsausrüstung in
unsere Mitarbeiter, Partner und Besucher geschaf- Nordamerika.
fen, und es ist ein klares Statement, dass HORN für
Engagement und hohe Qualität made in the US steht. Ich bin stolz darauf, Mitglied im Management von
HORN USA zu sein, und freue mich auf die nächsten
15 Jahre, während wir gerade den nächsten großen
Schritt nach vorn planen.
| ÜBER UNS
27Chad King
Operations Manager
Schon gleich am Anfang meiner Tätigkeit für Der Standort wurde so ausgewählt, dass die
HORN USA wurde mir klar, was uns von anderen gesamte derzeitige Belegschaft erhalten bleiben
unterscheidet: der Fokus auf Kundenbedürfnisse konnte. Durch die Größe und Funktionalität des
und die auf Gegenseitigkeit beruhende Loyalität Gebäudes können wir den Ausstoß erhöhen und
zwischen den Mitarbeitern und HORN USA. Mo- unser derzeitiges Leistungsvermögen erweitern,
dernste, einzigartige und kostengünstige Lösun- und dabei bleibt uns noch genügend Raum für
gen für unsere Kunden und die Kompetenz, diese weiteres Wachstum, um unsere Kunden in Nord-
Leistung langfristig liefern zu können, haben amerika auch zukünftig immer besser bedienen
HORN USA über die Jahre Erfolg und Wachstum zu können. Ich freue mich auf eine aufregende
beschert. Unser neues Gebäude verkörpert diese Zukunft bei HORN.
beiden Eigenschaften.
Die zweite Expansionsstufe im Jahr 2005 sorgte für
eine weitere Ausdehnung der Geschäftstätigkeit von
HORN USA. Durch den Zukauf weiterer Gebäude-
flächen konnte die Fertigungskapazität verdoppelt
werden, um mit dem wachsenden Geschäft innerhalb
Jason Farthing der gesamten USA, in Kanada und Mexiko Schritt
Inside Sales and zu halten.
Marketing Manager
In einem dritten Schritt wurde 2013 die im Gebäude
Die letzten neunzehn Jahre vergingen wie im Flug. belegte Fläche auf rund 3.700 Quadratmeter ausge-
Als ich als junger Mann 2001 bei HORN USA anfing, dehnt. Im Zuge dieser Erweiterung wurde ein moder-
ahnte ich nicht, dass dies der Anfang meiner Lauf- nes Schulungszentrum mit ausreichend Sitzplätzen
bahn in einem hoch motivierten und leidenschaftli- eingerichtet, das sich zu einer tragenden Säule des
chen Team sein würde. weiteren Fortschritts entwickelte.
Vor Jahren noch war unser neuer Standort nur ein Inzwischen fertigt HORN USA Standard- und Sonder-
Traum, der sich dann aber zu einem erreichbaren Ziel produkte der Systeme Supermini®, Mini, DR Reiben
entwickelte. Daraus ist jetzt Realität geworden, und sowie die Produktgruppen 312/315/314. Die Ferti-
wir werden nicht nachlassen, uns an ambitionierten gung erfolgt auf mehr als 25 CNC-Schleifmaschinen
Maßstäben zu messen und stets unsere Kunden mit der zugehörigen Ausrüstung. Schließlich machte
optimal zu bedienen. eine ständig wachsende Nachfrage nach Produkten
in Nord- und Mittelamerika eine weitere Expansion
unumgänglich.
Wachstum im Sinne der Kundenzufriedenheit Die Suche nach dem idealen Standort
Bei HORN USA steht Wachstum ebenso im Fokus wie bei der Im dritten Quartal 2020 wird die komplette Fertigung
Paul Horn GmbH, weshalb die Präsenz in Nordamerika ständig in eine nur 0,8 km vom ursprünglichen Bürogebäu-
ausgebaut wird. Die konsequente Fokussierung auf die Bedürf- de entfernte neue Produktionsstätte umziehen.
nisse der Kunden bescherte HORN USA ein beständiges und Interessanterweise hatte man eine solch wesentli-
kräftiges Wachstum. Duane Drape, National Sales Manager, che Erweiterung schon seit vielen Jahren im Blick
erinnert sich daran, wie sich das Unternehmen 1998, als er gehabt. 2002 wurde ein neues Management-Team
gerade angeheuert hatte, auf das enorme Wachstum vorbe- eingesetzt. Schon während der ersten Monate setzte
reitete. „Es war schon etwas unheimlich, die Räume waren sich das neue Team u. a. das Ziel, für HORN USA
fast leer, und die wenigen Mitarbeiter wirkten darin ziemlich einen dauerhaften Standort zu finden.
verloren.“ Der Platzbedarf wuchs dann aber schnell, und bald
wurde eine Erweiterung notwendig. 2001 wurde das Firmenge- Da Objekte von ausreichender Größe im Gewerbe-
bäude erweitert, und die ersten CNC-Schleifmaschinen wurden gebiet rund um HORN USA eher die Ausnahme sind,
eingerichtet, um die Produktion nach deutschen Maßstäben zog sich die Suche nach einer idealen Immobilie eine
aufzunehmen. Die Fertigung von Präzisions-Zerspanungs- Weile hin. Schließlich wurde 2016 ein Areal von rund
werkzeugen in den USA verkürzte die Lieferzeiten für Produkte 43.500 Quadratmetern mit einem Gewerbegebäude
mit den dort üblichen Zollmaßen, metrische Produkte sowie mit 9.400 Quadratmetern Nutzfläche verfügbar. In
kundenspezifische Werkzeuge. Dies sorgte bei HORN USA für typischer HORN-Manier analysierte und bewertete
enorme Verkaufszuwächse. das Management-Team die Immobilie und kam zu
dem Schluss, dass diese wegen ihrer Nähe zum
| ÜBER UNS
28Sie können auch lesen